常用材料热处理工艺参数
常用钢材热处理参数
常用钢材热处理参数常见的钢材热处理参数包括淬火、回火、退火、正火等。
下面将详细介绍它们的温度范围、保温时间以及应用领域。
1. 淬火(quenching)淬火是指将加热至临界温度以上的钢材迅速冷却至室温或低温的热处理过程。
淬火的目的是增加钢材的硬度和强度。
常见的淬火温度范围为800℃到950℃,保温时间通常为数分钟。
钢材的选用因素包括成分、形状和尺寸、要求的性能等。
应用领域包括汽车零部件、工具、刀具等。
2. 回火(tempering)回火是指将淬火后的钢材加热至一个较低的温度范围并持续保温一段时间的热处理过程。
回火使得钢材硬度和强度降低,但同时也提高了其韧性和可塑性。
回火一般在淬火后立即进行。
温度范围通常为150℃到700℃,保温时间则根据要求的性能来确定。
应用领域包括航空航天、机械零部件、轴承等。
3. 退火(annealing)退火是指将钢材加热至足够高的温度并持续保温一段时间,然后缓慢冷却的热处理过程。
退火的目的是消除钢材内部的应力,改善它的可加工性和韧性。
退火温度和保温时间的选择依赖于钢材的成分和形状,一般在600℃到800℃之间。
应用领域涉及到钢材的精密加工,如汽车制造、船舶等。
4. 正火(normalizing)正火是指将加热至临界温度以上的钢材空气冷却至室温的热处理过程。
正火可以消除钢材内部的应力,改善它的可加工性和韧性。
正火温度范围一般为800℃到950℃,保温时间通常为数分钟。
应用领域包括汽车零部件、轴承、机械零件等。
此外,还有其他钢材热处理方法如奥氏体化退火、球化退火等针对不同的钢材类型和应用需求的热处理方法。
具体的热处理参数应根据材料的成分、形状和要求的性能来确定,并结合实际生产条件进行调整。
因此,在进行钢材热处理时,需要进行一系列的试验和分析,以确定最佳的处理参数。
常见材料热处理方法
常见材料热处理方法部份材料热处理方法一、45 钢调质:1. 正常情况下加热温度在 810,840?之间:只要充分奥氏体化,加热温度越低越好。
2. 冷却中应注意的问题:热处理生产中最重要的一环就是冷却,很多热处理缺陷都产生在冷却中。
如:开裂、硬度不足、变形超差、局部有软点等等。
?出炉时不要慌忙,有时为怕不能淬硬而手忙脚乱。
只要不低于Ar3,是不会析出铁素体而影响表面硬度的。
?水温在冷却中相当重要,要严格控制水温不要超过 30?,若超过 30?,析出铁素体将是不可避免的,任你此后将工件冷透,硬度很难高于 300HB。
因此要严格控制水温不要超过 30?。
?工件入水后要不停的在水中移动,以快速破裂蒸汽膜而提高 500?以上的冷却速度,从而避免析出铁素体或珠光体,进而影响工件最终硬度。
?为避免复杂工件开裂,温度低于 300?以下可以出水空冷一会再水冷,当工件温度不超过 150?出水回火。
3. 严格按 45 钢的回火温度回火:一般取中偏下的回火温度,按 HRC=62-T×T/9000 进行计算,并结合每台炉子自身温差及淬火情况进行适当调整。
4. 其它注意事项:?对于小件,特别是 30mm 以下的工件,要注意淬裂的问题。
45 钢仍然可能开裂,在硬度要求不太高时,可以选择油淬。
?除严格按规定的温度回火外,应根据实际淬火情况调整回火参数。
?对于批量较大且要求硬度较高的小件,要特别注意在水中的搅动问题,以增加冷却能力。
否则,返工不可避免。
?选择合适的电炉,确保加热时间不可过长,长时间加热并不利于提高工件硬度。
二、合金结构钢调质:1. 合金结构钢调质:可以参照上面的要求。
应注意的是:由于加入合金元素,C 曲线不同程度右移,甚至改变了形状;提高了珠光体的稳定性,提高了钢的淬透性和淬硬性,淬裂倾向增加。
因此,对相同含碳量来说,各临界点有所升高,加热温度要略高一些,保温时间要适当延长,便于合金碳化物的分解;淬火冷却时要适当缩短水冷时间,增加空冷时间,从而避免开裂。
6061热处理参数

6061铝合金是一种常用的热处理强化铝合金,以下是其常见的热处理参数:
1. 固溶处理(Solution Treatment):
加热温度:一般在525-540℃之间。
保温时间:这取决于材料的厚度,通常为每25mm厚度保温1小时,但至少需要保持4小时。
2. 淬火(Quenching):
冷却方式:可以采用水冷或空气冷却,具体取决于所需的机械性能和加工要求。
快速冷却(如水冷)可以获得更高的硬度和强度,而慢速冷却(如空气冷却)则可以提高耐腐蚀性和韧性。
3. 人工时效(Artificial Aging):
时效温度:通常有多个选项,包括140℃、160℃、180℃和200℃等,选择哪个温度取决于所需的机械性能平衡。
保温时间:在所选的时效温度下,保温时间通常是6小时。
这些参数是通用的指导值,具体的热处理参数可能会根据制造商的要求、材料的规格和最终产品的应用进行调整。
在进行热处理时,应参考相关的材料规格书或者与材料供应商和技术专家进行咨询,以确保获得最佳的机械性能和耐腐蚀性。
常用材料热处理工艺参数

常用材料热处理工艺参数
常用材料的热处理工艺参数取决于材料的组织性能要求、工艺性能要
求和使用条件等因素。
下面以几种常见的材料为例,介绍一些主要的热处
理工艺参数。
碳钢是一种普遍使用的金属材料,其热处理工艺参数包括淬火温度、
回火温度、保温时间等。
一般来说,碳钢的淬火温度在800℃至900℃之间,回火温度在150℃至500℃之间。
保温时间通常为1小时到3小时。
不锈钢是一类具有良好耐腐蚀性能的材料,其热处理工艺参数包括退
火温度、固溶温度和时效温度。
退火温度一般在800℃至900℃之间,固
溶温度在1000℃至1200℃之间,时效温度在500℃至700℃之间。
保温时
间通常为1小时到5小时。
铝合金是一种轻质高强度的材料,其热处理工艺参数包括固溶温度、
时效温度和时效时间等。
固溶温度一般在480℃至520℃之间,时效温度
在150℃至250℃之间。
时效时间一般为1小时至10小时。
铜合金是一种导电性能良好的材料,其热处理工艺参数包括固溶温度、时效温度和时效时间等。
固溶温度一般在800℃至950℃之间,时效温度
在300℃至550℃之间。
时效时间一般为1小时至10小时。
上述只是对于不同材料几种常见的热处理工艺参数进行了简单的介绍,实际工艺参数还需要根据具体材料的特性和要求进行调整。
同时,热处理
工艺参数的选择也应考虑到工艺设备和生产成本等因素。
在实际应用中,
可以通过试验和实践来确定最佳的热处理工艺参数。
常用钢材热处理参数
1000~1050
油
≤100 3.0~3.4 660~680 3.55~3.65
*73 286~331 5 (3.6~3.3)
3.0~3.2 660~670
293~331 2Cr12NiMo1W1V 760
970~990 油 ≤200
(3.55~3.35)
660~680 3.55~3.45
30Cr2MoV
640~660 630~640 650~670 630~650 630~650 610~630 640~660 620~640 610~630 630~650 610~630 550~600
570~620
660~680 660~670 660~670 650~670 640~660 620~640 620~640 600~620 600~620 580~600
2. 常用钢淬火、回火温度
2.1 要求综合性能的钢种:
表1
材料牌号 45 40CrA
35CrMoA
技术要求
强
硬度
度 HB(d10)
σs
440
197~229 (4.30~4.00)
淬火温度 (℃)
820~840
冷却 介质
水
390
192~223 (4.35~4.05)
油
490
217~255 (4.10~3.80)
590
241~277 (3.70~3.50)
735
269~302 (3.70~3.50)
940~960
油
≤60 61~250
≤60 61~150
2.8~3.1 3.2~3.45 2.8~3.1 3.2~3.3
670~690 670~680 670~680 660~680
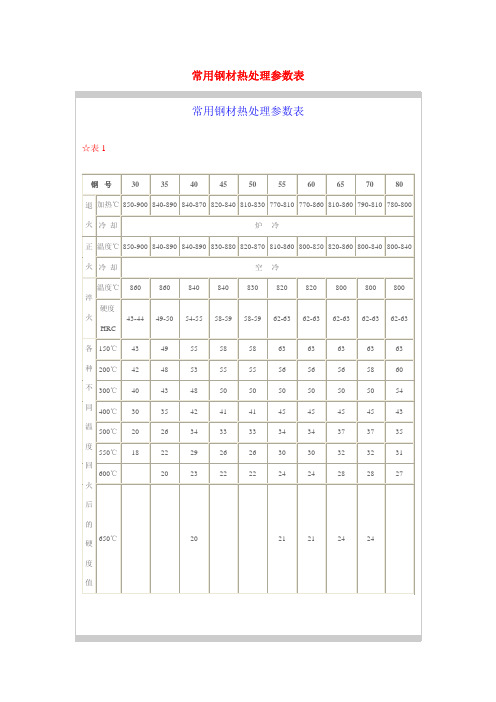
常用钢材热处理参数表
火 等温℃
炉冷
710
炉冷
正 温度℃ 火 冷却
900-950 900-950
900-950 870-880
空冷
930-950
温度℃ 980
880
840 820
淬
硬度
火
61-64 58-60 >62
65
HRC
840
860 800
800 840
53-58 62-66 62 62-64 62-65
150℃ 63
810-870 800-870 780-800 炉冷
850-870
正 温度℃ 820-860 820-860 830-860 850-880
火 冷却
空冷
温度℃ 淬
硬度 火
HRC
810 57-64
810 57-64
870 >60
860 56-62
880 54-56
880 950 1050 1130 58-60 60-62 62-63 42-45
各 150℃ 61
61
61
56
54
59
60
63
42
种 200℃ 58
58
60
55
52
58
59
62
42
不 300℃ 54
54
56
51
48
53
58
59
43
同 400℃ 47
47
51
49
42
48
57
57
44
温 500℃
39
39
43
45
39
42
54
55
48
常用材料及零件热处理
常用材料及零件热处理
3.表面热处理方法特点和应用
表面热处理是通过改变零件表层组织,以获得硬度很高的马氏体,而保留心部韧性和朔性(即表面火),或同时表层的化学成分,以获得耐蚀、耐酸、耐碱性,及表层硬度更高的处理方法。
6.钢的淬透性
不同的钢种,接受淬火的能力不同,淬透层深度愈大,表明该钢种的淬透性愈好。
淬透性大的钢,其力学性能沿截面分布均匀;而淬透性小的钢心部力学性能低。
但全部淬透的工件,通常表面残留拉应力,对工件承受疲劳不利,工件热处理中也易变形开裂。
未淬透工件表面可残留压应力,反而有一定好处。
淬透层深度是指由淬火表面马氏体---50%马氏体+50%珠光体层的深度。
碳钢的淬透性低。
在设计大尺寸零件时,用碳钢正火比用碳钢调质更经济,而效果相似。
直径较大并具有几个台阶的台阶轴,需经调质处理时,考虑到淬透性影响,应先粗车成形,然后调质。
如果以棒料先调质,再车外圆,由于直径大,表面淬透层浅,阶梯轴尺寸较小的部分调质后的组织在粗车时可能被车去,起不到调质作用。
7.几种典型零件热处理示例
机床齿轮等零件常用材料及热处理。
常用材料热处理
种类 JIS
材料牌号
ASTM
GB
G5151 SCPH2 A216 WCB
ZG280-520
热处理方法
UNS 热处理制度 温度(℃)
冷却方法
J03002
退火 正火+(回
火)
(淬火+回火)
880~920 炉冷450℃后空冷
890~980+ (600~700)
空冷 液冷+空冷
G10250
淬火+回火
870+600
液冷+空冷
-
275
450
S45C
1045
正火
850
空冷
-
45
G10450
淬火+回火
840+600
液冷+空冷
-
355
600
G3202 SFVC2A
A105
20热处理代替
方法同SCPH2 温度存有偏差
250
485
G5152 SCPL1 A352 LCB
G3205 SFL2 A350 LF2
TA 2
175
480
215
340
G4107 SNB7
A193 B7
-
螺栓
G4107 SNB16 A193 B16
-
- (淬火+回火) 850↑+595↑ - (淬火+回火) 850↑+650↑
725
860
725
860
17
17
23
≦170
71
16
≦229
39
退火后≦197
常用金属材料热处理规范
常用金属材料热处理规范热处理是指通过加热、保温和冷却等工艺方法,使金属材料在固态下发生化学、物理或机械性能变化的过程。
热处理可以提高金属材料的硬度、强度、韧性、耐磨性等性能,从而满足具体的应用要求。
下面将介绍几种常用金属材料的热处理规范。
1.碳钢的退火处理碳钢是最常见的金属材料之一,经过退火处理后可以提高其塑性和韧性。
通常将碳钢加热至800-900°C,保温时间由材料厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温,这样可以得到具有良好塑性和韧性的碳钢。
2.不锈钢的固溶处理不锈钢具有优良的耐腐蚀性能,但在焊接后会出现晶间腐蚀的问题。
固溶处理是为了解决晶间腐蚀问题而进行的热处理过程。
通常将不锈钢加热至1050-1150°C,保温时间取决于材料的厚度。
然后将材料迅速冷却到室温,这样可消除晶界处的过饱和元素,减少晶界的碳化物析出,从而提高不锈钢的耐腐蚀性能。
3.铸铁的正火处理铸铁是一种含碳量较高的金属材料,通过正火处理可以提高其硬度和强度。
通常将铸铁加热至850-950°C,保温时间由材料的厚度决定,通常是每25mm厚度增加1小时。
然后将材料冷却到室温。
正火处理可以改善铸铁的组织和性能,提高其机械性能。
4.铝合金的时效处理铝合金具有良好的强度和韧性,但在加工过程中可能会出现软化现象。
时效处理是为了提高铝合金的强度和稳定性的热处理过程。
通常将铝合金加热至150-200°C,保温时间由材料的合金组成决定,通常是几小时至几十小时。
然后将材料迅速冷却到室温。
以上是几种常用金属材料的热处理规范,不同的金属材料可能需要不同的热处理工艺。
在进行热处理时,需要严格控制加热温度、保温时间和冷却速度等参数,以保证热处理的效果。
同时,需要根据具体应用要求选择适当的热处理工艺,以获得期望的材料性能。
热处理工艺
使二次渗碳体或珠光体中的渗碳体球化,以降低硬度,改善切削加工性能。
蔓延退火
熔点以下100~200℃
减少化学成份和组织的不匀称
去应力退火
Ac1线以下(普通为500~600℃)
消除工件中残留内应力
正火(空冷)
加热温度
组织
目的
亚共析钢
Ac3+30~50℃
F+S
(1)作为总算热处理:细化晶粒、匀称组织
(2)作为预先热处理:对结构较大的合金结构钢前,淬火或调质前常举行正火,消除魏氏组织和带状组织,并获得细小而匀称的组织。
(3)改善切削加工性能:调节硬度
过共析钢
Accm+30~50℃
S+ Fe3CⅡ
热处理工艺
组织
目的
彻低退火
(重结晶退火)
亚共析钢:Ac3+20 Nhomakorabea30℃F+P
组织匀称化和细化,得到临近平衡状态的组织,以降低硬度,改善切削加工性能。因为冷却速度缓慢,还可消除内应力。
等温退火
亚共析钢:高于Ac3
过共析钢:高于Ac1
快冷到A1~550℃之间,保温,然后再缓慢冷却。
同上
球化退火
过共析钢:高于Ac1