IAI程序简介-技术交流
培训课程智能简便自働化(LCIA)-机巧改善从入门到精通
培训课程智能简便自働化(LCIA)-机巧改善从入门到精通揭秘日本制造业独特的竞争力以及机巧改善的魅力,中国企业如何借鉴学习,积累自身企业的国际竞争力。
机巧改善产生的背景及特点丰田式智能自働化-机巧改善,以其投资少、设计周期短、灵活、维护成本低、全员参与自主改善等优点,被认为是企业实现转型升级的一种高性价比理性的选择;智能自働化(IAS)-机巧改善,是“大众创新、万众创业”在企业中的精彩应用也是工业4.0智能制造2025的孪生姐妹。
因此,对于号称“世界工厂”的中国制造来说,大力推行智能自働化(IAS)-机巧改善势在必行。
2F课程特色与优势由浅入深:从运用自然法则,到电力、气动的借用、从有动力装置到无动力装置的机巧改善,从机巧改善基础机构到中阶电气化的机巧改善再到伸手触及化等高级机巧改善;工具的道具化、道具的小设备化、治具类、组装作业类、搬运、搬送类、品质安全类等等,面面俱到;道场实践:学员内亲自设计、动手制作,全情体验。
从构思创意开始,再到创意的显在化、草图化,最终完成创意的动手全过程,体验创造的乐趣;视频案例:各种类型机巧改善的视频案例,机巧改善视频体验,打开您的脑洞,拓展您的思维边界,学习完成后对今后的工厂改善有如醍醐灌顶、茅塞顿开;三维立体:从单个机巧改善案例“点”的介绍,到机巧改善改善工序自働化化等“线”的展开,再到企业机巧改善的人才培养和推广应用等“面”的搭建,最终结合TPM实现三维一“体”机巧改善体系的建立。
国内目前体系最健全的机巧改善课程体系,未来已来,你来还是不来?国际对标:全球标杆企业机巧改善展品演示,标杆企业机巧改善理念与文化介绍,洞察全球机巧改善发展风向标,高瞻远瞩,方能立于不败之地。
课程收益与目标树立正确的自动化实施观念,彻底改变对自动化设备的传统认知:盲目追求高速度、大批量生产及泛用化高成本的设计理念及投资方向。
通过道场实际应用案例的体验,深刻认知“智能自働化(IAS)-机巧改善”的优势。
IAI样机操作手册

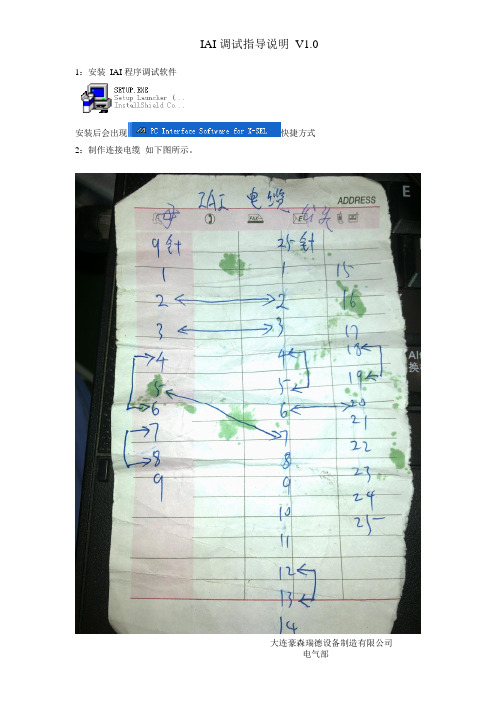
IAI 样 机 操 作 手 册南京三迪自动化设备有限公司 2013年11月25日1、样机准备:电缸、电缆、控制器、电源、通信线、装软件的电脑或者手编器,I/O电缆看情况而定2、演示前接线联机电源和控制器端子的连接马达电缆连接到控制器通信线缆连接到控制器和电脑控制器开关拨到MANU(带刹车的注意刹车的解除)3、确认接线正常后,开启电源首次使用的电缸,首先要找到端口,选择正确的端口才能连接(端口号在 计算机‐属性‐设备管理器里面)如果在客户电脑上用,第一次安装软件的时候,可能找不到端口,要注意安装驱动确认好端口号,按确定键后就可以进行连接:这样就显示连接上,然后会跳出以下页面示教模式1的最高速度是100mm/s, 示教模式2可以按照电缸参数标定的速度动作如果是脉冲型控制器,第一次用时会显示如下功能表:在这个页面下,先按伺服键,再按原点键,电缸的初始动作完成;可以按前进和后退键来进行电缸的动作。
JOG时候的速度可以进行调整。
当前位置是表示电缸的滑块所处的位置,在前进和后退的时候数值是实时变化的! (下表是操作后的页面情况)因为脉冲型控制器还有点位型的功能,可以通过25号参数来设置,数值从0‐5的定义如下表:打开参数‐编辑25号参数的初始值是6,可以改成0‐5(PIO模式见前表)每个脉冲值的设定:25号参数初值是6的时候是脉冲模式,可以根据你自己的需要来设定每个脉冲的距离(单位移动量):电子齿轮分子、分母分别是65、66号参数,编码器脉冲数是800,滚珠丝杠的导程根据电缸而定。
这一步在电脑里无法演示,客户用PLC来控制做的时候要能给客户介绍设定方法!25号参数设置成0(保存参数、重启控制器后),显示页面如下:伺服和原点按键确认后电缸完成原点动作,根据需要的数值输入到位置表格:保存数据后,按连续移动键,电缸就可以循环动作。
左边的键是单步动作键,右边是暂停键。
该位置数据表里的速度、加减速度是可以设定的,区域位置也可以设定,还有调压模式和增量模式等功能(参看控制器的操作手册) 点位型控制器有三种位置输入法:1、直接把位置数值写入位置数据表2、用JOG功能把滑块动作到相应的位置,然后按下位置写入键3、把伺服键OFF,拨动滑块,可以把当前位置写入位置数据表里的数值对应的是I/O线上的一个个端口,I/O线的端口功能如下:(详细功能需要参看PCON说明书)。
X-SEL 双轴IAI说明书
为保证安全在微动之前,请先确定XY轴在可移动的位置!!并将速度设定在30左右。
③双轴微动OK后,可以进行确定原点,基准点的操作。最好将基准点先确定好,这样会大量减少因移动胶头位置导致的胶线更改。
④加速度减速度正常情况下不需要更改
9:保存位置点。
如图所示,将所要保存的点依次保存下来
:保存所选轴的位置
解决方案:按住错误复位按钮5秒左右,重启IAI控制器即可
PS:要确定在下载IAI配置文件时,已经支持外部复位命令。如图所示
此位置应为1
3:IAI手动连线模式下显示的位置与实际目测的位置相差很大。
例如X轴方向是一根600MM的轴,走了一半,控制器就报警提示已经走到极限位置。
此时应先检查IO配置文件如图所示。
10:程序编辑
①界面介绍
B:调试程序(貌似是不执行此段程序)
E:扩张条件→与或
N:扩张条件→非
Cnd:输入条件
Cmnd:命令,宣言
Operand1:操作1
Operand2:操作2
Pst:输出部.有些特殊命令能用到
Comment:注释
PS:详细介绍请参阅X-SEL-中文.pdf第85页。
②如图所示,主程序1
此界面是XY双轴界面
1、2选择框是选择轴,如果想微动12轴,选上即可。
SV:私服电机上电
:选中的单轴JOG-
:选中单轴JOG+
:显示窗内显示出XY轴当前位置值。
Vel:微动速度
Acc:加速度
Dcl:减速度
:下载程序
:保存所选轴的位置
:双轴一起微动
:单步运行(程序或点位置)
:连续运行(程序或点位置)
:动作停止
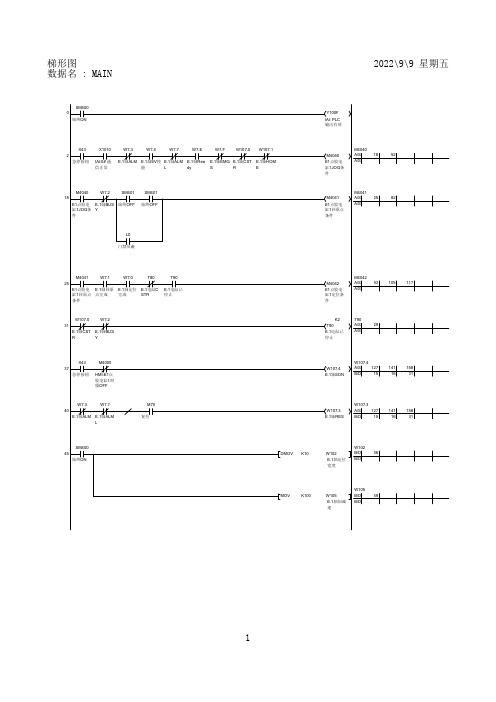
三菱Q系列PLC程序模板-程序案例:IAI电缸CC-LINK(新版)
M4002
HMI:E1点 胶电缸1J OG+
M4003
HMI:E1点 胶电缸1J OG-
M4004
HMI:E1点 胶电缸1J OG/微动
M300 69
手动模式
M4005
HMI:E1点 胶电缸1刹 车打开
M4001
M300
76
HMI:E1点 手动模式
胶电缸1回
原点
M4041
E2点胶电缸2位置4 E2点胶电缸2位置5 E2点胶电缸2位置6 E2点胶电缸2位置7 E2点胶电缸2位置8 E2点胶电缸2JOG条件 E2点胶电缸2回原点条件 E2点胶电缸2定位条件 始终ON 始终OFF 仅限RUN后1次扫描为ON 仅限RUN后1次扫描为OFF 0.01秒时钟 0.1秒时钟 0.2秒时钟 1秒时钟 2秒时钟 2n秒时钟 2n(ms)时钟 用户定时时钟No.0 用户定时时钟No.1 用户定时时钟No.2 用户定时时钟No.3 用户定时时钟No.4 门禁屏蔽 启动按钮 停止按钮 复位按钮 急停按钮 主机前安全门禁 主机左安全门禁 主机后安全门禁 主机下安全门禁 IAI: 网关报警号0 IAI: 网关报警号1 IAI: 网关报警号2 IAI: 网关报警号3 IAI: 网关报警号4 IAI: 网关报警号5 IAI: 网关报警号6 IAI: 网关报警号7 IAI: SEMG所有轴停止 IAI: 空 IAI: 网关轻微错误 IAI: 网关严重错误(重启) IAI: MANU(手动中) IAI: 网关通信异常ON IAI: ERR-C ON IAI: 网关正常 IAI:0# 通信正常 IAI:1# 通信正常 IAI:2# 通信正常 IAI:3# 通信正常 IAI:4# 通信正常 IAI:5# 通信正常 IAI:6# 通信正常 IAI:7# 通信正常 IAI:8# 通信正常 IAI:9# 通信正常 IAI:10# 通信正常 IAI:11# 通信正常 IAI:12# 通信正常 IAI:13# 通信正常 IAI:14# 通信正常 IAI:15# 通信正常 IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:..... IAI:.....
IAI SEL编程指令
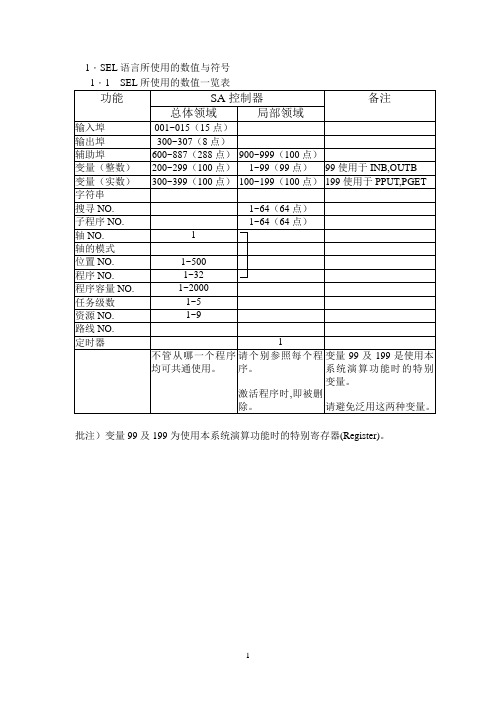
1.SEL语言所使用的数值与符号批注)变量99及199为使用本系统演算功能时的特别寄存器(Register)。
●关于备用电池领域当控制器再度打开电源时,其内部状态除了备用电池领域以外,均被删除(紧急停止时的状态也相同)。
程序(停止)。
输出埠(删除)。
局部辅助埠(FLAG) (删除)。
局部变量(删除)。
原点位置(删除)。
总体辅助埠(FLAG) (保持原状)。
全局变量(保持原状)●关于SEL语言所使用的数值范围使用的数值为整数及实数。
但是请充分注意有以下几点限制事项。
1.关于控制器内部处理(计算机)整数以±2,147,483,648或者实数以单精度浮动小数点±3.4×1038做为理论性的处理。
2.现实制约开发初期的基本程序工具为LCD(液晶显示)的教导器,其结果针对输入或输出程序上有下列限制:整数-9,999,999~99,999,999实数-999,999~9999,999或者-.999999~.9999999总之包含符号小数点8位数值,为程序处理数值的限度。
另外,用浮动小数点演算之后,其有效数值只能保证到7位数为止,因为其中含括了浮动小数点的特有误差,再此请多予以谅解。
3.关于位置数据位置数据处理以内部的整数数据为主,但是在演算过程里都是取实数。
如果以±9999,999处理的话是不会有问题的,然而将位置数据视为一般数据进行内部演算的结果之下(反复乘除算),最后位数的精度就会产生问题。
在使用时请充分斟酌以上几点。
特别是在使用实数的比较演算上,如果采用CPEQ命令的话几乎不会一致。
此时必须并用大小关系的CPLE/CPGE命令。
1.2 SEL语言所使用的符号SEL语言所使用的符号内容说明如下。
2.输入埠与输出埠2.1输入埠使用于限位开关(Limit Switch)与检测开关(Sensor Switch)等之输入埠。
2.2 输出埠使用于各种输出埠。
2.3SA控制器输出入埠一览表所谓FLAG就是旗子的意思,然而意义的内容就是指利用“内存”执行数据的SET与RESET功能。
iai电缸全系列及用途

V I S U A L I N D E X V I S U A L I N D E Xh t t p ://w w w .i a i -r o b o t .c o .j p /h t t p ://w w w.i a i -r o b o t.c o.j p/003p 021p 029p 041p 053p 057p 071p 121p 129p 131p 135p 141p 145p149p 153p 161p 173p 177p 183p 187p 189p 199p083p 089p 101p 107p065p007p 011p 015p215p 269p 343p 355p 365p375p 415p 425p317p 321p279p 281p 287p 291p 303p255p 261p221p 227p 233p 239pERC2RCP3RCP2RCP2RCS2RCS2RCA2RCP2CR RCP2CR RCACR RCACR RCS2CR RCS2CRERC2RCP2RCA RCS2RCS2RCS2按应用领域区分机种说明按应用领域区分机种说明按应用领域区分机种说明控制器内置型是将控制器设于驱动轴本体内的价格优廉的驱动轴。
由于无需设置控制器的空间,所以能够实现电气控制柜的小型化。
凭借接近于气缸的低廉价格,能够用于替换气缸。
控制器内置型(滑块/拉杆型)当在1台装置上使用多个驱动轴时搬送、升降、推出、推压特点用途让本体上的滑块前后移动,进行定位。
由于内置直线导轨,所以直进性优异,也能够对应偏负载。
马达安装方法可在联轴器、直接、折返3种类型中选择。
滑块型直线上的搬送、定位将轴组合使用,进行产品的拾取&放置特点用途拉杆从本体伸缩,进行定位及推压。
导杆方面,可从无导杆/单导杆/双导杆3种类型中进行选择。
马达安装方法可在联轴器、直接、折返3种类型中选择。
拉杆型工件及堆料机的升降产品推出(推进)工件的压入、嵌合特点用途本体上的平台及臂杆滑动,进行定位及推压。
IA系统的进一步介绍

致华润电力(贵州)煤电一体化有限公司:关于I/A 系统进一步的介绍:1.卡件电源的提供I/A Series 系统I/O控制机柜能同时接受从电源分配柜来两路独立的220V交流电源,每个机柜配置2个冗余的220VAC转24V直流电源模块,给机柜内控制器及卡件供电。
柜内控制器和I/O模块的底板均同时接受2路24V直流电源,两路电源同时工作,无需切换,任何一路电源失电都不会影响系统正常工作。
这种电源设计的好处是两路电源无需切换,避免切换过程中出现意外导致机柜内部设备电源失去,从而影响正常运行。
如下图所示为I/O机柜内电源供电原理图:上图所示的电源模块为220VAC转24VDC电源模块。
2.上位机数据点和趋势的调用DCS具有标准的单点详细显示,显示所有参数、显示一个参数、控制点的全部信息以及实时趋势和历史趋势。
从调整画面也可以直接对模拟回路进行设定、调整操作。
DCS具有标准的趋势显示,系统具有显示高速公路上任何数据点的趋势的能力,并在同一座标轴上显示至少四个变量的趋势记录曲线,有可供用户自由选择的参数变量、不同颜色和不同的时间间隔,也可以对数据轴进行任意放大显示。
3.事故追忆的实现通过对需要事故追忆的相关I/O测点进行组态,确保这些I/O点进入历史数据库。
当检测到事故触发信号时,就会产生事故追忆记录,事故追忆记录的前后时间可根据用户的要求进行设定并进行打印,并用于事故分析。
4.IA 图形化组态工具最新组态软件包(FCS)使得I/A Series系统控制软件功能更强大,组态更加直观、高效,画面显示功能更强大,为项目提供了更加安全可靠、稳定的控制系统,提高了工程生产率和节约了工程时间。
I/A Series系统最新版的FCS控制软件包采用了目前最先进的ArchestrA技术并集Wonderware产品优势于一体,使得工程组态更简单、快捷、高效、直观,人机界面功能更加丰富和直观,系统具有高度可靠性、稳定性和最大限度的开放性,强大的数据库功能可以使I/A Series系统与各种数据库相连。
IAI电缸 RCP2-SA6C 技术手册
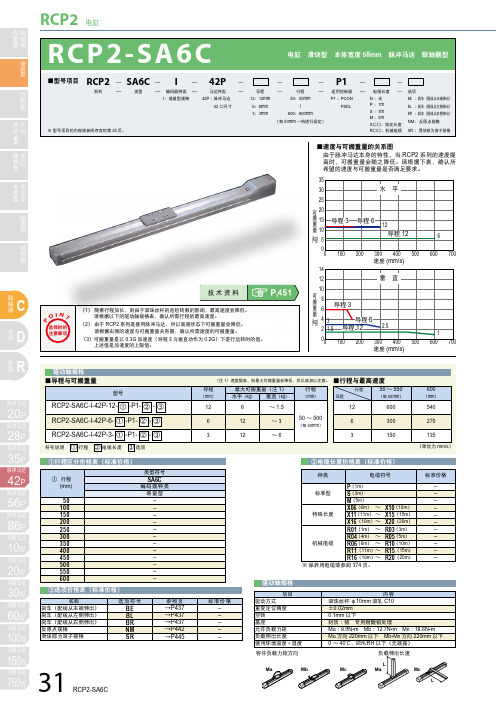
43 58
※ 带刹车型号,全长会增加 40mm(配线从末端 伸出时会增加 53.3mm),重量会增加 0.4kg。
■按行程区分尺寸 • 重量
行程
50 100 150 200 250 300 350 400 450 500 550 600
L A B C D E F H P 重量 (kg)
300 350 400 450 500 550 600 650 700 750 800 850
6
12
~3
50 ~ 500
6
(每 50mm)
3
12
~6
3
300
270
150
135
符号说明 ① 行程 ② 电缆长度 ③ 选项
(单位为 mm/s)
P
①行程区分价格表(标准价格)
① 行程 (mm)
50 100 150 200 250 300 350 400 450 500 550 600
类型符号
SA6C 编码器种类
Ma உડ! ؚ٤নᎳၤə3
Ћ8
16
2.7
ME
SE
(3.1)
19.5 21 19.5
8 23 8 31
˄ਭ૾ৱُ࢞ ±0.02˅!
ᄵ!ڋ
4ˉM5 ແ 9 L
32 ±0.02 50
115
2ˉЋ5H7 ແ 6
119 3 ኊ !ݞME ə2 (2.2)
(240)
ݢେਾဂ ə1
59.5 43 10 6.5 28
500
600
700
型号
导程
(mm)
最大可搬重量(注 1) 水平(kg) 垂直(kg)
行程
(mm)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
IAI编程语言简介
SEL语言的最大特征就是拥有极为简单的命令构造。
为了让构造变得简单,不需要编译程序(翻译计算机语言),而是利用翻译程序(一边翻译一边动作)以执行高速动作。
SEL语言的构造
1#喷涂受取机械手程序做示例
根据设定操作2的时间,可以用一定时间予以停止。
设定范围为0.01~99秒。
过了一定时间时,即输出ON。
(仅限于有操作2的情况下)
WT××
ON ...等待输出入埠.FLAG为ON状态。
OF ...等待输出入埠.FLAG为OFF状态。
〔例1〕WTON 5 等待输入埠15为ON状态。
为止的反转ON. OFF功能。
BT××
ON ...为ON的状态。
OF ...为OFF的状态。
NT ...为反转的状态。
〔例1〕BTOF 301 315 让输出埠301-35都置OFF。
回归原点轴会自动变成伺服ON的状态。
在开始执行回归原点时,即输出OFF。
结束时即输出ON。
〔例1〕HOME 10 轴2回归原点。
HOME 1 301 轴1回归原点,并输出301。
移动传动装置。
(Point To Point )。
开始移动轴的时候,即输出OFF。
结束时,即输出ON。
〔例1〕MOVP 1 303 将轴移动到位置NO.1的位置,并置ON点303。
上述条件成立时跳转到程序段2
〔例1〕TAG 2 设定搜寻。
.
.
.
GOTO 2 跳到搜寻1。
附录:1#喷涂受取机械手程序。