啤酒灌装机设计计算说明书
啤酒灌装机设计计算说明书资料
机械原理课程设计计算说明书设计题目:啤酒灌装机专业:机械设计制造及其自动化设计者:1351781 陈杜煜1351782秦天1351789徐云帆1351779 巣嘉欣1257040 李明哲1351814肖翼龙指导老师:刘榕2015年5月30日目录一、设计题目及内容-----------------------------------------------------------------41.1工作原理-----------------------------------------------------------------41.2原始数据及要求--------------------------------------------------------41.3设计任务-----------------------------------------------------------------4二、整机工作运动分析--------------------------------------------------------------52.1 整机结构示意图-------------------------------------------------------------52.2 局部机构运动说明----------------------------------------------------------52.2.1 减速箱装置-----------------------------------------------------------52.2.2 瓶盖拨正装置--------------------------------------------------------62.2.3 压盖装置--------------------------------------------------------------72.2.4 凸轮机构--------------------------------------------------------------82.2.5 圆形轨道装置--------------------------------------------------------92.2.6进瓶装置---------------------------------------------------------------102.3 运动循环图-------------------------------------------------------------------11三、机械运动方案的拟定----------------------------------------------------------123.1 瓶盖拨正装置---------------------------------------------------------------123.2 压盖装置---------------------------------------------------------------------143.3. 旋转装置--------------------------------------------------------------------16四、设计计算及运动图像----------------------------------------------------------174.1 送瓶机构计算---------------------------------------------------------------174.2 瓶盖拨正机构计算---------------------------------------------------------174.3 圆形轨道机构计算---------------------------------------------------------184.4 压盖机构计算----------------------------------------------------------------194.5 凸轮机构计算----------------------------------------------------------------20五、设计心得体会--------------------------------------------------------------------23六、人员分工--------------------------------------------------------------------------25七、主要参考文献--------------------------------------------------------------------26八、附图--------------------------------------------------------------------------------26一、设计题目及内容1.1工作原理由三个三相异步电动机供给运动和动力,分别经三条传动路线传到相应位置。
机械毕业设计595定量泵式灌装机设计说明书
本课题在现有定量泵式灌装机的基础上,设计出一种更适合小型化妆品企业食品包装的定量泵式灌装机。作者首先针对定量泵式灌装机的发展现状提出了设计方案,其次进行了总体结构设计、典型零件的设计与校核及对轴的加工工艺的概述,最后分析了定量泵式灌装机的经济效益。
摘要
当前,在制药包装机械领域内,小容量液体灌装机发展缓慢,在大产量分
包装作业中,高速灌装机基本上是进口机器。目前,国内机器可在灌装计量方
式、生产效率、机器的运转稳定性、表面处理、电器元件选型方面进行研发,消化吸收国外厂家的先进技术,作为重点开发方向。设备整机设计应简洁流畅,
外部零件光滑,无毛刺,经倒角或圆角处理,便于清洁。灌装机的工作面应尽
Keywords:fix quantify packaging,fillingmachine,press filling ,structural design
第一章 绪论
1.1
1.1
灌装机构是用于向容器灌装液体,使其达到由可截断该液体的空气排出孔高度所规定的液Nil.由于包装容器形态、材质、制成方法等的不同,以及产品物理化学性要求的不同,灌装机构的性能、结构也千差万别.目前,由于世界啤酒工业的发展给液体灌装机械工业、企业带来了一系列影响,德国、美国、日本、意大利等国液体灌装工业、企业加速发展对外贸易,向外转移设备和技术hl.同时研究和应用新技术刺激啤酒工业设备更新,这样进一步推进了灌装机械的发展,随之而来各种各样新型的灌装机相继问世.
4.3灌装机械
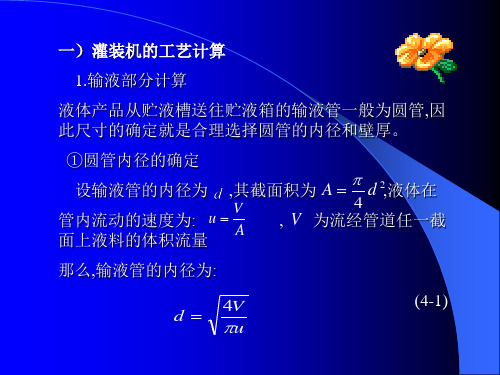
设瓶子内腔截面积为Fb(m3),当液料淹没管口 的高度为h时,可得瞬时t的体积流量近似计算式
V
Fbdh dt
CA0
2g(
P
g
Z1
h)
对于瓶的内腔截面积:一般瓶体部分为截面积不变(令 为Fb1)的圆柱体,而瓶颈部分的截面积(令为Fb2)随瓶 的高度而变化,因此,灌液时间也应分两部分来求积分
从开始淹没管咀孔口至瓶内灌满定量液料为止所需灌液 时间应为:
3600
3600 0.7
(二)阀端孔口流量的计算
液料经灌装阀端孔口的体积流量,表示为
V A0u0
A0—孔口的流通面积,m2 u0—孔口的液料流速,m/s
(二) 液料流量的计算
经过灌装阀孔口出流的液料体积流量为:
V u0 A0
式中: u0 —孔中截面上液料的流速;
(4-1)
A0 —孔口中液道口的截面积。
管路上多了一个标准弯头,故损失压头
h
h 1
u22 2g
17.6 0.75 0.45 18.0(m)
代入有关值,可得泵压头
He
Z2
Hale Waihona Puke P2g2u22 2g
h
3 10.04
0.45 18
31.5(m)
则输液泵所需的轴功率
N HeW HeGQmax 31.5 0.515000 0.92(kW )
Z1
P1
( A0u0 / A1 ) 2 2g
Z0
P0
u02 2g
( k
L d
k) u02
2g
(4-3)
[1 ( k
L d
k)
k1
]
u02 2g
(z1
灌装机毕业设计
前言自20世纪90年代,中国啤酒行业进入了快速发展的阶段,行业发展至今,中国的啤酒产量和人均消费量均有大幅提升。
早在2002年,中国就已成为世界第一啤酒大国。
现在,中国正在由“世界第一啤酒大国”向“世界啤酒强国”迈进,塑造了青岛、雪花、燕京等啤酒品牌,产品远销国内外。
激增的啤酒产量和人均消费量给中国啤酒行业带来了大量的订单,也带来了技术上的难题。
毕竟中国啤酒行业只经过20多年的发展,技术上的积累远远不如西方啤酒强国。
现在,大型啤酒酿造设备还是主要由国外进口,但啤酒包装等技术含量低一点的设备已可以自主设计。
相信在不久的将来,中国可以设计和生产整套大型啤酒生产线。
啤酒灌装机是啤酒灌装设备中最重要的设备,也是技术含量比较高的设备。
啤酒灌装机属于液体灌装机,液体灌装机灌装方法分为常压灌装、等压灌装和负压灌装三种,啤酒灌装机灌装一般采用等压灌装。
因要求生产能力高,啤酒灌装机通常设计成旋转式。
灌装机主要包括主传动系统、输瓶系统、料缸、托瓶汽缸和工作台机架。
设计这些系统或部件包含了我们以前学过的专业内容,如机械制图、机械设计基础、自动机与生产线、工程材料与加工基础、灌装线设备等。
通过这次设计,我们不但可以通过温故知新来巩固专业知识,而且掌握机电设备的设计方法和步骤,提高分析、解决实际问题的能力,树立正确的设计、思考和研究思想及理论联系实际和严谨、高度合作协作的工作态度,为以后工作打好基础。
设计任务灌装机是灌装生产线的重要设备,这次设计灌装机的主要技术参数如下:1.机器用途:用于大中型啤酒灌装生产线2.公称生产能力:36000瓶/小时适应瓶型:350~640ml玻璃瓶,瓶﹝瓶型外径x瓶高﹞尺寸为¢75x289mm﹝GB4544-84﹞3.灌装主机转速:4.5~5.5rpm4.输送链台面高度﹝瓶底输送台面至底平面之间﹞可调800~1000mm5.控制方式:主电机采用PLC变频调速6.大中型食品包装机械制造企业批量生产,使用寿命10年我们组的任务是设计灌装机主传动系统,包括灌装机工作台机架、工作台底座、机器地脚、支腿等零部件。
最新啤酒灌装机
啤酒灌装机摘要现如今啤酒及其他碳酸饮料在人们的生活中已占据了重要的地位,从而也带动了灌装机械的发展。
啤酒灌装是啤酒生产的最后工序,其装备水平直接影响到啤酒的成品质量、成本、销售效果和企业的经济效益。
论文重点围绕啤酒的运送和灌装进行了机构的设计与零件校核。
本文首先对所给技术参数包括生产能力、流量、体积等技术参数进行了整理和计算。
考虑到加工过程的高效性和可行性,对整体灌装系统进行了初步的机械结构设计,包括运输机构和灌装机构。
然后,针对各个零件的配合关系、强度要求以及寿命要求,对各个机构的零件进行结构以及尺寸的设计,并进行了校核,各个零件均符合要求。
最后,对啤酒灌装机系统的安装要求和维护措施进行了简要的阐述,保证系统运行的可靠与稳定性,满足生产任务的要求。
关键词:啤酒灌装机;机构设计;尺寸;校核;安装;维护仅供学习与交流,如有侵权请联系网站删除谢谢28各位如果需要此设计的全套内容(包括二维图纸、中英文翻译、完整版论文、程序、答辩PPT)可加QQ695939903,如果需要代做也请加上述QQ,代做免费讲解。
仅供学习与交流,如有侵权请联系网站删除谢谢28AbstractNowadays, beer and other carbonated drinks have occupied an important position in the people's life, which led to the development of filling machine. Beer filling is the last process in beer production, and the level of equipment affects product quality, cost, beer sales and economic benefit of the enterprise directly. This article designs a mechanism focusing on the beer delivery and filling.Firstly, the technical parameters including the production capacity, flow rate, volume and other technical parameters are organized and calculated. The mechanical structure of the whole filling system is designed considering the feasibility and efficiency of the machining process, including the transport mechanism and the filling mechanism.Then, the structure and size of each body parts are designed and checked for the cooperation of each part and meeting strength requirements and life requirements, all parts fit the bill.Finally, the installation and maintenance measures of the beer filling machine system are briefly described in order to ensure the reliability and stability of system operation, to meet the production requirements.Key-words: beer filling machine; design; size; check; installation;maintenance仅供学习与交流,如有侵权请联系网站删除谢谢28目录摘要 (I)Abstract ........................................................................................................ I II 第1章绪论 01.1 课题来源及研究的目的和意义 01.2 国内外在该方向现状及分析 01.3 主要研究内容 (1)1.4 技术要求 (2)第2章机构整体设计 (3)2.1 设计思想 (3)2.2 灌装机构设计 (3)2.2.1 灌装阀设计 (3)2.2.2 导轨滑块机构设计 (4)2.2.3 辅助零件设计 (6)2.3 运输机构设计 (6)2.3.1 减速机构设计 (7)2.3.2 传送机构设计 (7)2.4 本章小结 (7)第3章零件设计及校核 (9)3.1 主轴设计及校核 (9)3.1.1 主轴尺寸设计计算 (9)3.1.2 主轴材料设计 (9)3.1.3 主轴校核 (10)3.2 电动机的选择 (10)3.2.1 低速级传送带设计计算 (10)3.3 圆柱齿轮的设计及校核 (10)3.3.1 主轴滚动轴承的选择 (10)3.3.2 主轴滚动轴承寿命计算 (10)第4章灌装机系统的安装与维护 (11)4.1 系统安装 (11)4.2 系统维护 (11)4.3 安全要求 (12)4.4 设计评估与展望 (12)仅供学习与交流,如有侵权请联系网站删除谢谢28致谢 (14)参考文献 (15)附录 (17)仅供学习与交流,如有侵权请联系网站删除谢谢28第1章绪论1.1课题来源及研究的目的和意义现如今啤酒及其他碳酸饮料在人们的生活中已占据了重要的地位,从而也带动了灌装机械的发展。
啤酒灌装生产线设计
目录1 前言 (3)2 总体方案设计 (4)2.1啤酒罐装传送带调速系统设计要求 (4)2.2方案比较 (5)2.3方案选择与方案论证 (8)3 罐装传送带调速系统分析 (9)3.1罐装传送带调速系统工艺流程 (9)3.2输入信息分析 (10)3.3输出信息分析 (11)4 罐装传送带调速控制系统硬件设计 (12)4.1罐装传送带系统总图设计 (12)4.2电器元件的选型 (13)5 罐装传送带调速控制系统软件设计 (14)5.1编程平台介绍 (14)5.2罐装传送带控制程序设计 (15)5.3罐装传送带程序的仿真调试 (19)6罐装传送带调速监控系统软件设计 (20)6.1MCGS组态软件介绍 (20)6.2上位机监控画面的组态设计 (22)6.3实时数据库的变量设置 (22)6.4脚本程序的设定 (23)6.5PLC与MCGS的连接 (23)7 总结 (25)8 参考文献 (26)1 前言近年来,社会的发展和进步对各行各业提出了越来越高的要求。
机械化加工企业为了提高生产效率和市场竞争力,采用了机械化流水线作业的生产方式,对不同的产品分别组成了自动流水线。
产品不断地更新换代,也同时要求相应的控制系统随之改,提高产品生产的效率。
在这种情况下,硬连接方式的继电接触式控制系统就不能满足经常更新的要求了。
这是因为,一是成本高,二是周期长。
在早期还出现过矩阵式顺序控制器和晶体管逻辑控制系统,由于这些装置体积大,功能少,本身存在很多不足,虽然在能够提高控制系统的通用性和灵活性,但均未得到广泛应该。
随着大规模集成电路和微处理器的发展和应用,在上世纪60年代出现了能够以软件手段来实现各种控制功能的革命性控制装置—可编程逻辑控制器(PLC)。
它把计算机的功能完备、通用性和灵活性好等优点和继电接触式控制系统的操作方便、简单易懂、价格低廉等优点结合起来了,因此它是一种能够完全适应于工业环境的通用控制装置。
PLC和原来的控制系统相比,增加了算术运算、数据转换、过程控制、数据通信等功能,能够很方便的完成大型而复杂的任务。
包装机械设计课程设计-灌装机体液装置设计说明书模板

1 绪论1.1灌装定义灌装是指将液体(或半流体)灌入容器内的操作,容器可以是玻璃瓶、塑料瓶、金属罐及塑料软管、塑料袋等。
影响液体食品灌装的主要因素是粘度,其次为是否含有气体、起泡性、微小固体物含量等。
因此,在选用灌装方法和灌装设备时,首先要考虑液体的黏度。
液体按其粘度分为三类:流体:指靠重力在管道内按一定速度自由流动,粘度为0.001—0.1Pa.s的液料。
如牛奶、饮料、酒等。
半流体:除靠重力外,还需加上外压才能在管道内流动,粘度为0. 1—10Pa.s 的液料。
如炼乳、蜂蜜、番茄酱等。
粘滞流体:靠自重不能流动,必须靠外压才能流动,粘度在10Pa.s以上的物料。
如调味酱、果酱等。
1.2基本灌装方法1)常压灌装在常压下,直接依靠灌装液料的自重流进包装容器内。
主要用灌装低粘度的不含气液料。
如牛奶、白酒、酱油、醋。
使用的设备构造简单、操作方便、易于保养,至今仍被广泛使用。
灌装过程:液体从贮液槽1流经灌装阀4进入容器。
灌装时升降机构将容器向上托起(或将灌装管向下降),容器口部和灌装阀下部的密封盖5接触并将容器密封,然后使容器再上升顶开而开启灌装阀,液体靠重力自由流入容器中,即停止流动,液位达到规定高度完成灌装后,升降机构将容器下降,灌装阀失去压力并由弹簧自动关闭。
容器内的空气经设在灌装管端部的空气出口2通到贮液槽液面上部的排气管3排出。
图1.1常压灌装2)真空灌装在低于大气压的条件下进行灌装,适用于灌装粘度稍大的液料,如油类、糖浆等。
又适于灌装含维生素的饮料,如蔬菜汁、果汁等;①重力真空灌装在低于大气压的条件下进行灌装,适用于灌装粘度稍大的液料,如油类、糖浆等。
又适于灌装含维生素的饮料,如蔬菜汁、果汁等。
灌装过程:位于顶部的贮液槽是封闭,供液管1从槽顶介入并浸没在液体下部,由浮子2控制液面,其上部空间保持低真空,当容器输送到灌装阀4下方时,升降机构将它托起,与密封盖5吻合,将容器密封,继续上升将阀开启。
啤酒课程设计计算书-完美版 (2)
课程设计计算书作者:学号:院系:专业:题目:13.5万吨12°浅色啤酒厂糖化发酵工艺设备设计重点设备—糖化锅指导者:魏群刘月华评阅者:姓名职称2015 年 11 月吉林目录第1章工艺计算 (3)1.1 计算依据 (3)1.2 以100Kg混合原料生产11°浅色啤酒物料计算 (3)1.2.1 糖化物料的计算 (3)1.2.2 澄清冷却物料的计算 (6)1.2.3 主发酵的计算 (6)1.2.4 后发酵的计算 (7)1.2.5 成品啤酒的计算 (7)1.2.6 换算成100L成品啤酒的各项数据 (7)1.2.7 换算成13.5万吨成品啤酒量各项数据 (7)1.2.8 换算成每日生产量各项数据 (7)第2章设备计算 (9)2.1 贮箱计算 (9)2.2 碎机生产能力的计算 (10)2.3糖化 (11)2.3.1糊化锅 (11)2.3.2糖化锅 (12)2.3.3过滤槽 (14)2.3.4蒸煮锅 (15)2.4旋涡沉淀槽 (16)2.5薄板冷却器 (18)2.6水箱 (21)2.7糖化用泵的选择 (21)2.8发酵设备计算 (21)2.9 硅藻土过滤机 (26)2.10 清酒罐 (27)第3章重点设备及其计算 (28)第1章工艺计算1.1 计算依据(1) 以100Kg混合原料计算,麦芽:玉米=70:30,酿造12°浅色啤酒。
(2) 工艺损耗以国家颁布的一级企业先进指标为计算依据。
(3) 基础数据:选澳大利亚麦芽,年产13.5万吨12°浅色啤酒,麦芽:玉米=70:30,重点设备糖化锅。
图1-1 生产原料数据图年生产320天,生产旺季每天糖化6次,生产淡季每天糖化3次,每年总糖化次数为1440次。
1.2 以100Kg混合原料生产11°浅色啤酒物料计算1.2.1 糖化物料的计算(1) 谷物清净磨碎损失重量(kg)采用干法粉碎:麦芽清磨损失:gm =m×Pm=70×0.66%=0.462(kg)大米清磨损失:gn =n×Pn=30×0.60%=0.180(kg)总损失:g= gm+ gn=0.642(2) 100kg混合原料中含浸出物重量(G)(湿法粉碎)麦芽:Gm =(m-gm)×(1-Wm)×Em=(70-0.462)×(1-5.2%)×81%=53.40(kg)(干法破碎)=m(1- Wm )×Em=70×(1-5.2%)×81%=53.75(kg) (湿法破碎)大米:Gn =(n-gn)×(1-Wn)×En=(30-0.180)×(1-12%)×93%=24.40(kg)(干法破碎)=n(1- Wm )× En=30×(1-12%)×93%=24.55(kg) (湿法破碎)则:E=Gm +Gn=53.5+24.5=78(kg)(3) 糖化用水计算(G水)酿造12°浅色啤酒的头号麦汁的浓度一般为12%—14%,现取13%,糖化时原料利用率Φ=98%,原料含水率和糖化时水分蒸发量忽略不计。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械原理课程设计计算说明书设计题目:啤酒灌装机专业:机械设计制造及其自动化设计者:1351781 陈杜煜1351782秦天1351789徐云帆1351779 巣嘉欣1257040 李明哲1351814肖翼龙指导老师:刘榕2015年5月30日目录一、设计题目及内容-----------------------------------------------------------------41.1工作原理-----------------------------------------------------------------41.2原始数据及要求--------------------------------------------------------41.3设计任务-----------------------------------------------------------------4二、整机工作运动分析--------------------------------------------------------------52.1 整机结构示意图-------------------------------------------------------------52.2 局部机构运动说明----------------------------------------------------------52.2.1 减速箱装置-----------------------------------------------------------52.2.2 瓶盖拨正装置--------------------------------------------------------62.2.3 压盖装置--------------------------------------------------------------72.2.4 凸轮机构--------------------------------------------------------------82.2.5 圆形轨道装置--------------------------------------------------------92.2.6进瓶装置---------------------------------------------------------------102.3 运动循环图-------------------------------------------------------------------11三、机械运动方案的拟定----------------------------------------------------------123.1 瓶盖拨正装置---------------------------------------------------------------123.2 压盖装置---------------------------------------------------------------------143.3. 旋转装置--------------------------------------------------------------------16四、设计计算及运动图像----------------------------------------------------------174.1 送瓶机构计算---------------------------------------------------------------174.2 瓶盖拨正机构计算---------------------------------------------------------174.3 圆形轨道机构计算---------------------------------------------------------184.4 压盖机构计算----------------------------------------------------------------194.5 凸轮机构计算----------------------------------------------------------------20五、设计心得体会--------------------------------------------------------------------23六、人员分工--------------------------------------------------------------------------25七、主要参考文献--------------------------------------------------------------------26八、附图--------------------------------------------------------------------------------26一、设计题目及内容1.1工作原理由三个三相异步电动机供给运动和动力,分别经三条传动路线传到相应位置。
三者配合协调地安全可靠地完成灌装机封口任务。
三条路线为:1)空啤酒瓶经传送带运到,拨正沿导向槽进入轨道。
酿造好的啤酒经管道输送到灌注口(由电子线路控制灌注流量时间)。
2)轨道内的空酒瓶在一定位置上升,瓶口对准灌注口,压紧、灌注,灌注一定容量后沿轨道再前进到一定位置压气、压盖、封口,沿轨道稳妥送出,完成灌注全过程。
3)瓶盖经漏斗容器送下,拨正使已压好形状的瓶盖口朝下送到压盖封口位置。
1.2 原始数据及要求1)瓶子和盖子均为标准件,电动机为标准产品。
2)三相交流异步电动机选定如图表1所示。
3)4)每次同时灌装6瓶或8瓶。
灌注选用:a圆形导向轨道,转速:2.5~3r/min.b直线导向轨道,线速度:0.28~0.32m/min5)要求输送瓶子的过程、啤酒灌注过程和充气盖压过程三者配合协调、工作可靠,采用的零件已加工制造。
1.3 设计任务1)按生产要求拟定运动循环图2)进行机械送瓶,灌注,充气压盖三条生产路线的机构选型3)机械运动方案的评定与选择4)各路线传动方案的具体拟定5)对传动机构、执行机构进行运动尺寸的设计计算6)画出机械运动方案简图7)编写设计计算说明书二、整机工作运动分析2.1 整机结构示意图(注:三号电机及瓶盖拨正装置将在局部机构说明中展示)2.2 局部机构运动说明2.2.1 减速箱装置2.2.2 瓶盖拨正装置俯视图:正视图:局部轮系示意图:设计说明:该转动系统动力由JO2-31-6电机提供,n1=10r/min。
瓶盖被运送时有两种放置方式:开口朝上以及开口朝下。
此装置是为了将瓶盖拨正,使所有瓶盖开口朝下,以便于压盖。
其中,电动机经减速箱后传动到皮带轮。
传感器可以检测瓶盖的放置方式,当检测到开口朝上的瓶盖通过时,离合器将合上使皮带轮带动与曲柄相连的齿轮转动,时曲柄摇杆机构启动,将瓶盖拨正。
皮带数为2,且间隔为16mm,使瓶盖可以同时放在两根皮带上,曲柄摇杆机构的摇杆放置于两皮带之间,用于拨正瓶盖。
2.2.3 压盖装置设计说明:该转动系统动力由JO2-41-4电机提供,通过轴1接入,n1=7.5r/min。
此压盖装置功能便是对无盖的啤酒瓶进行压盖的一个过程。
啤酒瓶在底部通过旋转机构与传送带一次性进8个瓶,然后通过圆柱凸轮上升至压盖区。
瓶盖通过滑道进入压盖器再进行压杆机构的上下运动完成压盖动作,最后啤酒瓶下降转出此工作区,完成整个过程。
2.2.4 凸轮机构凸轮阔线设计:H=150 R=184 L=1156.1 (单位:mm)该转动系统动力由JO2-41-4电机提供,n11=7.5r/min,负责圆形托盘的同步提升。
整个过程分为四个阶段:入瓶阶段、上升阶段、工作阶段和下降阶段。
入瓶阶段中,凸轮转动,滚子高度保持不变。
当进满八只啤酒瓶后,滚子沿圆柱上的导向槽爬升,带动圆形托盘做竖直向上移动,即为上升阶段。
进行灌注、压气、压盖等动作时,托盘水平位置不变,此为工作阶段。
所有动作完毕后,滚子沿导轨下降,托盘下降,使啤酒瓶脱离灌注口,此为下降阶段。
至此,一个工作周期完成。
2.2.5 圆形轨道装置功能区分布图齿轮分布图设计说明:该转动系统动力由JO2-41-4电机提供,通过轴a接入,na=7.5r/min。
通过定轴轮系系5-8将转速降为1r/min,从而齿轮9转一圈即为啤酒灌装机的一个工作周期。
然后运用不完全齿轮9、10使齿轮10在系统60s周期内,30s的时间不转动,另外30s的时间每隔8s转动2s,共转动3次,并将转动通过轴b带动啤酒灌装机功能区c转动,功能区c分为8个区域对应8个啤酒瓶,每个区域有三个小区域对应灌注、压气、压盖三个动作,故每次转动使功能区旋转1/24圈。
2.2.6 进瓶装置设计说明:该传送系统由JO2-31-4电机提供,通过轴1接入,经过减速箱减速得n1=7.5r/min,轮2与轴1固定所以n2=7.5r/min,φ2=200 通过皮带将动力传送至轮3,φ3=130.43,n3=11.5r/min ,轮3与轮4固定,φ4=200,N4=11.5r/m,而轮5又和轮2通过皮带连接,n5=3r/min,φ5=80.在20s 的传送周期内进瓶传送带刚好能传送8个酒瓶,而灌注部分的圆盘刚好能转完1圈。
2.3运动循环图凸轮工作循环图三、机械运动方案的拟定3.1瓶盖拨正装置:旧方案图俯视图:主视图:左视图:原理:瓶盖压紧前放置呈梯形,利用形状特点对瓶盖进行筛选拨正,使最后滑落到传送带上的瓶盖均为开口朝上。
新方案图利用传感器及四杆机构拨正瓶盖原理:利用传感器检测瓶盖正反,当检测到反放的瓶盖时四杆机构启动,拨正瓶盖。
旧方案缺点:①机构复杂、②瓶盖容易卡在里面新方案优点:①机构简单、②可靠性高3.2压盖装置:旧方案:原理:瓶盖顺着轨道滑下进入压盖器再通过简单地齿轮加连杆装置进行下压操作完成压盖新方案:原理:用两个对称的多杆机构控制平板的上下移动,平板链连接的压盖器完成压盖的动作。
其中中心齿轮控制两边齿轮的同步转动,3’为不完全齿轮,实现转动与压盖的交替进行。
旧方案缺点:①:无法进行多个压盖动作的同时进行;②:无控制间歇运动的装置新方案优点:①:能够实现多个压盖动作同时进行②:具有足够的机械利益完成压盖动作3.3旋转机构旧方案:新方案:旧方案未能考虑到工作区的旋转,新方案从中引出一路并通过各个不完全齿轮将不同机构的运动完美地整合在一个工作周期内四、设计计算及运动分析详细计算过程4.1 送瓶机构计算(肖翼龙)根据传送带大小尺寸,取φ4=φ6=φ2=200因为要使传送带线速度V1等于灌注部分圆盘的线速度,已知圆盘线速度V2=1500mm/minV1=V2=N4*r4=1500 可得n4=11.5r/m因为n3和n4固定,所以n3=n4=11.5r/mN3/φ3=N2/φ2,可得φ3=130.43轮5与轮2通过皮带连接,为使灌注转盘V2=V1,已知转盘φ=500,可得N5=3r/minN5/φ5=N2/φ2,得φ5=804.2 瓶盖拨正机构计算(秦天)正视图中,红色为曲柄,蓝色为连杆,黄色为摇杆,图中为两个极限位置。