焊接工艺规程WPS模版
预焊接工艺规程pWPS

Contact Tip To Weld Part Distance Hammer Beat
其他:Others环境温度>15℃相对湿度<90%
编制/日期
Prepared By & Date
审核/日期
Reviewed By & Date
批准/日期
Reviewed By & Date
NB/T47014-2011预焊接工艺规程(pWPS)
焊接位置:Position Of Welding
对接焊缝的位置1G
Position Of Butt Weld Flatness
焊接方向(向上、向下)/
Direction Of Welding(Up ward, Down ward) Nhomakorabea角焊缝位置/
Position Of Fillet Weld
厚度范围:
Thickness
母材:对接焊缝(mm)5≤T≤24mm角焊缝(mm)/
Base Metal :Butt weld Fillet weld
管子直径范围:对接焊缝(mm)/角焊缝(mm)/
Tube Diameter: Butt weld Fillet weld
管子壁厚范围:对接焊缝(mm)/角焊缝(mm)/
Tube Wall Thickness: Butt weld Fillet weld
焊缝金属厚度范围:对接焊缝(mm)0-24 mm角焊缝(mm)/
Weld Metal Thickness: Butt weld Fillet weld
其他:/
Others
焊接材料:Welding Material
焊材类别W. M. Category
ASME WPS模板

WELDING PROCEDURE SPECIFICATIONS(WPS)焊接工艺规程(WPS)Prepared by编制Approved by批准WPS No.焊接工艺规程编号Limitation限制:Revision No.修改号Date日期Supporting PQR No.(s)依据的PQR编号Welding Process(es)焊接方法Type(s)(Automatic,Manual,Machine,or Semi.Automatic自动,手工,机动或半自动) JOINTS接头(QW-402)Joint Design接头形式Root Spacing对接间隙Backing衬垫:Yes有No无BackingMaterial(Type)衬垫材料(类型)(Refer to both backing and retainers有关两面的和金属成型块)□Metal金属□Nonfusing Metal不熔金属See Production Drawing参见产品图□Nonmetallic非金属□Other其他Sketches, Production Drawings, Weld Symbols, or Written Description should showthe general arrangement of the parts to be welded. Where applicable, the details ofweld groove may be specified.[At the option of the manufacturer, sketches may beattached to illustrate joint design, weld layers, and bead sequence(e.g., for notchtoughness procedures, for multiple process procedures, etc.)]应当用简图、施工图、焊接代号或文字说明来说明被焊零件布置,需要时,可给出根部详图[根据制造者的选择,可附简图说明接头形式、焊层数和焊道的顺序(例如,对于有缺口韧性要求的焊接工艺、对于多道焊工艺等)]*BASE METALS母材(QW-403)P-No. Group No.组号与P-No. Group No.组号OR或Specification and type/grade or UNS Number标准号与钢号/等级或UNS号to Specification and type/grade or UNS Number标准号与钢号/等级或UNS号OR或Chem. Analysis and Mech. Prop.化学成分和力学性能为to与Chem. Analysis and Mech. Prop.化学成分和力学性能为Thickness Range厚度范围:Base Metal母材:Thickness Range评定公称厚度Maximum Pass Thickness 最大焊道厚度1/4 in.(6mm) (Yes是) (No否)Other其它*FILLER METALS填充金属(QW-404) 1 2Spec. No.标准号(SFA)AWS No.(Class分类号)F-No.A-No.Size ofFiller Metals填充金属尺寸Filler Metal Product Form填充金属产品型式Supplemental Filler Metal辅助填充金属Weld Metal Thickness Range焊缝金属厚度范围:Groove坡口焊缝Fillet角焊缝Electrode-Flux焊丝-焊剂(Class分类号)Flux Type焊剂类型Flux Trade Name焊剂商品名称Consumable lnsert可熔化嵌条Other其它*Each base metal-filler metal combination should be recorded individually.每种母材和填充金属的组合应分别记录。
WPS 焊接工艺规程
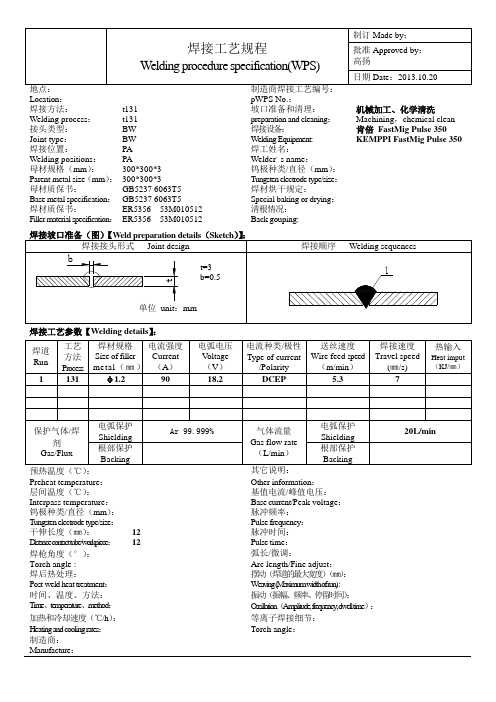
Location:pWPS No.:焊接方法:t131 坡口准备和清理:机械加工、化学清洗Welding process:t131 preparation and cleaning:Machining,chemical clean 接头类型:BW 焊接设备:肯倍FastMig Pulse 350 Joint type:BW W elding Equipment: KEMPPI FastMig Pulse 350 焊接位置:PA 焊工姓名:Welding positions:PA Welder,s name:母材规格(mm):300*300*3 钨极种类/直径(mm):Parent metal size(mm):300*300*3 Tungsten electrode type/size:母材质保书:GB5237 6063T5 焊材烘干规定:Base metal specification:GB5237 6063T5 Special baking or drying:焊材质保书:ER5356 53M010512 清根情况:Filler material specification:ER5356 53M010512 Back gouping:焊接工艺参数【Welding details】:Preheat temperature:Other information:层间温度(℃):基值电流/峰值电压:Interpass temperature:Base current/Peak voltage:钨极种类/直径(mm):脉冲频率:Tungsten electrode type/size:Pulse frequency:干伸长度(㎜):12 脉冲时间:D i s t a n c e c o n t a c t t u b e/w o r k p i e c e:12 Pulse time:焊枪角度(°):弧长/微调:Torch angle : Arc length/Fine adjust:焊后热处理:摆动(焊道的最大宽度)(㎜):Post-weld heat treatment:W e a v i n g(M a x i m u m w i d t h o f r u n):时间、温度、方法:振动(振幅、频率、停留时间):T im e、tem perature、m ethod:O s c i l l a t i o n(Am p l i t u d e,f r e q u e n cy,d w e l l t i m e):加热和冷却速度(℃/h):等离子焊接细节:Heating and cooling rates:Torch angle:制造商:Manufacture:。
焊接工艺设计规程(WPS)

WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)。
焊接工艺规程(WPS)

FORM:WPS
CCS-WPS Rev.1.1/20080515-1/1 焊接工艺规程(WPS)
工作控制号:SH09OS00231-2-1
焊接工艺名称及编号脱氧钢板氩弧焊焊接工艺WPS09-09-02-1 制造厂名称及地址申佳船厂上海市浦东新区浦东大道2311号适用板材(钢管)规格/材质:厚度1.25~5mm/TU2
焊接方法:GTAW 接头型式:对接单道焊□X
多道焊□一
组合焊□一单面焊□X 双面焊□一背面清根□一
焊接位置:1G 焊接顺序:
母材牌号/级别/交货状态:TU2 焊接设备的型号和主要性能参数:500GP 母材板厚:2mm 是否带车间底漆:否气体种类:Ar 管子外径尺寸:焊道布置和焊接顺序(草图)坡口设计、加工要求和衬垫型式(草图)
焊接参数
焊接次序焊接方法焊材直径
(mm)
电流种类和
极性
焊接电流
(A)
电弧电压
(V)
焊接速度
(cm/min)
单产/多
道
热输入*
[KJ/cm]
气体流量
(1/min)
1 氩弧焊Φ1.
2 直流
正接
170-190 25-30 8-15 单道10-15
*如有必要时
焊接材料(型号/规格/等级):S221/Φ1.2
衬垫材料:施焊环境:车间
焊前预热温度(℃)道闸温度(℃)焊后热处理:
最低值最低值最高值150
其它有关特殊要求:
签名:
制造厂代表(SunXingbao) 日期2014年04月18日CCS验船师(ZhuZhenggang) 日期2014年04月21日
0.5-2。
焊接工艺规程WPS模版
钢号/等级为 Specification Type and Grade St52-3 化学成分/力学性能为 Chem.Analysis and Mech. Prop. 厚度范围 Thickness Range: 母材 Base Metal:
与钢号/等级为 to Specification Type and Grade
(Continuous or special heating where applicable shall be recorded) 电特性 ELECTRICAL CHARACTERISTICS 交流或直流 Current AC or DC DC 电流(范围) Amps(Range) see below
Carbon arc gouging 、 Grinding 碳弧气刨、磨 NA NA Multiple 多道焊
电压范围 Volt. Range
焊接速度范围 Travel Speed Range
其 它 Other
8-12cm/min 8-12cm/min
8-12cm/min 8-12cm/min
焊接工程师 PREPARED BY:
电压(范围) Volts(Range)
钨极尺寸和类型(纯钨极或 2%钍钨极等) Tungsten Electrode Size and Type(Pure.Tungsten.2% thoriated.etc.) 金属过渡方式(射流或短路等) Mode of Metal Transfer for GMAW (Spray arc, short circuiting arc, etc.) 送丝速度范围 Electrode Wire Feed Speed Range 施焊技术 TECHNIQUE 无摆动焊或有摆动焊 String or Weave Bead 喷孔或喷嘴尺寸 Orifice or Gas Cup Size
(最新)焊接工艺规程(WPS)

WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )Welding Process(es)焊接方法GTAWType (manual, automatic, machine, semi-auto ) 自动化等级(手工,自动,机动,半自动)Manual 手工JOINTS 接头:Joint type 接头形式: V/Permanent Backing 衬 垫:NOBacking Material 衬垫材料:/BASE METALS 母材P No. 1 Group No. 1 To P No. 1 Group No. 1Type or Grade 型号和等级A106B 、A53Thickness 厚度范围: Base Metal 母材: Groove 坡口焊 3〜5mm Fillet 角焊 _____________ N O __________________Pipe Dia. 管子直径范围: Groove 坡口焊 No Limited Fillet 角焊 _________________________________ N O __________________ Other 其他 _______________________________________________ NO _______________________________________________FILLER METALS填充金属SFA Specification 标准号: 5.18 AWS Classification等级:ER70S-6F-No.:6A-No.:1Size of Filler Metal 焊条(丝)直径:-------------------------- ① 2.0mm --------------------Weld Metal Thickness Range 熔敷焊缝金属厚度范围:WPS No.焊接工艺规程编号 Procedure Qualification Record No.FTLS MPS-GD-001 CNI23-SZ-PQR-09-016Date/日期 2011-05-25REV.版本号WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )Current 电流 AC 或 DCDCAmps (A)安培(范围) See Below Table Polarity 极性 _________________ Volts(V)伏特DCENSee Below TableTungsten electrode size车乌极尺寸和类型: 中2.5mm 铺车乌极 Mode of metal transfer for GMAW 金属过渡方式(GMAW): N/AElectrode wire speed range 送丝速度范围: N/AString or Weave Bead 直进焊或横摆焊: Orifice gas cup size 喷嘴或喷嘴尺寸:__________ Initial and interpass cleaning (Brushing or grinding,etc.) Method of back gouging 背面清根方法: _________ Oscillation 横摆方法:____________________________ Distance from contact tube to work piece 导电嘴至工件距离:Multiple or single pass (per side) 多焊道或单焊道: Multiple or single electrode 多丝焊或单丝焊: ________________Travel Speed (Range) 焊接速度(范围): _____________________Peening 捶击有无: _______________________________________ Other 其它:TECHNIQUE 焊接技术String Bead 无摆动 中 12~14mm 底焊道和中焊道清理方式(刷理或打磨等):Grinding/打磨NO/无 NO 5~10mm Multiple/ 多焊[首 Single electrode 单丝焊 See Below Table NO NOWeld Layer(s) 焊层 Process 焊接 方法 Filler Metal 填充金属 Current(A)电流 Volt.Range Travel Speed GTAW GTAWClass 种类ER70S-6 ER70S-6Dia.(mm) 直径 中2.0中2.0Polarity 极性 DCEN DCENAmp.Range 安培 60~80 60~90(V)电压 范围 10~13 10~15Range (cm/min) 焊接速度范围5~8 6~8Note 备注 15~20 15~20WELDING PROCEDURE SPECIFIATION 焊接工艺规程(WPS )SFA Specification 标准号: ____________________ 5.18/5.1标准号:____________________AWS Classification 等级:_________________ ER70S-6 __F-No. : __________________ 6 ______A-No. : __________________ 1 ______Size of Filler Metal 焊条(丝)直径: _________________ ① 2.4/3.2mmWeld Metal Thickness Range 熔敷焊缝金属厚度范围:Groove 坡口焊缝:----------------- 5~7mm ------Fillet 角焊缝: NO Wire-flux (category No.) 焊丝一焊剂(分类号): NO Wire, Electrode, Flux trade name 焊丝、焊条、焊剂商标名称: TianTai 天泰 Consumable insert 可熔化嵌条: NO Other 其他 NOWELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )POSITIONS 焊接位置 Position of Groove 坡口 的位置:Weld progression 焊接方向:Fillet Weld Location 角焊位置: POSTWELD HEAT TREATMENT 焊后热处理Preheat temp min最小预热温度 1G/2G/5G 向上 NO PREHEAT 预热处理 10 C Interpass temp max最大层间温度250 C Preheat maintenance预热保持方式N/A Temperature 温度范围:NOTime 时间范围NOGAS 气体gas(es) % flow rate composition 流量气体 混合比Shielding Ar99.99% 15~20L/min保护气Trailing NO NONO尾部保护气BackingNO NONO背部保护气Current 电流 AC 或 DC DC ELECTRICAL CHARACTERISTICS 电特性 DCEN Polarity 极性Amps (A )安培(范围)See Below Table Volts(V)伏特 See Below Table Tungsten electrode size 车乌极尺寸和类型: Mode of metal transfer for GMAW 金属过渡方式(GMAW):中2.5mm 铺车乌极 N/A Electrode wire speed range 送丝速度范围:N/A String or Weave Bead 直进焊或横摆焊Orifice gas cup size 喷嘴或喷嘴尺寸: Method of back gouging 背面清根方法Oscillation 横摆方法:________________ N/A Distance from contact tube to work piece 导电嘴至工件距离: Multiple or single pass (per side) 多焊道或单焊道: ________ Multiple or single electrode 多丝焊或单丝焊: Travel Speed (Range) 焊接速度(范围): _____________________Peening 捶击有无: _______________________________________ 5~10mm Multiple/多焊道 Single electrode_单丝焊 See Below TableNOWELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )China Nuclear Industry 23 rd Construction Co.中国核工业二三建设公司Company Name公司名称WPS No.焊接工艺规程编号 FTLS MPS-GD-003 Date/日期 2011-05-25Procedure Qualification Record No.焊接工艺评定记录编号CNI23-SZ-PQR-09-015REV.版本号 Welding Process (es )焊接方法GTAW/SMAWType(manual, automatic, machine, semi-auto) 自动化等级(手工,自动,机动,半自动) JOINTS 接头:Joint type 接头形式: V/Permanent Backing 衬 垫:NOBacking Material 衬垫材料:/P No. Group No. To P No.Type or Grade 型号和等级 A106B 、A53Thickness 厚度范围:Base Metal 母材:Groove 坡口焊 6-10mm Fillet 角焊 _______________________ NO _________________ Pipe Dia. 管子直径范围: Groove 坡口焊 __________ No Limited ______ F illet 角焊 _____________ NO ________________ Other 其他 _______________________________________________ NO ________________________________________________FILLER METALS 填充金属SFA Specification 标准号: 5.18/ 5.1AWS Classification 等级: ____________ ER70S-6/E7016 F-No. : __________________ 6/4 _____ A-No. :__________________ 1 ______ Size of Filler Metal 焊条(丝)直径: _________________ ①2.4/3.2mmWeld Metal Thickness Range熔敷焊缝金属厚度范围:Groove 坡口 焊缝:_________________ 6〜10mmTungsten electrode size车乌极尺寸和类型:Mode of metal transfer for GMAW 金属过渡方式(GMAW):Electrode wire speed range送丝速度范围:Multiple/ 多焊[首 Single electrode 单丝焊 See Below TableWire, Electrode, Flux trade name 焊丝、焊条、焊剂商标名称: TianTai 天泰Consumable insert 可熔化嵌条: NO Other 其他NOWELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )POSITIONS 焊接位置Position of Groove 坡口 的位置: Weld progression 焊接方向: Fillet Weld Location 角焊位置:1G/2G/5G 向上 NOPREHEAT 预热处理Preheat temp min 最小预热温度 10 C Interpass temp max 最大层间温度 250 C Preheat maintenance预热保持方式N/ACurrent 电流 AC 或 DCDCPolarity 极性DCEN/DCEP Amps (A )安培(范围) See Below TableVolts(V)伏特See Below Table 中2.5mm 铺车乌极 N/A N/A5~10mm Distance from contact tube to work piece 导电嘴至工件距离: Multiple or single pass (per side) 多焊道或单焊道: Multiple or single electrode多丝焊或单丝焊:Travel Speed (Range) 焊接速度(范围): _____________________ Peening 捶击有无: _______________________________________NOWELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )Procedure Qualification Record No.焊接工艺评定记录编号Welding Process(es)焊接方法JOINTS 接头:Joint type 接头形式: V/Permanent Backing 衬 垫:NO Backing Material 衬垫材料:BASE METALS 母材P No. 1 Group No. 1 To P No. 1 Group No. 1Type or Grade 型号和等级 A106B 、A53Thickness 厚度范围: Base Metal 母材: Groove 坡口焊 NO Fillet 角焊3〜5mm Pipe Dia. 管子直径范围:Groove 坡口焊 NO Fillet 角焊 No LimitedOther 其他 _______________________________________________ NO ________________________________________________FILLER METALS填充金属SFA Specification 标准号: AWS Classification 等级: F-No.: A-No.:Size of Filler Metal 焊条(丝)直径: Weld Metal Thickness Range熔敷焊缝金属厚度范围:Groove 坡口焊缝: Fillet 角焊缝:WPS No.焊接工艺规程编号 FTLS MPS-GD-004 Date/日期2011-05-25 CNI23-SZ-PQR-09-016REV.版本号 GTAW Type(manual, automatic, machine, semi-auto)自动化等级(手工,自动,机动,半自动)Manual 手工5.18ER70S-66 1① 2.0mm___ NO 3.0-5.0mmNOWire-flux (category No.) 焊丝一焊剂(分类号):Consumable insert 可熔化嵌条: Other 其他WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )Tungsten electrode size车乌极尺寸和类型: Mode of metal transfer for GMAW 金属过渡方式(GMAW):Electrode wire speed range送丝速度范围: ____________________________________ NA _________________________TECHNIQUE 焊接技术String or Weave Bead 直进焊或横摆焊: ___________________________ String Bead 无摆动 _____________________________Orifice gas cup size 喷嘴或喷嘴尺寸: ① 10~14mm Initial and interpass cleaning (Brushing or grinding,etc.) 底焊道和中焊道清理方式 (刷理或打磨等): Grinding/ 打磨Method of back gouging背面清根方法: NO/无Oscillation 横摆方法: _______________________________________________ / _____________________________________________ Distance from contact tube to work piece 导电嘴至工件距离:______ 5~10mm __________________________________Multiple or single pass (per side) 多焊道或单焊道: __________________ Multiple/ 多煌谐 ________________________________Multiple or single electrode多丝焊或单丝焊: Single electrode 单丝.焊Travel Speed (Range) 焊接速度(范围): See Below TablePeening 捶击有无: _________________________________________________ NO _______________________________________NO NOPOSITIONS 焊接位置Position of Groove 坡口 的位置: Weld progression 焊接方向: Fillet Weld Location 角焊位置:NO 向上 1F/2F/2FR/4F/5FPREHEAT 预热处理POSTWELD HEAT TREATMENT 焊后热处理Temperature 温度范围: Time 时间范围:NO NOPreheat temp min 最小预热温度 10 C Shielding 保护气 Interpass temp max 最大层间温度 250 C Trailing 尾部保护气 gas(es) 气体ArNO Preheat maintenance 预热保持方式N/ABacking 背部保护气NOCurrent 电流 AC 或 DC DCAmps (A)安培(范围)GAS 气体%composition 混合比99.99% NO NOflow rate 流量 15~20L/minNO NOELECTRICAL CHARACTERISTICS 电特性DCENPolarity 极性See Below Table Volts(V)伏特See Below Table①2.0/2.5mm 铺车乌极N/AWELDING PROCEDURE SPECIFIATION 焊接工艺规程(WPS )Company Name China Nuclear Industry 23 rd Construction Co.公司名称中国核工业二三建设公司(BASE METALS 母材P No. 1 Group No. 1 To P No. 1 Group No. 1Type or Grade 型号和等级A106B、A53Thickness 厚度范围:Base Metal 母材:Groove 坡口焊NO Fillet 角焊5~7mmPipe Dia. 管子直径范围:Groove 坡口焊NO Fillet 角焊No LimitedOther 其他_______________________________________________ N O ________________________________________________FILLER METALS 填充金属SFA Specification 标准号: 5.18/5.1AWS Classification 等级:ER70S-6F-No. : __________________ 6______A-No. : __________________ 1______Size of Filler Metal 焊条(丝)直径:_________________ ① 2.4/3.2mmWeld Metal Thickness Range 熔敷焊缝金属厚度范围:Groove 坡口焊缝:____________________ NO_____Fillet 角焊缝:_________________ 5~7mm ____Wire-flux (category No.)焊丝一焊剂(分类号): ____________________ NO _____Wire, Electrode, Flux trade name 焊丝、焊条、焊剂商标名称:_________________ TianTai 天泰Other 其他 NOWELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS )POSITIONS 焊接位置 Position of Groove 坡口的位置: NO Weld progression 焊接方向:向上 Fillet Weld Location 角焊位置: 1F/2F/2FR/4F/5F PREHEAT 预热处理 Preheat temp min最小预热温度 10 C Interpass temp max最大层间温度250 C Preheat maintenance预热保持方式N/ACurrent 电流 AC 或 DCDC ELECTRICAL CHARACTERISTICS 电特性DCEN Polarity 极性 Amps (A ) 安培(范围)See Below Table 见下表 Volts(V)伏特 See Below Table 见下表 Tungsten electrode size 车乌极尺寸和类型: ①2.0/2.5mm 铺鸨极 Mode of metal transfer for GMAW 金属过渡方式(GMAW): N/A Electrode wire speed range 送丝速度范围:N/A String or Weave Bead 直进焊或横摆焊: Orifice gas cup size 喷嘴或喷嘴尺寸:__________ Initial and interpass cleaning (Brushing or grinding,etc.)Method of back gouging 背面清根方法: ___________ Oscillation 横摆方法: ____________________________ TECHNIQUE 焊接技术String Bead 无摆动 中 10~14mm底焊道和中焊道清理方式(刷理或打磨等):Grinding/打磨NO NO Distance from contact tube to work piece 导电嘴至工件距离: Multiple or single pass (per side) 多焊道或单焊道: Multiple or 多丝焊或单丝焊: _______________________________ Travel Speed (Range) 焊接速度(范围):_____________________ Peening 捶击有无: _______________________________________ Other 其它: 5~10mm Multiple/ 多焊i 首 Single electrode 单丝焊 See Below Table _见下表 NO NOWeld Layer(s) 焊层 Process 焊接 方法 Filler Metal填充金属 Class 种类Dia.(mm)直径 GTAW ER70S-6 中2.4 SMAW SMAWJ427 J427中3.2 中3.2Current(A)电流Polarity 极性 DCEN DCEP DCEPAmp.Range安培 Volt.Range (V)电压 范围 Travel Speed Range (cm/min) 焊接速度范围Note 备注70~100 100~130 90~11010~13 10~15 10~155~8 6~10 6~9WELDING PROCEDURE SPECIFIATION 焊接工艺规程(WPS )China Nuclear Industry 23 rd Construction Co.中国核工业二三建设公司WPS No.焊接工艺规程编号FTLS MPS-GD-006 Date/日期2011-05-25 Procedure Qualification Record No.焊接工艺评定记录编号CNI23-SZ-PQR-09-015 REV.版本号Welding Process(es)焊接方法GTAW/SMAWType(manual, automatic, machine, semi-auto)BASE METALS 母材P No. 1 Group No. 1 To P No. 1 Group No. 1Type or Grade 型号和等级A106B、A53Thickness 厚度范围:Base Metal 母材:Groove 坡口焊NO Fillet 角焊6〜10mmPipe Dia. 管子直径范围:Groove 坡口焊NO Fillet 角焊No LimitedOther 其他_______________________________________________ NO_____________________________________________FILLER METALS 填充金属SFA Specification 标准号:AWS Classification 等级:F-No.:A-No.:Size of Filler Metal 焊条(丝)直径:Weld Metal Thickness Range 熔敷焊缝金属厚度范围:Groove 坡口焊缝:Fillet角焊缝:Wire-flux (category No.) 焊丝一焊剂(分类号):Wire, Electrode, Flux trade name 焊丝、焊条、焊剂商标名称:5.18/5.1ER70S-6/E70166/41①24/32mmNO6~10mmNOTianTai 天泰Company Name 公司名称Other 其他 NOWELDING PROCEDURE SPECIFIATION 焊接工艺规程(WPS )POSITIONS 焊接位置 Position of Groove 坡口 的位置: Weld progression 焊接方向: NO 向上 Fillet Weld Location 角焊位置:1F/2F/2FR/4F/5F PREHEAT 预热处理 POSTWELD HEAT TREATMENT 焊后热处理Temperature 温度范围: Time 时间范围:GAS 气体NO NOgas(es) 气体composition 混合比 flow rate 流量 Preheat temp min最小预热温度 10 C Shielding 保护气 Ar99.99%15~20L/minInterpass temp max最大层间温度250 C Trailing尾部保护气 NO NONO Preheat maintenance 预热保持方式 N/A Backing背部保护气NO NO NOCurrent 电流 AC 或 DC DC ELECTRICAL CHARACTERISTICS 电特性 Polarity 极性 DCEN/DCEP Amps (A) 安培(范围) See Below Table 见下表Volts(V)伏特 See Below Table 见下表 Tungsten electrode size车乌极尺寸和类型: ____________ Mode of metal transfer for GMAW 金属过渡方式(GMAW): ①2.0/2.5mm 铺鸨极 N/A Electrode wire speed range 送丝速度范围:N/A String or Weave Bead 直进焊或横摆焊:Orifice gas cup size 喷嘴或喷嘴尺寸:__________ Initial and interpass cleaning (Brushing or grinding,etc.)Method of back gouging 背面清根方法: ___________ Oscillation 横摆方法:____________________________ TECHNIQUE 焊接技术String Bead 无摆动中 10~14mm 底焊道和中焊道清理方式(刷理或打磨等):Grinding/打磨NO N/ADistance from contact tube to work piece 导电嘴至工件距离: Multiple or single pass (per side) 多焊道或单焊道: ________ Multiple or 多丝焊或单丝焊: Travel Speed (Range) 焊接速度(范围):_____________________ Peening 捶击有无: _______________________________________ 5~10mmMultiple/多焊道 Single electrode 单丝焊 See Below Table 见下去 NO Note: Current of the Vertical position welding are less than 15-20% of above. 注:立焊电流小于上述 15-20%。
焊接工艺规程 (WPS)-FW

焊接速度 Travel speed (mm/s)
DCEP
/
3-4
热输入*Head input(KJ/MM)
0.39-0.597
保护气体/焊剂 Gas/Flus
衬垫保护情况:/
预热温度:/ 焊后热 处理:/ 其它说 明焊:丝/干伸长度:8-
12mm
电弧保护Shielding
Ar82-78%+22-18%CO2 ISO14175 M21
焊接工艺参数
焊道 Run
焊材规格 焊接方法 Sizeof Process fillermetal
mm
电流A Current
(A)
1
MAG
Ф0.8
65-70
电弧电压V Voltage(v)
30-32
Welding details
电流种类/极 性
Type of current Polarity
送丝速度 Wirefeed (mm/s)
15-25
flow rate
(L/min) 根部保护Backing
/
层间前期处理和层间处 Inter layer processing
理:/
and inter layer
层间温度:/
Interpass tempature:/
加热和冷却速度:/
Heating and cooling rates:/
摆动(焊道最大宽度) Weaving(maximum width of
(mm):/
run)(mm):/
工艺评定编号:PTC15.02532.5046
WPQR:PTC15.02532.5046
焊接位置:平角焊 Welding positions :PB 坡口制备和清理方式:/ 打磨 Method of preparation and cleanig:
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Sketches,production drawings,weld symbols or written description should show the general arrangement of The parts to be welded. Where applicable,the root spacing and the details of weld groove may be specified. 母材 BASE METALS
金属过渡方式(射流或短路等) Mode of Metal Transfer for GMAW (Spray arc, short circuiting arc, etc.) NA
送丝速度范围 Electrode Wire Feed Speed Range
NA
施焊技术 TECHNIQUE
无摆动焊或有摆动焊 String or Weave Bead
Multiple
多道焊
多丝焊或单丝焊 Multiple or Single Electrodes
NA
焊接速度(范围) Travel Speed(Range)
See below
锤击有/无 Peening
None
其它 Other
焊层 Weld Layers
焊接方法 Process
填充金属 Filler Metal 种类 Class 直径 Dia.
None NA
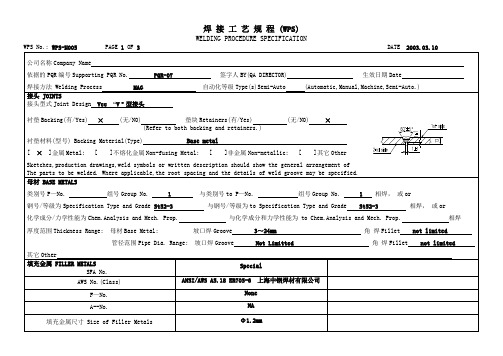
填充金属尺寸 Size of Filler Metals
Φ1.2mm
WPS No.: WPS-H005
PAGE 2 OF 3
熔敷焊缝金属厚度范围
对接焊缝
Deposited Weld Met.Thickness Range: Groove
角焊缝 Fillet
焊丝一焊剂 Electrode-Flux (Class)
WPS No.: WPS-H005
PAGE 1 OF 3
焊 接 工 艺 规 程 (WPS)
WELDING PROCEDURE SPECIFICATION
DATE 2003.03.10
公司名称 Company Name
依据的 PQR 编号 Supporting PQR No.
焊接方法 Welding Process
焊接位置 sition (s) of groove
PA
焊接方向 Weld.Progression: 向上 UP X
向下 Down
NO
角焊缝位置 Position(s) of Fillet
PA
预热 PREHEAT 最小预热温度 Preheat Temp. Min.
5℃
焊后热处理 POST-WELD HEAT TREATMENT
二氧化碳+ 氩气 18/82
15-25L/min
预热保持方式 Preheat Maintenance
None
尾部保护气 Trailing None
None
None
(Continuous or special heating where applicable shall be recorded)
电特性 ELECTRICAL CHARACTERISTICS
焊剂商标 Flux Trade Name
熔化性嵌条 Consumable insert
焊 接 工 艺 规 程 (WPS)
WELDING PROCEDURE SPECIFICATION
max 24mm not limited
NA NA NA
DATE 2003.03.10
其 他 Other
焊接位置 POSITIONS
(无/NO)
垫块 Retainers(有/Yes)
(Refer to both backing and retainers.)
(无/NO) ×
衬垫材料(型号) Backing Material(Type)
Base metal
[ × ]金属 Metal; [ ]不熔化金属 Non-fusing Metal; [ ]非金属 Non-metallic; [ ]其它 Other
类别号 P—No.
组号 Group No.
1
与类别号 to P—No.
组号 Group No.
1 相焊, 或 or
钢号/等级为 Specification Type and Grade St52-3
与钢号/等级为 to Specification Type and Grade St52-3
相焊, 或 or
温度范围 Temperature Range
时间范围 Time Range
气体 GAS
百分组成 Percent Composition 气体 Gas(es) 混合剂(Mixture) 流量 Flow Rate
最大层间温度 Inter pass Temp. Max. 300℃
保护气 Shielding
交流或直流 Current AC or DC
DC
背面保护气 Backing 极性 Polarity
None EP
None
None
电流(范围) Amps(Range)
see below
电压(范围) Volts(Range)
see belowe
钨极尺寸和类型(纯钨极或 2%钍钨极等) Tungsten Electrode Size and Type(Pure.Tungsten.2% thoriated.etc.) NA
320-350A
32-34V
8-12cm/min
2nd side
1
MAG
ER70S-6
Φ1.2mm
DCEP
320-350A
32-34V
8-12cm/min
Others
MAG
ER70S-6
Φ1.2mm
DCEP
320-350A
32-34V
8-12cm/min
其它 Other
焊接工程师 PREPARED BY:
String
无摆动焊
喷孔或喷嘴尺寸 Orifice or Gas Cup Size
NA
WPS No.: WPS-H005
PAGE 3 OF 3
焊 接 工 艺 规 程 (WPS)
WELDING PROCEDURE SPECIFICATION
DATE 2003.03.10
打底及中间焊道的清理方法(刷理或打磨等) Initial and Inter pass Cleaning(Brushing.Grinding.etc.) Grinding 磨
MAG
接头 JOINTS
接头型式 Joint Design Vee “V"型接头
PQR-07
签字人 BY(QA DIRECTOR) 自动化等级 Type(s)Semi-Auto
生效日期 Date (Automatic,Manual,Machine,Semi-Auto.)
衬垫 Backing(有/Yes) ×
背部清根方法 Method of Back Gouging
Carbon arc gouging 、 Grinding 碳弧气刨、磨
摆动方法 Oscillation
NA
导电咀-工件距离 Contact Tube To Work Distance
NA
多道焊或单道焊(每侧) Multiple or Single Pass (per side)
管径范围 Pipe Dia. Range: 坡口焊 Groove
Not Limitted
角 焊 Fillet not limited
其它 Other 填充金属 FILLER METALS
SFA No. AWS No.(Class)
F—No.
A--No.
Special ANSI/AWS A5.18 ER70S-6 上海中钢焊材有限公司
日期 DATE :
质保总监 APPROVED BY :
日期 DATE :
授权检验师 ACCEPTED BY AI :
日期 DATE :
电流 Current
极性
安培
Type Polar Amp.Range
电压范围 Volt. Range
焊接速度范围 Travel Speed
Range
1st side
1
MAG
ER70S-6
Φ1.2mm
DCEP
320-350A
32-34V
8-12cm/min
Others
MAG
ER70S-6
Φ1.2mm
DCEP
化学成分/力学性能为 Chem.Analysis and Mech. Prop.
与化学成分和力学性能为 to Chem.Analysis and Mech. Prop.
相焊
厚度范围 Thickness Range: 母材 Base Metal:
坡口焊 Groove
Hale Waihona Puke 3~24mm角 焊 Fillet not limited