塑件收缩率及其计算
塑料收缩率计算公式

塑料的收缩率是指在塑料制品冷却过程中,由于塑料分子结构重新排列和凝固收缩而导致的尺寸缩小的比例。
塑料的收缩率与塑料材料的种类、成分、工艺条件等因素有关,因此具体的计算公式会有所差异。
以下是一种常用的简化计算收缩率的公式:
收缩率(%)= [(原始尺寸-最终尺寸) / 原始尺寸] ×100
其中,原始尺寸是制品在热态时的尺寸,最终尺寸是制品在冷却后的尺寸。
这个公式假设塑料材料在冷却过程中是等向收缩的,即各个方向的收缩率相同。
需要注意的是,具体的塑料材料和工艺条件会影响收缩率的大小和方向,因此在实际生产中,为了得到更准确的收缩率,通常需要进行实验和测试。
此外,一些塑料制品在设计时会考虑到收缩率,通过调整模具尺寸等方式来补偿收缩,以获得所需的最终尺寸。
塑料收缩率大全,赶紧收藏不得不服

塑料收缩率大全,赶紧收藏不得不服玩注塑了解更多详情收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称 英文 密度 玻璃纤维含量 线性热膨胀系数平均比热 热导率 加工温度 模具温度收缩率[g/cm 3] [%] 10-5/k -1 [KJ/(kg x K)] W.m-1.k-1[℃] [℃] [%] 聚苯乙烯 PS 1.05 6~8 1.2~1.3 0.16 180-280 100.3-0.6聚苯乙烯,中.高冲击性 HI-PS 1.05 1.21 170-260 5-75 0.5-0.6 聚苯乙烯-丙烯晴 SAN 1.08 1.3 180-270 50-80 0.5-0.7 丙烯晴-丁二烯-苯乙烯 ABS 1.06 1.4 210-275 50-900.4-0.7 苯烯晴-苯乙烯-丙烯酸 ASA 1.07 1.3 230-260 40-900.4-0.6低密度聚乙烯 LDPE 0.954 13~20 1.9~2.1 0.35 160-260 50-701.5-5.0 高密度聚乙烯 HDPE 0.92 11~132.3-2.5 0.44 260-300 30-701.5-3.0 聚丙烯 PP 0.915 6~10 0.84-2.5 0.24 250-270 50-751.0-2.5 聚丙烯-GR PPGR 1.15 30 1.1-1.35 260-280 50-800.5-1.2 聚异丁烯 IB150-200 聚甲基戊烯 PMP 0.83 280-310 701.5-3.0软质聚氯乙烯 PVC-soft 1.38 7~25 0.85 0.15 170-200 15-50 >0.5硬质聚氯乙烯 PVC-rigid 1.38 5~18.5 0.83-1.05 0.16 180-21030-50 0.5聚氟亚乙烯 PVDF 1.2 250-270 90-1003.0-6.0聚四氟乙烯 PTFE2.12-2.1710 1.02~1.08 0.27 320-360 200-2303.5-6.0氟化乙烯基丙烯共聚物FEP 2.153.0-4.0 聚甲基丙烯酸甲脂(丙烯) PMMA 1.184.51.39~1.46 0.19210-24050-700.1-0.8 聚甲醛POM1.42 10 1.47-1.5 0.23200-210 >901.9-2.3 聚苯撑氧或聚氧化亚苯 PPO1.061.45250-300 80-1000.5-0.7 聚苯撑氧-GR PPO-GR 1.27 30 1.3280-300 80-100 <0.7 醋酸纤维素CA1.27-1.31.3-1.7180-320 50-80 0.5 醋酸-丁酸纤维素CAB1.17-1.22 1.3-1.7180-230 50-80 0.5 丙酸纤维表素 CP 1.19-1.23 1.7180-230 50-80 0.5 聚碳酸醋 PC1.21.3280-32080-100 0.8 聚碳酸脂-GRPC-GR 1.4210-32 1.1 300-330 100-120 0.15-0.55 聚氨基甲酸酯 TPU 10~20 1.76 0.3聚乙烯对苯二甲酸乙酯PET1.01 0.14聚乙烯对苯二甲酸乙酯-GR PET-GR 1.5-1.57 20-30260-2901401.2-2.0聚丁烯对苯二酸PBT 1.3240-260 60-801.5-2.5 聚丁烯对苯二酸-GR PBT-GR 1.52-1.57 30-50250-270 60-800.3-1.2 尼龙6(聚酸胺6)PA 6 1.1461.6~1.8 0.31240-260 70-1200.5-2.2 尼龙6-GRPA 6-GR 1.36-1.65 30-501.26-1.7270-290 70-120 0.3-1 尼龙6/6 PA 66 1.15 9 1.7 0.25260-290 70-1200.5-2.5 尼龙6/6-GR PA66-GR 1.20-1.65 30-501.4280-310 70-1200.5-1.5 尼龙11 PA 111.03-1.052.4210-250 40-800.5-1.5 尼龙12 PA 121.01-1.041.2210-25040-800.5-1.5聚醚砜PES5.51.12 0.18聚醚矾 PSO1.37310-390 100-1600.7聚硫化亚苯 PPS 1.64 40 370 >150 0.2 热塑性聚亚胺脂PUR1.2 1.85 195-230 20-40 0.9酚甲醛树脂GP PF 1.4 1.360-80170-190 1.2 三聚氰胺甲醛GPMF1.5 1.3 70-80150-165 1.2-2 三聚氰胺酚甲醛 MPF1.6 1.1 60-80160-180 0.8-1.8 聚脂树脂 UP 2.0-2.1 0.9 40-60150-170 0.5-0.8 环氧树脂 EP 1.9 30-80 8 1.05-1.9 0.17 ca.70160-170 0.2 氧丁橡胶 24 1.7 0.21天然橡胶 1.92 0.18聚乙丁烯1.95改性工程塑料成型收缩率(ASTM D955)PA6系列成型收缩率 名称及描述成型收缩率%备注15%玻纤增强PA60.5-0.8 PA6G15 20%玻纤增强PA6 0.4-0.6 PA6G20 30%玻纤增强PA6 0.3-0.5 PA6G30 40%玻纤增强PA6 0.1-0.3 PA6G40 50%玻纤增强PA60.1-0.3 PA6G50 25%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G25 30%玻纤增强阻燃PA6 0.2-0.4 Z-PA6G30 30%玻纤增强无卤阻燃PA6 0.2-0.4 Z-PA6G30 无卤阻燃PA60.8-1.2 Z-PA6 30%矿物填充无卤阻燃PA6 0.5-0.8 Z-PA6M30 30%玻璃微珠填充PA6 0.8-1.2 PA6M30 30%玻纤矿物复合填充PA6 0.3-0.5 PA6M30 40%玻纤矿物复合填充PA6 0.2-0.5 PA6M40 30%矿物填充PA6 0.6-0.9 PA6M30 40%矿物填充PA6 0.4-0.7 PA6M40 PA6一般注塑级 1.4-1.8 PA6 PA6快速成型 1.2-1.6 PA6 PA6一般增韧 1.0-1.5 PA6 PA6中等增韧 0.9-1.3 PA6 PA6超增韧0.9-1.3 PA6MoS2填充耐磨PA6 1.0-1.4 PA6 PA66系列成型收缩率名称及描述成型收缩率%备注15%玻纤增强PA66 0.6-0.9 PA66G15 20%玻纤增强PA66 0.5-0.8 PA66G20 25%玻纤增强耐热油PA66 0.4-0.7 PA66G25 30%玻纤增强PA66 0.4-0.7 PA66G30 30%玻纤增强耐水解PA66 0.3-0.6 PA66G30 40%玻纤增强PA66 0.2-0.5 PA66G40 50%玻纤增强PA66 0.1-0.3 PA66G50 25%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G25 30%玻纤增强阻燃PA66 0.2-0.4 Z-PA66G30 30%矿物填充无卤阻燃PA66 0.2-0.4 PA66M30 无卤阻燃PA66 0.8-1.2 Z-PA66 30%矿物填充无卤阻燃PA66 0.4-0.7 Z-PA66M30 30%玻璃微珠填充PA66 0.8-1.2 PA66M30 30%玻纤矿物复合填充PA66 0.2-0.5 PA66M30 30%矿物填充PA66 0.6-0.9 PA66M30 40%矿物填充PA66 0.4-0.7 PA66M40 一般注塑级PA66 1.5-1.8 PA66快速成型PA66 1.5-1.8 PA66一般增韧PA66 1.2-1.7 PA66中等增韧PA66 1.2-1.6 PA66超增韧PA66 1.2-1.6 PA66MoS2填充耐磨PA66 1.2-1.6 PA66PA/ABS系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PA/ABS 0.3-0.6 PA/ABSG10 20%玻纤增强PA/ABS 0.2-0.5 PA/ABSG20 30%玻纤增强PA/ABS 0.1-0.3 PA/ABSG30 20%玻纤增强阻燃PA/ABS 0.2-0.5 Z-PA/ABSG20 耐冲击PA/ABS 0.5-0.8 PA/ABS高冲击PA/ABS 0.8-1.0 PA/ABSPP系列成型收缩率名称及描述成型收缩率%备注20%滑石粉填充PP 1.0-1.5 PPM20 30%滑石粉填充PP 0.8-1.2 PPM30 40%滑石粉填充PP 0.8-1.0 PPM4020%滑石粉填充增韧PP 1.0-1.2 PPM20 20%碳酸钙填充PP 1.2-1.6 PPM20 10%玻纤增强PP 0.7-1.0 PPG10 20%玻纤增强PP 0.5-0.8 PPG20 30%玻纤增强PP 0.4-0.7 PPG30 40%玻纤增强PP 0.3-0.5 PPG40 20%玻璃微珠填充PP 1.2-1.6 PPM20 30%玻璃微珠填充PP 1.0-1.2 PPM20 15%玻纤增强阻燃PP 0.5-0.7 Z-PPG15 20%玻纤增强阻燃PP 0.3-0.5 Z-PPG20 30%玻纤增强阻燃PP 0.2-0.4 Z-PPG30 溴系阻燃级PP 1.5-1.8 PP无卤阻燃级PP 1.3-1.6 PP高流动高钢性PP 1.5-2.0 PP一般增韧PP 1.5-2.0 PP中等增韧PP 1.4-1.9 PP超增韧PP 1.3-1.8 PP耐热老化PP1 1.5-2.0 PP1耐热老化PP2 1.5-2.0 PP2耐热老化PP3 1.5-2.0 PP3抗冲击耐侯PP4 1.5-2.0 PP4高抗冲耐侯PP5 1.5-1.8 PP5 20%滑石粉填充PP6 1.0-1.2 PP6 30%滑石粉填充PP7 0.9-1.1 PP7 40%滑石粉填充PP8 0.8-1.0 PP8 20%玻纤增强PP9 0.5-0.8 PP9 30%玻纤增强高耐热PP 0.4-0.7 PP10 PC系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PC 0.3-0.5 PCG10 20%玻纤增强PC 0.3-0.5 PCG20 25%玻纤增强PC 0.2-0.4 PCG25 30%玻纤增强PC 0.2-0.4 PCG30 20%玻纤增强阻燃PC 0.2-0.4 Z-PCG20 25%玻纤增强阻燃PC 0.2-0.4 Z-PCG25 30%玻纤增强阻燃PC 0.2-0.4 Z-PCG30 20%玻纤增强无卤阻燃PC 0.2-0.4 Z-PCG20 30%玻纤增强无卤阻燃PC 0.1-0.3 Z-PCG30 20%玻璃微珠填充PC 0.3-0.6 PCM20PC/ABS系列成型收缩率名称及描述成型收缩率%备注20%玻纤增强PC/ABS 0.2-0.4 PC/ABSG20 溴系阻燃PC/ABS 0.3-0.6 Z-PC/ABS 无卤阻燃PC/ABS 0.4-0.7 Z-PC/ABS 耐侯级PC/ABS 0.4-0.7 PC/ABS 35%PC 0.4-0.6 PC/ABS 65%PC 0.4-0.7 PC/ABS 85%PC 0.4-0.7 PC/ABS PC/PBT系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PC/PBT 0.5-0.8 PC/PBTG10 20%玻纤增强PC/PBT 0.4-0.6 PC/PBTG20 30%玻纤增强PC/PBT 0.3-0.5 PC/PBTG30 30%玻纤增强阻燃高耐热PC/PBT 0.3-0.5 Z-PC/PBTG30 高冲击高耐热PC/PBT 0.6-1.0 PC/PBTPBT/ABS系列成型收缩率名称及描述成型收缩率%备注20%玻纤增强PBT/ABS 0.3-0.5 PBT/ABSG20 30%玻纤增强PBT/ABS 0.2-0.4 PBT/ABSG30 20%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG20 30%玻纤增强阻燃PBT/ABS 0.2-0.4 Z-PBT/ABSG30 通用注塑级PBT/ABS 0.8-1.2 PBT/ABS通用阻燃级PBT/ABS 0.7-1.1 PBT/ABSPBT系列成型收缩率名称及描述成型收缩率%备注10%玻纤增强PBT 0.8-1.2 PBTG10 15%玻纤增强PBT 0.7-1.0 PBTG15 20%玻纤增强PBT 0.4-0.7 PBTG20 25%玻纤增强PBT 0.3-0.6 PBTG25 30%玻纤增强PBT 0.3-0.5 PBTG30 50%玻纤增强PBT 0.1-0.3 PBTG50 30%玻纤增强冲击改性PBT 0.3-0.5 PBTG30 10%玻纤增强阻燃PBT 0.7-0.9 Z-PBTG10 20%玻纤增强阻燃PBT 0.4-0.6 Z-PBTG20 30%玻纤增强阻燃PBT 0.3-0.5 Z-PBTG30 一般增韧PBT 1.4-1.8 PBT中等增韧PBT 1.2-1.6 PBT 超增韧PBT 1.0-1.5 PBT PTFE一般耐磨改性PBT 1.5-2.0 PBT 阻燃级PBT 1.2-1.7 Z-PBT ABS系列成型收缩率影响塑料制品收缩率的因素名称及描述成型收缩率%备注20%玻纤增强ABS 0.2-0.4 ABSG2025%玻纤增强ABS 0.2-0.4 ABSG2530%玻纤增强ABS 0.1-0.3 ABSG3020%玻纤增强阻燃ABS 0.1-0.3 Z-ABSG20一般阻燃级ABS 0.4-0.7 Z-ABS一般注塑级ABS 0.4-0.7 ABS耐侯级ABS 0.4-0.7 ABS注塑行业的朋友们这里有学习、技术、平台、人脉、渠道、资源,你来不来?。
注塑塑料收缩率

注塑塑料收缩率
注塑塑料收缩率是指经注塑成型后塑料制件尺寸缩小的比例。
由于塑料在熔融状态下注入模具,冷却后变硬,塑料分子会紧密排列,导致尺寸缩小。
收缩率受到塑料种类、注塑条件以及制件结构等因素的影响。
不同种类的塑料具有不同的收缩率。
一般而言,普通的注塑塑料收缩率约为0.3-2%,但也有部分特殊塑料收缩率可达到3-5%。
收缩率可以通过试验或者参考塑料生产手册获得。
在设计注塑模具和制定成型工艺时,必须考虑塑料的收缩率。
设计模具时通常会加大制件的尺寸,以考虑到收缩率,以达到最终所需尺寸。
塑料收缩与尺寸

热塑性塑料的特性是在加热後膨胀,冷却後收缩,当然加压以後体积也将缩小。 在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束後熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。塑件从模具取出到稳定这一段时间内,尺寸仍会出现微小的变化,一种变化是继续收缩,此收缩称为後收缩。另一种变化是某些吸湿性塑料因吸湿而出现膨胀。例如尼龙610含水量为3%时,尺寸增加量为2%;玻璃纤维增强尼龙66的含水量为40%时尺寸增加量为0.3%。但其中起主要作用的是成形收缩。 目前确定各种塑料收缩率(成形收缩+後收缩)的方法,一般都推荐德国国家标准中DIN16901的规定。即以23℃±0.1℃时模具型腔尺寸与成形後放置24小时,在温度为23℃,相对湿度为50±5%条件下测量出的相应塑件尺寸之差算出。
设计塑料模时,确定了模具结构之後即可对模具的各部分进行详细设计,即确定各模板和零件的尺寸,型腔和型芯尺寸等。这时将涉及有关材料收缩率等主要的设计参数。因而只有具体地掌握成形塑料的收缩率才能确定型腔各部分的尺寸。即使所选模具结构正确,但所用参数不当,就不可能生产出品质合格的塑件。
塑料收缩率厚壁的冷却时间较长,因而收缩率也较大,如图1所示。 对一般塑件来说,当熔料流动方向L尺寸与垂直於熔料流方向W尺寸的差异较大时,则收缩率差异也较大。 从熔料流动距离来看,远离浇口部分的压力损失大,因而该处的收缩率也比靠近浇口部位大。 因加强筋、孔、凸台和雕刻等形状具有收缩抗力,因而这些部位的收缩率较小。
但在确定收缩率时,由於实际的收缩率要受众多因素的影响也只能使用近似值,因而用式(2)计算型腔尺寸也基本上满足要求。在制造模具时,型腔则按照下偏差加工,型芯则按上偏差加工,便於必要时可作适当的修整。
难於精确确定收缩率的主要原因,首先是因各种塑料的收缩率不是一个定值,而是一个范围。因为不同工厂生产的同种材料的收缩率不相同,即使是一个工厂生产的不同批号同种材料的收缩率也不一样。因而各厂只能为用户提供该厂所生产塑料的收缩率范围。其次,在成形过程中的实际收缩率还受到塑件形状,模具结构和成形条件等因素的影响。下面对这些因素的影响作一介绍。
塑料收缩率和模具尺寸

塑料收縮率和模具尺寸設計塑料模時,確定了模具結構之後即可對模具的各部分進行詳細設計,即確定各模板和零件的尺寸,型腔和型芯尺寸等。
這時將涉及有關材料收縮率等主要的設計參數。
因而只有具體地掌握成形塑料的收縮率才能確定型腔各部分的尺寸。
即使所選模具結構正確,但所用參數不當,就不可能生產出品質合格的塑件。
塑料收縮率及其影響因素熱塑性塑料的特性是在加熱後膨脹,冷卻後收縮,當然加壓以後體積也將縮小。
在注塑成形過程中,首先將熔融塑料注射入模具型腔內,充填結束後熔料冷卻固化,從模具中取出塑件時即出現收縮,此收縮稱為成形收縮。
塑件從模具取出到穩定這一段時間內,尺寸仍會出現微小的變化,一種變化是繼續收縮,此收縮稱為後收縮。
另一種變化是某些吸濕性塑料因吸濕而出現膨脹。
例如尼龍610含水量為3%時,尺寸增加量為2%;玻璃纖維增強尼龍66的含水量為40%時尺寸增加量為0.3%。
但其中起主要作用的是成形收縮。
目前確定各種塑料收縮率(成形收縮+後收縮)的方法,一般都推薦德國國家標準中DIN16901的規定。
即以23℃±0.1℃時模具型腔尺寸與成形後放置24小時,在溫度為23℃,相對濕度為50±5%條件下測量出的相應塑件尺寸之差算出。
收縮率S由下式表示:S={(D-M)/D}×100%(1)其中:S-收縮率;D-模具尺寸;M-塑件尺寸。
如果按已知塑件尺寸和材料收縮率計算模具型腔則為D=M/(1-S) 在模具設計中為了簡化計算,一般使用下式求模具尺寸:D=M+MS(2)如果需實施較為精確的計算,則應用下式:D=M+MS+MS2(3)但在確定收縮率時,由於實際的收縮率要受眾多因素的影響也只能使用近似值,因而用式(2)計算型腔尺寸也基本上滿足要求。
在製造模具時,型腔則按照下偏差加工,型芯則按上偏差加工,便於必要時可作適當的修整。
難於精確確定收縮率的主要原因,首先是因各種塑料的收縮率不是一個定值,而是一個範圍。
塑料收缩率大全
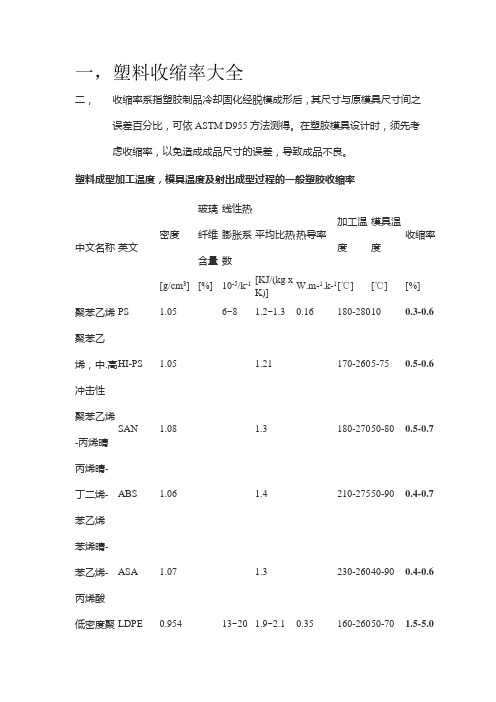
一,塑料收缩率大全二,收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
塑料成型加工温度,模具温度及射出成型过程的一般塑胶收缩率中文名称英文密度玻璃纤维含量线性热膨胀系数平均比热热导率加工温度模具温度收缩率[g/cm3] [%] 10-5/k-1[KJ/(kg xK)]W.m-1.k-1[℃] [℃] [%]聚苯乙烯PS 1.05 6~8 1.2~1.3 0.16 180-280 10 0.3-0.6聚苯乙烯,中.高冲击性HI-PS 1.05 1.21 170-260 5-75 0.5-0.6聚苯乙烯-丙烯晴SAN 1.08 1.3 180-270 50-80 0.5-0.7丙烯晴-丁二烯-苯乙烯ABS 1.06 1.4 210-275 50-90 0.4-0.7苯烯晴-苯乙烯-丙烯酸ASA 1.07 1.3 230-260 40-90 0.4-0.6低密度聚LDPE 0.954 13~20 1.9~2.1 0.35 160-260 50-70 1.5-5.0乙烯高密度聚HDPE 0.92 11~13 2.3-2.5 0.44 260-300 30-70 1.5-3.0乙烯聚丙烯PP 0.915 6~10 0.84-2.5 0.24 250-270 50-75 1.0-2.5聚丙烯PPGR 1.15 30 1.1-1.35 260-280 50-80 0.5-1.2 -GR聚异丁烯IB 150-200聚甲基戊PMP 0.83 280-310 70 1.5-3.0烯软质聚氯PVC-soft 1.38 7~25 0.85 0.15 170-200 15-50 >0.5乙烯硬质聚氯PVC-rigid 1.38 5~18.5 0.83-1.05 0.16 180-210 30-50 0.5乙烯聚氟亚乙PVDF 1.2 250-270 90-100 3.0-6.0烯聚四氟乙PTFE 2.12-2.17 10 1.02~1.08 0.27 320-360 200-230 3.5-6.0烯氟化乙烯基丙烯共FEP 2.15 3.0-4.0聚物聚甲基丙PMMA 1.18 4.5 1.39~1.46 0.19 210-240 50-70 0.1-0.8烯酸甲脂(丙烯)聚甲醛POM 1.42 10 1.47-1.5 0.23 200-210 >90 1.9-2.3聚苯撑氧或聚氧化PPO 1.06 1.45 250-300 80-100 0.5-0.7亚苯聚苯撑氧PPO-GR 1.27 30 1.3 280-300 80-100 <0.7-GR醋酸纤维CA 1.27-1.3 1.3-1.7 180-320 50-80 0.5素醋酸-丁CAB 1.17-1.22 1.3-1.7 180-230 50-80 0.5酸纤维素丙酸纤维CP 1.19-1.23 1.7 180-230 50-80 0.5表素聚碳酸醋PC 1.2 1.3 280-320 80-100 0.8聚碳酸脂PC-GR 1.42 10-32 1.1 300-330 100-120 0.15-0.55 -GR聚氨基甲TPU 10~20 1.76 0.3酸酯聚乙烯对苯二PET 1.01 0.14甲酸乙酯聚乙烯对苯二PET-GR 1.5-1.57 20-30 260-290 140 1.2-2.0甲酸乙酯-GR聚丁烯对苯二PBT 1.3 240-260 60-80 1.5-2.5酸聚丁烯对苯二PBT-GR 1.52-1.57 30-50 250-270 60-80 0.3-1.2酸-GR尼龙6(聚酸胺PA 6 1.14 6 1.6~1.8 0.31 240-260 70-120 0.5-2.2 6)尼龙6-GR PA 6-GR 1.36-1.65 30-50 1.26-1.7 270-290 70-120 0.3-1尼龙6/6 PA 66 1.15 9 1.7 0.25 260-290 70-120 0.5-2.5尼龙6/6-GR PA66-GR 1.20-1.65 30-50 1.4 280-310 70-120 0.5-1.5尼龙11 PA 11 1.03-1.05 2.4 210-250 40-80 0.5-1.5尼龙12 PA 12 1.01-1.04 1.2 210-250 40-80 0.5-1.5聚醚砜PES 5.5 1.12 0.18聚醚矾PSO 1.37 310-390 100-160 0.7聚硫化亚苯PPS 1.64 40 370 >150 0.2热塑性聚亚胺PUR 1.2 1.85 195-230 20-40 0.9脂酚甲醛树脂GP P F 1.4 1.3 60-80 170-190 1.2三聚氰胺甲醛MF 1.5 1.3 70-80 150-165 1.2-2 GP三聚氰胺酚甲MPF 1.6 1.1 60-80 160-180 0.8-1.8醛聚脂树脂UP 2.0-2.1 0.9 40-60 150-170 0.5-0.8环氧树脂EP 1.9 30-80 8 1.05-1.9 0.17 ca.70 160-170 0.2氧丁橡胶24 1.7 0.21 天然橡胶 1.92 0.18 聚乙丁烯 1.95。
模塑收缩率

模塑收缩率
模塑收缩率是指在注塑成型过程中,由于热胀冷缩效应和塑料分子结构的变化而引起的尺寸变化。
收缩率是指成型后产品尺寸与模具尺寸之间的差异。
模塑收缩率的大小受到塑料材料的种类、注塑工艺条件、产品几何形状等因素的影响。
不同的塑料材料有不同的收缩率,一般来说,普通工程塑料的收缩率在0.5%~2.0%之间。
收缩率可通过试验测量得到,一般采用模具试片来进行测量。
测量完成后,可以根据测量结果进行模具或工艺的调整,以保证最终产品的尺寸符合要求。
模塑收缩率对于塑料制品的尺寸控制非常重要,必须在注塑工艺中进行合理的考虑和控制,以确保产品的尺寸精度。
塑料成型收缩率

`收缩率系指塑胶制品冷却固化经脱模成形后,其尺寸与原模具尺寸间之误差百分比,可依ASTM D955方法测得。
在塑胶模具设计时,须先考虑收缩率,以免造成成品尺寸的误差,导致成品不良。
以下列举几项常用塑胶原料之收缩率比较。
热塑性塑料塑料名称成形收缩率(%)塑料名称成形收缩率(%)ABS0.3~0.8PBT1.3~2.4AS0.2~0.7PC0.4~0.7CA0.3~0.8PCTFE0.2~2.5CAB0.4~0.5PE0.5~2.5CAP1PET2.0~2.5CP0.4~0.5PES0.5~1.0EC0.4~0.5PMMAEPS 0.4 POM 0.8~3.5FEP 3.0~4.0PP 1.0~2.5FRP 0.1~0.4 PPO 0.5~0.7EVA 0.5~1.5 PPS 0.6~1.4HDPE 1.2~2.2PS 0.2~1.0HIPS 0.2~1.0 PVA 0.5~1.5LCP 0.1~1.0 PVAC 0.5~1.5LDPE 1.5~3.0 PVB 0.5~1.5PA 0.6~2.50.1~0.5PA-60.5~2.2软质PVC1.0~5.0PA-660.5~2.5PVCA1.0~5.0PA-6101.2PVDC0.5~2.5PA-6121.1PVFM0.5~1.5PA-111.2SAN0.2~0.6PA-120.3~1.5SB0.2~1.0PAR0.8~1.0热固性塑料塑料名称成形收缩率(%) 塑料名称成形收缩率(%)EP0.1~0.5SP0.0~0.5MF0.5~1.5UF0.6~1.4PDAP0.1~0.5UP0.1~1.2PF0.4~0.9DAP0.1~0.5PU0.6~0.8BMC0.0~0.2热塑性塑料的特性是在加热后膨胀,冷却后收缩,当然加压以后体积也将缩小。
在注塑成形过程中,首先将熔融塑料注射入模具型腔内,充填结束后熔料冷却固化,从模具中取出塑件时即出现收缩,此收缩称为成形收缩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
塑件收縮率及其計算
charlin.wang
20110323
材料收縮率及其計算
u收縮率是材料本身熱脹冷縮而導致其尺寸縮小的現象
u塑料的收縮率是指塑件從模腔中取出後,冷卻至室溫時其尺寸縮小的程度,並用百分數(%)表示.大多數塑件在脫模後幾小時內,就會達到其收縮量的
成形收縮主要表現
u線尺寸收縮由於熱脹冷縮,塑件脫模時的彈性恢復、塑性變形等原因導致塑件脫模冷卻到室溫後其尺寸縮小,為此型腔設計時必須考慮予以補償.
影響收縮率變化的因素
u材料不同收縮率往往差別很大.如ABS的收縮率為0.3%~0.8%,而PE 則為1.5%~3.6%,PP為1%~2.5%.
u同一品種的塑膠,不同廠家生產,其收縮率也不一樣;甚至同一廠家生產
常用塑膠材料的收縮率
樹脂名稱縱向收縮率橫向收縮率高向收縮率乾燥溫度成型溫度模具溫度耐熱溫度1ABS(高剛性)4~9/10004~9/10004~9/100070~80200~26050~8071~93
2ABS(耐熱性)4~9/10004~9/10004~9/100070~80250~30050~8088~165
3ABS(加40%纖維)1~2/10001~2/10001~2/100070~80200~26050~8093~110
4SAN(一般)2~7/10002~7/10002~7/100085200~26050~8060~69
塑膠收縮率的取值原則
u對於收縮率範圍較小的塑膠品種,可按收縮率的範圍取中間值.
u對於收縮率範圍較大的塑膠品種,應根據塑件的形狀,特別是壁厚來確定塑膠的收縮率,壁厚大的取大值,壁厚小的取小值.
u根據GB/T 15585-1995 塑料注射成型收缩率的测定标准u可測量平行和垂直流動方向上的收縮率
u S-塑模收縮率,%;Lm-模腔尺寸,mm; Ls-試樣尺寸,mm
u將收縮率公式展開,可得模具成型零件尺寸
u模具成型零件尺寸公式
=
L+
1(S
)
L
參考
n葉屋臣一.注射模具設計和應用.北京:輕工業出版社,1989:177
n馬金駿.塑膠模具設計(修訂本).北京:中國科學技術出版社,1994:24-25。