不锈钢304焊接工艺评定报告PQR
奥氏体不锈钢304焊接性评定实验报告

奥氏体不锈钢304焊接性评定试验报告奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。
也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐晶间腐蚀等的能力。
本报告结合奥氏体不锈钢304的焊接特点,进行了手工钨极氩弧焊评定性试验,现就试验结果作一介绍一、奥氏体不锈钢的焊接特点:奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。
304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与奥氏体不锈钢的晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。
1、焊接接头的热裂纹及其对策1.1焊接接头产生热裂纹的原因单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。
常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。
奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点:1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。
由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。
2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。
3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。
含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。
1.2避免奥氏体型不锈钢焊接热裂纹的途径。
焊接工艺评定报告PQR
No.
试样号
Notch Location
缺口位置
Specimen Size
试样尺寸
Test Temp.试验温度
Impact Values冲击值
Drop Weight Break (Y/N)落锤(断裂/不)
Ft.1bs
%Shear
Mils
Comments:
Fillet-Weld Test (QW-180)角焊缝试验
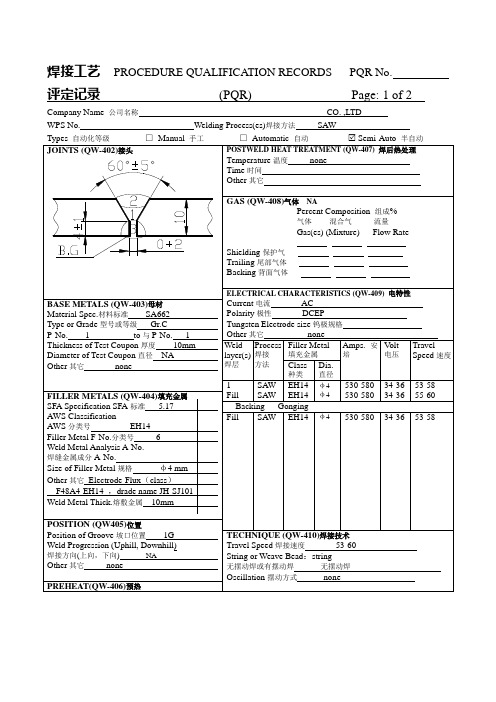
weldingprocesses焊接方法sawtypes自动化等级manual手工automatic自动?semiauto半自动jointsqw402接头postweldheattreatmentqw407焊后热处理temperature温度nonetime时间other其它gasqw408气体napercentcomposition组成气体混合气流量gasesmixtureflowrateshielding保护气trailing尾部气体backing背面气体electricalcharacteristicsqw409电特性current电流acpolarity极性dceptungstenelectrodesize钨极规格other其它nonebasemetalsqw403母材materialspec
Other其它none
TECHNIQUE (QW-410)焊接技术
Travel Speed焊接速度53-60
String or Weave Bead:string
无摆动焊或有摆动焊无摆动焊
Oscillation摆动方式none
Multiple orSinglePass(per side) one side single other side multiple pass
焊接工艺评定记录PQR

尺寸
正面
背面
焊脚高
板状焊后角变形°
咬边:深度长度
管状通球直径及成果
表面不容许缺陷(有/无)
宽度
高度
宽度
高度
无损检测
射线探伤(原则号、则号、成果)渗透探伤(原则号、成果)
其他
接头拉力试验:原则号汇报编号:
试样编号
试样
宽度(mm)
试样
厚度
(mm)
横截
面积
(mm2)
评估成果:(合格/不合格)
编制
审核
批准
监检
日期
日期
日期
日期
试样编号
试样尺寸
V型缺口位置
试验温度(℃)
冲击吸取功(J)
备注
角焊缝试验:
根部(焊透/未焊透)焊缝(熔合/未熔合)
焊缝、热影响区(有/无裂纹)检查成果(合格/不合格):
检查截面
Ⅰ
Ⅱ
Ⅲ
Ⅳ
Ⅴ
焊脚差
其他检查:
检查措施(原则、成果):
其他:
附加阐明:
焊工姓名焊工钢印焊接日期
合格证编号有效期
结论:
本评估按 规定焊接试件、检查试样、测定性能,确认试验记录对旳。
锤击
其他
预热:
预热温度
层间温度
其他
XX Form8-5/Rev. 0
工艺评估记录编号PQR No.:第2页共3页
电特性
钨极类型及规格
熔化极气体保护焊熔滴过渡形式(粗滴过渡、短路过渡、喷射过渡等)
其他:
焊道/焊层
焊接措施
填充金属
焊接电流
电弧电压
(V)
焊接速度
(m/s)
焊接工艺评定(304)
其他
抗拉强度
冲击试验
冷弯
要求(有或无)
有
有
有
无
有
无
无
无
无
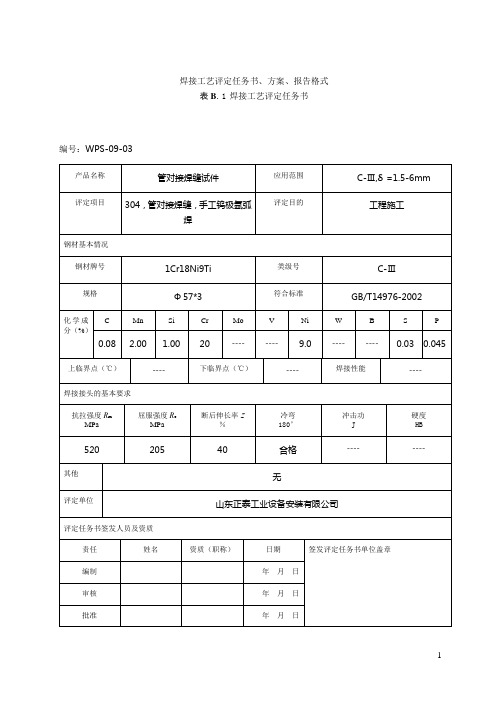
表B.2(续)
焊接位置及试件数量
焊接位置
5G
试件数量
1个
焊接工艺参数
焊层道号
单层、单道焊缝尺寸宽×高
焊接方法
焊条(丝)
电流范围
(气体压力)
电压范围V(焊炬型号、焊嘴号)
焊接速度范围mm/min
其他
型(牌)号
规格
mm
极性(乙炔MPa)
电流A(氧气MPa)
流量
6-8
焊条(剂)型号
----
规格
----
背面保护
Ar
流量
----
钨极型号
WC20
规格
Ф2.0
拖后保护
----
流量
----
焊接位置
5G
评定单位、主持人及施焊焊工
承担评定单位
主持人
焊 工
表B.3(续)
焊接工艺参数
焊层、道
焊接方法
焊条(丝)
电流范围
(气体压力)
电压范围V(焊炬型号、焊嘴号)
焊接速度范围mm/min
----
根层或层间清理方法
手工清理
清理方法或单面焊双面成型
手工清理
焊嘴尺寸
mm
----
导电嘴与工件距离
----
其他
无
预热
预热温度
℃
----
宽度
mm
----
层间温度
℃
----
预热保持方式
----
环境温度
304不锈钢手工焊焊接工艺评定
7-B-2反弯合格
8-B-1正弯合格
8-B-2反弯合格
9-B-1正弯合格
9-B-2反弯合格
13-B-1正弯合格
13-B-2反弯合格
15-B-1正弯合格
15-B-2反弯合格
c焊接接头宏观分析:
试样经过酸蚀后,进行宏观分析
结果:未发现宏观缺馅。详见照片
d焊接接头冲击试验结果:(V型缺口
2.生产厂家:上海向春电焊机厂
2.2.屏幕显示液压万能试验机
牌号:WES-300C
生产厂家:济南试验机厂
牌号:WE-100
生产厂家:上海试验机厂
2.3.冲击试验机
型号:JB-30B
制造厂:吴忠试验机厂
2.4.硬度机
牌号:HV-120V
生产厂家:山东
2.5. X射线无损探伤机
5 28
手工焊立对接(3号板A102
1 3.
2 80 26
2 4.0 100 27
3 4.0 110 27
4 4.0 120 27
手工焊仰对接(1号板A102
1 3.
2 85 26
2 4.0 105 27
3 4.0 110 27
4 4.0 130 28
焊接方法
焊接材料焊道焊条/焊丝
(mm
电流
(A
电压
(V
手工焊平对接(15号板A102
1 3.
2 90 27
2 4.0 130 28
3 4.0 135 28
4 4.0 140 29
5 4.0 145 29
手工焊横对接(8号板A102
1 3.
2 95 27
2 4.0 130 28
3 4.0 130 28
PQR焊接工艺评定报告

PQR焊接工艺评定报告一、报告目的本报告旨在对PQR焊接工艺进行评定,确保其符合相关的标准和规范要求,以确保焊接质量和焊接接头的牢固性。
二、报告内容1.质量评定:评定PQR焊接工艺的质量是否符合相关要求,并对其进行等级评定。
2.技术评定:评定PQR焊接工艺的技术可行性和适用性,确保其能够满足焊接过程中的需求。
3.工艺评定:评定PQR焊接工艺的工艺参数和工艺流程,确保其能够保证焊接质量和焊接接头的强度。
三、质量评定1.质量标准:根据《焊接接头质量评定标准》以及相关的国家和行业标准,对PQR焊接工艺的质量进行评定。
2.质量等级:根据评定结果,对PQR焊接工艺的质量进行等级评定,包括合格、优良、良好等等。
四、技术评定1.技术可行性:根据焊接材料、焊接位置、焊接条件等因素,评定PQR焊接工艺是否可行。
2.适用性评定:评定PQR焊接工艺是否适用于所需焊接材料和焊接接头的要求,确保焊接质量和焊接接头的牢固性。
五、工艺评定1.工艺参数评定:评定PQR焊接工艺的各项工艺参数,包括焊接电流、焊接电压、焊接速度等,确保其符合相关的标准和规范要求。
2.工艺流程评定:评定PQR焊接工艺的焊接流程,包括预热、焊接、后热处理等步骤,确保焊接过程中的各项操作得以正确执行。
六、评定结果及建议根据对PQR焊接工艺的质量、技术和工艺的评定结果,给出相应的评定等级和建议,包括改进措施、调整参数等,以提高焊接质量和焊接接头的强度。
七、总结通过对PQR焊接工艺的评定,可以对焊接过程中的各项工艺参数和工艺流程进行有效控制,确保焊接质量和焊接接头的牢固性。
同时,评定结果可以为改进焊接工艺提供参考,提高焊接质量和焊接接头的强度。
奥氏体不锈钢304焊接性评定
奥氏体不锈钢304焊接性评定试验报告奥氏体不锈钢304具有非常好的塑性和韧性,这决定了它具有良好的弯折、卷曲和冲压成型性,因而便于制成各种形状的构件、容器或管道;奥氏体型不锈钢304的耐腐蚀性能特别优良,是它获得最为广泛应用的根本原因。
也正是这样,在评价焊接质量时必然特别强调焊接接头的开裂倾向、焊接缺陷敏感性和耐各种晶间腐蚀等的能力。
本文报告结合奥氏体不锈钢304的焊接特点,进行了的手工钨极氩弧焊评定性试验,初步掌握了奥氏体不锈钢304的焊接工艺。
现就试验结果作一介绍一、奥氏体不锈钢的焊接特点:奥氏体不锈钢韧性、塑性好,焊接时不会发生淬火硬化,尽管其线膨胀系数比碳钢大得多,焊接过程中的弹塑性应力应变量很大,却极少出现冷裂纹;尽管有很强的加工硬化能力,由于焊接接头不存在淬火硬化区,所以,即使受焊接热影响而软化的区域,其抗拉强度仍然不低。
304钢的热胀冷缩特别大所带来的焊接性的问题,主要有两个:一是焊接热裂纹,这与的?!晶界特性和对某些微量杂质如硫、磷等敏感有关;二是焊接变形大。
1、焊接接头的热裂纹及其对策1.1焊接接头产生热裂纹的原因单相奥氏体组织的奥氏体型不锈钢焊接接头易发生焊接热裂纹,这种裂纹是在高温状态下形成的。
常见的裂纹形式有弧坑裂纹、热影响区裂纹、焊缝横向和纵向裂纹。
就裂纹的物理本质上讲,有凝固裂纹、液化裂纹和高温低塑性裂纹等多种。
奥氏体型不锈钢易产生焊接接头热裂纹的主要原因有以下几点:1)焊缝金属凝固期间存在较大的拉应力,这是产生凝固裂纹的必要条件。
由于奥氏体型不锈钢的热导率小,线膨胀系数大,在焊接区降温(收缩)期焊接接头必然要承受较大的拉应力,这也促成各种类型热裂纹的产生。
2)方向性强的焊缝柱状晶组织的存在,有利于有害杂质的偏析及晶间液态夹层的形成。
3)奥氏体不锈钢的品种多,母材及焊缝的合金组成比较复杂。
含镍量高的合金对硫和磷形成易熔共晶更为敏感,在某些钢中硅和铌等元素,也能形成有害的易熔晶间层。
焊接工艺评定报告304不锈钢

焊后热处理
评定结论:本评定按《锅炉及压力容器焊接、钎接和粘接评定规范》(ASMEⅨ)规定,根据工程情况编制工艺评定指导书、焊接试件、制取并检验试样、测定性能,确认试验记录正确,评定结果为:。焊接条件及工艺参数范围按本评定指导书执行。
评定
年月日
评定单位:(签章)
年月日
审核
报告编号
其它检验:
检验
日期
年月日
审核
日期
年月日
时间(min)
后热处理
技术措施
焊前清理
清理焊口上下表面20毫米范围内的油污、水锈等至漏出金属光泽
层间清理
背面清根
其他
焊工姓名
资格代号
级别
施焊日期
年月日
记录
日期
年月日
审核
日期
年月日
表B-5焊接工艺评定检验结果
共页第页
非破坏检验
试验项目
合格标准
评定结果
报告编号
备注
外观
无裂纹、夹渣、未焊透
渗透
无裂纹、
磁粉
焊接顺序图
焊接工艺参数
道次
焊接方法
焊条或焊丝
焊剂或保护气
保护气流量(1/min)
电流(A)
电压(V)
焊接速度(cm/min)
热输入(kl/cm)
备注
牌号
Φ(㎜)
自动氩弧焊
氩气
6~10
焊前清理
清理油污、锈蚀等
层间清理
背面清根
技术措施
其他:1.焊接端部采用剪切形式,二者保持平直,端口无毛刺及凸起。
2.对口间隙小于0.1mm。
生产厂
流量(L/min)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定报告
评定报告编号: QAP-47
焊接工艺指导书编号:QA-47
焊接方法: SMAW
母材: TP304 规格:φ60.3×3.91
焊接材料:(H0Gr21Ni10)规格:φ2.4mm
江苏启安建设集团有限公司
2009年7月18日
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定报告PQR
焊接工艺评定委托单
委托受理人: 委托单位技术负责人:编制:
焊接工艺指导书
焊接工艺指导书
焊接记录
试件编号:2009006焊接日期:200
射线探伤报告
RADIOGRAPHIC TEST REPORT OFWELD
报告编号:RT2009-焊-037报告日期:
Report NoDate2009
年3月3日
力学性能试验报告
MECHANICALTESTREPORT
工作令号JobNo. PQ2009-046 报告编号ReportNo. PQ2
o
t
金相试验报告
METALLOGRAPHY EXAMINATION REPORT
报告编号:
Report No.:。