斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
注射成型工艺
1注射成型的原理、特点、应用原理:将粒状或粉状的塑料从注射机的料斗送入配有加热装置的机筒中进行加热熔融塑化,使之成为粘流态的熔体,然后再注射机柱塞的压推作用下,以很高的流速通过机筒前端的喷嘴注入温度较低的闭合型腔中,经过一点时间的保压冷却定型后,开模分型即可从型腔中脱出具有一定形状和尺寸的塑料制件。
特点:应用:2注射成型的工艺过程答:注射成型工艺过程包括成型前的准备,注射过程和塑件的后处理三部分。
(1)成型前的准备:原料外观的检查和工艺性能测定;原材料的染色及对料粉的造粒;对易吸湿的塑料进行充分的预热和干燥,防止产生斑纹、气泡和降解等缺陷;生产中需要改变产品、更换原料、调换颜色或发现塑料中有分解现象时的料筒清洗;对带有嵌件塑料制件的嵌加进行预热及对脱模困难的塑料制件选择脱模剂等。
(2)注射过程:加料、塑化、注射、冷却和脱模。
注射过程又分为充模、保压、倒流、交口冻结后的冷却和脱模。
(3)塑件的后处理:退火处理、调湿处理。
3注射成型工艺参数:温度、压力、作用时间温度控制包括料筒温度、喷嘴温度和模具温度。
料筒温度分布一般采用前高后低的原则,即料筒的加料口(后段)处温度最低,喷嘴处的温度最高。
料筒后段温度应比中段、前段温度低5~10°C。
对于吸湿性偏高的塑料,料筒后段温度偏高一些;对于螺杆式注射机,料筒前段温度略低于中段。
螺杆式注射机料筒温度比柱塞式注射机料筒温度低10~20°C。
压力分为塑化压力和注射压力。
作用时间(只完成一次注射成型过程所需的时间)亦称成型周期。
4注射成型周期包括哪几部分?答:注射成型周期包括(1)合模时间(2)注射时间(3)保压时间(4)模内冷却时间(5)其他时间(开模、脱模、喷涂脱模剂、安放嵌件的时间)。
合模时间是指注射之前模具闭合的时间,注射时间是指注射开始到充满模具型腔的时间,保压时间是制型腔充满后继续加压的时间,模内冷却时间是制塑件保压结束至开模以前所需要的时间,其他是是指开模,脱模,涂脱磨剂,安放嵌件的时间。
§5.2 三、斜导柱侧向分型与抽芯注射模

§5.2
注射模的典型结构
合模工作过程: 在注塑机开合模机构带动 下,动模部分向右移动,复 位杆与定模接触停止运动, 带动推出机构复位; 斜导柱使侧型芯滑块向内 移动复位,最后侧型芯滑块 由楔紧块锁紧,开合模机构 继续向右施加锁模力,完成 合模动作。
§5.2
注射模的典型结构
为合模时斜导柱能顺利地 插入滑块的斜导孔中使滑块 复位,侧型芯滑块应有准确 的定位。 侧滑块定位装臵组成: 挡块5 滑块拉杆8 螺母6 弹簧7 垫片。
§5.2
注芯注射模 侧向分型与抽芯机构: 带动侧向成型零件进行 侧向移动的整个机构。 ——是常用的侧向 分型与抽芯结构形式。
§5.2
注射模的典型结构
斜导柱侧向抽芯机构组成: 斜导柱10 侧型芯滑块11 楔紧块9 挡块5 滑块拉杆8 弹簧7 螺母6
§5.2
注射模的典型结构
§5.2
注射模的典型结构
楔紧块的作用: 是防止注射时熔体压力 使侧型芯滑块产生位移, 楔紧块的斜面应与侧型芯 滑块上斜面的斜度一致。
斜导柱注塑模具
开模工作过程: 在开合模机构的带动下, 动模向左移动; 拉料杆将浇口套中的主流 道凝料拉出; 开模力通过斜导柱带动 侧型芯滑块在动模板4的 导滑槽内向外滑动,直至 侧型芯滑块与塑件完全脱 开,完成侧向抽芯动作。
§5.2
注射模的典型结构
塑件包在型芯,随动模 继续左移,直到注射机顶 杆与模具推板接触(相对 向右),推出机构开始工 作: 顶杆带动推板和推杆固 定板,推杆固定板带动推 杆,推杆将塑件从型芯上 推出,塑件自然落下或手 工将取下。
侧向分型抽芯机构注射模的教学法探究与实践
侧向分型抽芯机构注射模的教学法探究与实践摘要:不同结构的塑料制品在成型时,需要使用不同的塑料模具来完成。
当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
关键词:侧向分型抽芯机构、斜导柱、斜滑块侧向分型抽芯机构注射模的教学一直是塑料模教学中的难点,学生不易掌握。
如何化难为简,使学生已易于理解和掌握是教师在教学中要解决的问题。
多年教学实践我总结了一套行之有效的教学方法,供同行们借鉴。
随着科技的发展,塑料产品越来越多,而不同结构的塑料制品在成型时,需要使用不同的塑料模来完成,当塑件带有侧孔或侧凸起时,需要带侧向分型抽芯机构的注射模成型。
使注射模中侧向型芯移动的机构称为侧向分型与抽芯机构。
典型的侧向分型抽芯机构注射模有两种结构,斜导柱侧向分型抽芯机构注射模和斜滑块侧向分型抽芯机构注射模。
斜滑块侧向分型抽芯机构又分为斜滑块外侧分型抽芯机构和斜滑块内侧分型抽芯机构。
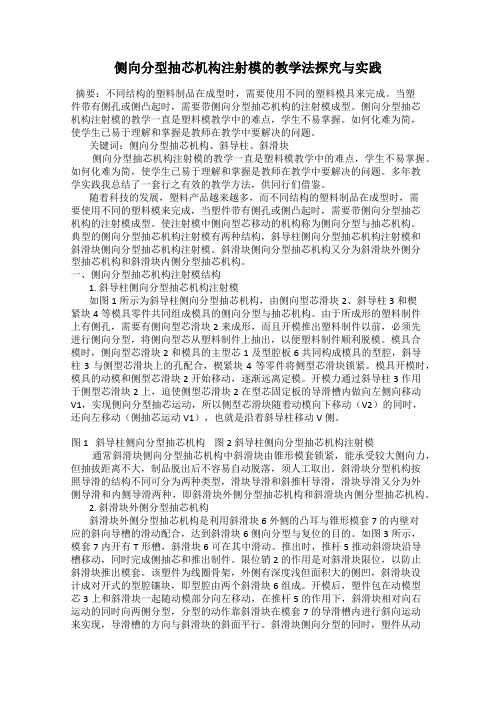
一、侧向分型抽芯机构注射模结构1. 斜导柱侧向分型抽芯机构注射模如图1所示为斜导柱侧向分型抽芯机构,由侧向型芯滑块2、斜导柱3和楔紧块4等模具零件共同组成模具的侧向分型与抽芯机构。
由于所成形的塑料制件上有侧孔,需要有侧向型芯滑块2来成形,而且开模推出塑料制件以前,必须先进行侧向分型,将侧向型芯从塑料制件上抽出,以便塑料制件顺利脱模。
模具合模时,侧向型芯滑块2和模具的主型芯1及型腔板6共同构成模具的型腔,斜导柱3与侧型芯滑块上的孔配合,楔紧块4等零件将侧型芯滑块锁紧。
模具开模时,模具的动模和侧型芯滑块2开始移动,逐渐远离定模。
开模力通过斜导柱3作用于侧型芯滑块2上,迫使侧型芯滑块2在型芯固定板的导滑槽内做向左侧向移动V1,实现侧向分型抽芯运动,所以侧型芯滑块随着动模向下移动(V2)的同时,还向左移动(侧抽芯运动V1),也就是沿着斜导柱移动V侧。
§5.2 三、斜导柱侧向分型与抽芯注射模

注射模的典型结构
塑件包在型芯12上,随动 模继续左移,直到注射机顶 杆与模具推板19接触,推出 机构开始工作,推杆16将塑 件从型芯上推出。 合模时: 复位杆使推出机构复位, 斜导柱使侧型芯滑块向内移 动复位,最后侧型芯滑块由 楔紧块9锁紧。
§5.2
注射模的典型结构
斜导柱侧向抽芯结束后, 为保证滑块不侧向移动, 合模时斜导柱能顺利地插入 滑块的斜导孔中使滑块复位, 侧型芯滑块应有准确的定位。 侧滑块定位装臵组成: 挡块5、滑块拉杆8、螺母6 、弹簧7、垫片。
§5.2
注射模的典型结构
楔紧块的作用: 是防止注射时熔体压力 使侧型芯滑块产生位移, 楔紧块的斜面应与侧型芯 滑块上斜面的斜度一致。
§5.2
注射模的典型结构
斜导柱侧向抽芯机构组成: 斜导柱10 侧型芯滑块11 楔紧块9 挡块5 滑块拉杆8 弹簧7 螺母6
§5.2
注射模的典型结构
开模时: 动模向左移动,开模力 通过斜导柱带动侧型芯滑 块在动模板4的导滑槽内向 外滑动。 直至侧型芯滑块与塑件 完全脱开,完成侧向抽芯 动作。
§5.2
52注射模的典型结构塑件包在型芯12上随动模继续左移直到注射机顶杆与模具推板19接触推出机构开始工作推杆16将塑复位杆使推出机构复位斜导柱使侧型芯滑块向内移动复位最后侧型芯滑块由楔紧块9锁紧
§5.2
注射模的典型结构
三、斜导柱侧向分型与 抽芯注射模 侧向分型与抽芯机构: 带动侧向成型零件进行 侧向移动的整个机构。 ——斜导柱侧向分型与 抽芯注射模是常用的侧向 分型与抽芯结构形式。
注塑模的结构

斜导柱侧向分型与抽芯塑模工作示意图6
合模,复位杆首先撞上定模 板复位,同时斜导柱进入斜 导孔,侧滑块复位
完全合模, 准备充模
8、模架
注塑模具的分类
1、按模具总体结构特征分类
1)单分型面注塑模 开模时,动、定模分开,从单一的分型面取出塑件和浇注 系统冷凝料,又称双(两)板式注射模具。
2)双分型面注塑模 有两个不同的分型面,用于分别取出塑件和冷凝料。它是 在动模板和定模板之间增加一块可往复移动的型腔板(又 称中间板或流道板),双分型面又称三板式注射模具。
2.按模具型腔的容量分类
一般把模具型腔容积达3000cm3以上的注射模称为大型注 射模。大型注射模设计与制造的难度高、造价昂贵,必须 慎重考虑塑料熔体的流动性、模具的力学特性和温度调节 系统。习惯上把模具型腔容积在100cm3及以内的注射模称 为小型注射模。介于两者之间为中型注射模。
二、注射模具的典型结构
提箱手把需人工后处理(生产效率低)
1.工作原理
A-A为第一分型面,
分型后浇注系统凝料由
此脱出;B-B为第二分
型面,分型后塑件由此
脱出。
1-支架;2-支承板;3-型芯 固定板;4-推件板;5-导柱; 6-限位销;7-弹簧;8-定距 拉板;9-型芯;10-浇口套; 11-定模座板;12-中间板(定 模板);13-导柱;14-推杆; 15-推杆固定板;16-推板
根据模具上各个部分 功能和所起作用
动模 定模
成型零部件 结构零部件
浇注系统 温度调节系统
排气系统
一、注塑模具的分类
注塑模具的组成
两大部分: 动模(安装在注射机的动模板上 ) 定模(安装在注射机的定模板上 ) 注射前动、定模在注射机驱动下闭合,形成型腔和浇注 系统,注射机将已塑化的塑料熔体通过浇注系统注入型 腔,经冷却凝固后,动定模打开,脱模机构推出塑件。
难点斜导柱侧分型与抽芯注射模的总体结构和工作原理

正确选择主型芯位置
§6.4 其他类型的侧抽芯注射模
3)斜滑块侧抽芯机构的要点
开模时斜滑块的止动
§6.4 其他类型的侧抽芯注射模
3)斜滑块侧抽芯机构的要点
斜滑块的倾斜角和推出行程
斜滑块的倾斜角可比斜导柱的倾斜角大一些,一般 在≤30°内选取 斜滑块推出模套的行程
立式模具不大于斜滑块高的1/2 卧式模具不大于斜滑块高的1/3
§6.2斜导柱侧抽芯机构设计与计算
斜导柱长度的确定
L l1 l2 l4 l5 D tan ha S抽 (5 ~ 10)mm
2
cos sin
§6.2斜导柱侧抽芯机构设计与计算
斜导柱的受力分析
§6.2斜导柱侧抽芯机构设计与计算
斜导柱直径的确定
斜导柱直径(d)取决于它所受的最大弯曲力(F弯)
斜导柱分型与抽芯机构 斜滑块分型与抽芯机构 其它侧抽芯机构
§6.1 侧分型与抽芯注射模实例分析
2、斜导柱侧抽芯注射模结构组成及工作过程
组成 斜导柱 侧型芯滑块 导滑槽 楔紧块 型芯滑块定距限 位装置
§6.1 侧分型与抽芯注射模实例分析
§6.1 侧分型与抽芯注射模实例分析
§6.2斜导柱侧抽芯机构设计与计算
楔杆摆杆式先复位机构
§6.3 斜导柱侧抽芯机构应用形式
楔杆摆杆式先复位机构
§6.3 斜导柱侧抽芯机构应用形式
楔杆滑块摆杆式先复位机构
§6.3 斜导柱侧抽芯机构应用形式
连杆式先复位机构
§6.3 斜导柱侧抽芯机构应用形式
2、斜导柱安装在动模、侧滑块安装在定模
§6.3 斜导柱侧抽芯机构应用形式
2、斜导柱安装在动模、侧滑块安装在定模
模具设计斜导柱侧向分型与抽芯机构设计PPT课件
8.4斜导槽分型与抽芯机 构
1. 组成部分: 斜导槽板 侧滑块 导滑槽 锁紧装置
2.斜导槽的结构特点:
1. 抽拔距较大 2. 设计灵活
第26页/共64页
斜导槽形状 滑块锁紧方式
斜导槽形状
第27页/共64页
滑块锁紧方式
a图 整体式锁紧, b图 锥第2形8页销/共锁64页紧,
锁紧力大
侧型芯比较宽
C图 斜导槽锁紧, 锁紧力较小
斜导柱机构受力分析及斜导 柱直径计算
1.受力分析 (1)正常抽芯时
第61页/共64页
开模力:
弯曲力: (2)倾斜抽芯时
P1
Q sin(a ) cos cos(a 2)
P Q cos2 cos(a 2)
Q cos2 P cos( 2) QK f
第62页/共64页
2 导柱直径计算 最大弯矩产生在梁的固定端
第33页/共64页
8.7 顶出抽芯机 构
斜顶杆顶出抽芯
注意: 斜顶杆要左右活动 斜顶杆固定于 框架内的滚轮上; 或底部加工成圆弧面
斜角应选取较小值, 一般不宜超过20°, 移式抽芯
注意: 有顶出平移空间, 顶杆两侧有斜面
第35页/共64页
L>L1 S>h S1>S
设计要点: 推出机构不再利用 复位杆复位时,利 用复位杆复位,楔 杆固定于定模座第上12页/共64页 ,连杆固定于动模 支撑板与顶杆固定 板上
(3)杠杆式先复位机构
动作特点:
设计要点:
第13页/共64页
(4)三角滑块式先复位机构
动作特点:
设计要点:
Notice:先复位机构一般都不第14页/共64页 容易保证推杆等推出 机构的精确复位,故 常设复位杆保证复位 精度。
第5章 注射模基本结构与注射机
5.1 注射模的分类及结构组成
5.1.2 注射模具的结构组成 5. 推出机构 推出机构是将成型后的塑件从模具中推出的装置。 推出机构由推杆、复位杆、推杆固定板、推板、主流道拉料杆、推 板导柱和推板导套等组成。
6. 温度调节系统 7. 排气系统 为了将型腔中的空气及注射成型过程中塑料本身挥发出来的气体排 出模外,必须开设排气系统。
5.3 注射模与注射机
5.3.3 注射机有关工艺参数的校核 6. 开模行程的校核 (1)注射机的最大开模行程与模具厚度无关 II. 对于双分型面注射模
S max ≥ H1+H2+a+(5~10)mm
式中 a —— 取出浇注系统凝料必须的长 度(mm)。
5.3 注射模与注射机
5.3.3 注射机有关工艺参数的校核 6. 开模行程的校核 (2)注射机的最大开模行程与模具厚度有关的校核 I. 对于单分型面注射模 S-Hm ≥ H1+H2+(5~10)mm
5.1 注射模的分类及结构组成
5.1 注射模的分类及结构组成
5.1.2 注射模具的结构组成 结构组成:成型部分、浇注系统、导向机构、侧向分型与抽芯机 构、推出机构、温度调节系统、排气系统、支承零部件 1. 成型部分 成型部分是指与塑件直接接触、成型塑件内表面和外表面的模具 部分。 凸模(型芯)形成塑件的内表面形状,凹模(型腔)形成塑件的 外表面形状。 2. 浇注系统 浇注系统是熔融塑料在压力作用下充填模具型腔的通道(熔融塑 料从注射机喷嘴进入模具型腔所流经的通道)。 浇注系统由主流道、分流道、浇口及冷料穴等组成。 3. 导向机构 导向机构分为动模与定模之间的导向和推出机构的导向。 4. 侧向分型与侧向抽芯机构
5.3 注射模与注射机
5.3.3 注射机有关工艺参数的校核 6. 开模行程的校核 (1)注射机的最大开模行程与模具厚度无关的校核 I. 对于单分型面注射模 S ≥ H1+H2+(5~10)mm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
表JX—2
淮海技师学院教案
编号:SHJD—508—14 版本号:A/0 流水号:
课题:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
教学目的、要求: 1.斜导柱侧向分型与抽芯注射模基本结构、组成和特点
2.定模带有推出装置的注射模基本结构、组成和特点
3.斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理教学重点:斜导柱侧向分型与抽芯注射模基本结构、组成和特点
定模带有推出装置的注射模基本结构、组成和特点
教学难点:斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模工作原理授课方法:讲解拆装示范认知
教学参考及教具(含电教设备):多媒体实体模具教具
教学后记:
板 书 设 计
注:要求以一块黑板的版面来进行板书设计
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
复习导入:
单分型面注射模工作原理?
双分型面注射模工作原理? 引言:
通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的
学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点 。
这就是本节课我们所要学习的内容。
新课讲解:
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
工作原理
注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
1.工作原理
开模时,动模向左移动,塑件因包紧在凸模上留在定模一侧而从动模板及成型镶块中脱出。
当动模左移至一定距离时,拉板通过定距螺钉带动推件板将塑件从凸模上脱出。
【课后小结】
【练习与作业】
1.斜导柱侧向分型与抽芯注射模工作原理?
2.带有活动镶件的注射模工作原理?
教案纸
教学过程学生活动学时分配
斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模
复习导入:
单分型面注射模工作原理?
双分型面注射模工作原理?
引言:
通过上节课对塑料及塑料工业的发展、塑料成型技术的发展趋势、学习本课程应达到的目的的学习,同学们对塑料成型工艺与模具设计这门课程有了初步的了解,接下来,让我们来了解一下斜导柱侧向分型与抽芯注射模及定模带有推出装置的注射模的结构基本结构、组成和特点。
这就是本节课我们所要学习的内容。
新课讲解:
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
1、工作原理
注射成型后开模,开模力通过斜导柱作用于侧型芯滑块,型芯滑块随着动模的后退在动模板的导滑槽内向外滑移,直至滑块与塑件完全脱开,侧抽芯动作完成。
这时塑件包在凸模上随动模继续后移,直至注射机顶杆与模具推板接触,推出机构开始工作,推杆将塑件从凸模上推出。
合模时,复位杆使推出机构复位,斜导柱使侧型芯滑块向内移动,最后楔紧块将其锁紧。
2 、设计注意事项
1)斜导柱侧向分型与抽芯结束后在脱离侧型芯滑块时应有准确的定位措施,以便在合模时斜导柱能顺利地插入滑块的斜导孔中使滑块复位;
2)楔紧块是防止注射时熔体压力使侧型芯滑块产生位移而设置的,因此,其上面的斜面应与侧型芯滑块上的斜面斜度一致,并留有一定的修正余量,以便修正;
3)斜导柱侧向分型抽芯机构有四种基本形式:斜导柱安装在定模,侧型芯滑块设置在动模;斜导柱安装在动模,侧型芯滑块设置在定模;斜导柱与侧型芯滑块同安装在定模;斜导柱与侧型芯滑块同安装在动模。
温故知新
总结前段课程
用总结的方法导入新课激发学生学习兴趣
教案纸教
教学过程学生活动学时分配
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
1.工作原理
开模时,动模向左移动,塑件因包紧在凸模上留在定模一侧而从动模板及成型镶块中脱出。
当动模左移至一定距离时,拉板通过定距螺钉带动推件板将塑件从凸模上脱出。
2.设计注意事项
1)拉板应在模具两侧对称分布以防止脱模板因受力不平衡而卡死不能动作;
2)拉板长度设计应保证动模与定模之间的分离距离能使塑件顺利地从中取出;
3)对脱模板及动模导向的导柱应有足够的长度,满足导向的要求。
表JX —5 5
教 案 纸
教学过程
学生活动
学时分配 【课后小结】
一、斜导柱侧向分型与抽芯注射模
当塑件侧壁有通孔、凹穴或凸台时,其成型零件必须制成可移动的,这样塑件才能顺利脱模。
带动型芯滑块侧向移动的整个机构称侧向分型与抽芯机构。
二、定模带有推出装置的注射模
将塑件留在定模一侧对成型更有利,此种装置制得的的塑件不是被推出而是被拉出脱模,设计这类模具要保证拉板在模具两侧对称布置,拉板长度设计应保证动定模之间的分离距离能使塑件顺利的从中取出,导柱应有足够的长度满足导向要求。
【练习与作业】
斜导柱侧向分型与抽芯注射模工作原理? 定模带有推出装置的注射模工作原理?。