金属加工与实训中的别名与俗称
金属加工与实训——基础常识与技能训练
第一章金属热加工基础与技能第一节铸造成形一、铸造基础知识1.铸造方法分类铸造方法主要分为砂型铸造和特种铸造两类。
特种铸造是指砂型中生产铸件的铸造方法。
特种铸造是指与砂型铸造不同的其他铸造方法。
特种铸造包括金属型铸造、压力铸造、离心铸造、熔模铸造、低压铸造、陶瓷型铸造、连续铸造和挤压铸造等。
2.铸造特点⑴铸造适应性广。
⑵铸造具有较好的经济性。
⑶铸件力学性能较低。
二、砂型铸造1.造型材料、造型工具及砂型组成⑴造型材料制造铸型用的材料称为造型材料造型材料主要包括型砂和芯砂。
型砂和芯砂主要由原砂(SiO2)、粘接剂(如粘土、膨润土、水玻璃、植物油、树脂等)、附加物(如煤粉或木屑等)、旧砂和水组成。
造型材料应具备一定的强度、可塑性、耐火性、透气性、退让性和溃散性等性能。
⑵造型工具铸造铸型用的工具称为造型工具。
造型工具有:沙箱、底板、舂砂锤、通气针、起模针、皮老虎、镘刀、秋叶、提钩、半圆等。
⑶砂型组成从砂型中取出模样后形成的空腔称为型腔。
上砂型与下砂型的分界面称为分型面。
型芯上的延伸部分称为芯头,用于安放和固定型芯。
2.造型方法用砂型及模样等工艺装备制造砂型的方法和过程,称为造型。
造型方法通常分为手工造型和机器造型两大类。
⑴手工造型。
全部用手或手动工具完成的造型工序称为手工造型。
①整体模造型。
整体模造型是将模样做成与零件形状相应的整体结构进行造型的方法。
整体模造型操作简便,不会产生错箱,适用于形状简单、横截面依次减少、最大截面在端部的铸件。
②分开模造型。
模型分开两半,造型时模型分别在上砂箱和下砂箱内进行造型的方法,称为分开模造型。
分开模造型操作简便,应用广泛,适用于生产形状复杂的铸件以及带孔的铸件,如套筒、阀体、管子、箱体等铸件。
③挖砂造型。
模型虽是整体的,但是铸件的分型面为曲面,为了能起出模型,造型时用手工挖去阻碍起模型砂的造型方法,称为挖砂造型。
挖砂造型适用于单件或小批量生产分型面不是平面的铸件,生产率低,对操作人员的技术要求较高。
金属加工与实训的主要教学内容
金属加工与实训的主要教学内容金属加工与实训的主要教学内容,其实说白了就是让你亲手感受一下金属的“脾气”,学会怎么“调教”它们。
你看,这个东西一听名字,可能不少人会觉得有点沉闷,甚至是硬邦邦的,但实际上,金属加工就是一场和铁、钢、铝这些“硬骨头”的较量。
说起来,这门课就像是给你一把万能钥匙,让你打开工厂大门,走进那些工艺的奇妙世界。
说到这里,可能有人就要问了,金属加工究竟是干嘛的?简单来说,就是教你怎么用工具把一块硬邦邦的金属变成你想要的形状——就像做一道菜,原料是金属,成品可能是你家里那个漂亮的水龙头、车轮,或者是汽车的发动机盖,反正各式各样的东西都有可能。
我们要说的就是基础的操作技能。
这一步可真不能小看,简直是“打基础”的核心!你得先知道怎么用车床、铣床、钻床这些机器,它们就像你的“得力助手”。
每个机器的使用技巧不同,稍不注意就可能“出岔子”,结果一块金属被你搞得一塌糊涂。
所以,在实训中,老师都会让大家反复练习,磨练手感。
你看,就像练字一样,开始时可能写得歪歪扭扭,但多练几遍之后,手就顺了,动作也就自然了。
这些操作不仅要熟练,还得做到精准。
你知道的,一毫米的误差,在金属加工里可大得很,甚至影响到成品的质量。
所以,掌握这些“精细活儿”可真是非常重要。
然后,我们不得不提的是工艺流程。
说实话,金属加工的流程就像做一道复杂的菜肴,每一步都需要有条不紊。
比如说,从材料的选取到加工方式,再到后期的表面处理,哪个环节都不能马虎。
简单来说,这一环节就是学会如何根据不同的需求来选择加工方法。
有时候我们需要切削,有时候要焊接,有时还得做热处理。
就像做饭时,你不会把所有的食材都直接丢进锅里煮吧?你得先考虑每道工序的顺序,才能做出一桌好菜。
这个道理在金属加工中也一样,你得考虑到加工工艺的合理性,才能确保每一个产品都不出差错。
更有意思的是,在金属加工的过程中,大家会接触到不同的材料。
你可能会觉得,金属就那几种——铁、钢、铜、铝,差不多就这几样,但实际上,它们之间的区别可大着呢。
金工实训术语
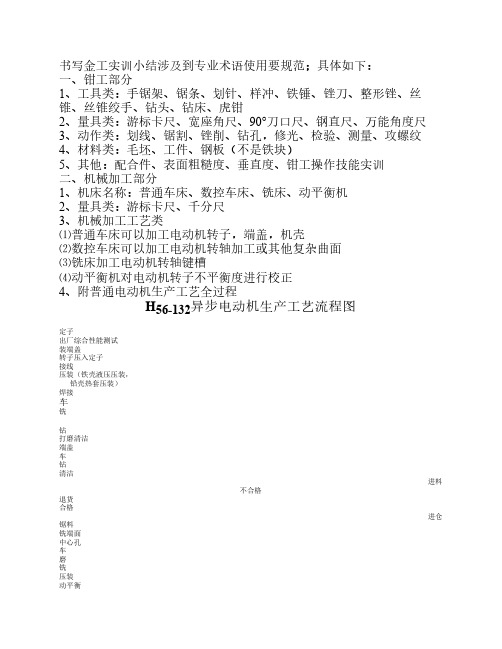
H56-132异步电动机生产工艺流程图
定子 出厂综合性能测试 装端盖 转子压入定子 接线 压装(铁壳液压压装,
铅壳热套压装) 焊接
车
铣
钻 打磨清洁 端盖 车 钻 清洁
退货 合格
锯料 铣端面 中仓
压装
绕线 嵌线 整形
定子综合测试
浸漆烘干 打磨 喷漆 装盖板 装铭牌 检验 (转轴) (铸铝绕组) 转轴 机座
中职《金属加工与实训-基础常识与技能训练》--第2章-常用工程材料

第一节 非合金钢低合金钢和合金钢 三、合金钢的分类、牌号及用途
P.29
合金钢 种类较多,在工业上具有重要用途。它具有高强度、高硬度、高 耐磨性及特殊的物理、化学性能等;价格较高;用于制作重要的轴、齿轮、凸 轮弹簧、工具、刀具、模具等。合金钢制作的机械零件大多需要热处理后使用。
1. 合金钢的分类
(1)按钢的质量分类(主要根据有害杂质硫、磷的含量分类) 优质钢 硫、磷的含量较低,如:20CrMnTi、40Cr等。 特殊质量钢 硫、磷的含量控制严格。如:38CrMoA、W18Cr4V等。
普通质量钢 有害杂质硫、磷的含量较多。 如:Q235。 优质钢 有害杂质硫、磷的含量较低。如:45、T7。 特殊质量钢 有害杂质硫、磷的含量控制严格。如:T7A、T12A。
第一节 非合金钢低合金钢和合金钢 一、非合金钢的分类、牌号及用途
P.23
1.非合金钢的分类
(3)按用途分类 结构钢 主要用于制造工程结构、桥梁、建筑结构和机器零件等,一
P.22
第2章 常用工程材料
P.22
工程材料 是指在生活、生产和科技领域中,用于制造结构件、机器、工 具和功能部件的各类材料的统称。
工程材料的类别 工程材料按其特性, 可分为金属材料和非金属材料。 工程材料按其组成特点, 可分为金属材料、有机高分子材料、无机非金属 材料和复合材料四大类。 工程材料按其使用性能, 可分结构材料与功能材料两大类,其中结构材料 是作为承力结构的材料, 主要利用的是结构材料的学性能; 功能材料主要利用 的是其光、电、磁、热、声等特殊功能性能。 从工程材料应用领域分, 可分为信息材料、能源材料、建筑材料、机械工 程材料、生物材料、航空航天材料等。
用途:合金渗碳钢 20Cr、20CrMnTi ,活塞销、汽车变速箱齿轮等。 合金调质钢 40Cr、45Mn2,机床主轴、重要齿轮、连杆、曲轴等。 合金弹簧钢 60Si2Mn,大尺寸弹簧、板簧等。
金属加工相关术语
6金属加工6.1 铸锭生产6.1.1熔化melting金属由固态转变为液态的状态变化过程。
6.1.2铸造性能cast ability液态金属通过铸模(结晶器)铸造成型的工艺性能。
以流动性和产生偏析、裂纹的倾向性等评价。
6.1.3流动性flow ability液态金属充填铸模的能力。
6.1.4结晶crystallization金属从液态经成核、长大转变成晶体的过程。
6.1.5凝固solidification金属由液态转变为固态的状态变化过程。
6.1.6非晶态金属amorphous metals原子呈无序排列的固态金属。
也称无定形金属或金属玻璃。
6.1.7快冷微晶合金rapid solidified micro-crystalline alloy在急速冷却条件下,凝固生产的晶粒尺寸为微米数量级的合金。
6.1.8晶粒grain内部原子排列方向一致而外形不规则的晶体。
6.1.9晶粒度grain size金属晶粒的平均尺寸。
也称晶粒大小。
6.1.10变质剂modifier加入熔体中起晶核作用的物质。
6.1.11变质处理modification在熔体中加入变质剂,增加结晶晶核或改善铸造组织和性质的处理方法。
6.1.12过冷super-cooling熔融金属冷却至平衡结晶温度以下的某一温度才开始结晶的现象。
6.1.13过冷度degree of super-cooling金属初始结晶温度与平衡结晶温度之间的温度差。
6.1.14晶核crystal nucleus熔融金属凝固时,晶体开始长大的核心或种子。
有自发晶核与非自发晶核。
6.1.15晶粒长大crystal growth熔融金属中出现晶核后,附近原子依附其上有序排列起来,向四周熔体伸展扩大的过程。
6.1.16晶体crystal原子按一定规则排列的固体。
6.1.17合金相alloy phase合金中,具有同一化学成分、同一结构并以界面相互分开的各个均匀的组分。
6.1.18固溶体solid solution溶质原子溶于固态金属溶剂中所形成的合金相。
《金属加工基础与钳工实训》课程标准
《金属加工基础与钳工实训》课程标准一、课程性质本课程是中等职业学校机电类专业必修的一门专业类平台课程,是在《机械制图》课程基础上,开设的一门理论与实践相结合的专业课程,其任务是让机电类各专业学生掌握必备的金属材料、金属加工工艺、钳工技术等的基础知识和基本技能,为培养其行业通用能力提供课程支撑,同时也为《钳工职业技能训练》《机电产品安装技术》等后续课程学习奠定基础。
二、学时与学分90学时,6学分。
三、课程设计思路本课程按照立德树人的要求,突出职业能力培养,兼顾中高职课程衔接,高度融合金属加工与钳工基础知识、基本技能的学习和职业精神的培养。
1.依据机电专业类行业面向与职业面向,以及《中等职业学校机电专业类课程指导方案》中确定的人才培养定位、综合素质、行业通用能力,按照知识与技能、过程与方法、情感态度与价值观三个维度,突出金属加工等基本能力的培养,结合学生职业生涯发展需要,确定本课程目标。
2.根据课程目标,以及钳工等岗位需求,对接国家职业标准(初级)、职业技能等级标准(初级)中涉及钳工的基础理论、基本技能和职业操守,兼顾职业道德、职业基础知识、安全知识,反映技术进步和生产实际,体现科学性、前沿性、适用性原则,确定本课程内容。
3.以钳工金属加工技术为主线,将常用金属材料和金属加工的基础知识、基本技能与职业素养有机融入,结合钳工岗位典型工作任务,系统设计学习任务。
遵循学生认知规律,以工作过程为导向,设计教学活动,序化学习任务。
四、课程目标学生通过学习本课程,掌握金属加工主要工种及其特点,掌握钳工金属加工的基础知识和技能,能按图加工合格零件,养成良好的职业道德和文明生产职业习惯。
1.了解常用金属材料的分类,能正确识读常用金属材料的牌号。
2.了解金属加工的主要工种分类与特点,能运用工具书、网络等初步查阅有关技术手册和标准。
3.掌握钳工技术的基础知识,能正确选择和使用钳工常用工、量、刃具。
4.了解钳工的基本工艺分析方法,掌握锯、铿、钻、扩、钱等加工方法,能按图完成简单零件的钳工制作。
金属材料加工常用术语
金属材料加工常用术语金属(合金)锭ingot 将液态金属或合金浇入模子(常为金属模),经冷却、凝固所获得的块状半成品。
铸造foundry,casting 将液态金属或合金浇入砂模或金属模等,经冷却、凝固获得成型制品的工艺。
压力铸造(压铸)high pressure die casting 将液态金属或合金在高压下射入金属模,经冷却、凝固获得成型制品的工艺。
铸件casting 采用铸造工艺所获得的成型制品。
焊接welding 以熔融金属将不同部件连接为一体的工艺,多数情况下使用一定的焊料,热源可为电弧、电子束、激光束或高温气体等。
焊接件weldment 以焊接工艺相连接的部件。
变形加工deformation processing. 在外加力作用下,使金属或合金按预定的方式发生变形,形成具有一定几何形状和尺寸的制品的工艺,变形加工可在加热状态或室温进行。
轧制rolling. 使金属或合金锭坯通过两个旋转的轧辊间的空隙,在辊压作用下使锭坯横截面积减小、长度增加的一种变形加工工艺。
挤压extruding. 常用的是正向挤压法,使金属或合金锭坯在主柱塞力的作用下,通过挤压筒端部的模孔挤出变形,形成一定的几何形状和尺寸的制品。
锻造forging. 使金属或合金锭坯在上下模之间,由于静压力或动压力的作用发生变形,根据模具几何形状的复杂程度可分为自由锻和模锻。
拉制drawing. 在拉制力的作用下,将金属或合金杯料从模孔拉出而发生延伸变形的工艺。
粉末冶金powder matellurgy 将金属或合金粉末经压实、烧结或热挤工艺制成成型制品的工艺。
型材shape 经轧制或挤压所获得的断面几何形状较为复杂的制品。
铸造性能(可铸性)castbility 金属或合金经铸造形成无缺陷成型铸件的工艺性能。
焊接性能(可焊性)weldability 金属或合金经焊接形成无缺陷的焊接件的工艺性能。
可锻性forgeability 金属或合金经锻造形成无缺陷锻件的工艺性能。
金工实训术语
书写金工实训小结涉及到专业术语使用要规范;具体如下:
一、钳工部分
1、工具类:手锯架、锯条、划针、样冲、铁锤、锉刀、整形锉、丝锥、丝锥绞手、钻头、钻床、虎钳
2、量具类:游标卡尺、宽座角尺、90°刀口尺、钢直尺、万能角度尺
3、动作类:划线、锯割、锉削、钻孔,修光、检验、测量、攻螺纹
4、材料类:毛坯、工件、钢板(不是铁块)
5、其他:配合件、表面粗糙度、垂直度、钳工操作技能实训
二、机械加工部分
1、机床名称:普通车床、数控车床、铣床、动平衡机
2、量具类:游标卡尺、千分尺
3、机械加工工艺类
⑴普通车床可以加工电动机转子,端盖,机壳
⑵数控车床可以加工电动机转轴加工或其他复杂曲面
⑶铣床加工电动机转轴键槽
⑷动平衡机对电动机转子不平衡度进行校正
4、附普通电动机生产工艺全过程
H56-132异步电动机生产工艺流程图。
电子课件-《金属加工与实训(基础常识与技能训练)》-A02-84373-2
4.有“ ”符号者,为大写汉语拼音字母或阿拉伯数字,或两者兼而有之。
通用机床的型号表示方法
(2)机床的分类及代号
类别 代号 读音
车床 钻床 镗床
C
Z
T
车
钻镗
磨床
齿轮加 工机床
螺纹加 工机床
铣床
M 2M 3M Y
SXຫໍສະໝຸດ 磨 二磨 三磨 牙丝
铣
类别 刨插床 拉床 锯床
代号
B
L
G
读音
刨
拉割
其他 机床
Q
其
机床的类别和分类代号
(3)机床的通用特性代号和结构特性代号
这两种特定代号用大写汉语拼音字母表示,并 位于类代号之后。
1)通用特性代号。
通 用 特 性
高 精 度
精自 密动
半 自 动
数 加工中心 仿 控 (自动换刀) 形
轻 加重 柔性加 型 型 工单元
数高 显速
代 号
G MZ
(6)主轴数和第二主参数
(7)重大改进顺序号
(8)其他特性代号
2.专用机床的型号编制 (1)型号表示方法
设计顺序号(阿拉伯数字) 设计单位号
专用机床型号的表示方法
(2)设计单位代号 (3)专用机床的设计顺序号
三、识读常见机床型号
识读其他特性代号 识读重大改进顺序号 识读主轴数或第二主参数 识读主参数或设计顺序号 识读系代号 识读组代号 识读通用特性代号和结构性代号 识读类代号 识读分类代号
B
K
H
FQ C
R
XS
读 音
高
密自
半
控
换
仿轻 重
柔
福建省高职单招制造类《金属加工与实训》复习选择题
金属加工与实训二、选择题1.金属材料表现出是力学性能的是( )。
A. 导电性B. 抗氧化性C. 导热性D. 硬度2.金属材料在静载荷作用下抵抗变形和破坏的能力,称为( )。
A. 硬度B. 塑性C. 强度D. 韧性3.金属材料抵抗其他物体压人其表面的能力是( )。
A. 硬度B. 强度C. 韧性4.钢丝绳在吊起重物时发生断裂,则说明钢丝绳的( )不够。
A. 韧性B. 强度C. 刚性D.硬度5.以下属于布氏硬度指标的是()。
A. HRAB. HVC.HBWD. HRC6.以下不适用于洛氏硬度的是()。
A.灰铸铁B. 调质钢C. 硬质合金D. 正火钢7.有一材料测量硬度为HBW500,对测量压头说法正确的是()。
A. 圆硬质合金球体B. 圆钢球C. 金刚石圆锥D. 金刚石四棱8.金属的韧性通常随温度降低()。
A. 变好B. 变差C. 不变D. 都不对9. 08F牌号中,08表示其碳的质量分数为()。
A. 0.08%B. 0.8%C. 8%10.钢是以铁为主要元素的铁碳合金,一般含碳量小于()。
A. 0.77%B. 2.11%C. 4.3%D. 6.69%11.碳钢中常有杂质存在,其中有害元素是()。
A. 硅B. 锰C. 硫D. 碳12.普通钢、优质钢和高级优质碳钢是按 ( )进行区分的。
A. 力学性能的高低B. 杂质S、P含量多少C. 杂质Mn、Si的多少13.下列三种钢中,()钢最好作为齿轮用钢。
A. 08FB. Cr12C. 4514.T8的碳质量分数为()。
A. Q235AB. 1Cr13C. 40Cr15.可用于制造刃具、模具、量具的是()。
A. 碳素工具钢B. 硬质合金C. 碳素结构钢16.下列用于制造弹簧的优质碳素结构钢为()。
A. Q195B. 08FC. 35D. 6517.T12中碳的质量分数为()。
A. 12%B. 0.12%C. 1.2%D. 0.012%18.下列材料中属于不锈钢的是()。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属加工与实训中的别名与俗称
1、灰铸铁(灰口铸铁)
2、麻口铸铁(麻口铁、班铸铁)
3、可锻铸铁(玛钢、马铁)
4、Al—Si系(硅铝明)
5、加工铜(工业纯铜、紫铜、电解铜)
6、黄铜(响铜)
7、H70(三七黄铜、弹壳黄铜)8、H80(金色黄铜、金黄铜)
9、H62(四六黄铜、快削黄铜)10、锡黄铜(海军黄铜)
11、锰白铜(康铜)12、锡基滑动轴承合金(锡基巴氏合金)13、铅基滑动轴承合金(铅基巴氏合金)14、钨钴类硬质合金(K类)
15、胶结(粘接)16、钨钛钴类硬质合金(P类)
17、钨钛钽铌钴类硬质合金(M类)18、聚氯乙烯(PVC)
19、聚碳酸酯(PC)20、聚酰胺(尼龙)
21、酚醛塑料(电木)22、胶粘剂(胶合剂)
23、人造纤维(再生纤维)24、氧化铝陶瓷(刚玉)
25、纤维增强塑料(玻璃钢)26、完全退火(重结晶退火)
27、去应力退火(低温退火)28、正火(常化处理)
29、马氏体分级淬火(分级淬火)30、贝氏体等温淬火(等温淬火)
31、淬火+高温回火(调质)32、熔模铸造(精密铸造、失蜡铸造)33、高速工具钢(高速钢、锋钢)34、自由锻造(自由锻)
35、护目玻璃(黑玻璃)36、碱性焊条(低氢型焊条)
37、气体保护电弧焊(气体保护焊、气电焊)38、锻压性(可锻性)
39、冷加工(金属切削加工、机械加工)40、主轴箱(床头箱、主变速箱)41、不锈钢(不锈耐酸钢)42、电火花加工(电腐蚀加工)43、电解加工(电化学加工)44、非合金钢(碳素钢、碳钢)45、抗氧化钢(不起皮钢)46、柔性制造单元(FMC)
47、走刀(工作行程)48、铸造性(可铸性)
49、焊接性(可焊性)
50、真空密封铸造(真空铸造、V法铸造、减压铸造、负压铸造)
金属加工与实训中常用的金属和非金属元素符号
1、硅Si
2、锰Mn
3、铬、Cr
4、镍Ni
5、钨W
6、钼Mo
7、钒V
8、钛、TI
9、铌Nb 10、钴Co 11、铝Al 12、硼B 13、锡Sn 14、铍Be 15、碳C 16、磷P 17、硫S 18、氯Cl 19、铜Cu 20、锌Zn 21、硒Se 22、金、Au 23、银Ag 24、钽Ta 25、铅Pb 26、稀土元素RE。