齐鲁石化烯烃厂简介
湿式空气氧化法处理乙烯废碱液装置的技术改造

湿式空气氧化法处理乙烯废碱液装置的技术改造渡尜乙烯工业21)07,19(2)17—20ETⅡENEINDUSTRY湿式空气氧化法处理乙烯废碱液装置的技术改造刘炳鹏,董明会2(1中国石化齐鲁石化公司烯烃厂,山东淄博255411;2中国石化石油化工科学研究院,北京,100083)摘要:针对中国石化齐鲁石化公司烯烃厂乙烯装置废碱液处理系统在试运转过程中存在的问题,通过分析原因,提出并实施改进工艺的相关措施,得到一组适宜的工艺操作参数,保证了废碱液湿式空气氧化装置的稳定运行.关键词:湿式空气氧化;废碱液;调优中国石化齐鲁石化公司烯烃厂(以下简称齐鲁乙烯)720kt/a乙烯二期改造采用Lummus的三段碱洗法脱除裂解气中的c02,H2s等酸性气体.碱洗塔排出的废碱液中除含有Na2S,Na2C03,NaOH和少量的Na2S03,Na2S203外,还含有硫醇等有机硫化物,因而具有难闻的臭味.碱洗过程中裂解气重组分的冷凝以及双烯烃类的聚合,使废碱液中还含有有机类物质1].由于这股废碱液具有强碱性,且含有较高浓度的硫化物和有机物,很难处理,经常对下游污水处理厂造成冲击,影响污水排放达标率.目前,处理废碱液的预处理方法主要有氧化法,中和法,沉淀法,汽提法及生物法等l2,3].国内外的研究结果证明,湿式空气氧化法是较为理想的预处理方法,国外采用湿式空气氧化法处理乙烯废碱液已有1O多年的历史_4J.齐鲁乙烯15t/h废碱液湿式空气氧化装置是720kt/a乙烯改造项目的配套装置,采用Linde公司的低温低压湿式氧化处理技术,废碱液处理装置自开车以来出现了反应不合格,汽提效果差,设备腐蚀等问题,通过技术改造和优化操作,目前废碱液排放基本达到标准.1湿式空气氧化法工艺原理废碱液的湿式氧化是利用空气中的氧在较低的温度和压力下,将废碱液中的硫化物氧化为硫代硫酸盐,亚硫酸盐或硫酸盐,脱除废碱液的臭味,将酚等有机物部分氧化,提高废碱液的可生化降解性,再经生化系统适当处理后就可以达标排放.在湿式氧化过程中发生的主要化学反应如下[5,6]:2Na2S+202+H21]—N2S20+2NaOHNa2s203+202+2NaOH--~2Na2S04+H202NaRS+1/202+H'RSSR+2NaOH2流程简介齐鲁乙烯废碱液湿式空气氧化的工艺流程见图1.图1废碱液湿式空气氧化系统流程示意废碱液由废碱液进料泵加压后送至废碱液氧收稿日期:2007一Ol一29.作者简介:刘炳鹏(1970一),男,山东省昌邑市人,大学学历,工程师,中国石化齐鲁石化公司首席技能大师,1995毕业于青岛化工学院,毕业后一直从事乙烯生产管理工作.乙烯工业第19卷化进/出料热交换器预热至100~120℃.热交换器出口的废碱液在碱/空气/蒸汽混合器中与中压蒸汽和压缩空气混合,达到一定温度(120oC)后从底部进入氧化反应器,反应压力控制在在0.8~1.0MPa.废碱液在反应器中停留8小时后从反应器顶部出来,在进/出料换热器和氧化后碱液冷却器中冷却至50℃左右,进入中和罐.中和罐的废碱液经进一步冷却后进入汽提塔中采用空气汽提,汽提塔的操作压力微低于环境压力,汽提出的气体送入150m高的烟囱排人大气.齐鲁乙烯废碱液湿式空气氧化装置设计采用2个氧化反应器并联使用,每小时处理废碱液15 t,设计中考虑了:3种工况.3种工况下的废碱液规格见表1:其主要工艺控制参数见表2;废碱液经过氧化处理后的废碱液规格见表3.表1各工况下的废碱液规格表2废碱液处理系统控制参数控制对象正常值反应器单台进料/(kg?h)反应人口温度/℃反应器单台空气~/(kg?hI1)反应器出口压力/MP,a表3氧化处理后的废碱液规格指标排放值3装置运行中出现的问题及优化措施3.1装置运行中出现的问题齐鲁乙烯废碱液湿式空气氧化装置于2OO4年10月与乙烯装置同时开车,开工后始终无法正常运行,主要问题有:(1)废碱液中油含量过大.由于废碱液是在裂解气碱洗过程中产生的,因此含有一定量的浮油,乳化油和黄油.浮油和乳化油含量过高,进入反应器后,油组分闪蒸导致油分压过高,操作不稳定;废碱液中黄油的存在经常导致管线,过滤器,塔釜等堵塞,直接影响装置的稳定运行;另外,油含量过高,还会使废碱液中的酚浓度增加.相关研究表明,在废碱液湿式氧化处理工艺中,酚的氧化反应主要在温度高于150 ℃时进行,在反应温度为120~150℃时,酚的氧化率仅为6%~7%[.齐鲁乙烯装置采用物理沉降法和汽提塔来分离废碱液中的黄油,但由于黄油密度较大(约为0.9797g/mL),致使分离效果差,废碱液中的油类超标,影响了废碱液氧化处理系统的稳定运行.(2)反应器入口硫化钠含量过高.乙烯装置改扩建开车后,由于裂解气中酸性气体含量过高,造成碱用量增大的同时也增大了废碱液中硫化钠的含量,大压缩区碱洗塔排出的废碱液中硫化钠含量通常大于8%,小压缩区的废碱液中硫化钠含量通常大于ll%,废碱液中硫化钠的含量大幅超出设计值(见表1),导致反应器出口的硫化钠含量超标,达不到排放要求.(3)氧化空气量不足.齐鲁废碱液湿式空气氧化装置原设计中新增两台空气压缩机,由于现场位置和投资原因,仅增加了1台.系统开车初期,单台空气量仅能达到1700kg/h,远低于设计值(见表2),从而导致氧化系统反应不合格.(4)汽提塔尾气带液,汽提效果差.开工初期废碱液氧化处理系统和汽提系统同时投用,在运行过程中,汽提系统存在诸多问题,尾气线带液严重,废碱液经常夹带至烟囱.汽提塔运行参数正常但效果差,汽提前后COD差别不大.(5)设备腐蚀严重.废碱液湿式空气氧化装置原设计主要设备材质均为碳钢,由于废碱液中含有较高浓度的硫化钠,碳酸钠,氢氧化钠等,具有较强的腐蚀性,同时劝伽720姗∞坦<痕lg)一●.吨物氢炭雌一一一第19卷刘炳鹏等.湿式空气氧化法处理乙烯废碱液装置的技术改造反应是在较高温度和压力下进行,介质有强氧化性,因此对设备管件的腐蚀较为严重.废碱液湿式空气氧化装置开车以来,废碱液反应器,进出料换热器及部分管线,阀门腐蚀严重被迫更换,多次停车处理,严重影响该装置的稳定运行.3.2优化改进措施(1)优化碱洗塔操作,减少废碱液中油类物夹带.为了减少"黄油"在废碱液中的形成,应控制好碱洗各段的碱浓度,避免碱浓度过高,否则容易引起"黄油"的聚合;严格控制裂解气人塔温度在40~43℃,并尽量靠下限操作.经过优化碱洗塔工艺操作参数,废碱液中油含量基本控制在1700~1800g/g.,低于设计值.(2)降低反应器人口硫化钠含量.针对氧化反应器人口硫化钠含量超标问题,采用了引人工艺洗涤水,将碱洗塔顶原设计进裂解气水洗塔的洗涤水,改为进废碱液储罐,用于稀释废碱液,以降低:乓硫化钠含量,从而保证反应器出口硫化钠含量合格.另外,由于工艺条件,操作条件波动等原因,可能导致反应器出口的硫化钠含量超标,为确保排放合格,在反应器出口加1条返回线,当出口硫化钠含量超标时,将不合格废碱液返回至进料泵入口,从而确保排放合格.(3)改造空气进料线,提高反应空气量.空气量直接影响反应物的流态和氧化效果,合理控制空气量是氧化反应进行的必要条件,倘若空气量过大,则反应器内流态成为层流,导致空气与碱渣的接触面积减小,影响氧化反应的进行; 若空气量继续增大至使反应器内的流态呈喷射流时,一方面会使反应器液面失控,尾气带液;另一方面则导致废碱液氧化效果急剧下降.空气量控制的最佳效果是在反应器内产生微小的气泡,以提高氧化效果_5_5.针对氧化反应器压缩空气量达不到设计值的问题,采取降低空气管线的阻力降,提高反应空气量的措施.经核算,自空压机出口至反应器人口配1条原空气线的1:52.4mm(6英寸)副线.投用后, 单台运行时可保证2500kg/h的空气量,基本符合设计要求,较好的改善了氧化反应效果.(4)通过工艺改造,避免汽提塔尾气带液,改善汽提效果.针对汽提塔尾气带液,汽提效果差的问题,经分析主要有以下原因:①尾气中含水为饱和态,系统长时间停运,尾气温度降低,液体冷凝,在管道内积存,开车时被尾气短时间内夹带,甚至出现水击;②尾气凝液分液罐液位计坏,分液罐时满时空,造成带液;③汽提量过大,造成液体夹带;④汽提塔空气进料易形成液封,经常发生空气吸人不畅.为解决尾气带液问题,采取了以下措施:尾气线增加脱液罐;汽提空气进料线增加排液措施,并定期排放;系统开车时,缓慢引入反应空气,使凝液被逐步带走.(5)设备材质选型的改进.设备,管线腐蚀泄露是影响废碱液处理装置长周期运行的一个主要因素[.腐蚀在反应器出,人口等高温区尤为严重,一方面反应器出口至分液罐物料为汽液两相,存在冲刷减薄问题;另一方面,反应器人口和出口至分液罐物料介质温度较高,且呈碱性,在碳钢材质的碱脆范围内,碱脆, 应力腐蚀严重.因此利用计划停车机会,更换了进出料换热器,出口换热器,进出口截止阀,出口至中和罐部分管线,设备均采用316L型钢,可耐碱性腐蚀,避免了装置泄漏,保证了废碱液氧化处理装置的运行周期.4优化改进后湿式空气氧化装置的运行效果经过优化工艺参数和一系列技术改造后,氧化反应器出口硫化钠的浓度降至70g/g左右,装置运行效果良好,满足了生产排放需要.改进后的主要工艺参数见表4.表4废碱液处理系统改进后的主要控制参数控制对象正常值反应器单台进料/(kg'h)反应人口温度/反应器单台空气量/(kg?h)反应器出口压力/MPa3Ooo~7Oooll02Ooo~250o0.72装置改造后,反应器人口废碱液的硫化钠浓?20?乙烯工业第19卷度基本控制在设计值附近,从而保证了氧化反应系统的稳定运行.反应器进,出料硫化钠含量的部分分析数据见表5.表5氧化反应器进,出料硫化钠含量分析W,%5结语通过优化工艺参数和技术改造,解决了齐鲁乙烯废碱液湿式空气氧化装置存在的废碱液含油?潆雀?量高,反应器人口硫化钠含量超设计值,压缩空气量不足,尾气带液,设备腐蚀严重等问题,保证了该装置的稳定运行,使废碱液达到排放指标,满足了后续生化处理的要求.参考文献1王松汉,何细藕.乙烯工艺与技术[M].北京:中国石化出版社,2OOO.372~3822乌锡康.有机污染治理技术.上海[M]:华东化工学院出版社,19893WeaterRF.ExhaustCasesStripH20fromSourFloodWa—ter.PetEng,1983,5:51—584ClaudeEE.WetAirOxidationofRefinerySpentCaustic. EnvironmentalProgress,1998,17(1):28—305邓德刚,韩建华.湿式氧化碱渣处理装置的若干问题[J].炼油设计,2OO2,32(5):53~556于燃旺,董明会.乙烯装置废碱液处理的现状与展望.乙烯工业[J],2004,16(2)54577郭宏山.炼油及乙烯装置废碱液湿式氧化处理工艺的研究[J].石油炼制与化工,2000,31(10):39—43裂解汽油芳烃抽提成套技术通过鉴定由中国石化工程建设公司,中国石油化工股份有限公司石油化工科学研究院承担的"裂解汽油芳烃抽提成套技术"近日通过中国石化股份有限公司科技开发部组织的技术鉴定,认为该总体技术达到了国际先进水平.所开发的环丁砜液抽提的主要创新点是:抽提塔非芳烃不经过水洗直接循环;取消芳烃的白土精制系统;采用特有的能量回收措施——甲苯塔和二甲苯塔顶物流同时作为苯塔底热源,且利用二甲苯作热源的重沸器也可采用 1.6MPa蒸汽加热;采用产品在线分析仪替代三苯产品的中间产品检查罐;采用自主开发的BJ塔盘.,从甲苯塔底直接抽出二甲苯产品.该成套技术具有产品质量好,回收率高,能耗物耗低的优点.该工艺在扬子一巴斯夫有限责任公司360kt/a芳烃抽提装置中实现了工业应用.经考核及1年多连续运行结果表明,产品质量指标(苯产品纯度99.99%,冰点5.51oC;甲苯产品纯度99.92%;混合二甲苯纯度99.41%;抽余油中芳烃含量O.23%),芳烃产品收率(大于99.92%),单位产品的能耗(标油,76.24kg/t)和溶剂消耗(抽余油和回收塔混合芳烃中溶剂含量均小于1pg/g)均达到或优于合同规定的指标;装置溶剂质量,真空系统密闭性能,贫富溶剂换热效果等多方面创造了国内同类装置运行的最好纪录,经济效益显着.(中国石化工程建设公司)。
齐鲁石化公司优化乙烯工艺

石油化学新报(日) 20 ( 7 ): ,0 8,423 2
等专业管理手段 , 严密 监控 生产装置 的运行状 态 , 问题解 将 决在萌芽状态 。如在检修 裂解炉前 召集各 专业部 门共 同对 裂解炉存在 的问题进行 汇总 , 编制检 修计划 和方案 , 逐一 消 除存在的问题 , 障了裂解炉 长周期 运行 ; 用现代 化手段 保 运 监测大机组运行状态 , 时发现并消 除了裂解气压缩机组 中 及
( 编辑
赵红雁 )
・
技术动态 ・
美 国 D w化 学公 司 与 Sa e n 集 团公 司合 资 o imC me t
洲聚 乙烯醇公司 ( E本合成 化学工业公 司合资 的公司 ) 与 t 完 全子公司化 ;0 8年 7月 , 20 整合了 3个子公 司, 以便 更容易进 行改善成本方案的策划 及特殊 化产 品的生产 。可乐 丽公 司 今后还要进 行 P A树脂的多牌号生产 。 V 该 公司在德国的子公司可乐丽欧洲公司计划在 2 1 年 0 1 前 增设 P A 树脂生产 装置 , V 以扩增 P A树 脂的生产 能力。 V 为了确 保美 国生 产基 地的生产 , 该公 司在美 国德克萨斯州 的 子公 司计划新建 P VA树脂 生产 装置。 由于汽车挡 风玻璃 和建筑 用玻璃膜 的生产对 P VB薄膜 需求 的扩大 , 可乐丽公 司计划在新加坡新设 P B生产基地 , V 从 20 0 8年 7月开始着手进行可行性研究 , 预定 在 2 1 0 1年建 成装置 。P B薄膜 有望以作 为太 阳光发 电框架密封材 料 的 V 新用途来进行市场开拓 。
齐鲁石化为新芳烃工程编织安全网

罐区改造 及管 线碰 头与老装置交叉进行 。为此 , 烯烃厂努力克 服施 工现场安 全管理难度 大 、 监管 人员少 的矛盾 , 注意从 源头 抓起 , 切实加 强 了外来施 工 队伍 的 H E管理 , S 全面 、 全方 位地 强化现场安全管理。主要做 法有 以下几点 :
一
是组建专职监护 队, 全程监护 。从芳烃 车问抽调 1 名责任 心强 、 1 工作认 真负责的职工组成专职监护 队, 施工 队伍
二是加大 了对外来施工 队伍 的管理力度 。凡是进入装 置区施工作业 的外来人员必 须过“ 两关” 由车间组织安全教 : 育, 并经考试合格后方能进入作业现场 ; 芳烃 车间定期 召集 外来施工 队伍 负责人和安全 负责人参加安全 会议 , 组织学习 安全管理规定 , 并对 当前施工作业 中存在的问题讲评 , 按要求逐项整改 。
的工 艺更加先进 , 减少了 2个塔 , 能耗大幅降低 , 每年环丁砜溶
剂 的消耗 从第一 、 二抽提 的 1 降至 9 左右 , 0t 0 t 苯等产 品的纯
度更 高。年产 苯 l . O t , 1 8xl4/ 甲苯 l . 0 f 。 6 a 65 14 a 6x
新 芳 烃 的 主要 施 工 现 场 与 正 常 生 产 区 域 仅 一 安 全 墙 之 隔 ,
征土地 。
该工程的主要设备材料实现了国产化 , 中的抽 提蒸馏部 其
分是 由中国石化石油化工科学研究院 自行设计的 , 其处理能力
为 4 . x14/,比原 有的第一抽提装置 和前些 年建设 的第二 1 0 a 3 t 抽 提装置加工量总和还要大 。比美 国 U P设计 的前两套抽提 O
门 抽调安全管理骨干, 组成现场督察组。督察组成员每天对现场进行 2 次检查, 检查情况记录在案并跟踪整改。0
齐鲁石化公司改良老式裂解炉成功

台裂解炉增加空气预热器有效地提高 了裂解 统进行全面查漏 , 针对普查 中发 现的问题 , 进 炉的热效率之外 , 还对 1 5台裂解炉炉膛衬里 步落实消缺工作。对于排人火炬系统 的氮 气, 扬子烯烃厂进行严格控制。 进行了修补 , 对三 台状 况较差 的炉膛衬里进
一
率 和能耗 指标 大 幅 改善 , 不 适 用 于重 质 加 但
氢尾 油 裂 解 。 为 了 适 应 重 质 原 料 的 裂 解 , 20 0 7年该 厂 对 l号 裂 解 炉 辐 射 段 炉 管 进 行
热和侧壁供热比、 排布炉膛热量分布等措施 , 增 加 了裂解炉 的操作 弹性 。
维普资讯
第3 7卷 l 期 (0 7 2 20 )
国 内外石 油化 工快报
・1 l
・
科研生产 动态 ・
1 .国 内有 机 化 工
行 了更 换 , 炉外 壁平 均 温 度 比大 检修 前 降 使
齐 鲁石 化 公 司
低 了 2℃ 一3 ℃ 。他 们 还 对 部 分 裂 解 炉 外 0 0 壁涂刷耐 高温漆 , 既保 护 了炉本 体 的外 壁 , 又 减少 了散 热损失 , 大节 省 了燃料 , 低 了成 大 降 本 。同时 , 们 还 进 一 步将 强 化 传 热技 术 应 他 用 于裂解炉 上 , 裂解炉 运 行周期 明显延 长 、 使
( 可华 ) 孙
了整体更换 , 并采 用 大 u 型 双 排 管 、 曲片 、 扭
不分 枝变 节 管等 一 系列 新 技 术 , 展 了重 油 拓
处理能力 , 炉管 温度 , 长 炉管 寿 命 。经 降低 延 过改 良, l号裂 解 炉 已 能够 在 石 脑 油 和 重 质
扬 子 石 化 公 司
齐鲁石化烯烃厂简介

急冷油塔系统 急冷水塔系统 稀释蒸汽发生器
❖ 1、急冷区
CG+DS
CG
QW CW
工艺用户
CG+DS+QO 急冷器 QO
裂解柴油
QW
图
裂解燃料油
裂解汽油
QO
工艺用户
急冷水循环(QW) 工艺水(PW)
急冷油循环(QO)
CG+DS 裂解炉
稀释蒸汽循环(DS)
烯烃厂简介
1
中国石油化工股份有限公司齐鲁分公司 烯烃厂(以下简称烯烃厂)1985年3月14日 正式成立,位于山东省淄博市临淄区汞山路 61号,生产区域占地1平方千米,是我国重 要的乙烯生产基地之一,是齐鲁乙烯工程的
“龙头”厂。
2
烯烃厂历经由年产乙烯30万吨/年到45 万吨/年和45万吨/年到72万吨/年两次扩容改 造。目前拥有年产80万吨乙烯装置、68万吨 芳烃装置、4万吨苯酐装置等主要生产装置 和3台超高压蒸汽开工锅炉、3套循环水装置 以及油品储运罐区等辅助生产装置。主要生 产装置均采用先进的DCS仪表集散控制技术 ,可生产乙烯、丙烯、苯、对二甲苯、邻二 甲苯、苯酐、混合碳四等化工产品,担负为 齐鲁分公司下游十几套生产装置供应原料的
塔顶聚合级丙烯 侧线化学级丙烯 塔釜碳三液化气
裂解气 干燥器
1#、2#、3# 冷箱
低压甲烷
1#、2# 脱甲烷塔
甲烷
釜液
釜液
釜液
釜液
脱乙烷塔
脱丙烷塔
脱丁烷塔
脱戊烷塔
塔顶 碳二加氢
1#、2# 乙烯精馏塔
塔顶碳四 侧线采出乙烯
塔顶碳五
塔釜汽油
1、裂解炉区 2、急冷区 3、压缩区 4、激冷区 5、热区
山东地炼企业名单及简介
山东37家主要地炼企业概况中国化工第一大省非山东莫属,而提及山东,“地炼”是耀眼的关键词。
今天我们将从3张山东40家主要地炼分布图开始,向大家详细介绍山东主要地炼企业的基本信息。
1、山东地炼加工能力鑫岳燃化240万吨,亚通石化276万吨,天弘化学440万吨,精细化工197万吨,利津石化350万吨,垦利石化252万吨,神驰252万吨,齐润石化220万,京博石化331万吨,鲁清石化258万吨,金诚石化456万吨,恒源石化350万吨,汇丰石化416万,清源集团404万吨,弘润石化530万吨,海右石化320万吨,岚桥石化239.6万吨,东明石化750万吨。
2、山东地炼炼化区域布局地图除济宁、泰安、莱芜、枣庄、聊城和威海6市没有炼化企业外,其他各市均有布点,其中东营、潍坊、淄博、滨州聚集了37家地炼(占总数的70%)。
炼化能力14526万吨(占总数的73%)。
3、山东原油管道输送设施规划地图山东最终要形成“四横五纵”原油输配系统,每年最多可向省内地炼企业输送原油12800万吨,新建管道:烟淄线,董家口-潍坊-鲁中、鲁北,日照-东营管道,东营港-广饶管道,滨州港-中海沥青管道,滨海-青州管道。
山东地炼呈现的特点山东地炼目前仍处在布局散乱、各自为战的状态。
其突出表现就是山东地炼呈现出数量多(截至2018年,剔除长期无效产能维持正常或间歇生产的山东地炼约53家)、规模小(一次加工能力在300万吨/年以下炼厂占到60%,一次加工能力在500万吨/年以上仅占20%左右)、分布散(广泛分布于东营、淄博、滨州、潍坊、菏泽一带)的格局。
另外,山东多数炼化企业处于价值链中低端,汽柴油、石脑油等初加工产品占比80%以上,而下游高端石化产品严重短缺,乙烯50%依赖进口,芳烃57%依赖进口。
山东省除济宁、泰安、莱芜、枣庄、聊城和威海6市没有炼化企业外,其他各市均有布点,其中东营、潍坊、淄博、滨州聚集了37家地炼(占总数的70%),炼化能力14526万吨(占总数的73%)。
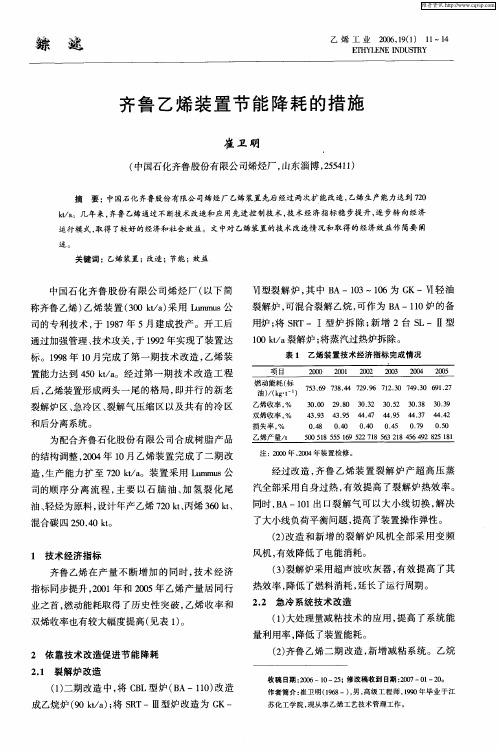
齐鲁乙烯装置节能降耗的措施
乙烯 工 业
唧
20 ,9 1 1 ~1 06 1() 1 4
I NE I U 】 E ND s Y
齐鲁 乙烯装 置节 能 降耗 的措 施
崔 卫 明
( 中国石化齐 鲁股份 有 限公 司烯 烃 厂 , 山东 淄博 ,54 25 1) 1
乙 烯 工 业
第 1 卷 9
炉出口裂解气与急冷油混合后全部进减粘塔 , 未
设旁路 。
塔顶 乙烯损 失得 到控制 。 ()06年 4月 中旬 , 三 元制 冷压 缩 机及 其 320 对 冷箱 过滤 网进 行 了处 理 , 统 增 设 液 相 丙烯 干 燥 系 器 。开车后 , 号脱 甲烷 塔 ( A一 3 1塔顶 温度稳 2 D 20 ) 定 在 …15 2 19o 塔 顶 乙烯损 失 从停 车前 的 2 C,
() 3 由于减粘系统发挥正常 , 汽油分馏塔塔釜 温度逐渐提高到 16 9 9 —1 8℃, 以多发生稀释蒸汽 。
目前老 区急冷 区补人 中压 蒸 汽仅可降低生 0t , /
同时,A一11 l B 0 出E裂解气可以大小线切换 , 解决 了大小线负荷平衡问题 , 提高了装置操作弹性 。
() 造 和 新 增 的裂 解 炉 风机 全 部 采 用 变 频 2改
1 技 术经济指 标
风机 , 有效降低了电能消耗。 () 3裂解炉采用超声波吹灰器 , 有效提高了其 热效率, 降低 了燃料消耗 , 延长了运行周期。
, s… s
s、 79 s 2.
723 … 1 .0
…
.
乙烯收率 , % 双烯收率 , %
损失率 , % 乙烯产量/ t
3 、 2 . 3 . 3 . 3 .8 3 . 00 0 98 0 03 2 05 2 03 0 3 9 4 .3 4 . 4 . 4 . 4 、 4 . 39 3 9 5 44 7 5 9 3 7 4 2
齐鲁石化烯烃厂职工技术协会企业信用报告-天眼查

注册时间:
/
注册地址:
/
营业期限:
/至/
经营范围:
/
登记机关:
/
核准日期:
/
1.2 分支机构
截止 2018 年 11 月 01 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参
3
4.2 投资事件
截止 2018 年 11 月 01 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
4.3 核心团队
截止 2018 年 11 月 01 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
5.3 法律诉讼
截止 2018 年 11 月 01 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
6
5.4 法院公告
截止 2018 年 11 月 01 日,根据国内相关网站检索及天眼查数据库分析,未查询到相关信息。不排除因信 息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参 考。
动产抵押、欠税公告、经营异常、开庭公告、司法拍卖 六.知识产权信息:商标信息、专利信息、软件著作权、作品著作权、网站备案 七.经营信息:招投标、债券信息、招聘信息、税务评级、购地信息、资质证书、抽查检查、产
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
急冷油塔系统 急冷水塔系统 稀释蒸汽发生器
❖ 1、急冷区
CG+DS
CG
QW CW
工艺用户
CG+DS+QO 急冷器 QO
裂解柴油
QW
图
裂解燃料油
裂解汽油
QO
工艺用户
急冷水循环(QW) 工艺水(PW)
急冷油循环(QO)
CG+DS 裂解炉
稀释蒸汽循环(DS)
裂解原料
❖二、急冷区
1.油洗塔系统/QO(急冷油)循环
LLDPE 线性低密度聚乙烯 HDPE 高密度聚乙烯
VCM氯乙烯(Cl2、O2/二氯乙烷、O2)、PVC 聚氯乙烯
SM 苯乙烯(+苯)、 PS 聚苯乙烯
ABS(+丙烯腈+丁二烯)
SBR 丁苯橡胶( +丁二烯)
EO/EG 环氧乙烷/乙二醇
乙醇(水合) a-烯烃(齐聚)
❖ 二、乙烯装置在石油化工中的位置
❖一、裂解炉区
原料经流量调节阀控制进入裂解炉对流段上部的原料预热器进行 预热。稀释蒸汽经流量调节阀控制与原料预热器出来的原料在混 合器中按一定比例混合,使之汽化。此油汽混合物一起进入裂解 炉对流段的混合过热器过热至横跨温度,然后经文氏管流量分配 器,使油汽混合物均匀分配到每组辐射段炉管中。
油汽混合物在辐射段炉管中进行热裂解反应,裂解炉出口温度控 制为810~860℃。高温裂解气进入裂解炉废热锅炉,由废热锅 炉出来的裂解气进入油急冷器,用来自急冷单元的180℃急冷油 急冷至214℃。从急冷器出来的裂解气汇合后进入裂解气总管, 然后进油冷塔。
1、产品链
丙烯
PP 聚丙烯
AN 丙烯腈(氨氧化)、腈纶
ABS(+SM 苯乙烯 +丁二烯)
苯酚丙酮(+苯)、双酚A、PC 聚碳酸酯(+合成气)
丁辛醇(+合成气)
环氧丙烷(+O2环氧化)
丙烯酸 (+O2)
❖ 二、乙烯装置在石油化工中的位置
1、产品链 碳四 丁二烯抽提 、MTBE 甲基叔丁基醚(异丁烯+甲醇) 丁二烯 ABS(+ AN 丙烯腈+SM 苯乙烯 ) SBR 丁苯橡胶(+SM 苯乙烯 ) 顺丁橡胶
裂解气 干燥器
1#、2#、3# 冷箱
低压甲烷
1#、2# 脱甲烷塔
甲烷
釜液
釜液
釜液
釜液
脱乙烷塔
脱丙烷塔
脱丁烷塔
脱戊烷塔
塔顶 碳二加氢
1#、2# 乙烯精馏塔
塔顶碳四 侧线采出乙烯
塔顶碳五
塔釜汽油
1、裂解炉区 2、急冷区 3、压缩区 4、激冷区 5、热区
❖一、裂解炉区
乙烯装置原设计共有八台裂解炉,后经过第一次、第二次改扩建 和乙烯装置填平补齐,裂解炉增加到十五台。BA101~106为 KTI的GK-Ⅵ型裂解炉,其中BA101、102为重油裂解炉, BA103~106为轻油裂解炉,BA-103~106可以与乙烷混合 裂解,BA-107裂解石脑油和轻烃,每台年设计乙烯生产能力为6 万吨。BA-110为国产北方炉(CBL炉),原设计裂解原料为石脑 油,第二期改扩建将其改造为乙烷裂解炉,年设计乙烯生产能力 为9万吨。BA111、1102、1103为鲁姆斯SRT—IV型裂解炉 ,裂解原料为加氢尾油、石脑油,第一组可以裂解乙烷,每台年 设计乙烯生产能力为6万吨。BA-2114、2115为ABB鲁姆斯/ 中石化联合开发设计的SL-2型裂解炉,裂解原料为石脑油,每台 年设计乙烯生产能力为10万吨。BA-116为国产北方炉,裂解原 料为加氢尾油、石脑油,年设计乙烯生产能力为6万吨。BA-117 为国产北方炉,裂解原料为石脑油,第五、六组可裂解乙烷,年 设计乙烯生产能力为8万吨。
氢气
甲烷(C1)
乙炔、乙烯、乙烷(C2)
丙二烯/丙炔、丙烯、丙烷(C3)
丁二烯/丁炔、丁烯、丁烷(C4)
戊二烯/戊炔、戊烯、戊烷(C5)
C6-C8非芳
苯、甲苯、二甲苯/乙苯/苯乙烯
前脱丙烷分离流程—— 分离区按照先脱丙烷的次序进行
❖ 三、乙烯装置流程
2、乙烯装置基本构成 从原理上分: 裂解 分离 从流程和布置上分(五大区): 裂解炉区(蒸汽热裂解、加氢热裂解、催化裂解) 急冷区 压缩区 激冷区(冷区) 热区
乙烯总产量是国家石油化工总体发展水平的标志
❖ 三、乙烯装置流程
1、典型流程
氢气
甲烷(C1)
乙炔、乙烯、乙烷(C2)
丙二烯/丙炔、丙烯、丙烷(C3)
丁二烯/丁炔、丁烯、丁烷(C4)
戊二烯/戊炔、戊烯、戊烷(C5)
C6-C8非芳
苯、甲苯、二甲苯/乙苯/苯乙烯
顺序分离流程—— 分离区按照组分由轻到重的次序进行
甲烷+乙烷 500ppm (mol) max
乙炔
5ppm (mol) max
CO
1ppm (mol) max
CO2
5ppm (mol) max
H2O
1ppm (mol) max
H2S
1ppm (mol) max
❖ 一、原料及产品
2、产品 聚合级丙烯:
丙烯 丙烷 乙烷 乙炔 CO CO2 H2O H2S
原料 乙烯 丙烯
1#-3#
4#-5#
裂解气压缩机 裂解气压缩机
图
裂解汽油
裂解柴油
氢气
裂解燃料油
乙炔 加氢
冷箱
乙烯精馏塔
碳三 加氢
脱乙烷塔
脱甲烷塔
乙烯/丙烯 制冷系统
混合碳四
丙烯精馏塔
脱丙烷塔
脱丁烷塔 裂解汽油
新区
稀释蒸汽 NAP SSOT 乙烷
老区
稀释蒸汽 NAP SSOT 乙烷
稀释蒸汽 乙烷
锅炉给水
戊二烯/戊炔、戊烯、戊烷(C5)
C6-C8非芳
苯、甲苯、二甲苯/乙苯/苯乙烯
C9-205 DEG C
205-288 DEG C ( 裂解柴油)
288+ DEG C (裂解燃料油)
杂质
CO CO2 H2S H2O
❖ 一、原料及产品
2、产品 聚合级乙烯:
乙烯
99.95%(mol) min
裂解炉
废热锅炉
急冷器
汽油 分馏塔
急冷塔
燃料
高压蒸汽
裂解炉
对流段过热
裂解气
裂解气
裂解炉
减粘塔
塔釜 急冷油
稀释蒸汽 稀释蒸汽 工艺水 工艺水
去裂解炉 发生系统
汽提塔
裂解气压缩 机1~3段
碱洗塔 废碱
裂解气压缩 裂解气 机4~5段
甲烷化 反应器
氢气产品
碳三加氢
1#、2#、3# 丙烯精馏塔
塔顶聚合级丙烯 侧线化学级丙烯 塔釜碳三液化气
急冷油
柴油汽提塔 燃料油汽提塔
新碱液
裂解气
裂解气
裂解炉
废热锅炉
急冷器
汽油 分馏塔
急冷塔
燃料
高压蒸汽
裂解炉 对流段过热
塔釜 急冷油
稀释蒸汽 去裂解炉
稀释蒸汽 工艺水 工艺水
发生系统
汽提塔
裂解气压缩 机1~3段
碱洗塔 废碱
裂解气压缩 裂解气 机4~5段
锅炉给水
急冷油
柴油汽提塔 燃料油汽提塔
新碱液
裂解气
裂解气
包括三台塔:油洗塔、解燃料油汽提塔、解柴油汽提塔
流程:
高温裂解气经直接喷入急冷油冷却到200—215℃后进油洗塔 底部,在塔中分别由循环急冷油冷却和回流裂解重汽油精馏 ,顶温到95-105℃后裂解气进到水洗塔系统。塔釜急冷油送 去发生稀释蒸汽和其它工艺用户回收热量后,一部分喷入裂 解气中,另一部分则循环回油洗塔中部裂解燃料油(PFO)从 油洗塔底部采出,经裂解燃料油汽提塔汽提后,控制闪点 120℃,冷却到90℃送出界区。
烯烃厂简介
中国石油化工股份有限公司齐鲁分公司 烯烃厂(以下简称烯烃厂)1985年3月14日 正式成立,位于山东省淄博市临淄区汞山路 61号,生产区域占地1平方千米,是我国重 要的乙烯生产基地之一,是齐鲁乙烯工程的
“龙头”厂。
烯烃厂历经由年产乙烯30万吨/年到45 万吨/年和45万吨/年到72万吨/年两次扩容改 造。目前拥有年产80万吨乙烯装置、68万 吨芳烃装置、4万吨苯酐装置等主要生产装 置和3台超高压蒸汽开工锅炉、3套循环水装 置以及油品储运罐区等辅助生产装置。主要 生产装置均采用先进的DCS仪表集散控制技 术,可生产乙烯、丙烯、苯、对二甲苯、邻
BMCI值(关联指数或芳烃指数):与相对密度和沸点 有关,正己烷=0,苯=100;值越大,芳香性越高,乙 烯收率越低
❖ 一、原料及产品
1、原料
裂解气(裂解炉出口): 氢气
甲烷(C1)
乙炔(C2)
乙烯(C2)
乙烷(C2)
丙二烯/丙炔(C3)
丙烯(C3)
丙烷(C3)
丁二烯/丁炔、丁烯、丁烷(C4)
二甲苯、苯酐、混合碳四等化工产品,担负 为齐鲁分公司下游十几套生产装置供应原料
的重任。
目前拥有在岗职工1559人,其中女职工536 人、经营管理人员192人、专业技术人员100人
、技能操作人员1267人。
乙烯装置
第一部分 概述
乙烯装置自1987年5月建成投产,设计生 产能力为年产乙烯30万t,年产化学级丙烯 8.4416万t,年产聚合级丙烯7.8680万t,年产 混合碳四10.76万t。第一期改扩建工程于1998 年9月完成,达到年产45万t/a乙烯,年产化学 级丙烯11.1252万t,年产聚合级丙烯11.2万t, 年产混合碳四14.98万t的能力。第二期改扩建 工程于2004年10月完成,达到年产72万t/a乙烯 ,年产化学级丙烯12万t,年产聚合级丙烯24万