优质碳素结构钢的热处理工艺参数
45钢和40Cr钢的热处理工艺
45钢和40Cr钢的热处理工艺时间:2010-09-29 15:50:52 来源:热处理技术论坛作者:45钢40Cr钢调质调质是淬火加高温回火的双重热处理,其目的是使工件具有良好的综合机械性能。
调质钢有碳素调质钢和合金调质钢二大类,不管是碳钢还是合金钢,其含碳量控制比较严格。
如果含碳量过高,调质后工件的强度虽高,但韧性不够,如含碳量过低,韧性提高而强度不足。
为使调质件得到好的综合性能,一般含碳量控制在0.30~0.50%。
调质淬火时,要求工件整个截面淬透,使工件得到以细针状淬火马氏体为主的显微组织。
通过高温回火,得到以均匀回火索氏体为主的显微组织。
小型工厂不可能每炉搞金相分析,一般只作硬度测试,这就是说,淬火后的硬度必须达到该材料的淬火硬度,回火后硬度按图要求来检查。
工件调质处理的操作,必须严格按工艺文件执行,我们只是对操作过程中如何实施工艺提些看法。
1、 45钢的调质45钢是中碳结构钢,冷热加工性能都不错,机械性能较好,且价格低、来源广,所以应用广泛。
它的最大弱点是淬透性低,截面尺寸大和要求比较高的工件不宜采用。
45钢淬火温度在A3+(30~50) ℃,在实际操作中,一般是取上限的。
偏高的淬火温度可以使工件加热速度加快,表面氧化减少,且能提高工效。
为使工件的奥氏体均匀化,就需要足够的保温时间。
如果实际装炉量大,就需适当延长保温时间。
不然,可能会出现因加热不均匀造成硬度不足的现象。
但保温时间过长,也会也出现晶粒粗大,氧化脱碳严重的弊病,影响淬火质量。
我们认为,如装炉量大于工艺文件的规定,加热保温时间需延长1/5。
因为45钢淬透性低,故应采用冷却速度大的10%盐水溶液。
工件入水后,应该淬透,但不是冷透,如果工件在盐水中冷透,就有可能使工件开裂,这是因为当工件冷却到180℃左右时,奥氏体迅速转变为马氏体造成过大的组织应力所致。
因此,当淬火工件快冷到该温度区域,就应采取缓冷的方法。
由于出水温度难以掌握,须凭经验操作,当水中的工件抖动停止,即可出水空冷(如能油冷更好)。
常用钢材热处理工艺参数
常用钢材热处理工艺参数热处理是一种通过控制钢材的加热和冷却过程来改变钢材的组织和性能的工艺操作。
不同的钢材种类和应用场景需要不同的热处理工艺参数。
以下是常用的钢材热处理工艺参数的介绍。
1.加热温度加热温度是指将钢材加热到达的温度。
加热温度是热处理过程中最重要的参数之一,不同的钢材对应不同的加热温度。
一般来说,较高的加热温度可以提高钢材的可塑性,但过高的温度会导致晶粒长大和氧化,影响钢材的性能。
因此加热温度需要根据具体的钢材种类和要求来确定。
2.保温时间保温时间是指在加热到设定温度后,保持钢材在该温度下加热的时间。
保温时间的长短决定了钢材内部组织变化的程度。
一般来说,对于较细晶粒的钢材,保温时间要相对较短;而对于较大晶粒的钢材,保温时间需要相对较长,以使晶粒细化。
3.冷却方式冷却方式是指将加热完毕的钢材迅速冷却到一定温度下的方式。
常用的冷却方式有水淬、油淬和空冷等。
不同的钢材需要采用不同的冷却方式来达到所需的性能要求。
水淬可以使钢材达到较高的硬度,但会引起变形和裂纹的产生,适用于一些合金钢的处理;油淬可以使钢材具有适中的硬度和较好的韧性,适用于大多数中碳钢的处理;空冷则适用于一些低碳钢的处理,可以获得较好的韧性。
4.空气冷却速度空气冷却速度是指钢材在空气中冷却的速度。
空气冷却速度直接影响钢材的硬度和韧性。
冷却速度越快,钢材的硬度越高,但韧性降低;冷却速度越慢,钢材的硬度降低,但韧性增加。
空气冷却速度可以通过调整钢材的形状和表面积以及所处环境的温度和湿度等因素来控制。
5.回火温度和时间回火是一种通过在加热和冷却的过程中一定温度下保温来改善冷处理后钢材的硬度和韧性的方法。
回火温度和时间是回火过程中的两个重要参数。
回火温度需要根据降低冷处理硬度和提高韧性的要求来确定。
一般来说,回火温度不应超过冷处理温度的一半;回火时间需要根据钢材的厚度和材质来确定,通常为数小时到数十小时。
综上所述,常用的钢材热处理工艺参数包括加热温度、保温时间、冷却方式、空气冷却速度以及回火温度和时间等。
45号钢淬火工艺 (3)

45号钢淬火工艺引言淬火是一项常用的热处理工艺,通过迅速冷却金属材料,使其获得优异的力学性能和硬度。
45号钢是一种常见的碳素结构钢,在工业领域应用广泛。
本文将介绍45号钢的淬火工艺,包括工艺过程、主要影响因素以及淬火后的材料性能。
淬火工艺流程淬火工艺是通过将钢材加热至适宜温度,然后迅速冷却来改变其组织结构,并提高硬度和强度。
以下是45号钢淬火工艺的基本流程:1.加热:将45号钢放入加热炉中,加热到适宜的温度。
适宜的加热温度通常在800-900°C之间,具体的温度取决于材料的组成和要求的性能。
2.保温:将钢材保持在加热温度下一定时间,以确保温度均匀分布。
保温时间通常根据钢材的厚度和规格确定。
3.冷却:迅速将钢材从加热炉中取出,进行冷却。
采用快速冷却的方式,例如浸水冷却或喷水冷却,可以使钢材快速达到淬火状态。
4.回火:在淬火后,钢材通常处于极度脆性状态。
为了降低其脆性并提高韧性,需要进行回火处理。
回火是将钢材加热至较低温度,然后保温一段时间,最后进行适当的冷却。
回火温度和时间根据要求的性能进行调整。
影响淬火效果的因素淬火效果的好坏取决于多个因素的综合影响。
材料成分钢材的成分对淬火效果有直接影响。
不同的合金元素、碳含量和微量元素含量都会影响钢材的析出相、固溶度以及相变温度范围,从而影响硬度和强度。
淬火温度和保温时间淬火温度和保温时间的选择是淬火工艺中非常关键的因素。
高温淬火可以获得更高的硬度,但也容易产生裂纹。
保温时间的长短会影响组织的均匀性和稳定性。
冷却介质冷却介质的选择也对淬火效果有重要影响。
常用的冷却介质包括水、油和气体。
不同的冷却介质具有不同的冷却速度,选择合适的冷却介质可以控制钢材的硬度。
热处理设备热处理设备的性能和稳定性对淬火效果也有一定影响。
加热炉的温度控制精度和加热速度,冷却设备的冷却速度等都会影响最终的淬火效果。
淬火后的材料性能淬火后,45号钢的硬度和强度都会得到显著提高,同时也伴随着一些性能变化。
45钢做轴的热处理要求
45钢做轴的热处理要求以45钢做轴的热处理热处理是钢材加工过程中的一种重要工艺,可以改善钢材的力学性能和耐磨性。
本文将以常用的45钢材料做轴为例,探讨其热处理过程和要求。
45钢是一种碳素结构钢,含碳量较高,具有较好的强度和韧性。
在制造轴类零件时,为了提高其耐磨性和使用寿命,通常需要进行热处理。
热处理的目的是通过控制钢材的加热、保温和冷却过程,使其组织结构和性能发生变化,达到所需的要求。
45钢轴的热处理要求主要包括以下几个方面:1. 加热温度:热处理的第一步是将钢材加热到一定温度。
对于45钢轴,常用的加热温度为850-900摄氏度。
在加热过程中,应注意避免温度过高或过低,以免影响后续的热处理效果。
2. 保温时间:加热到设定温度后,需要保持一定时间,使钢材内部温度均匀,达到热处理的要求。
保温时间一般根据钢材的厚度和类型来确定,对于45钢轴,通常保温时间为1-2小时。
3. 冷却方式:保温后的钢材需要进行冷却,以使其组织结构得到调整。
对于45钢轴,常用的冷却方式有水淬和油淬两种。
水淬可以使钢材表面硬度较高,但内部组织可能产生应力,容易出现开裂的情况;油淬则可以减少应力,但表面硬度略低。
根据具体要求,选择适合的冷却方式进行。
4. 热处理后的调质:经过冷却后,45钢轴的组织结构发生了变化,但仍然需要进行调质处理,以使其达到所需的力学性能。
调质的过程是将轴加热到400-600摄氏度,保温一段时间后,再进行适当冷却。
这样可以改善钢材的硬度和强度,并提高其耐磨性。
总结起来,以45钢做轴的热处理要求包括加热温度、保温时间、冷却方式和调质处理。
通过合理控制这些参数,可以使45钢轴的组织结构得到优化,达到所需的力学性能和耐磨性。
热处理不仅可以提高轴的使用寿命,还可以提高其工作效率和安全性,因此在轴类零件的制造中具有重要的意义。
最后,需要强调的是,热处理过程中的各项参数应严格控制,并依靠专业的设备和技术来保证热处理效果的稳定和可靠。
各种钢的热处理工艺参数资料
35SiMn
750 830 330
1150
645
-
1220 ≥ 860 800
炉冷
≤ 229
900 空冷
11
42SiMn
765 820 -
645
-
1150 1180 ≥ 840
850
炉冷
≤ 229
875
空冷
≤ 244
12
20SiMn2MoV
830 877 312
1150
740 816 -
1220 ≥ 710 850
735 855 680 835 -
-
1225 > 850 800
炉冷
≤ 156
935
空冷
≤ 156
735 840 680 824 -
-
1225 > 870 炉冷 800
890
空冷
≤ 170
732 813 380 677 796 -
-
1200 > 875 炉冷 800
875
空冷
≤ 179
724 802 350 680 744 190
790
炉冷
≤ 229
840
空冷
≤ 269
721 740 -
670
-
-
1075 825
-
炉冷
-
空冷
≤ 164
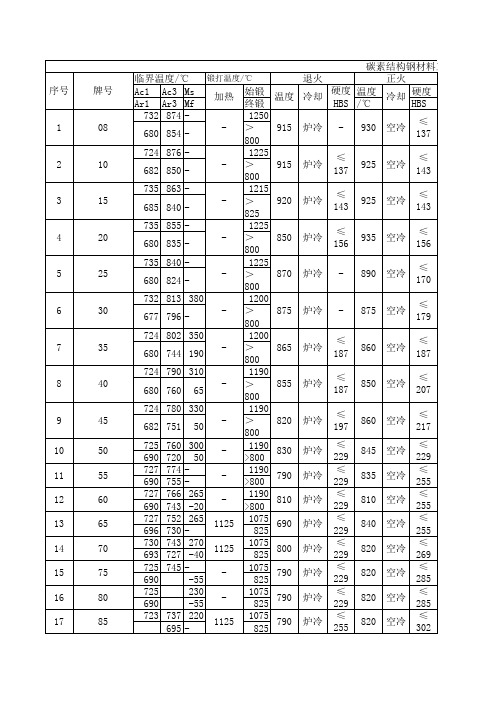
合金结构钢钢材料工艺参数
临界温度/℃ 锻打温度/℃
退火
正火
Ac1 Ac3 Ms Ar1 Ar3 Mf
加热
始锻 终锻
温度
冷却
硬度 温度 HBS /℃
冷却
硬度 HBS
725 840 400
1190
t235热处理硬度标准

t235热处理硬度标准t235是一种碳素结构钢,其热处理硬度标准是**HB810-850**。
这种钢在经过热处理后,其硬度可以达到HRC50-60的范围内。
下面我们将详细介绍t235热处理硬度标准的各个方面。
一、t235钢的化学成分t235钢的化学成分符合GB/T 711-2014《结构用高强度热轧钢板》中的要求。
具体化学成分如下:碳(C):0.20-0.27%硅(Si):0.15-0.35%锰(Mn):0.60-0.90%磷(P):≤0.035%硫(S):≤0.035%二、t235钢的热处理工艺t235钢的热处理工艺主要包括加热、保温和冷却三个阶段。
以下是具体的工艺参数:1. 加热温度:t235钢的加热温度一般控制在930-950℃的范围内。
加热温度的选择需要根据钢的化学成分和热处理设备的实际情况来确定。
2. 保温时间:保温时间是指钢在加热温度下保持的时间。
保温时间的长短会影响钢的显微组织和力学性能。
通常情况下,保温时间在每25mm厚度保持1小时左右。
3. 冷却方式:冷却方式的选择对t235钢的热处理效果也有重要影响。
常用的冷却方式有炉冷、空冷和水冷。
对于要求较高硬度的t235钢,一般采用水冷或空冷的方式。
三、t235钢的热处理硬度标准经过热处理后的t235钢,其硬度标准通常用HB(布氏硬度)来表示。
根据不同的热处理工艺,t235钢的硬度范围可以在HB810-850之间。
这个硬度范围是指经过热处理后的t235钢的平均硬度值。
需要注意的是,由于热处理过程中存在一定的组织差异,因此每个试样的硬度值可能会有所波动。
四、影响t235钢热处理硬度的因素影响t235钢热处理硬度的因素有很多,主要包括加热温度、保温时间、冷却速度、钢的化学成分等。
下面我们将分别对这些因素进行详细介绍:1. 加热温度:加热温度对t235钢的热处理硬度有显著影响。
如果加热温度过低,会导致钢的奥氏体化不完全,影响后续的相变过程;如果加热温度过高,则会导致奥氏体晶粒粗大,降低钢的力学性能。
碳钢管道焊接及热处理工艺要求最终版
碳钢管道焊接及热处理工艺要求最终版-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII碳钢管道焊接、焊前预热及焊后热处理工艺要求一、焊接方法选择管道壁厚≤4mm时,采用钨极氩弧焊,管道壁厚>4mm时,采用氩电联焊。
二、焊材选用三、焊前预热1、当碳钢管道的壁厚大于等于26mm时,焊接前需进行预热。
2、预热方法和温度预热可采用电加热方法,预热温度为100~200℃,焊接时层间温度应不低于预热温度。
3、预热范围碳钢管道对接焊缝,焊前预热范围应以坡口两侧各不小于壁厚的3倍,内外热透并防止局部过热,加热区以外100mm范围应予以保温。
四、焊接工艺要求1、对于无预热要求的碳钢管道,当环境温度低于0℃时,在始焊处100mm范围内应预热到15℃以上再进行施焊,预热可采用火焰加热方法。
焊接时层间温度应等于或略高于预热温度。
2、焊条使用前应按其出厂说明的规定进行烘干,烘干后放在保温筒中不能超过4h,否则按原烘干规定重新烘干,重复烘干次数不得超过两次。
3、焊前应将坡口附近内外表面20mm范围内的铁锈、油污、漆、毛剌、水分等清理干净。
五、后热要求碳钢管道焊接接头,当管道壁厚为19~29mm时,焊后应进行保温缓冷。
六、焊后热处理1、热处理要求设计图纸中有应力消除要求的碳钢管道,焊后应进行消应力热处理;设计无要求时,当管道壁厚≥30mm时,焊后也应进行热处理。
热处理在焊缝无损检测之前进行。
2、热处理方法和温度热处理采用电加热方法,热处理温度为600~650℃。
3、热处理工艺参数升温过程中对300℃以下可不控制;升温至300℃后,升温速度应按5125/δ℃/h计算,且不应大于 220℃/h;升温至热处理温度后保持恒温,恒温时间为每毫米壁厚2~2.5min,且不得少于30min。
恒温时各测点的温度均应在热处理温度规定范围内,且任意两点温差不得大于50℃;恒温后的冷却速度应按6500/δ℃/h计算,且不大于260℃/h;300℃以下自然冷却。
q235材料参数

q235材料参数Q235材料参数。
Q235是一种常用的碳素结构钢,其材料参数对于工程设计和制造具有重要意义。
Q235材料参数包括化学成分、力学性能、热处理性能等方面,下面将对这些参数进行详细介绍。
首先,Q235的化学成分主要包括碳、硅、锰、磷和硫等元素。
其中,碳元素的含量在0.14-0.22%,硅元素的含量在0.30%以下,锰元素的含量在0.30-0.65%,磷含量在0.045%以下,硫含量在0.050%以下。
这些化学成分的控制对于Q235钢的力学性能和加工性能具有重要影响。
其次,Q235钢的力学性能表现为屈服强度、抗拉强度、延伸率和冷弯性能等指标。
Q235钢的屈服强度为235MPa,抗拉强度为370-500MPa,延伸率为24%以上,冷弯性能符合相关标准要求。
这些力学性能参数是评价Q235钢材料优劣的重要指标,也是工程设计和制造中需要考虑的关键因素。
另外,Q235钢材料的热处理性能也是工程应用中需要考虑的重要参数。
Q235钢材料具有良好的焊接性能,可进行一般焊接、电弧焊接、气体保护焊接等多种焊接工艺。
此外,Q235钢材料还可进行热处理,如正火处理、球化退火等,以改善其组织结构和性能。
总的来说,Q235材料参数是工程设计和制造中需要充分考虑的重要因素。
通过对Q235钢的化学成分、力学性能和热处理性能等参数的了解,可以更好地选择合适的材料、设计合理的工程结构,确保工程质量和安全。
在实际应用中,需要根据具体工程要求和环境条件,综合考虑Q235材料的各项参数,进行合理的材料选择、工艺设计和工程施工,以确保工程质量和安全可靠。
总之,Q235材料参数的准确理解和应用对于工程设计和制造具有重要意义,希望本文的介绍能够对大家有所帮助。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
—
—
—
—
—
—
—
—
45Mn
820~850
炉冷
≤217
830~860
空冷
≤241
810~840
54~60
—
—
—
—
—
—
—
—
50Mn
800~840
炉冷
≤217
840~870
空冷
≤255
780~840
54~60
—
—
—
—
—
—
—
—
60Mn
820~80
炉冷
≤229
820~840
空冷
≤269
810
57~64
61
58
54
炉冷
≤156
920~950
空冷
≤156
870~900
—
25
860~880
炉冷
—
870~910
空冷
≤170
860
—
30
850~900
炉冷
—
850~900
空冷
≤179
860
—
35
850~880
炉冷
≤187
850~870
空冷
≤187
860
≥50
49
48
43
35
26
22
20
—
40
840~870
炉冷
≤187
840~860
47
39
34
29
25
65Mn
775~800
炉冷
≤229
830~850
空冷
≤269
810
油
57~64
61
58
54
47
39
34
29
25
70Mn
—
—
—
—
—
—
780~800
油
≥62
>62
空冷
≤207
840
≥55
55
53
48
42
34
29
23
20
45
800~840
炉冷
≤197
850~870
空冷
≤217
840
≥59
58
55
50
41
33
26
22
—
50
820~840
炉冷
≤187
820~870
空冷
≤229
830
≥59
58
55
50
41
33
26
22
—
55
770~810
炉冷
≤197
810~860
空冷
— 170 HBW 380 HBW 43
— 165 HBW 370 HBW 42
— 158 HBW 310 HBW 40
— 152 HBW 270 HBW 30
— 150 HBW 235 HBW 20
— 147 HBW 225 HBW 18
— 144 HBW <200 HBW —
—
20
800~900
≤269
800
水或 油 水或 油 水或 油 油
≥63
63
58
50
45
37
32
28
24
75
780~800
炉冷
≤229
800~840
空冷
≤285
800
≥55
55
53
50
45
35
—
—
—
80
780~800
炉冷
≤229
800~840
空冷
≤285
800
≥63
63
61
52
47
39
32
28
24
85
780~800
炉冷
优质碳素结构钢的热处理工艺参数
退火 牌号 温度/℃
900~930
正火 硬度 HWB
—
淬火 硬度 HWB
≤137
回火 硬度 HRC
—
冷却 方式
炉冷
温度/℃
920~940
冷却 方式
空冷
温度/℃
—
冷却 介质
—
不同温度回火后的硬度值 HRC 150℃
—
200℃
—
300℃
—
400℃
—
500℃
—
550℃
—
600℃
炉冷
≤187
900~950
空冷
≤217
850~900
水 油或 水 油或 水 油或 水 油或 水 油
49~53
—
—
—
—
—
—
—
—
35Mn
830~880
炉冷
≤197
850~900
空冷
≤229
850~880
50~55
—
—
—
—
—
—
—
—
40Mn
820~860
炉冷
≤207
850~900
空冷
≤229
850~850
53~58
≤255
820
≥63
63
56
50
45
34
30
24
21
60
800~820
炉冷
≤187
800~820
空冷
≤255
820
≥63
63
56
50
45
34
30
24
21
65
680~700
炉冷
≤197
820~860
空冷
≤255
800
≥63
63
58
50
45
37
32
28
24
70
780~820
炉冷
≤229
800~840
空冷
—
650℃
—
08
10
900~930
炉冷
≤137
900~950
空冷
≤143
—
—
—
—
—
—
—
—
—
—
—
15
880~960
炉冷
≤143
900~950
空冷
≤143
—
— 水或 盐水 水或 盐水 水或 盐水 水或 盐水 水 水或 油 水或 油 水或 油 水或 油 水或 油
— ≥140 HBW ≥380 HBW ≥44
≤255
800~840
空冷
≤302
780~820
≥63
63
61
52
47
39
32
28
24
15Mn
—
—
—
880~920
空冷
≤163
—
—
—
—
—
—
—
—
—
—
—
20Mn
900
炉冷
≤179
900~950
空冷
≤197
—
—
—
—
—
—
—
—
—
—
—
25Mn
—
—
—
870~920
空冷
≤207
—
ห้องสมุดไป่ตู้
—
—
—
—
—
—
—
—
—
—
30Mn
890~900