37-斜导柱
§5.2 三、斜导柱侧向分型与抽芯注射模

注射模的典型结构
塑件包在型芯12上,随动 模继续左移,直到注射机顶 杆与模具推板19接触,推出 机构开始工作,推杆16将塑 件从型芯上推出。 合模时: 复位杆使推出机构复位, 斜导柱使侧型芯滑块向内移 动复位,最后侧型芯滑块由 楔紧块9锁紧。
§5.2
注射模的典型结构
斜导柱侧向抽芯结束后, 为保证滑块不侧向移动, 合模时斜导柱能顺利地插入 滑块的斜导孔中使滑块复位, 侧型芯滑块应有准确的定位。 侧滑块定位装臵组成: 挡块5、滑块拉杆8、螺母6 、弹簧7、垫片。
§5.2
注射模的典型结构
楔紧块的作用: 是防止注射时熔体压力 使侧型芯滑块产生位移, 楔紧块的斜面应与侧型芯 滑块上斜面的斜度一致。
§5.2
注射模的典型结构
斜导柱侧向抽芯机构组成: 斜导柱10 侧型芯滑块11 楔紧块9 挡块5 滑块拉杆8 弹簧7 螺母6
§5.2
注射模的典型结构
开模时: 动模向左移动,开模力 通过斜导柱带动侧型芯滑 块在动模板4的导滑槽内向 外滑动。 直至侧型芯滑块与塑件 完全脱开,完成侧向抽芯 动作。
§5.2
52注射模的典型结构塑件包在型芯12上随动模继续左移直到注射机顶杆与模具推板19接触推出机构开始工作推杆16将塑复位杆使推出机构复位斜导柱使侧型芯滑块向内移动复位最后侧型芯滑块由楔紧块9锁紧
§5.2
注射模的典型结构
三、斜导柱侧向分型与 抽芯注射模 侧向分型与抽芯机构: 带动侧向成型零件进行 侧向移动的整个机构。 ——斜导柱侧向分型与 抽芯注射模是常用的侧向 分型与抽芯结构形式。
遥控器面壳注射成型模具设计及数值模拟

河南科技Henan Science and Technology 机械与动力工程总第816期第22期2023年11月遥控器面壳注射成型模具设计及数值模拟董伟勋王先保潘旭李征驰林权(武夷学院机电工程学院,福建武夷山354300)摘要:【目的】为提高注射模研发效率,可在模具制造前预测注射成型质量,以避免修模带来的成本消耗。
【方法】以遥控器面壳注射成型模具设计为例,利用Moldflow软件来创建模流分析系统,进行注射成型模流分析,评估注射成型质量,并基于模流分析结果进行模具结构设计。
【结果】获知产品熔体流动状态好,熔接痕少,气穴位置分布合理,塑件最大翘曲变形量为0.2668mm,最大收缩率为5.243%,均符合产品技术要求。
模具采用镶拼组合式型腔两板式结构,采用侧向滑块抽芯及多顶杆顶出脱模方式。
【结论】该方法降低了模具制造的难度,保证脱模的稳定性。
该方法生产的模具结构简单、运行可靠,满足遥控器外壳自动化生产要求。
关键词:遥控器外壳;模流分析;翘曲变形;体积收缩率;注射模中图分类号:TQ320文献标志码:A文章编号:1003-5168(2023)22-0042-07 DOI:10.19968/ki.hnkj.1003-5168.2023.22.008Design and Numerical Simulation of Injection Molding Mold for Re⁃mote Control ShellDONG Weixun WANG Xianbao PAN Xu LI Zhengchi LIN Quan(School of Mechanical and Electrical Engineering,Wuyi University,Wuyishan354300,China)Abstract:[Purposes]In order to improve the efficiency of injection mold research and development,the quality of injection molding is predicted before mold manufacturing to avoid the cost caused by mold re⁃pair.[Methods]Taking remote control shell injection molding mold design as an example,this paper will use Moldflow to create a mode flow analysis system,analyze injection molding mold flow and evaluate quality of injection molding.And based on the results of mold flow analysis,the mold structure design is⁃carried out.[Findings]It is informed that the melt flow state of the product is good,the fusion mark is less,and the air hole position distribution is reasonable.The maximum deformation of plastic parts is 0.2668mm and the maximum shrinkage rate is5.243%,which meets the technical requirements of the product.The mold adopts a two-plate structure of inlaying combined cavity.The lateral slider is used to pull the core and the multi-jacking rod is used to pull out the mold.[Conclusions]This method reduces the difficulty of mold manufacturing,which ensures the stability of demoulding.The mold structure pro⁃duced by this method is simple,reasonable and reliable,which meets the requirements of remote control shell automation production.Keywords:remote control shell;mode flow analysis;deformation of warping;volume shrinkage;injection mold收稿日期:2023-06-02基金项目:2022年福建省本科高校教育教学研究重大项目(FBJG20220051);武夷学院教育教学改革研究项目(TSB202245SC)。
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模

表JX—2淮海技师学院教案编号:SHJD—508—14 版本号:A/0 流水号:课题:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模教学目的、要求: 1.斜导柱侧向分型与抽芯注射模基本结构、组成和特点2.定模带有推出装置的注射模基本结构、组成和特点3.斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理教学重点:斜导柱侧向分型与抽芯注射模基本结构、组成和特点定模带有推出装置的注射模基本结构、组成和特点教学难点:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理授课方法:讲解拆装示范认知教学参考及教具(含电教设备):多媒体实体模具教具教学后记:板 书 设 计注:要求以一块黑板的版面来进行板书设计斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模复习导入:单分型面注射模工作原理?双分型面注射模工作原理? 引言:通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点 。
这就是本节课我们所要学习的内容。
新课讲解:一、斜导柱侧向分型与抽芯注射模当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
工作原理注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
二、定模带有推出装置的注射模将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
模具编码规则

分
类
流水号
码
零件名称
12 位位
1位
2 位
分类码/热流道系列
分
类
流水号
码
零件名称
12 位位
1位
2 位
50 日期镶件 01
00 模胚
01
00 热唧嘴
51 环保镶件 52 杯头螺丝
53 平头螺丝
↓ 01 工字板 02 水口板 03 水口推板
↓ 01 热嘴套 02 针阀嘴 03 发热圈
01
↓
54 无头螺丝 99
模具 代号
群 达 精 密 模 具 物 料 编 码 规 则 模具标识码
年份
流水号
1位
1 位
2 位
1 位
2 位
3 位
4 位
部件分类码
分类码/零件系列
分 类
流水号 种类码
码
零件名称
1位
部件名称
1 位
2 位
1位
2 位
1位
2 位
M 0 4 0 0 0 3 1 前模
2 后模 3 4 热流道
00 模料
01 镶件 02 镶针 03 斜弹
65 轴承
66 T垫块
67 卡簧
68 69 70 71 72 73 74
75
76
77
78 79 80 81
12 直边 13 直司 14 托司
15 中托司
16 回针
17 直身边锁
18 方锁 19 圆锥锁 20 吊模带 21 运输带 22 吊环 23 24
25
26
27
28 29 30 31
12 电偶线 13 信号线 14 接线盒
01
塑料模具模拟试卷答案

20.内六角螺丝装配时,一般采用(C)工具装配。
A.扳手B.虎钳C.六角匙D.梅花扳手
21.1/2杯头内六角螺丝用(A)六角匙装配合适。
A.3/8 B.1/2 C.1/4 D.8
22.模具用弹簧中的绿弹簧是指(D)弹簧。
A.轻小负荷B.轻负荷C.中负荷D.重负荷
注塑模具模拟试卷答案(100题)
一、单选题(每小题1分)
1.下面不属于注射成形过程的是(A)。
A.氮化过程B.塑化过程C.充模过程D.脱模过程
2.塑胶注射模中,凹模通常在模具的(A)。
A.定模部分B.动模部分C.顶出部分D.浇注部分
3.在定模座板上安装定位圈,主要是为了(B)。
A.方便浇口套定位B.方便安装模具,使注塑机喷嘴与主浇口套对准
61、下列塑料中属于热固性塑料的是(D)。
A、聚乙烯B、ABS C、尼龙D、酚醛
62、塑料熔体粘度与剪切速率无关,称这类熔体为(C)流体。
A、滨哈B、膨胀性C、牛顿D、假塑性
63、模具型腔的(A)不足很可能导致模具开模困难。
A、刚度B、强度C、耐磨性D、耐腐蚀性
64、能够有效降低注塑产品中分子定向程度的方法为(D)。
13.型腔布置和浇口开设部位应(B)。
A.完全对称B.力求对称C.不必对称D.接近对称
14.浇注系统流道(A)。
A.应尽可能短B.应尽可能长C.长短都没关系D.至少大于60mm
15.浇口套进料口球面凹坑半径应比注塑机喷嘴球头半径(A)。
A.大1-2㎜B.小1-2㎜C.相等D.大或小均可
16.浇口套进料口直径应比注塑机喷嘴口径(A)。
C.防止模具从注塑料机上落下D.增加模板的强度与刚度
斜导柱在双色注射模中的应用
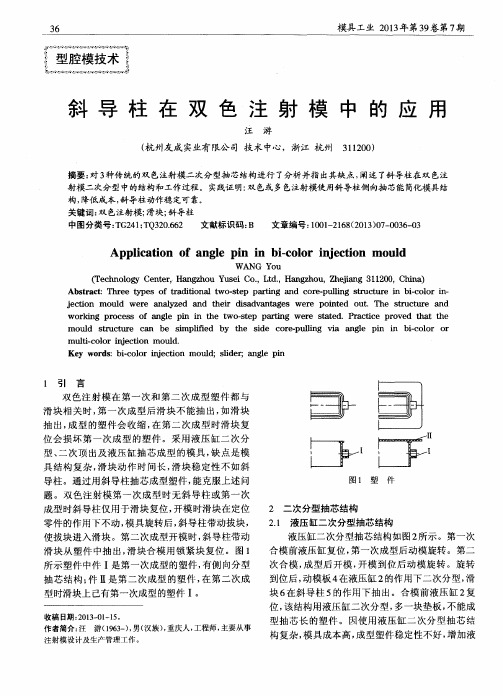
模具工业 2 0 1 3 年第3 9 卷第7 期
斜 导 柱 在 双 色 注 射 模 中 的 应 用
汪 游
( 杭州友成 实业有限公 司 技术中心,浙江 杭 州 3 1 1 2 0 0 )
摘要 : 对3 种传统的双 色注射模二次分型抽 芯结构进行 了分析并指 出其缺 点, 阐述 了斜 导柱在双 色注 射模二次分型中的结构和工作过程 。实践证 明: 双 色或多 色注射模使用斜导柱侧向抽芯能简化模具结 构, 降低成本, 斜导柱动作稳 定可靠。 关键词: 双 色注射模 ; 滑块; 斜导柱
wo r k i ng pr o c e s s o f ng a l e p n i i n t h e t wo- s t e p p a r t ng i we r e s t a t e d. P r a c t i c e p r o v e d t h a t t he
Ab s t r a c t :Th r e e t ype s o f t r a d i t i o na l t wo ・ - s t e p p a r t i n g a n d c or e ・ - pu l l i ng s t r uc t u r e i n bi - ・ c o l o r i n-
收稿 日期 : 2 0 1 3 — 0 1 — 1 5 。 作 者简 介 : 汪 游( 1 9 6 3 一 ) , 男( 汉族 ) , 重 庆人 , 工程 师 , 主要 从事
注 射模 设计及 生产 管理 工作 。
t
:
件
图1 塑
2 二次 分型抽 芯结构 2 . 1 液 压缸 二次分 型抽芯 结构 液压 缸 二次分 型抽 芯 结构如 图 2 所 示 。第一 次 合 模前 液 压缸 复位 , 第一 次成 型 后动模 旋转 。第 二
斜导柱侧向分型与抽芯机构设计
顶杆、顶管顶出塑件后,若与动模一侧的侧滑块 同步复位,就有可能产生回程干涉,导致零件损坏。
避免干涉的措施:
(1)避免在侧型芯投影范围内设置顶杆、顶管
(2)顶杆、顶管推出塑件后,断面仍低于侧 型芯的最低面
(3)采用先复位机构
Notice:利用推件板脱模机构时,不用考虑干涉现象。
8.2 先复位机构
没有锁紧装置, 侧孔要为通孔。
液压抽芯可以 单独控制型芯 的起动,不受 开模时间和顶 出时间的影响。
避免了用瓣合模的组合形 式,
使模具结构简化。
抽拔距大,抽拔力大,运 动平稳。
两个侧芯的抽拔顺序 和复位顺序一定要控制好
8.9 手动分型抽芯机构
8.9.1 模内手动分型抽芯机构
1.丝杠手动抽芯机构
Notice:
采用滑板式顺 序分型机构, 使动模一侧先 分型;
压杆与摆钩不 同面
8.4斜导槽分型与抽芯机构
1. 组成部分:
2.
斜导槽板 侧
滑块
32..斜装导置槽的结构特导点滑:槽 锁紧
1. 抽拔距较大
2. 设计灵活
斜导槽形状
滑块锁紧方式
斜导槽形状
滑块锁紧方式
a图 整体式锁紧, b图 锥形销锁紧,
2. 手动斜槽分型抽芯机构
偏心转盘
偏心滑板
3. 手动齿轮抽芯机构
8.9.2 模外手动分型抽芯机构
8.10 齿轮齿条抽芯机构
齿条固定在定模上
齿条在推出机构上
如抽芯距长而顶出行程也不宜过大, 则可采取双联齿轮或加大传动比来达到较长的抽芯距。
8.11 其它抽芯机构
8.11.1 斜导柱顶杆联合抽芯
8.2 斜导柱侧向分型与抽芯机构
斜导柱孔位置计算公式
斜导柱孔位置计算公式
1.斜导柱孔位置:斜导柱是一种特殊的孔加工形式,通过斜导柱孔实现两个或多个装配零件之间的相对位置。
斜导柱孔位置可以通过以下公式进行计算:
d = l * tanα
其中,d表示斜导柱孔的位移,l表示斜导柱的长度,α表示斜导柱的斜角。
这个公式适用于计算斜导柱到平面或轴线的距离。
注意:斜导柱通常在两个零件上分别加工一个孔,因此在计算斜导柱孔位置时,需要根据两个孔的相对位置来确定斜角α。
2.斜角的确定:斜导柱的斜角α可以通过以下公式进行计算:
α = atan(h / l)
其中,h表示两个孔之间的垂直距离,l表示斜导柱的长度。
注意:这个公式适用于计算斜导柱与平面或轴线之间的斜角。
3.斜导柱孔位置计算实例:
假设我们需要在两个零件A和B上加工斜导柱孔,零件A上的孔与零件B上的孔的相对位置如下:
-孔A位于平面X上的坐标为(Ax,Ay,Az)
-孔B位于平面X上的坐标为(Bx,By,Bz)
先计算两个孔之间的垂直距离h:
h=,Az-Bz
然后计算斜导柱的长度l:
l=√[(Ax-Bx)²+(Ay-By)²]
接下来,可以根据公式2计算斜角α:
α = atan(h / l)
最后,根据公式1计算斜导柱孔位置d:
d = l * tanα
注意:上述计算公式适用于在平面X上计算斜导柱孔位置的情况,如果是在其他平面上计算斜导柱孔位置,则需要根据具体情况进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
华威模具设计规范
机械抽芯斜导柱结构形式
塑件侧壁上的凸台凹槽及卡钩多数情况下采用机械抽芯完成开模动 作,最常用的方法采用斜导柱驱动滑块完成抽芯动作. 最常用的斜导柱抽芯角度 A 为 13 度,特殊情况下可以采用其他整数 抽芯角度,推荐使用 8 度,15 度,18 度,20 度 ,22 度,但最大不 得超过 23 度. 一般情况下锁紧面的度数比抽芯角度大 2 度,防止运动干涉.
华威模具设计规范
常见结构如下: 1, 斜导柱固定块固定斜导柱.
其中 D,H,L 的尺寸参照斜导柱固定块 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上 的余量)与斜导柱的角度进行计算
华威模具设计规范
D 16 20 24 30 36 40
D1 22 26 30 36 42 46
H 25 30 35 40 45 50
H1 7 7 9 11 13 13
H2 6 6 7 8 8.5 9.5
W 37 41 44 53 56 60
W1 18 19 19.5 24 26 28
B 50 55 60 70 80 85
B1 32 37 40 48 56 61
L1 9 9 10 11 12 12
L2 28 32 34 41 44 48
d 7 7 9 11 13 13
d1 11 11 14 16 18 18
R 10 10 10 10 10 10
华威模具设计规范
2,
斜导柱直接固定在形腔固定板上
此结构适用于所有尺寸规格的斜导柱 l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
3,
螺钉固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
4,直接螺纹固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
5,采用压紧块固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.
D<=20mm 时, D>=20mm 时,
A=5~10mm A=10~15mm
华威模具设计规范
以上结构图中,斜导柱都固定在形腔固定板上,也可以通过类似的固 定方式将斜导柱固定在滑块上. 1, 斜导柱用垫板固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
2,斜导柱采用压板固定
此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
3,螺钉固定斜导柱
此结构适用于 D>=20mm 的斜导柱 L>=1.2D D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
4,
直接螺纹固定
此结构适用于所有尺寸规格的斜导柱 L>=1.2D,L1=1.5M D<=20mm 时, D>=20mm 时, A=5~10mm A=10~15mm
l 的尺寸根据滑块抽芯距离(塑件实际需要抽芯的距离+5mm 以上的 余量)与斜导柱的角度进行计算
华威模具设计规范
以上 5 种结构图中滑块都带有拖板,滑块不带拖板时同样适用.
。