超声波检测记录表(法兰验收)-中英
超声波焊缝检测记录GBT11345-2013版

深圳市华美检测有限公司 管理编号: QR-WS-02-UT06/A/1第 页 共 页焊 缝 超 声 波 检 测 记 录Record No..:工程名称Project Name检测部位Test Part材质Material接头种类Joint Type焊接方法Welding Method表面状态 Surface Conditions工件温度(℃)Object Temperature检测时机Testing Time耦合剂Couplant Medium试块Reference Block仪器型号Instrument Type仪器编号Serial No.探头Probe方法标准Testing Standard验收标准Acc. Standard显示评定方法Evaluation Method检测等级Testing Level质量等级Quality Level验收等级Acc. Level参考灵敏度Reference Sensitivity检测灵敏度Test Sensitivity表面补偿Surface compensation母材检测时机Parent Material Tim检测地点Testing Place检测日期Testing Date备注/Notes :NI —无应评定显示 ACC —可验收 REJ —不可验收 R 1 、R 2—表示第1次、第2次返修H —缺欠最高回波幅度(H 0±××dB 、在续表中直接写为±××dB ) H 0—参考等级 x —0点至缺欠起点的距离(mm) y —缺欠至焊缝上边缘的距离(mm) z —缺欠至检测面的深度(mm) l —缺欠显示长度(mm) l mn —缺欠组合长度(mm) l c —缺欠累计长度(mm)检测Tested By审核Checked By深圳市华美检测有限公司 管理编号: QR-WS-02-UT06/A/0第 页 共 页超 声 波 检 测 记 录 (续页)Record No.:序号No.构件号Item No.焊缝号Weld No.验收 等级 Level板厚 THK (mm)检测长度 Test Length(mm)角度 Angle缺欠编号 No.单个显示的评定 Evaluation of a Single One 群显示的评定Grouping of indications累计长度的评定Cumulative length结论 Result 备注Remarksx y z l H 评定 l mn H 评定 l c 评定检测 Tested By审核Checked By说明 本报告中的所有焊缝探头移动区的母材金属均进行了纵波检测,没有发现存在影响横波检测效果的显示。
超声波探伤记录
准考证号:
座位号:
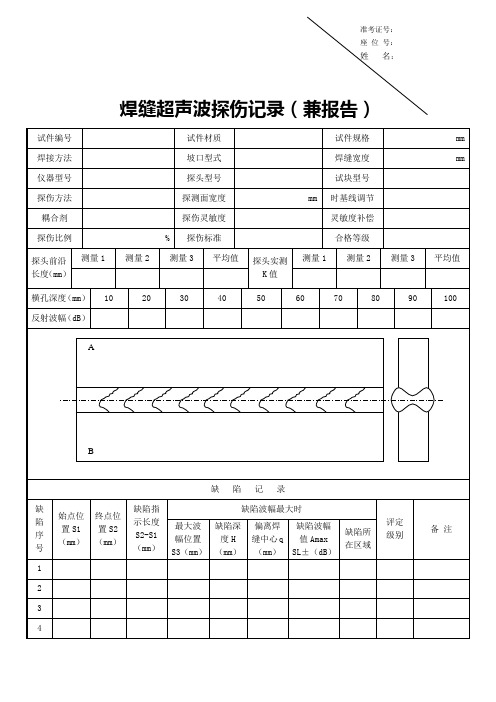
姓名:焊缝超声波探伤记录(兼报告)
结论探伤者×××日期
准考证号:
座位号:
姓名:
管子超声波探伤记录(兼报告)
试件编号试件材质试件规格mm 仪器型号探头型号试块型号
探伤方法探测方向时基线调节
前沿长度mm 实测K值探测面
耦合剂探伤灵敏度灵敏度补偿
探伤比例% 探伤标准合格等级
切槽深度(mm)
反射波幅(dB)
内壁外壁内壁外壁内壁外壁内壁外壁内壁外壁
缺陷记录
缺陷序号始点位置
L1(mm)
终点位置
L2(mm)
缺陷指示长
度I(mm)
离始点周向距
离S(mm)
缺陷波幅
值Amax
评定级别备注
1 2。
超声波检测检测报告样表

焊缝超声检测报告
工件部件名称板厚δ=18mm 部件编号材料牌号Q235 表面状态研磨焊接方式手工焊检测区域现场对接焊缝坡口型式
器材及参数仪器型号PXUT-350+ 检测方法直射和一次反射法探头型号215P15X13 K2评定灵敏度DAC-16dB
试块型号CSK-IA RB-3 扫描方式锯齿形
耦合剂□喷√□刷□浸□浇表面补偿4dB
扫描调节深度1:1 检测面单面双侧
技术要求检测比例50% 合格级别II级检测标准JB/T4730-2005 检测工艺编号/
检测部位缺陷情况序
号
焊缝
长度
mm
检测结果
返修
备注
一次返修二次返修超次返修
最终
长度
mm
扩检
长度
mm
最终
级别
(级)
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
部位
数
(处)
长度
mm
1A 22666 12410 / II
2A 22666 12410 / II
缺陷及返修情况说明检测结果
1.本台产品返修共计/ 处,最高返修次数/ 次。
2.超标缺陷部位返修后经复检合格。
3.返修部位原缺陷情况见焊缝超声波检测评定
表。
1、本台产品焊缝质量符合II级的要求,结果合格。
2、检测部位详见超声波检测位置示意图(另附),各部
位检测情况详见超声波检测评定表。
报告人(资格)
年月日审核人(资格)
年月日
检测专用章
年月日
产品编号:。
超声检验原始记录

缺陷埋藏深度
mm
评定级别
评定结论
备注
缺陷说明:
审核:检验:
日期:日期:
样品名称
样品编号
检验项目
钢板
样品规格
使用设备名称
仪器编号
探头型号
试块型号
探伤灵敏度
扫描线调整方式
耦合剂
耦合补偿
试验方法标准
NB/T47013.3-2015
表面状况
温度湿度
检验部位及缺陷形状示意图:
超声检测结果评定表
缺陷 编号
检件厚度
mm
缺陷埋藏深度
mm
缺陷长度
缺陷宽度
缺陷横截面积
评定级别
缺陷说明:
审核:检验:
日期:日期:
样品名称
样品编号
检验项目
奥氏体钢锻件
样品规格
使用设备名称
仪器编号
探头型号
试块型号
扫查灵敏度
扫描线调整方式
耦合方式
试块尺寸
试验方法标准
NB/T47013.3-2015
表面状况
温度湿度
探头K值
检验部位及缺陷形状示意图:
缺陷说明:
检验:
日期:
样品名称
样品编号
检验项目
钢螺栓坯件
样品规格
使用设备名称
仪器编号
探头型号
试块型号
扫查灵敏度
对比试块
耦合方式
试块尺寸
试验方法标准
NB/T47013.3-2015
表面状况
质量分级
经检验:
缺陷说明:
检验:
日期:
缺陷距焊缝 中心位置
mm
缺陷反射 波幅(SL+db)
制作验收表格(中英文)
ItemNO.子项编号:Section 5
Reference drawing NO.:20063345
Name of part部件编号
Weight of equipment / part设备部件重量1991.00KG
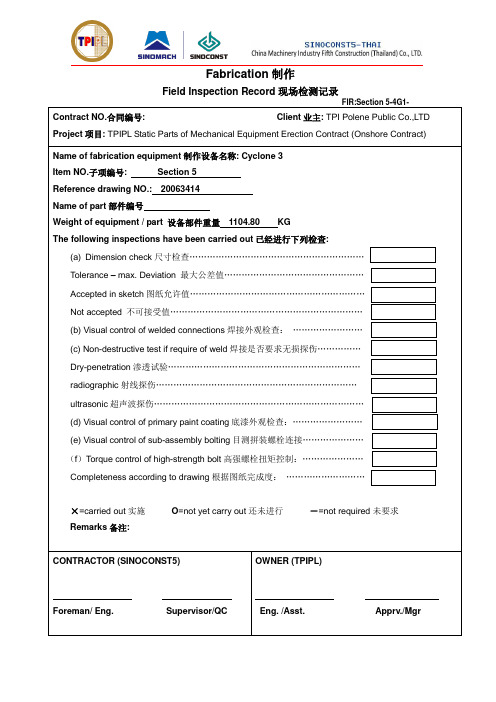
×=carried out实施O=not yet carry out还未进行-=not required未要求
Remarks备注:
CONTRACTOR (SINOCONST5)
Foreman/ Eng. Supervisor/QC
OWNER (TPIPL)
Eng. /Asst. Apprv./Mgr
×=carried out实施O=not yet carry out还未进行-=notrequired未要求
Remarks备注:
CONTRACTOR (SINOCONST5)
Foreman/ Eng. Supervisor/QC
OWNER (TPIPL)
Eng. /Asst. Apprv./Mgr
Fabrication制作
Not accepted不可接受值…………………………………………………………
(b) Visual control of welded connections焊接外观检查:……………………
(c) Non-destructive test if require of weld焊接是否要求无损探伤……………
Name offabrication equipment制作设备名称:Cyclone 3
ItemNO.子项编号:Section 5
Reference drawing NO.:20063416
超声波焊接机点检记录表

每日
6
检查焊头、焊枕有无松动,及时紧固
每日
7
检查各电磁阀、气缸是否正常
每日
8
检查各部件有无松动,及时紧固
每日
9
检查焊机参数设置是否正常
每日
10
检查电器线路是否有破损
每日
11
检查定位顶丝定位是否精确,及时调整
每日
12
紧固焊头锁紧螺钉
每周
13
对导轨、气缸杆加润滑油/脂
每周
14
清理压缩气管路的过滤器
每月
15
吹机箱内灰尘
每月
16
17
异常情况记录
保养人签字
备注
每天生产前后都要对设备进行保养,保养后,用“√”表示,“×”表示有异常情况,
应在“异常情况记录”栏予以记录,并联系相关人员处理。
设备日常维护保养点检记录表
设备名称:超声波焊接机设备编号:年月
NO
保养项目
频率
保养日期
1
2
3
4
5
6
7
8
无损检测(NDE检测)报告表格,中英对照

工程名称 Project Description: 单元名称 Unit Description: 工程类别 Project Category:
检件名称 Work piece description 检件编号 Work piece description 检件规格 Work piece specification 执行标准 Standard 合格级别 Qualification class 检件类型 Work piece type 仪器型号 Apparatus type 探头型号 Probe type 标准试块 Standard test block 灵敏度试块 Sensitivity test block 检测部位(编号) Inspection position (Number)
检测人: Examined by
年(Y)
月(M)
日(D)
审核人: Reviewed by
年(Y)
月(M)
日(D)
SH 3503–J125
超声波测厚报告 Ultrasonic Thickness Measurement Report
工程名称 Project Description: 单元名称 Unit Description: 工程类别 Project Category:
工程名称 Project Description: 单元名称 Unit Description: 工程类别 Project Category:
检件名称 Work piece description 检件编号 Work piece No 检件类型 Work piece type 检验时机 Inspection time 执行标准 Standard 仪器型号 Apparatus type 磁化方式 Magnetization mode 磁化方向 Magnetization direction 磁化时间 Magnetization time 检测部位(编号) Inspection location (number) 电流类型 Current type 提 升 力 Lifting force 磁粉种类 Magnetic particle type 磁悬液浓度 Concentration 检
法兰检查卡

图号
drawingNO.
规格
Specifications
Ф4300*Ф3960*145
加工标准
Manufacturing’s Standard
按图
According with the drawing()
毛坯加工方法
Process of rough machining
锻造
Forge Make
S355NLZ25
质保书号
Quantity Guarantee No.
8404766
拼接辨数
Splice number
/
焊缝NDT检测方法及级别Welds NDTMethod and level
符合技术规范
法兰编号
Flange NO
8404766-35
焊后处理
Process After Welding
Specifications
Ф4568Ф3968*60
加工标准
Manufacturing’s Standard
按图
According with the drawing()
毛坯加工方法
Process of rough machining
拼焊
材质
Material
质保书号
Quantity Guarantee No.
Actual Value 6
φ3880
φ3726
φ3548
90.9
22.9/10.0
135.6
116
φ39.0
2.0
R10
法兰周长
12192
孔桥
61.90-62.20
备注:
Remark: