【推荐】2019年坑纸纸板检验标准
纸板各项检测方法以及标准(全)

纸板各项检测方法以及标准(全)介绍本文档旨在介绍纸板各项检测方法以及相应的标准。
纸板是一种常用的包装材料,它的质量和性能对包装产品的保护起着至关重要的作用。
通过进行各项检测,可以确保纸板的质量符合标准,提高其可靠性和稳定性。
纸板质量检测方法1. 物理性能测试- 弯曲强度测试:用于评估纸板的弯曲性能,通常使用折曲试验机进行测试。
常见标准:ISO 5628。
- 耐压强度测试:用于评估纸板的抗压性能,常见标准:ISO 。
2. 密度和厚度测试- 密度测试:用于确定纸板的密度,常见标准:ISO 534。
- 厚度测试:用于测量纸板的厚度,常见标准:ISO 534。
3. 吸湿性测试- 吸水性测试:用于评估纸板对湿度的吸收能力,常见标准:ISO 535。
4. 撕裂和剪切测试- 撕裂强度测试:用于评估纸板的撕裂抗力,常见标准:ISO 1974。
- 剪切强度测试:用于评估纸板的剪切性能,常见标准:ISO 1924。
5. 其他检测方法- 形状稳定性测试:用于评估纸板在不同温度和湿度条件下的形状稳定性,常见标准:ISO 2493。
- 耐湿性测试:用于评估纸板在潮湿环境下的性能,常见标准:ISO 287。
纸板质量标准- 纸板的质量标准通常由国际标准化组织(ISO)或国家标准机构提供,具体标准根据纸板的用途和特定要求而定。
- 一般情况下,纸板的质量标准包括但不限于:弯曲强度、耐压强度、密度、厚度、吸水性、撕裂强度、剪切强度、形状稳定性和耐湿性等指标。
结论纸板的各项检测方法和标准对于确保纸板质量的稳定和可靠性至关重要。
通过执行这些检测,并根据相应的标准对纸板进行评估,可以有效提高纸板的质量,并满足特定要求。
在实际生产中,建议遵循相关的检测方法和标准,以确保纸板的质量符合要求,提供卓越的包装产品。
印刷产品坑纸坑箱制品检验标准
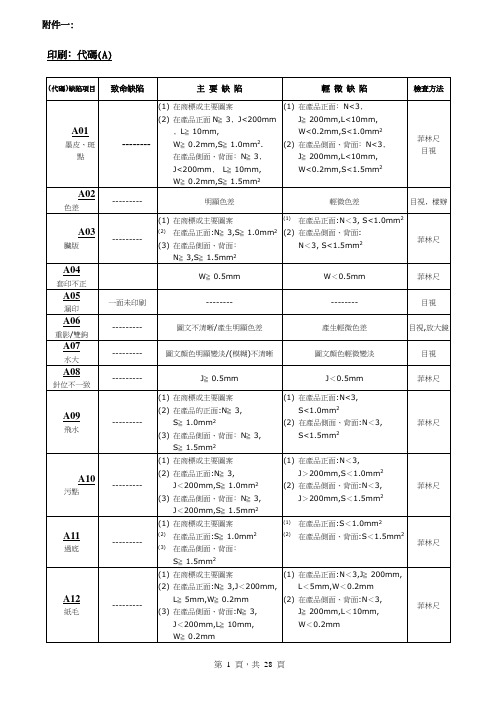
印刷﹕代碼(A)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法A01墨皮、斑點--------(1)在商標或主要圖案(2)在產品正面N≧3﹐J<200mm﹐L≧10mm,W≧0.2mm,S≧1.0mm2.在產品側面、背面﹕N≧3﹐J<200mm﹐L≧10mm,W≧0.2mm,S≧1.5mm2(1)在產品正面﹕N<3﹐J≧200mm,L<10mm,W<0.2mm,S<1.0mm2(2)在產品側面、背面﹕N<3﹐J≧200mm,L<10mm,W<0.2mm,S<1.5mm2菲林尺目視A02色差--------- 明顯色差輕微色差目視﹐樣辦A03 臟版---------(1)在商標或主要圖案(2)在產品正面:N≧3,S≧1.0mm2(3)在產品側面、背面﹕N≧3,S≧1.5mm2(1)在產品正面:N<3, S<1.0mm2(2)在產品側面、背面:N<3, S<1.5mm2菲林尺A04套印不正W≧0.5mm W<0.5mm 菲林尺A05漏印一面未印刷-------- -------- 目視A06重影/雙鉤--------- 圖文不清晰/產生明顯色差產生輕微色差目視,放大鏡A07水大--------- 圖文顏色明顯變淡/(模糊)不清晰圖文顏色輕微變淡目視A08針位不一致--------- J≧0.5mm J<0.5mm 菲林尺A09 飛水---------(1)在商標或主要圖案(2)在產品的正面:N≧3,S≧1.0mm2(3)在產品側面、背面﹕N≧3,S≧1.5mm2(1)在產品正面:N<3,S<1.0mm2(2) 在產品側面、背面:N<3,S<1.5mm2菲林尺A10 污點---------(1)在商標或主要圖案(2)在產品正面:N≧3,J<200mm,S≧1.0mm2(3)在產品側面、背面﹕N≧3,J<200mm,S≧1.5mm2(1)在產品正面:N<3,J>200mm,S<1.0mm2(2)在產品側面、背面:N<3,J>200mm,S<1.5mm2菲林尺A11 過底---------(1)在商標或主要圖案(2)在產品正面:S≧1.0mm2(3)在產品側面、背面﹕S≧1.5mm2(1)在產品正面:S<1.0mm2(2)在產品側面、背面:S<1.5mm2菲林尺A12 紙毛---------(1)在商標或主要圖案(2)在產品正面:N≧3,J<200mm,L≧5mm,W≧0.2mm(3)在產品側面、背面:N≧3,J<200mm,L≧10mm,W≧0.2mm(1)在產品正面:N<3,J≧200mm,L<5mm,W<0.2mm(2)在產品側面、背面:N<3,J≧200mm,L<10mm,W<0.2mm菲林尺附件一:A13 爛膠布---------(1)在商標或主要圖案上(2)文字內容殘缺---------- 目視印刷﹕代碼(A)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法A14 著墨不良--------(1) 在商標或主要圖案上(2) 影響圖文清晰或層次------- 目視A15龜紋--------- 任何圖案上出現龜紋------- 目視A16打花、拖花--------(1)在商標或主要圖案上;(2)在產品正面:N≧3,J<200mm,L≧10mm,W≧0.2mm(3)在產品側面背面:N≧3,J<200mm,L≧15mm,W≧0.2mm(1)在產品正面:N<3,J>200mm,L<10mm,W<0.2mm,(2)在產品側面背面:N<3,J>200mm,L<15mm,W<0.2mm菲林尺A17紙粉、白點、粉痕--------(1)在商標或主要圖案上(2)在產品正面:N≧3,J<200mm,L≧10mm,W≧0.2mm,S≧1.0mm2(3)在產品側面背面:N≧3,J<200mm,L≧10mm,W≧0.2mm,S≧1.5mm2(1)在產品正面:N<3,J>200mm,L<10mm,W<0.2mm,S<1.0mm2(2)在產品側面背面:N<3,J>200mm,L<10mm,W<0.2mm,S<1.5mm2目視&菲林尺A18水干-------- 圖文模糊無法辯識輕微影響圖文目視A19紙浪--------- 多處不規則起浪現象大幅成一條同方向曲線目視A20 粘花、鏟花---------(1)在商標或主要圖案上(2) 在產品正面:N≧3,J<200mm,L≧10mm,W≧0.2mm,S≧1.0mm2(2)在產品側面背面:N≧3,J<200mm,L≧10mm,W≧0.2mm,S≧1.5mm2(1) 在產品正面:N<3,J>200mm,L<10mm,W<0.2mm,S<1.0mm2(3)在產品側面背面:N<3,J>200mm,L<10mm,W<0.2mm,S<1.5mm2目視&菲林尺A21印反紙印反均屬之---------- --------- 目視A22飛油---------(1)在商標或主要圖案(2)在產品的正面:N≧3,S≧1.0mm2(3)在產品側面、背面﹕N≧3,S≧1.5mm2(1)在產品正面:N<3,S<1.0mm2(2) 在產品側面、背面:N<3,S<1.5mm2菲林尺A 23鬼影---------明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視A24水杠﹑墨杠--------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視A25壓印(垢炮有雜質) ---------明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視A26 爛網﹑掉版---------(1)在商標或主要圖案(2)在產品的正面:S≧1.0mm2(3)在產品側面、背面﹕S≧1.5mm2(1) 在產品正面:S<1.0mm2(2) 在產品側面、背面:S<1.5mm2菲林尺印刷﹕代碼(A)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法A27 版花---------(1)在商標或主要圖案(2)在產品的正面:S≧1.0mm2(3)在產品側面、背面﹕S≧1.5mm2(1) 在產品正面:S<1.0mm2(2) 在產品側面、背面:S<1.5mm2菲林尺A28拖版--------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視A29膠布臟--------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視A30菲林線--------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視表面處理: 代碼(B)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法B01 膠水漬、油污--------(1)在商標或主要圖案上;(2)在正面N≧3,J<200mm,S≧1.0mm2(3)在側面:N≧3,J<200mm,S≧1.5mm2(1)在產品正面:N<3,J>200mm,S<1.0mm2(2)在產品側面:N<3,J>200mm,S<1.5mm2直尺B02 過油粘花-------(1)在商標或主要圖案;(2)在產品正面:S≧1.0mm2(3)在產品側面:S≧1.5mm2(1)在產品正面S<1.0mm2(2)在產品側面S<1.5mm2 直尺B03 紙面刮花-------(1)在商標或主要圖案上;(2)在產品正面:N≧3,J<200mm,L≧10mm(3)在產品背面:N≧3,J<200mm,L≧15mm(1)在產品正面:N<3,J>200mm,L<10mm.(2)在產品側面:N<3,J>200mm,L<15mm直尺B04 皺痕-------(1)在商標或主要圖案上;(2)在產品正面:N≧3,J<200mm,L≧10mm(3)在產品背面:N≧3,J<200mm,L≧15mm(1)在產品正面:N<3,J>200mm,L<10mm(2)在產品側面:N<3,J>200mm,L<15mm直尺B05UV后變色------- 圖文顏色明顯變深(黃) 圖文顏色輕微變深(黃) 耐黃測試B06UV后掉UV------- 任何掉UV情況均屬之------- 耐磨測試B07 不吸塑吸塑測試后撕爛紙層50%以下吸塑測試后撕爛紙層80%以下,50%以上------- 吸塑測試B08 光度低----------(1)光油﹑水油﹕30%以下﹔(2)特光﹕45%以下﹔(3)磨光﹕60%以下﹔(4)UV:55%以下﹔(5)特別UV﹕65%以下﹔(6)裱光膠﹕75%以下(1)光油﹑水油﹕30-40%;(2)特光﹕45-55%﹔(3)磨光﹕60-70%﹔(4)UV﹕55-65%;(5)特別UV﹕65-75%;(6)裱光膠﹕75-85%光度儀B09 掉油墨-------以白紙條輕擦過光油后的印張表面1-2次掉色以白紙條輕擦過光油后的印張表面3-5次掉色目視B10 漏工序所有工序遺漏均屬之------- ------ 目視B11 用錯料所有的材料用錯均屬之------- ------- 目視B12 裱膠起泡-------(1)在商標或主要圖案上;(2)在產品正面:N≧3,J≦200mm,S≧1.0mm2(3)在產品側面:N≧3,J≦200mm,S≧1.5mm2(1)在產品正面:N<3,J>200mm,S<1.0mm2(2)在產品側面:N<3,J>200mm,S<1.5mm2直尺表面處理: 代碼(B)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法B13膠錯位------ 嚴重影響成品外觀對產品外觀無重大影響目視B14 膠起層------- 撕起時,爛紙不到50%輕微撕爛,但不影響產品外觀,性能試撕B15 錯工序所有的錯工序均屬之---------- ---------- 目視B16 膠水線----------- 明顯在主要圖案或logo位置在側面或背面﹐且對產品外觀無重大影響目視B17 起霧狀-------(1)在商標或主要圖案上﹔(2)在產品正面﹕S≧10mm2﹔(3)在產品側面﹕S≧15mm2(1) 在產品正面﹕S<10mm2;(2) 在產品側面﹕S<15mm2目視菲林尺B18露膠膜------- 膠膜超警示線或超彩紙邊緣------- 目視B19刀介爛紙------- 在有效畫面的正面或啤線以內------- 目視裱紙:代碼(C)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法C01 膠水漬-------(1)在商標或主要圖案上(2)在正面:N≧3 ,J<200mm,S≧1.0mm2(3)在側面:N≧3 ,J<200mm ,S≧1.5mm2(1)在正面:N<3 ,J>200mm,S≦1.0mm2(2)在側面:N<3 ,J>200mm,S<1.5mm2目視/直尺/菲林尺C02 起泡-------(1)在商標或主要圖案上;(2)在正面:N≧3, J<200mm ,D≧10mm(3)在側面:N≧3 ,J<200mm,D≧15mm(1) 在正面:N<3 ,J>200mm,D<10mm(2) 在側面:N<3 ,J>200mm,D<15mm直尺C03 脫坑/脫層-------任何情況下的彩紙或坑紙粘接不牢S≧5mm2S<5mm2 目視C04 裱紙走位-------啤后輕微不對色位或露白、露坑的情況導致啤位露白或露坑的情況目視C5 用錯材料所有用錯材料的情況均屬之------- ------- 目視C06 漏工序所有漏工序的情況均屬之------- ------- 目視C07裱紙方向錯------- 咭紙對裱方向錯誤同批用坑紙色差明顯目視C08裱紙皺------- L≧10mm L<10mm 直尺燙金:代碼(D)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法D01飛金------- 不能識別圖文時能識別,但與正常圖文有異時目視D02漏燙金------- 出現任意一種情形時------- 目視&樣辦D03燙印不上或露底------- 能識別圖文時能識別,但與正常圖文有異時目視D04失圖文金屬光澤------- 目視對辦明顯時對辦偏離不大時目視菲林尺D05燙錯方向-------- 出現任意情形時----------- 目視D06 燙印走位-------(1)有固定色位時: J>5mm(2)無固定色位時: J>10mm(1)有固定色位時:1mm<J≦5mm(2)無固定色位時:5mm<J≦10mm目視菲林尺D07 錯燙金紙所有用錯金紙均屬之---------- ----------- 目視D08 野金點-------- S>5mm2 1mm2<S≦5mm2目視、菲林尺D09 掉金(銀) --------以3M 800#膠紙10cm長度試粘有明顯掉金10%以上以3M 800#膠紙10cm長度試粘有明顯掉金10%以下目視菲林尺D10 斷金---------(1)出現在商標或主要圖案上(2)因斷筆導致字體或圖案無法識別(3)字體斷筆0.5mm以上(4) 圖案或線條斷筆1mm以上(1) 字體斷筆0.5mm以下(2) 圖案或線條斷筆1mm以下目視、菲林尺模切/擊凸:代碼(E)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法E01掉刀、掉線------- 所有的掉刀掉線均屬之------- 目視E02 啤走位--------(1)啤到字或圖案(2)與要求誤差1mm以上位置(1)未啤到字或圖案(2)與要求位置誤差1mm以下直尺﹐菲林尺E3 錯木樣所有用錯木樣均屬之------- ------- 目視E04 啤不穿------- 啤刀長L≧2mm 啤刀長L<2mm目視﹐菲林尺E05 啤太穿------- 啤刀長L≧2mm 啤刀長L<2mm目視﹐菲林尺E06 啤爆紙-------沿啤線折疊后彩紙爆裂均屬之L≧10mm 坑紙爆裂L<10mm目視﹐菲林尺E07 漏工序所有漏工序均屬之------- ------- 目視E08啤線變形------- 導致產品不能成型導致折疊困難或輕微爆色或爆紙目視E09壓力太大------- 擊凹凸或燙印壓力太大導致紙張穿透燙印后紙張背面有明顯凹凸感目視E10海膠壓痕不平-------粘窗或埋口時影響粘接力導致粘不牢或開口------- 目視E11 用錯料所有用錯料均屬之------- ------- 目視E12 擊凸走位------- 超過公差±1mm 超過公差0.5mm直尺﹐菲林尺絲印:代碼 (F)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法F01 肥油--------- W>5mm 1mm<W≦5mm 目視﹐菲林尺F02 絲印走位---------(1)有固定色位時: J>5mm(2)無固定色位時: J>10mm(1)有固定色位時:1mm<J≦5mm(2)無固定色位時:5mm<J≦10mm目視﹐菲林尺F03漏絲印--------- 出現任意一種情形時--------- 目視F04 絲印材料錯所有絲印材料錯均屬之--------- --------- 目視F05 氣泡-------- S>10mm2 1mm2<S≦10mm2 目視﹐菲林尺F06綱痕--------- 對辦明顯時對辦偏離不大時目視F07 粘臟--------- S>10mm2 1mm2<S≦10mm2 目視﹐菲林尺F08絲印墨不牢固--------- 用指甲刮動掉墨時用指甲刮動不掉墨,但用3M膠紙試粘掉墨時目視、試粘F09上墨不勻--------- 不能識別圖文時能識別,但與正常圖文有異時目視F10 絲印內容錯所有印錯內容均屬之---------- ----------目視、菲林尺粘盒:代碼(G)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法G01 粘接不良--------任何粘接部位撕開后無粘爛紙層的情況任何粘接部位撕開后粘爛紙層少于70% 目視G02高低線、喇叭口--------- 埋口或駁口導致成品變形、扭曲無成品變形扭曲目視G03 盒內粘連--------- 彩盒展開后內層紙明顯粘爛彩盒展開后內層紙無粘爛或輕微粘爛目視G04 膠水漬---------(1)在商標或主要圖案上(2) 在產品正面:N≧3 ,J<200mm,S≧1.0mm2(3) 在產品側面:N≧3, J<200mm,S≧1.5mm2(4) 粘爛盒面(1)在產品正面:N≧3 ,J>200mm, S<1.0mm2(2)在產品側面:N≧3 ,J>200mm,S<1.5mm2直尺G05 膠片白痕---------(1)折線中間L>0.5mm(2)在折線中間L>5mm N≧2(3)在折線兩端L>1mm(4)在折線兩端L<1mm N≧2(1)在折線中間L<0.5mm N<2(2)在折線兩端L<1mm N<2直尺G06 膠片擦花---------花痕出現在膠片中間且N≧3或L≧2/3膠片最大長(1)花痕出現在四周邊緣(2)花痕出現在中間N<3且L≦1/3膠片最大長直尺G07膠片水波紋、臟點--------- 明顯水波紋、臟點不影其功能和外觀目視G08 混色--------- 每個包裝單位內有兩種或以上顏色的產品.--------- 目視G09混料--------- 任何混料均歸屬之---------- 目視G10 多數/少數--------- 包裝單位的數量不符規定要求的均屬之---------- 點數G11漏配件--------- 任何漏裝配件的情況均屬之----------- 目視G 1 2 粘花(1) 在商標或主要圖案上(2) 在產品正面﹕N≧3﹐J<200mmS≧2mm2(3)在產品側面﹕N≧3﹐J<200mmS≧2.5mm2(4) 粘爛盒面(1)在產品正面: S<2mm2(2)在產品側面: S<2.5m2目視菲林尺粘盒:代碼(G)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法G1 3 爆角----------明顯爆開輕微爆開目視G14 爆線---------- L≧5mm ,W≧0.2 mm L<5mm, W<0.2mm 目視﹐直尺G15 裂色(爆色) ---------- L≧5mm ,W≧0.2 mm L<5mm ,W<0.2mm 目視﹐直尺G16皺---------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視G17爛---------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視G18色位差---------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視G19膠水不到位---------- 明顯開口裂開現象不影響其功能和外觀目視G20磨砂過線---------- 損傷到主要畫面上或logo位不影響其功能和外觀目視G21寬線---------- W>2mm w<2mm 目視G22壓線---------- 明顯壓線影響其外觀不影響其功能和外觀目視G23掉色---------- 明顯并在主要畫面上或logo位在側面或插口位﹐但不明顯目視G24 擦花﹑磨花﹑刮花----------(1) 在商標或主要圖案上(2)在產品正面:N≧3, J<200mm ,S≧1.0mm2(3) 在產品側面:N≧3 ,J<200mm ,S≧1.5mm2在產品側面:N≧3, J<200mm,S<1.5mm2目視G25 起拱(變形) ---------- W≧20mm,L>50mm以上﹐且明顯變形W<10mm,L<50mm 且變形不明顯直尺﹐目視G26 壓痕----------(1) 在商標或主要圖案上(2)在產品正面:N≧3, J<200mm ,S≧2mm2(3) 在產品側面:N≧3,J<200mm,S≧3mm2輕微壓痕且不在商標或主要圖案上目視G27順序錯亂---------- 所有錯順序錯亂均屬之---------- 目視粘盒:代碼(G)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法G28方向錯亂---------- 所有錯方向均屬之---------- 目視G29Logo不居中---------- 偏離10mm以上偏離10mm以下目視G30磨砂過輕---------- UV磨掉50%以下UV磨掉50%以上但小于70% 目視G31飛機孔﹑蝴---------- W≧1.5mm W<1.5mm 目視裝配: 代碼(H)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法H01爛(撕爛、撞爛、卡板釘損、粘爛、原紙爛) 可靠性功能測試,其中一項不合格S>10mm2或L>5mm1.0mm2<S≦10mm2 或0.5mm<L≦5mm目視、直尺H02皺(折皺﹑拿紙皺) --------- L>50mm 5mm<L≦5mm目視、直尺H03污(油污、墨污、--------- S>10mm2 1.0mm2<S≦10mm2目視、菲林尺H04 花(擦花、劃痕、印刷刮花、拖花) ----------L>50mm W>0.1mm或S>700mm25mm<L≦50mm W>0.1mm 或50mm2<S≦700mm2目視、菲林尺H5 移位(絲印走位、燙金走位、裝配走位、模切走位、擊凸走位) ---------- 走位距離與固定色位偏移>5mm有固定色位時:1mm<J≦5mm無固定色位時:5mm<J≦10mm目視、菲林尺H06錯(錯配件、錯方向、錯材料、錯內文、文句、錯結構、少數)---------- 出現任意一種情形時多數目視H07變形(結構變形、潮濕變形、粘接移位變形) ---------- α>30°5°<α≦30°目視、量角器H08 點(色點、雜點、膠水漬、印刷飛水) ---------- S>10mm2 1.0mm2<S≦10mm2目視、菲林尺H09漏(漏配件、漏印刷、漏燙金、漏絲印、漏表面處理)---------- 出現任意一種情形時--------- 目視H10色(色差、色偏、色不勻、色杠、變色) ------------目視對辦明顯時專色偏離上下線一個ANTONE編號目視對辦偏離以一定的距離內對客簽辦或AOD辦專色在一個PANTONE編號以內目視裝配: 代碼(H)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法H11套印(印刷套印、絲印套印) --------- J>3mm 0.2mm<J≦3mm目視、直尺H12--------- 手感出現時3M膠紙能粘得下,但手刮無損傷時目視脫(脫色、掉油、掉金)H13模糊(印刷模糊、---------- 出現任意一種情形時能識別,但與樣辦不符時目視字體不完整、飛金)書冊: 代碼(I)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法I01 任何用錯材料------- ------ 厚度規、直錯料均屬之尺、目視I02錯紙紋-------- 任何用錯紙紋均屬之------- 目視I03 水份過量--------皮殼含水量>16%內文含水量>10%12%<皮殼含水量≦16%4%<內文含水量≦10%測濕儀(插片式/探針式)I04 膠水漬--------無論封面或內文:塊狀膠水漬S≧25mm2或條狀膠水漬S≧100mm2 , N≧3無論封面或內文:塊狀膠水漬S<25mm2或條狀膠水漬S<100mm2 ,N<3目視、直尺I05起泡-------- D≧2mm, N≧3 D<2mm ,N<3 目視、直尺I06 爆裂-------- L≧2mm, N≧2, W≧1mm1mm<L<2mm, W<1mm,N<3目視、直尺I07 皺-------- L≧10mm, W≧1mm, N≧33mm<L<10mm ,W<1mm ,N<3目視、直尺I08 刮痕--------L≧10mm ,W≧0.3mm ,N≧3有刮爛紙表現象且間距≦30mm5mm<L<10mm ,W<0.3mm ,N<3無刮爛紙表現象且間距>30mm目視、直尺I09粘花(封面、內文) --------D>3mm或L>10mm,W>1mmD≦3mm或L≦10mm ,W≦1mm目視、直尺I10歪脊-------- 歪斜>2mm 1.0mm<歪斜≦2mm 目視(角尺)I11 裁切不良--------L>3mm ,歪斜>3mm裁掉內文頁碼2mm<L≦3mm ,2mm<歪斜≦3mm直尺(角尺)I12白頁-------- 任何書刊均屬之------- 目視I13 折頁不良--------頁碼錯亂、殘頁、折角、折走位≧3mm1mm<折走位<3mm 目視I14配頁(帖)錯-------- 書芯折標錯亂、多/漏頁(帖) 多頁目視I15 頁碼偏移-------- 前后頁碼位置偏移>7.0mm4.0mm<前后頁碼位置偏移≦7mm直尺I16 接版偏移-------- 前后頁畫面接版偏移>2.0mm1.5mm<前后頁畫面接版偏移≦2mm直尺I17 訂線不良--------用錯規格或同批量規格不一致,訂線(鐵絲)生鏽、粗細節訂線(鐵絲)變色目視書冊: 代碼(I)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法I18 --------- N>3 1<N≦3 目視線圈I19斷線--------- N≧3 1<N<3 目視I20漏鎖--------- N≧2 N<2 目視I21歪針--------- 偏移>2.5mm 1.0mm<偏移≦2.5mm 目視I22空針--------- 天頭地腳空針>20mm 15mm<天頭地腳空針≦20mm 目視、直尺I23 訂腳不良--------- 訂腳單邊訂腳偏長<2mm目視、直尺I24偏訂--------- 偏移>2mm 1mm<偏移≦2mm 目視I25 車線走位--------- 車線彎曲、走位>3.0mm 2.0mm<走位≦3.0mm目視、直尺I26 縮帖---------(1)鎖線釘:書背縮帖>3mm(2)膠裝訂:書背縮帖>1.5mm書芯縮帖>3mm(1)鎖線訂:2.5mm<書背縮帖≦3.0mm(2)膠裝訂:1.0mm<書背縮帖≦1.5mm2.5mm<書芯縮帖≦3.0mm目視I27飄口不均--------- 飄口之差>2.5mm 1.0mm<飄口之差≦2.5mm 直尺I28書背字體不居中(水平偏移) ---------(1)書背厚度≦10mm,平移>2.0mm(2)10mm<書背厚度≦20mm,平移>3.0mm(3)20mm<書背厚度≦30mm,平移>3.5mm(4)書背厚度>30mm平移>4.0mm(1)書背厚度≦10mm,1.0mm<平移≦2.0mm(2)10mm<書背厚度≦20mm,2.0mm<平移≦3.0mm(3)20mm<書背厚度≦30mm,2.5mm<平移≦3.5mm(4)書背厚度>30mm3.0mm<平移≦4.0mm直尺I29書背字體不居中(上下偏移) ---------書背字體上下偏移均比書背字體水平偏移之標準(嚴重缺陷)小0.5mm書背字體上下偏移均比書背字體水平偏移之標準(輕微缺陷)小0.5mm直尺I30 翹曲--------- H>2.0mm 1mm<H≦2.0mm直尺、目視I31書角不垂直--------- 偏移>2.5mm 1.5mm<偏移≦2.5mm直尺、角尺書冊: 代碼(I)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法I32 --------- 錯標簽、錯包裝規格、錯包裝--------- 目視、磅秤錯包裝箱、包裝方式、數量不準、超重I33 混款任何混款屬致命缺陷--------- --------- 目視制品:代碼(J)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法J01裂縫-------- W>1.0mm W≦1.0mm 目視J02漏帖角-------- 漏貼角------- 目視J03圍邊短缺-------- L>1.0mm N≧2 0.1mm<L≦1.5mm N≦2 目視J04蓋底塌陷-------- H>2mm 1mm<H≦2.0mm 目視J05凸點-------- N>3 1<N≦3 目視J06 色位差-------- W>2mm 0.5mm<W≦2mm 目視、直尺J07肥邊-------- H>2mm 1mm<H≦2mm 目視J08 翹角-------- H>2mm S>20mm20.5mm<H<2mm5mm2<S≦20mm2目視、角尺J09露白-------- S>2mm2 0.5mm2<S≦2mm2 目視J10露灰-------- S>2mm2 0.5mm2<S≦2mm2 目視J11 接駁不齊-------- 錯位L>2mm 0.5mm<錯位L≦2mm 直尺、目視J12變形(盒體)-------- 內徑或對角線差>3mm 1mm<內徑或對角線差≦3mm 直尺J13翹曲-------- H>2mm 1mm<H≦2mm 直尺J14組合困難-------- 組合困難均屬之------- 目視J15 膠水漬-------- S>25mm2 S≦25mm2 目視、直尺J16 擦花--------L>20mm ,W>0.2mm 劃破紙層5mm<L<20mmW≦0.2mm無劃破紙層目視J17 皺-------- L>5mm ,W>2mm2mm<L≦5mm0.5mm<W≦2mm直尺、目視J18爛-------- 任何形狀、任何部位都屬之------- 目視制品:代碼(J)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法J19漏配件---------- 任何漏配件均屬之------- 目視J20 用錯料任何用錯料均屬之---------- ------- 目視J21 混款任何混款均屬之---------- -------- 目視J22 ---------- 數量不準,規格、包裝方式、箱嘜錯誤-------- 目視錯包裝紙袋部:代碼(K)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法K01 膠水漬--------(1)在正面背面任何位置:塊狀膠水漬S≧25mm2 條狀膠水漬S≧50mm2 N≧3(2)在襠褶底部任何位置:塊狀膠水漬S>50mm2 條狀膠水漬S>100mm2 N≧3(1)在正面背面任何位置:塊狀膠水漬S<25mm2條狀膠水漬S<50mm2 N<3(2)在襠褶底部任何位置:塊狀膠水漬S<50mm2 條狀膠水漬S<100mm2 N<3目視K02 粘花--------(1)在正面背面任何位置:粘花D>5mm或L>10mm ,W>1mm(2)在襠褶底部任何位置:粘花D>7mm或L>12mm ,W>1.5mm(1)在正面背面任何位置:粘花D≦5mm或L≦10mm, W≦1mm(2)在襠褶底部任何位置:粘花D≦7mm或L≦12mm ,W≦1.5mm目視K03 皺痕--------(1)在正面背面任何位置:皺痕W>2mm, L>50mm N≧2(2)在襠褶底部任何位置:皺痕W>2mm ,L>50mm N≧3(1)在正面背面任何位置:皺痕W<2mm, L≦50mm N<2(2)在襠褶底部任何位置:皺痕W<2mm, L≦50mm N<3目視﹐菲林尺K04 刮痕--------(1)在正面背面任何位置:L>30mm ,W≧0.3mm 間距≦30mm並且有劃破表層.(2)在襠褶底部任何位置: L>50mm,W≧0.5mm 間距≦20mm並且有劃破表層.(1)在正面背面任何位置:15mm<L≦30mm, 0.1mm<W<0.3mm 間距>30mm並且無劃破表層.(2)在襠褶底部任何位置:20mm<L≦50mm, 0.3mm<W<0.5mm間距>20mm並且無劃破表層.目視﹐菲林尺K05 粘膠不良--------(1)在頭咭位置:粘膠S<60% 爛紙S<40%(特殊工藝除外如:啤手挽)(2)在底咭位置特殊工藝除外(3)在襠褶、袋底位置:粘膠S<90% 爛紙S<80%(1)在頭咭位置:粘膠S≧60% 爛紙S≧40%(特殊工藝除外如:啤手挽)(2)在底咭位置特殊工藝除外(3)在襠褶、袋底位置:粘膠S≧90% 爛紙S ≧80%目視﹑試撕K06 爆裂-------- 在襠褶、袋底位置:L>5mm 襠褶、袋底位置:2mm<L≦5mm 目視﹐菲林尺K07 折線走位-------- 折線走位>3mm 1.5mm<折線走位≦3mm 目視﹐菲林尺K08 襠褶錯位-------- 襠褶錯位>5mm 2mm<襠褶錯位≦5mm 目視﹐菲林尺K09用錯料任何用錯料均屬之-------- ------- 目視﹐K10 鑽錯繩孔--------(1)位置錯誤:孔位上下偏移>5mm 左右偏移>10mm(2)繩孔直徑錯誤:比標準直徑大于3mm(1)位置錯誤:孔位上下偏移≦5mm 左右偏移≦10mm(2)繩孔直徑錯誤:1mm<標準直徑≦3mm目視﹐菲林尺K11漏打繩結-------- 任何漏打繩均都屬之------- 目視K12 繩頭過長-------- 繩頭>10mm 5mm<繩頭≦10mm 目視﹐菲林尺K13錯包裝、數量不準-------- 包裝規格和包裝方式錯誤、錯包裝、箱超重------- 目視紙袋部:代碼(K)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法K14混款屬致命缺陷------------ ------------- 目視K15喇叭口、高低線--------- W≧3mm W<3mm 直尺K16袋底角位漏孔--------- S≧50mm2 N≧2 S<50mm2 N<2 目視、菲林尺K17 爛角--------- S≧25mm2 N≧2 S<25mm2 N<2 目視、菲林尺K18印字底咭方向--------- 均屬之------- 目視袋內雜物、污漬--------- S≧50mm2 N≧2 S<50mm2 N<2 目視K20漏配件--------- 漏配件均屬之------- 目視K21 透色--------- S≧25mm2 N≧2 S<25mm2 N<2 目視、菲林尺K22漏貼/掉邊咭--------- 均屬之--------- 目視K23邊咭超線--------- 影響其功能或外觀不影響其功能和外觀目視K24(裱邊咭)起泡--------- 影響其功能或外觀不影響其功能和外觀目視坑紙:代碼 (L)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法L01 脫坑------每平方米紙板脫坑面積之和S≧20mm2每平方米紙板脫坑面積之和S<20mm2直尺L02瓦楞不規整------ 所有瓦楞不規整均屬之------ 目視L03 起波浪------每一米紙板翹曲長度L>50mm每一米紙板翹曲長度L≦50mm直尺L04紙板毛邊------ 毛邊長度L>1/4 毛邊長度1/8”<L≦1/4”直尺L05 規格偏差------ 坑紙超過公差±1/8紙板超過公差±1/4低于公差1/16 直尺L06 用錯料與工單要求不符之均屬之------ ------ 目視L07 同批產品之面紙兩種或以上顏色且色差明顯同批產品之面紙兩種顏色,但色差不明顯目視箱板紙爛------ 在箱麥正面S>20 mm2 在側面且不在箱麥上S≦20mm2 目視L09壓線錯------ 超過公差±1.5mm ------ 直尺L10 污糟、斑點------N>2 J<200mmD>10mmN≦2 J>200mmD≦10mm直尺L11坑紋錯------ 任何情況下的楞型方向錯誤均屬之------ 目視L12楞型錯------ 任何情況下的坑紋方向錯誤均屬之------ 目視L13折皺------ 該折皺影響印刷效果的均屬之------ 目視L14物理性能不符------ 任何情況下的不符客戶要求或不符合公司要求的均屬之如:耐破強度等詳見附表.------截穿測試/破裂測試L15紙邊不齊------ ------ 均屬之目視L16芯紙爛------ 均屬之------ 目視L17彎曲------ 裱后起波浪無法裱坑成一個幅度彎曲目視L18.起泡------ S≧15mm2 S<15mm2 目視坑紙:代碼 (L)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法L19切不斷-------- L≧15mm L<15mm 目視L20 油污-------- 在箱麥正面上S≧20mm2 在箱麥側面S<20mm2 目視菲林尺L21紙上反任何情況下屬之--------- -------------- 目視L22跳坑--------- 任何情況下屬之-------------- 目視L23壓線淺--------- -------------- 任何情況下屬之目視L24 爆坑--------- S≧15mm2 S<15mm2目視菲林尺L25 切爆邊--------- L≧15mm L<15mm目視菲林尺L26起皺紋--------- 在面紙上在底紙上目視L27切斜坑--------- -------------- 任何情況下屬之目視L28 高低楞--------- 起泡S≧15mm2 起泡S<15mm2目視菲林尺L2 9 --------- S≧10mm2 N>2 J<200mm S<10mm2 N≦2 J>200mm目視菲林尺脫層坑箱: 代碼(M)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法M01瓦楞方向錯-------- 所有瓦楞方向錯誤的均屬之------- 目視M02 壓線寬--------(1)單瓦楞大于12mm(2)雙瓦楞大于17mm------- 直尺M03 壓線淺--------(1)正向折疊后面紙破裂;(2)正向折疊折線彎曲不成型.(1)正向折疊后面紙裂紋;(2)正向折疊困難,但成型良好.目視M04壓線爆-------- 正反90°角連續折疊3次爆線正反90°角連續折疊5次爆線目視M05切斷口裂損-------- W≧8mm W<8mm 目視M06 嘜頭-------- 所有的嘜文內容不符客戶規定要求均屬之------- 目視M07印位錯-------- 所有位置錯均屬之------- 目視M08圖文不清-------- (1)斷字;(2)掉字;(3)糊字------- 目視M09顏色錯-------- 所有的用墨錯誤均屬之------- 目視M10 印刷露底--------(1)影響字體識別;(2)在商標或主要圖案上;(3)D≧2mm.(1)不影響字體識別;(2)D<2mm 直尺M11漏印刷-------- 漏印全部或部分圖案文字的均屬之------- 目視M12 釘邊距不符-------- 頭距、尾距距高度線距離J>30mm------- 直尺M13 -------- 往復180度開合5次,內層紙裂縫長往復180度開合5次,內層紙裂縫直尺搖蓋破裂度大于100mm 長度小于100mmM14線材不良-------- 所有生鏽、剝層、龜裂均屬之. ------- 目視M15 釘做不良-------- 所有疊釘、翹釘、不轉角、釘不牢、釘不穿、等皆屬之------- 目視M16釘距不均-------- 單排釘J>80mm 釘距大于公差5mm 目視M17 規格誤差--------1.綜合尺寸L≧1000mm時﹕(1)單瓦楞紙箱大于公差±3mm(2)雙瓦楞紙箱大于公差±5mm2.綜合尺寸L<1000mm時﹕(1)單瓦楞紙箱大于公差±4mm(2) 雙瓦楞紙箱大于公差±6mm------- 目視M18包裝少數-------- 任何包裝少數均屬之-------- 目視M19字體起毛-------- 明顯起毛字體模糊輕微起毛目視M20開槽走位-------- L≧10mm 5mm≦L<10mm 目視坑箱: 代碼(M)(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法M21版臟------- 空白位&字體位明顯污臟影響外觀輕微不影響外觀目視M22油墨不均勻------- 明顯并影響外觀輕微不影響外觀目視M23 UPC不良------- 根據客戶要求而定目視&掃描儀M24紙板不平------- 功能成形影響外觀功能成形后不影響外觀目視M25 字體不正------- 與樣辦偏差5mm以上與樣辦偏差5mm以下目視&直尺信封(N)﹕(代碼)缺陷項目致命缺陷主要缺陷輕微缺陷檢查方法N1 ------- 口水膠﹐邊膠口水膠不均勻目視N2 ------- 紙皺露角﹑雙線目視N3 ------- 臟污輕微臟污目視N4 產品中夾帶昆虫﹑頭發和鐵器------- ------- 目視N5 ------- 功能試粘信封無印刷的粘不爛紙層﹐有印刷的封口自動彈起------- 目視N6 ------- 尺寸±2mm ------- 直尺N7 材料錯誤------- ------- 目視N8 ------- 包裝方式錯誤------- 目視N9 ------- 不能滿足客戶特定要求------- 目視注: D:直徑L:長度W:寬度S:面積N:數量J:距離α:角度H:高度。
坑纸标准
瓦-2、结构特点:由单层或多层波浪形的瓦楞纸板和平坦纸粘合而成;-3、性能特点:瓦楞有良好的抗压强度和防震性能,能承受一定的压力、冲击和振动; -二、原材料介绍-1、纸度-1.1原纸:即生产/制造纸板(纸箱)的原料纸的简称,也叫卷筒纸或大炮纸。
-原纸的幅度一般情况下,最小为29″,最大为55″,共14个奇数幅宽,原纸生产成纸板则有14个纸度(沿坑纹方向的纸板宽1.2特殊纸度:-有57 ″、59″、63″、66″、67″、70″、74″、78″、82″、87″、90″、94″、98″等十三种纸度。
-1.3书写格式:-一般情况下表示纸板的尺寸时,纸度写在前面,纸板的长度写在后面。
如31″*84″、29″*72″……2、纸的识别-2.1原纸的分类(克重和代号)-K纸:250g/m2 -A纸:175g/m2 -B纸:125g/m2 -C纸:127g/m2 -G纸:300g/m2 -F纸:112g/m2 2-W纸:180g/m2 -KW(140g/m2)又叫牛底白-M纸:160g/m2 -2.2根据用途分类-面纸:即瓦楞纸板上面的一层牛皮纸,亦称箱板纸。
-a. 面纸(箱板纸)一般为未漂白的牛皮纸,牛皮纸是用以软木硫酸盐浆为主组成的纤维,在长网造纸机上制造。
-b. 在造纸时在未漂白箱板纸顶面加一层漂白纸浆,使箱板纸一面为白色,一面为原色的箱板纸叫白面箱板纸(mottled wc. 箱纸板的物理指标是:定量(g/m2)。
-d. 箱纸板的定量一般为(127-310g/m2),相对纸箱而言。
-瓦楞纸芯纸:即瓦楞原纸包括生产瓦楞纸板的芯纸(中纸)和瓦楞纸。
-a. 主要由半化学浆(即原浆用亚硫酸盐和苏打灰浸泡蒸者,再用机械研磨成纸浆)在长网造纸机上制成。
-b. 主要物理指标为定量(g/m2)。
-c. 瓦楞纸定量一般为112-200 g/m2.-里纸:即瓦楞纸板最内一层,一般使用的纸质同面纸也称箱板纸。
- -三、瓦楞纸板-1、瓦楞纸板的分类-1.1按层数分-分类符号表示法解读法标准表示法-单坑 A3A 单粗坑A 面A底 A175/112/A175-双坑 A=A 双粗坑A面A底 A175/112/112/112/A175-三坑 A≡A 三粗坑A面A 底 A175/112/112/112/112/112/A175-单见坑 A3 A面渣底粗见坑 A175/112-双见坑 A3A3 A面渣底粗双见坑 A175/112/A175/112-单幼坑 A9 A面渣底幼见坑 A175/112-双幼坑 A9A9 A面渣底幼双见坑 A175/112/A175/112-1.按楞型分类(GB6544-86)-分类高度(mm)俗称坑数(个/300mm)-G坑 0.4-0.5 G坑-F坑 0.6-0.7 F坑 1252-A坑 4.5-5 A坑 342-B坑 2.5-3 B坑 502-C坑 3.5-4 C坑 382-D坑 1.7-2.7 D坑 782-E坑 1.1-2 E坑或幼坑 962-目前市场上为了增加纸箱整体抗压,双坑纸板采用A/B或为改善印刷效果双坑纸板采用E/B坑。
纸板检验标准
纸板检验标准
纸板是一种常用于包装制品的材料,它的品质直接影响到包装的质量和产品的保护。
因此,纸板的检验标准非常重要。
1. 纸板的分类
纸板根据其厚度、密度、材质等不同特征,可以分为以下几种类型:
- 瓦楞纸板
- 白卡纸板
- 灰板纸板
- 黄卡纸板
- 包装纸板
2. 纸板的检验标准
2.1. 外观质量
外观质量是纸板检验的重要指标,包括以下方面:
- 纸板的平整度
- 表面是否有皱纹、裂纹和破损
- 纸板是否有污渍、异物和压痕
- 有无印刷偏差和损伤
2.2. 物理性能
物理性能是衡量纸板质量的关键指标,主要包括以下几个方面:
- 纸板的厚度和重量
- 纸板的耐压、耐撕和耐弯折性能
- 纸板的撕裂强度、湿强度和干强度
- 纸板的回弹力和软度
2.3. 化学性能
纸板的化学性能包括以下几个方面:
- 纸板的pH值
- 纸板的湿度
- 纸板的含油量、含水量和灰分含量
3. 纸板的使用和储存
纸板在使用和储存过程中,应该注意以下几个方面:
- 纸板在包装过程中,应根据包装物的不同特点,选择不同规格和品种的纸板。
- 纸板应该放置在干燥、通风、清洁的库房中,防潮、防火、防鼠害。
- 纸板的存放时间不应过长,以免影响纸板的品质。
综上所述,纸板检验标准包括纸板的外观质量、物理性能和化学性能,并且在使用和储存纸板时,应注意一些细节问题。
在实际工作中,我们应该根据具体的需要,综合考虑以上各方面的指标,制定出适合的检验标准和使用方法。
《纸质凹版印刷产品质量要求和检验方法》

《纸质凹版印刷产品质量要求和检验方法》行业标准编制说明一、工作简况(一)任务来源我国现行的凹版印刷的国家标准为GB/T7707-1987《凹版装潢印刷品》和轻工行业推荐标准为QB/T 3007-2008《凹版纸基装潢印刷品》,根据行业发展、技术进步的情况,已不能满足行业的发展需要,尤其是在纸质包装印刷品领域缺乏对应的技术标准。
为此,中国印刷技术协会凹版印刷分会申报起草制定《纸质凹版印刷品质量要求和检验方法》行业标准,并获得总局数字出版司批准。
为推进该标准的编写,中国印刷技术协会凹版印刷分会按有关规定和要求组织纸包装凹印龙头企业代表、纸张企业代表、设备器材厂商代表、以及高校和科研院所专家学者起草《纸质凹版印刷产品质量要求和检验方法》标准。
本标准是基于印刷领域的标准项目,共包含3个方面的内容。
术语和定义、质量要求、检验方法。
本标准的内容从技术归口角度及行业管理角度应归属于全国印刷标准化技术委员会的工作范畴。
为尽快开展《纸质凹版印刷品质量要求和检验方法》新闻出版行业标准的起草制定工作,全国印刷标准化技术委员会于2016年12月8日在天津帝旺凯悦酒店宴会厅1召开本标准起草组成立会议,正式着手组建《纸质凹版印刷品质量要求和检验方法》新闻出版行业标准起草组。
(二)标准的起草单位及起草人本标准的起草单位:上海烟草包装印刷有限公司、温州立可达印业股份有限公司、河南桐裕印务有限公司、云南省玉溪印刷有限责任公司、深圳劲嘉集团股份有限公司、绍兴虎彩激光材料科技有限公司、青岛黎马敦包装有限公司、江苏中印印务有限公司、蚌埠金黄山凹版印刷有限公司、江苏劲嘉新型包装材料有限公司、浙江美浓世纪集团有限公司、常德金鹏印务有限公司、博斯特(上海)有限公司、陕西北人印刷机械有限责任公司、中山松德印刷机械有限公司、万国纸业太阳白卡纸有限公司、珠海红塔仁恒包装股份有限公司、天津长荣科技集团股份有限公司、汕头东风印刷股份有限公司、云南侨通包装印刷有限公司、湖南福瑞印刷有限公司、江苏大亚新型包装材料有限公司、陆良福牌彩印有限公司、广东凯文印刷有限公司、北京印刷学院。
纸板检验标准
纸板检验标准目的本文档旨在规定纸板的检验标准,以确保纸板的质量和合格性。
一、纸板的外观检验1. 纸板表面应平整,没有明显的凹凸、皱褶或划痕。
2. 纸板的颜色应均匀,没有明显的色差或斑点。
3. 纸板的边缘应整齐,没有明显的破损或毛刺。
4. 纸板上不得有污点、污渍或其他物质的附着。
二、纸板的物理性能检验1. 纸板的厚度应符合规定的标准范围。
2. 纸板的密度应符合规定的标准范围。
3. 纸板的抗张强度和撕裂强度应符合规定的标准值。
4. 纸板的抗弯强度应符合规定的标准值。
5. 纸板的湿强度应符合规定的标准值。
三、纸板的化学性能检验1. 纸板的pH值应符合规定的范围。
2. 纸板的挥发性物质含量应符合规定的标准值。
3. 纸板不得含有有害物质,如重金属和挥发性有机物。
四、纸板的尺寸检验1. 纸板的长度、宽度和厚度应符合规定的尺寸要求。
2. 纸板的切边精度应符合规定的标准值。
3. 纸板的正方形度和平直度应符合规定的要求。
五、纸板的包装和标识1. 纸板应按照规定的包装要求进行包装。
2. 纸板上的标识应清晰可辨,包括产品名称、生产厂商、生产日期等信息。
六、纸板的检验方法根据纸板的检验要求,可以采用以下方法进行检验:1. 外观检查:目测检查纸板的表面是否符合要求。
2. 物理性能检验:使用相应的仪器设备进行厚度、密度、强度等指标的检测。
3. 化学性能检验:使用化学分析方法检测纸板的pH值、挥发性物质含量等。
4. 尺寸检验:使用尺规等工具进行尺寸和形状的测量。
5. 包装和标识检验:检查纸板的包装和标识是否符合要求。
结论本文档所述的纸板检验标准适用于确保纸板的质量和合格性。
在进行纸板检验时,应根据不同的检验项目采取相应的检验方法和标准,确保纸板的符合要求。
同时,对于不符合要求的纸板,应及时采取相应的措施保障产品质量。
以上为纸板检验标准的主要内容,供参考和使用。
《原纸品质检验验证标准》
原纸品质检验验证标准1.0目的:1.1为了使原纸符合规定要求及为了更好的对原纸的管控。
2.0适用范围:2.1适用于本公司生产所需的原纸进料检验管制。
3.0定义:3.1供方:所有原纸供应的统称。
3.2原纸:本文所指的“原纸”指我司产品生产所需的纸(如:箱纸板、瓦楞原纸)4.0职责:4.1原纸仓库:负责各种原纸的进料数量的验收及通知品管检验。
4.2品管部:负责对原纸的检验、异常反馈及异常的追踪。
5.0内容:5.1原纸的进料检验流程及不合格时的处理流程依《进料检验控制程序》、《不合格管理控制程序》执行。
5.2原纸的抽样方案及判定标准:5.2.1原纸检验以同一次交货数量为一批(要求同一品种、同一产地为同一检验批)检验方式以抽样检验为主,必要时可以全检。
但来料总量不大于50吨,若数量大于此标准,则进行分批抽样检验处理。
5.2.2抽样时须抽取能代表群体品质的样品,以在每卷第四层处割取无破损的适当大小纸样为该卷样品。
抽样方案及判定标准如下:第一部分:箱纸板的品质检验标准1.0主要内容与适用范围鉴于本企业的实际用纸情况,统计以往测试结果,参照国家GB13024-91及供应商之企业标准,制定本标准,本标准规定了箱纸板的技术规范。
2.0产品分类:2.1本企业用箱纸板分为进口牛卡、进口白卡、国产牛卡、国产挂面纸及国产白卡。
2.2本企业用箱纸板为卷筒纸、规格依订货合同,尺寸偏差不许超过(0、+8);卷筒直径1050mm~1280mm,幅宽1000mm以内。
3.0技术要求注:国标箱纸板分为A.B.C.D.E五等级,本表规定外定量,其物理指标就近档次按插入法考核。
3.2外观要求:3.2.1箱纸板不经外力作用,不许有分层现象。
3.2.2每批箱纸板色泽应一致,不许有露底现象。
3.2.3箱纸板表面应平整,不许有明显毯印。
3.2.4箱纸板纤维组织应均匀,不许有透帘、云彩花及规则性条透等现象。
3.2.5箱纸板不许有折子、裂口、孔眼等纸病。
纸箱检验方法及判定标准2019-3-18
18
裱纸 质量
1.无露楞、开裂或严重渗胶;内层不缺材(纸箱内部可
重要
入厂
S-1
目测/用 手折
1.检查裱纸是否有漏楞,渗胶,等现象。 2.用力撕拉纸箱粘合部位,观察是否容易脱 开。有无纸张打折,裱纸起泡等现象。
以拼接,但距压痕线2.5CM以上不能拼接); 2.纸箱粘合箱面无明显损坏和污迹,无不平整、起泡现 象;
合格判定标准
依据资料
13 克重
一般
材料 特殊 试验
1PC
裁切机 电子称
取样时除去纸边,用专用的裁切机切一个单 位圆试样,将试样放置电子称上称重,读取 单位圆重量。
称重后的重量参照每一层纸(如裱纸、瓦楞纸、芯纸、 里纸)标准要求在(允许公差:-5%)内判为合格。
公司要求
14 气味 重要 入厂 S-1
15 材质
关键
材料 特殊 试验
1.用手捏纸箱的瓦楞,感觉其强度;
1.用手捏纸箱的瓦楞,强度良好,不会太软。
GB/T6545-
1PC
手触/边 2.用边压测试机测试。 压测试仪 3.梅雨及湿度大的季节使用快速检测法或恒
2.瓦楞边压强度指数见附表1(瓦楞纸箱耐破和边压强度 标准),测试出来的材质等级符合定单要求(如双瓦A/双
定单描述 。 2.检查纸箱的摇盖和开口 方向是否符合定单要求; 3.检查纸箱的外观
符合定单要求,则判定该批
公司要求
检查纸箱的摇盖是否耐折。将纸箱的内、外
9 耐折度 重要
入厂
S-1
用手折
摇盖先向内折一下,再向外折4下,观察纸箱 折叠处是否断裂(单/双瓦270度,三瓦180
纸箱检验方法及判定标准
共3页,第1页
序 号
纸品检验标准
目测,撕开虚线
折页 折法与样板一致
目测
装订 不漏钉,书钉对称误差小于 5mm
目测,钢直尺
锁线 锁线位置分中,线位牢固,底面针孔位一致
目测
7 折页工序
胶装
结实,牢固,不脱胶。表面无明显胶水迹 。 书背平整,胶装位置偏差不超过 ±0.8mm
目测 目测,钢直尺
顺序 页码顺序正确·无漏页·无重页
目测
规格 尺寸误差±1mm
同一面内面积为 0.5 mm及以下的墨点5点以内,或最大点为0.75 mm的墨点3点以内,或 最大点为 1.5mm的墨点不超地 1点
目测 目测,菲林尺
按客户色样或签样颜色印刷
与标准样对照
4 丝印工序
丝印
文字图案线条清晰 ,无糊版现象
目测
套印误差 ≤±0.3mm
目测,菲林尺`卡 尺
油墨附着力好 ,干透后白纸摩擦不掉色
目测,菲林尺
沿啤线正反折三次 ,坑纸无爆裂现象
手折
规格尺寸偏差彩纸 ≤1mm,瓦楞纸≤2mm
钢尺·卡尺
6 啤合工序
模切
彩盒模切偏差彩纸 ≤0.8mm ,坑盒≤2mm
边角不皱折 ,不爆裂 刀口光滑平整,排废彻底,不得撕破产品规格以内的任何地方 ,无明显吵口,披口·毛 刺现象 啤线清晰,弯折顺利,能起直角
5 磨光工序 表面处理 无明显油墨脏污 ,纸底无光油,无黏结现象
目测
表面光滑,无明显磨不到现象 ,光泽度不低于 60% GS
裱胶内无明显异物 ,明显雪花点
烫金
摩擦不掉色 烫印线条光滑清晰 ,砂眼直径0.2 mm以内者少于2个,套印偏差小于0.2mm
目测,菲林尺
坑纹与标准板一致
对照样板
【推荐】2019年印刷品的检验规范
印刷品的检验规范1. 主题:印刷品的检验要求、项目、方法及抽样方案的规范。
2. 常规检验项目2.1外观和标识2.1.1 技术要求: 表面应清洁无脏污,内容应正确符合设计要求;无连页、错页、破页、多页、漏页,字体清晰易识别,无缺印、多印、倒印、透印、切割装订不良等,标识正确;2.1.2 检验方法:目测法2.2 结构尺寸2.2.1 技术要求:结构尺寸要符合图纸和样件要求。
2.2.2 检验方法:用卷尺测量和目测法结合2.3 包装和纸张克数2.3.1 技术要求:包装应完整无破损等;纸张克数应符合技术标准要求;2.3.2 检验方法:目测法、手感样件对比法或用电子天平称重法进行检测;3.特殊检验项目3.1 印刷内容3.1.1 技术要求:对常规性或常识性的错别字或缺字多字应予以识别,如“彩电”错为“采电”,“屏幕”错为“荧幕”,“V12”错为“V1”,工作电压频率“47~63HZ”错为“47或63HZ”,“深圳创维-RGB”错为“创维-RGB”等等,3.1.2 检验方法:目测法和对照封样件进行检验;3.2 抽样方案:4.不合格分类4.1 A类不合格:标识错、料单不符、纸张克数不符合要求、字体缺印、多印、倒印、透印、混规、破页、连页、漏页、内容印错、内容缺项等。
4.2 B类不合格:无标识、切割不良、有飞边、大面积脏污、印刷不清晰、错别字、缺字、装订不良等。
4.3 C类不合格:表面有轻微脏污、印刷不清但尚可辩认等。
5. 抽样方案:5.1 常规检验项目采用GB/T2828.1-2003中一次正常抽样,一般检验Ⅱ级水平,接收质量限AQL值按检验项目分为:常规检验项目的A类不合格的判定数统一为:Ac=0,Re=1;放宽检验:采用GB/T2828.1-2003中一次正常抽样,一般检验Ⅰ级水平;加严检验:采用GB/T2828.1-2003中一次正常抽样,一般检验Ⅲ级水平;5.2 特殊检验项目、常规试验项目按自定抽样方案进行;放宽检验试验:无特殊检验项目加严检验:抽样数提高一倍,判定数不变。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10.1
1290
B≡C
1290
6780
9.56
1390
K=K
1780
8450
10.78
1270
K=B
1450
7850
8.46
1440
K=A
1570
8500
9.35
1980
K=C
1400
6780
7.9
1340
A=A
1380
6820
7.25
1620
A=B
1260
6090
7.58
1260
A=C
1290
A
4.5—5.0
8.3—9.4
34±3
C
3.5—4.0
7.5—8.3
38±3
B
2.5—3.0
5.8—6.3
50±3
E
1.1—2.0
3.0—3.3
95±3
常见坑纸耐破要求
序号
材质
耐破强度(kgf/CM²)
序号
材质
耐破强度(kgf/CM²)
1
AE
4.5
7
C3
2.2
2
A3
8
8
C3+
2.4
3
BE
3
9
KE
*以上数据均为6个点平均检验数据
常见裱坑产品耐破要求
彩面
克重
K纸
A纸
B纸
C纸
KE
K3
AE
A3
BE
B3
CE
C3
kgf/CM²
kgf/CM²
kgf/CM²
kgf/CM²
kgf/CM²
kgf/CM²
kgf/CM²
kgf/CM²
250g
7.5
8
6.5
6.7
5.5
5.7
4
4.2
300g
8.5
8.8
7.5
8
6
6.5
K3B
1220
5110
4.6
1270
A3A
1420
4080
3.72
840
附件四:纸板检验参考表
材质
耐破强度(KPA)
边压强度(N/M)
戳穿强度(J)
粘盒强度(N/M)
备注
A3B
1120
3620
4.24
1430
B3B
780
4020
3.71
790
B3C
740
3270
3.56
1550
B3S
740
3270
3.46
5490
6.36
1280
B=B
1010
5370
6.66
1220
S=S
870
4610
6.01
1260
B=S
980
5200
5.2
1600
B=C
970
6270
6.46
1300
W=C
1250
5630
6.58
1300
W=B
1040
6480
7.53
1300
C=C
690
5030
5.15
1500
W=A
1560
7100
K=A
16
±0.5kg
A 3 C
6.5
±0.5kg
K=B
14.5
±0.5kg
A3A3A
18
±0.5kg
K3K3K
22
±0.5kg
A3B3A
16.5
±0.5kg
W = A
12.5
±0.5kg
BEB
5
±0.5kg
W = K
14.5
±0.5kg
B 3 B
7
±0.5kg
W = W
10.5
±0.5kg
B3C
6
5.5
4
B3
3.2
10
K3
5.8
5
CE
2.2
11
WE
3.5
6
CE+
2.4
12
W3
3.7
附件二:纸板耐破度测试标准参考表
材质
耐破度kg
允许误差
材质
耐破度kg
允许误差
A≡A
16
±0.5kg
KEA
7.5
±0.5kg
A=A
14
±0.5kg
KEA+
8.5
±0.5kg
A≡B
15
±0.5kg
KEB
7
±0.5kg
A=B
坑纸纸板检验标准
检验项目
判定标准
检验工具/仪器
缺陷类别
Cri
Maj
Min
标签
标签上品名、材质和数量与采购单要求及实物一致
目测
√
材质规格
须与采购单要求及样板一致
目测、样板
√
克重
各层纸克重允许误差在-5—10g/㎡之间
电子秤
√
尺寸
坑纸允许误差:±3mm
坑纸板允许误差:±5mm
卷尺
√
水分
水分含量在8±2%之间
±0.5kg
W = B
11
±0.5kg
B≡B
13
±0.5kg
W=C
9.5
±0.5kg
B=B
10
±0.5kg
W 3 K
11
±0.5kg
B≡C
12
±0.5kg
W 3 A
8.5
±0.5kg
B=C
8
±0.5kg
W 3 B
7
±0.5kg
B=3
8.5
±0.5kg
W 3 C
6
±0.5kg
C=C
7
±0.5kg
W EA
水分测试仪
√
坑纹
须与采购单要求及样板一致、明显的排骨纹及露楞不允许有、尤其是白卡。
目测、样板
√
瓦楞高度
同采购单及样板要求一致,具体参数参考附表一
测厚规
√
破裂强度
允许误差:±0.5kgf/cm²,具体参数参考附表二
耐破强度仪
√
抗压强度
盒体成型后,抗压强度满足客户要求
抗压测试仪
√
粘合牢固度
坑纸:面纸与芯纸不能有假粘现象
1560
W3A
1270
3650
4.09
1400
W3B
1120
3480
3.95
1500
W3C
830
3050
3.97
1150
W3W
1070
4250
4
790
W3K
1370
6170
6.2
1910
C 3 C
610
3230
2.95
1610
6 3 B
1200
500
4.35
1920
A 5 A
1300
5710
5.38
6.5
±0.5kg
C 3 C
4.5
±0.5kg
W EB
5
±0.5kg
附件三:纸板检验参考表
材质
耐破强度(KPA)
边压强度(N/M)
戳穿强度(J)
粘盒强度(N/M)
备注
W≡B
1490
9330
11.1
1410
A≡A
1700
10430
11.86
1310
A≡B
1500
8670
11.36
1240
B≡B
1200
纸板下翘:
二层瓦楞:芯纸向面纸方向弯翘,平面相差≤5MM;
三层瓦楞:里纸向面纸方向弯翘,平面相差≤5MM;
明显S形弯翘、对角翘不接受
不能影响印刷或裱纸作业
卷尺
印刷裱纸时
毛边
不需要修边的部位不允许有
目测
√
起泡
面纸不允许:底纸起泡S<20mm²,每平米不多于5个,且两点间距离大于30㎝
菲林尺
√
倒/塌坑
不允许
纸板:各层纸粘合不能有假粘现象
粘贴力:撕烂纸张的80%
手撕
√
斜边
两对角线长度差别不能大于4mm
卷尺
√
纸板灰尘
用手触摸,无明显脏污;
在印刷时不能影响印刷效果
手触
印刷生产时
√
检验项目
判定标准
检验工具/仪器
缺陷类别
Cri
Maj
Min
外观
折皱
盒体成型后不能影响整体外观效果及印刷效果
目测
√
脏污
破损
30CM目视不允许明显的灰尘、油污、污渍、铁锈、杂色、斑点、血迹等等。
13
±0.5kg
KEK
9
±0.5kg
A=C
11
±0.5kg
KEK+
10
±0.5kg
A≡C
12
±0.5kg
K 3 K
12
±0.5kg
AEA
6
±0.5kg
K 3 A
11
±0.5kg
AEB
5.5
±0.5kg
K 3 B
8
±0.5kg
A 3 A
10
±0.5kg
K=K
18
±0.5kg
A 3 B
7.5