返工记录表
返工返修管理规范

返工返修管理规范一、背景介绍返工返修是指在产品生产过程中,由于某些原因导致产品出现质量问题或不符合规范要求,需要对产品进行修复或重新加工的过程。
返工返修管理是企业保证产品质量的重要环节,合理规范的返工返修管理可以有效提高产品质量,降低成本,并增强企业的竞争力。
二、目的和范围本文旨在制定返工返修管理的规范,明确返工返修的流程和责任,确保返工返修工作的顺利进行。
适用于所有需要进行返工返修的产品和相关部门。
三、返工返修管理流程1. 返工返修申请(1) 产品出现质量问题或不符合规范要求,由相关部门或员工填写返工返修申请表,详细描述问题和原因。
(2) 返工返修申请表需要包括以下内容:产品名称、批次号、问题描述、原因分析、返工返修的工序和方法等。
(3) 返工返修申请表需经相关部门负责人审核并签字确认。
2. 返工返修计划制定(1) 返工返修申请表审核通过后,由返工返修负责人制定返工返修计划。
(2) 返工返修计划应包括返工返修的时间安排、责任人、返工返修的具体流程和要求等。
3. 返工返修执行(1) 返工返修负责人根据返工返修计划组织执行。
(2) 返工返修过程中,应严格按照规定的工序和方法进行操作,确保修复效果和质量。
4. 返工返修记录和报告(1) 返工返修执行完成后,相关部门或员工需填写返工返修记录表,记录返工返修的具体情况,包括返工返修的时间、工序、责任人、修复效果等。
(2) 返工返修负责人根据返工返修记录制作返工返修报告,对返工返修的情况进行总结和分析,并提出改进措施。
四、返工返修责任1. 生产部门责任(1) 生产部门应严格按照工艺流程和规范要求进行生产,尽量减少返工返修的发生。
(2) 生产部门应对返工返修问题进行分析和改进,提出相应的预防措施,以降低返工返修率。
2. 品质部门责任(1) 品质部门应对返工返修申请进行审核,确保申请的准确性和合理性。
(2) 品质部门应对返工返修过程进行监督和检查,确保返工返修符合规范要求。
不合格品(不符合项)返工、返修记录表

对出现问题部位,要求劳务队定时、定人进行返工重做。
不 符 合 的 纠 正
分公司主管部门
分公司
项目经理部
项目经理(签字)
质检负责人(签字) 年月日
技术负责人(签字) 年月日
技术负责人(签ห้องสมุดไป่ตู้)
责任人(签字) 年月日
注:施工过程中发生工程质量不合格时由施工员填写本表,一般不符合在两天内报分公司,由 质量部门审批;严重不符合在 24 小时内报公司工程管理部处理;其他不符合由相关责任人填写 本表,按《纠正措施控制程序》规定上报处理。
不合格品(不符合项)返工、返修记录表
SJ GB27-04
工程名称
北京矿冶研究总院科研楼 不合格品(不符合项)名称
砖胎膜导墙砌筑
施工单位
江苏省建劳务队
不合格品(不符合项)部位 6-7 轴/1/0A-A 轴
签发日期
2013 年 06 月 14 日
整改通知书签发单位
江苏省建筑工程集团 有限公司
经检查发现 6-7 轴/1/0A-A 轴砖胎膜导墙向外侧错位 300mm,现要求劳务队对出现问题
返工返修整改单位、责任人、时间
签 字 栏 返工返修整改复检单位、复检人、时间
SJ GB22-01
建设单位名称 单位工程名称
不符合纠正报告
北京矿冶研究总院 北京矿冶研究总院科研楼
工程地点 分部分项名称
编号: 北京西城区西直门外文兴街 1
号院
砖胎膜砌筑
不符合类型
一般问题
损失金额
1000 元
不合格发生时间
返
的部位返工重做;将原有防水揭开,重新砌筑,抹灰;剔凿开防水保护层 300mm,防水面 层清理干净后做一道防水附加层,下返长度 250mm,在附加层上铺一道卷材,下返长度
【ISO9001表格记录】 7.5.3-01产品返工及跟踪流转卡

版本号:A/1文件编号:QR7.5.3-01
骆氏号
零件图号
产品名称
厂家
生产日期
班次
机台号
硫化工号
胶号
完成工序
修边1
修边2
砂边
涂油
检脱胶
磷化
喷砂
普检
喷漆
缩口
工 号
完成工序
上护套
下护套
车高
整形
磨削
标识
攻丝
检螺栓
检高度
检内径
工任
部门
处理方法及流程
确 认 人
日 期
完成日期
注:1.本表由各工序负责人根据各工序产生的异常,负责对不合格品的状态进行确认及描述,并报工艺科或产品工程部确定返工方法。同时必须对挑出不合格产品已完成的工序及加工工号进行记录。
2.工艺科或产品工程部应对下列内容给予确定:(1)返工方法及流程;(2)使用的工装;(3)注意事项等。
3、本表一式四联,第一联进行工序流转,第二联报工艺科,第三联报质管部,第四联报生产部。
转序数量
不合格数量
工 号
普检工号
普检日期
抽检工号
抽检日期
工序
磷化
喷砂
缩口
涂油
磨光
攻丝
电泳
喷漆
装配
标识
补漆
检验
数量
工号
日期
缺 陷
装 坏
掉 漆
压 坏
骨 架 坏
生 锈
变 形
磕 碰
单 边
废 品
缺 陷
拉 毛
裂 口
漆 渣
滴 挂
扒 胶
脱 胶
毛 刺
待认证
废 品
返工、返修复检记录

返工、返修复检记录
返工、返修是指在生产过程中发现产品存在缺陷或不合格问题,需要进行修复或改进的情况。
为了记录返工、返修的情况,可以按照以下步骤进行:
1. 编制返工、返修记录表:在记录表中,包括以下内容:
- 产品名称和编号
- 返工、返修的原因和问题描述
- 返工、返修的日期和时间
- 负责人的姓名和联系方式
- 返工、返修的工序和操作步骤
- 使用的工具、设备和材料
- 返工、返修的结果和效果
- 完成返工、返修的验收和审批人员
2. 进行返工、返修:根据记录表中的内容,进行相应的工序和操作步骤。
在修复过程中,需要确保按照规定的要求进行操作,并注意质量控制。
3. 记录返工、返修的过程:在记录表中,及时记录返工、返修的过程和操作的细节,包括使用的工具、设备和材料,以及遇到的问题和解决办法等。
4. 返工、返修的验收和审批:完成返工、返修后,进行验收和审批。
验收人员需根据标准或规范对修复后的产品进行检查,确保修复效果符合要求。
5. 学习和改进:根据返工、返修记录,分析返工、返修的原因和问题,制定相应的改进措施,以避免类似问题的再次发生。
通过以上步骤,可以建立返工、返修的记录,帮助企业追踪和管理产品质量问题,提高产品质量和生产效率。
节后复工前/后厂区消毒杀菌记录表
节后复工前/后厂区消毒杀菌记录表节后复工前/后厂区消毒杀菌记录表日期:XXXX年XX月XX日地点:厂区名称责任人:XXX项目:节后复工前/后厂区消毒杀菌为确保员工的健康与安全,经过XXXX公司(以下简称本公司)的综合安排和相关标准要求,特进行节后复工前/后厂区的消毒杀菌工作,现将具体操作记录如下:1. 消毒杀菌日期:XXXX年XX月XX日操作人员:XXXX消毒剂使用情况:消毒剂名称:XXXX消毒剂用量:XX升使用方法:根据产品说明书的指导,将消毒剂稀释至标准浓度后,使用喷雾器或拖把进行喷洒或擦拭。
消毒范围:XX区域,包括但不限于生产车间、办公区域、餐厅、更衣室、洗手间等。
消毒时间:XX时XX分至XX时XX分备注:记录消毒剂使用情况、使用方法和范围,以及消毒操作所涉及的时间。
2. 消毒杀菌日期:XXXX年XX月XX日操作人员:XXXX消毒剂使用情况:消毒剂名称:XXXX消毒剂用量:XX升使用方法:根据产品说明书的指导,将消毒剂稀释至标准浓度后,使用喷雾器或拖把进行喷洒或擦拭。
消毒范围:XX区域,包括但不限于生产车间、办公区域、餐厅、更衣室、洗手间等。
消毒时间:XX时XX分至XX时XX分备注:记录消毒剂使用情况、使用方法和范围,以及消毒操作所涉及的时间。
3. 消毒杀菌日期:XXXX年XX月XX日操作人员:XXXX消毒剂使用情况:消毒剂名称:XXXX消毒剂用量:XX升使用方法:根据产品说明书的指导,将消毒剂稀释至标准浓度后,使用喷雾器或拖把进行喷洒或擦拭。
消毒范围:XX区域,包括但不限于生产车间、办公区域、餐厅、更衣室、洗手间等。
消毒时间:XX时XX分至XX时XX分备注:记录消毒剂使用情况、使用方法和范围,以及消毒操作所涉及的时间。
4. 消毒杀菌日期:XXXX年XX月XX日操作人员:XXXX消毒剂使用情况:消毒剂名称:XXXX消毒剂用量:XX升使用方法:根据产品说明书的指导,将消毒剂稀释至标准浓度后,使用喷雾器或拖把进行喷洒或擦拭。
返工记录表
编号:PGD/QR-02版本号:A返工记录表产品名称(或编号)
产品批号
返工数量
主要责任部门/人员
返工原因:
镀镍铜极耳划伤,退回工厂内部进行挑选再发货
部门:品管部签名/日期:伍先翠2012.4.2返工要求:(包括:返工流程安排、返工产品质量要求、返工时间、其他要求。
品管部)
1.对外箱、及小包装进行拆包.拆包时需注意避免极耳胶受到挤压造成发白,以及纸屑残留在金属条上.
2.拆包好的产品单独用胶筐装好,并做好标识,以免与现场产品混放
3.产品交由成品检验组进行挑选检验,对极耳胶内有划伤及极耳胶发白产品挑出。
4.热压组对挑出的产品(极耳胶内有划伤及极耳胶发白)进行补压补,补压时间25S,实测温度135℃,压力0.6-0.8MPa
5.补压好的产品再次交由成品检验组进行检验,如再次确认极耳胶内有划伤不良品,直接打报废。
6.所有检验确认合格的产品交由包装组,须注意与在线品发生混淆。
包装时须注意轻拿轻放,以免金属条
划伤极耳胶表面,造成划伤。
7.对该退货批不良品单独进行统计。
部门:品管部/生产部签名/日期:伍先翠2012.4.2铝、镀镍铜极耳
/
10000对规格/型号
生产日期
返工日期
生产部、品管部0.2*60*13
2012.3.25-30日
2012.4.2日起返工不合格品记录:(车间填写)当班/日期:
再检验记录:
成品检验记录:
检验结论:检验员/日期:
备注。
生产返工记录表

1.返工内容描述 返工部门 不合格现象描述: 产品料号 需返工数量 产品存放位置
发出人: 日期/时间: 2.生产返工状况 返工不良现象及数量:
责任人:
日期/时间:
返工负责人: 3.品管再检结果 不良现象及数量:
日期:
时间:
最终判定:合格□ 说明:
不合格□Biblioteka 检验员:日期/时间:
1、此表由检验人员在检验时发现所检验的产品需返工时提出,需注明产品的品名料号、返工的数量以及 责任单位,责任单位按要求进行返工; 2、责任单位在接到检验人员发现的返工记录表时,需在第一时间内对需返工的产品进行返工,并且将返 工结果记录于表单中; 3、责任单位返工完成后,需通知检验人员对所返工的产品进行再检确认,再检确认人员将检验的结果记 录于此表中,并做最终判定。
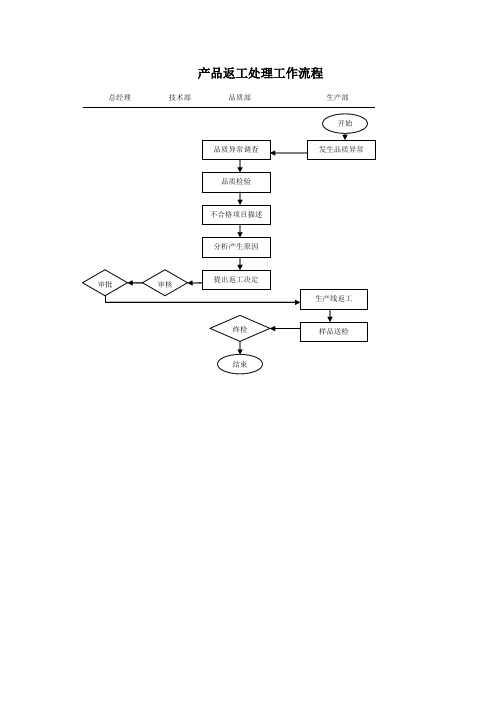
产品返工处理工作流程
《返工产品记录表》
5
重检
QC
生产部将返工后的产品送品质部检验,检验合格,进入下工序;不合格,作报废或再次返工处理
产品返工处理工作流程
产品返工处理工作流程说明
序号
节点
责任人
相关说明
相关文件/记录
1
异常
调查
QC
检验人员对生产部发生的品质异常情况进行实地调查
《检验报告》
2
品质
检验
对品质异常产品进行仔细检验,并填写《检验报告》,描述不合格项目
3
分析
原因
品质部会同相关部门对品质异常情况进行分析,寻找根本原