第三章:船舶主机安装工艺..
船舶主机安装工艺

专科毕业设计(论文)设计题目:船舶主机安装工艺目录目录 ........................................... 错误!未定义书签。
摘要 ........................................... 错误!未定义书签。
Abstract...........................................................错误!未定义书签。
1 引言 (1)2 主机安装前的准备 (1)3 主机基座准备 (2)3.1基座的检验 (2)3.2基座上主机固定螺孔的定位 (3)3.3基座的加工 (4)4 主机的吊运 (5)5 主机的定位 (6)5.1 根据轴系法兰定位 (6)5.2 按轴系理论中心线校中 (6)6 主机的固定 (7)6.1主机垫片及其配制 (7)6.2主机固定 (9)结论 (11)致谢 (12)参考文献 (13)摘要论文主要是对船舶主机(柴油机)的安装和固定工艺的总结和探索。
通过对主机安装和固定工艺传统的解析,分析船舶主机安装和固定时存在的问题以及尝试探求安装和固定工作更快、更好的工艺方法。
本文从船舶主机安装的类型、主机安装的前期准备、主机安装的内容(主机基座的准备、主机的吊装、主机的定位、主机的固定)、主机安装时的注意事项等来论述主机安装工艺。
使用传统工艺方法拉线法和现代工艺方法光学仪器法相结合来提高的主机定位的准确性。
通过对安装过程的线性流程来提高主机安装的经经济性和快速性。
关键词:船舶主机;准确性;经济性;快速性AbstractThe paper is mainly on marine main engine ( diesel engine ) of the installation and fixing technology summary and exploration. The host installation and fixing process of traditional analysis, analysis of ship main engine mounting and fixing problems and trying to seek for mounting and fixing work faster, better process method. This article from the marine main engine type, installation preparation, installation content ( host base preparation, host, host location, host hoisting fixed ), the host installation cautions to discuss the host installation technology. The use of traditional methods and modern technology method of pulling method of optical instrument method are combined to improve the accuracy of the host. Through the installation process of linear processes to improve the host installation economic and fast.Keywords: Shipbuilding, Marine engine, Accuracy, Economy, Fast1 引言船舶主机,即船舶动力装置,是为各类船舶提供动力的机械,是船舶的核心,其安装质量的优劣将直接关系到动力装置的正常运行和船舶的航行性能。
主机安装工艺
船舶主机安装工艺船舶主机安装工艺规程的编制船舶主机是船舶动力装置的核心,其安装质量的优劣直接关系到动力装置的正常运行和船舶的航行性能,所以对主机安装的条件要求很高。
主机安装的工作内容可归纳为以下几个方面:一、主机基座(底座)的准备1 基座的检验2 基座上主机固定螺孔的定位3 基座的加工二、主机的吊装三、主机的定位(校中)1.根据轴系法兰定位2、按轴系理论中心线校中四、主机的固定一、主机机座的准备主机是通过垫片或减振器安装在船体基座上的,基座是与船体直接相连的支承座。
主机安装前,基座的准备包括:基座位置及外形的检验,主机紧固螺栓孔与固定垫片位置的确定和基座上平面的加工。
1.基座的检验基座的检验与轴系中心线的测定往往是结合在一起进行的。
基座位置的检验通常是在确定轴系理论中心线后紧接着进行的,其检验标准轴系理论中心线。
主机基座的左右和高度位置的检验通常有两种方法:(1)拉线法。
在确定轴系理论中心线后,根据轴系理论中心线所拉的钢丝线,来检验基座的左右位置。
(2)光学仪器法。
用光学仪器根据轴系理论中心线来检验基座的位置。
由于船体装配时存在误差,而这些误差是依据改变轴系中心线位置,用尾管孔留有加工余量来调整的,所以当检验基座时把尾管的加工余量考虑进去,因为尾管加工余量有限,主机机座与基座间的间隙有限必须控制基座位置的公差。
其公差如下:轴向位置的误差,可以用轴的长度来找正,一般偏差小于或等于正负10mm。
基座宽度的上偏差小于+10mm,下偏差小于-5mm。
基座两侧面板高度的偏差小于+3mm基座中心线与轴系中线投影偏移的偏差小于正负5mm。
基座支撑表面至轴系中心线之高度的偏差可以用垫片厚度来调整,其偏差小于正负3mm.基座总长度的上偏差小于+10mm,下偏差小于-5mm。
2、基座上主机固定螺孔的定位当基座位置检验合格后,就可以在基座面板上画螺栓孔的位置了。
画线时首先要确定主机输出端即后部底脚螺栓孔的位置,其他螺栓孔的位置以此孔为基准量出。
船舶主机遥控第3章
输出非端Q
图3-1
2)继电器型 变距桨系统的特点: 图3-2 主机无需换向 主机转速恒定 图3-3 二、起动电位器的控制电路 起动电位器是用来发送主机起动燃油给定值的。 起动电位器的控制电路实际上是控制起动电位器的接通和 切除作用,并不是直接控制起动油门的大小。 图3-4
§3-3 重复起动
重复起动:当主机第一次起动不成功时,系统应能自动进 行多次起动,超过三次或四次,系统将不再允许起动,并发出 故障报警信号。 具有以上功能的控制环节,叫重复起动控制环节。 换向时间监视电路 起动时间监视电路 起动间歇延时电路 起动次数寄存电路 一、换向时间监视电路 本电路需要完成的功能:从换向机构准备动作时开始,如 果在整定的延时范围内,换向结束就是成功,反之就是失败。 本电路的输出信号: 发出换向失败报警信号 发出再次换向起动的信号
本章作业
1)在哪些情况下停车电磁阀将动作? 2)试述正车起动电磁阀的工作原理。 3)什么叫重复起动?重复起动由哪些环节组成? 4)什么情况下需要进行慢转? 5)慢转的目的是什么? 6)慢转对控制电路有什么要求?
紧急停 车开关
停车电磁阀的控制原理图: 车钟发出 停车指令 故障停车信号 (Shut down) 紧急停车信号 (EM. Stop) 车令与运转 方向不一致
停车 电磁阀
调速器停 车电磁阀
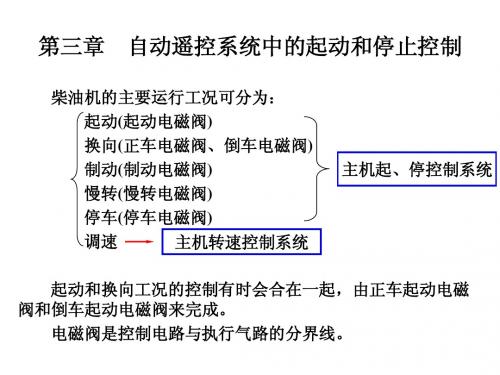
§3-2 起动控制
柴油机的起动过程根据机型的不同而有所不同。 柴油机的起动过程中有两个控制量: 油 气 起动控制电路由两部分组成: 起动电磁阀的控制 起动电位器的控制 本章所介绍的大部分电路取自于挪威KMSS集团Norcontrol 公司的AUTOCHIE II。所针对的控制机型为MAN型中速机。 一、起动电磁阀的控制电路 1)逻辑电路型 起动电磁阀的控制电路由两部分组成: 正车起动电磁阀的控制 倒车起动电磁阀的控制 逻辑电路的基本知识: 正逻辑:“1”为高电平,“0”为低电平。
(工艺技术)船舶动力装置安装工艺

绪论1.船舶动力装置:是船舶为获取机械能、电能和热能而配置的机械设备的组合。
其目的是用以保证船舶正常航行、停泊、作业及船员和旅客正常生活的需要。
有推进装置、辅助装置、甲板机械、管路系统、遥控与自动化。
⒉船舶主动力装置主要有内燃机、(蒸)汽轮机、燃气轮机、核动力和联合动力装置等几种。
⒊“舾装”一词原意是指船系泊在码头边安装内部构件和设备,而这一部分设备即统称为舾装件。
现时的“舾装”是指船体建造工程以外的所有船舶工程的总称。
还把它细分为“船体舾装”、“轮机舾装”、“电气舾装”、“木作绝缘舾装”和“涂装”等。
而“轮机舾装”工程则系指船舶机、炉舱及特种舱室中的机电设备,各种管路及有关舾装件的设计、制造和安装这一工程范畴。
因此,船舶动力装置安装工艺与“轮机舾装”工程的主要内容是一致的,但前者涉及的范围更广泛些。
⒋早期的船体结构都是用铆钉进行连接的,而且是采取整体建造法。
⒌分段建造法,就是把预先在车间装配焊接好的各个分段吊运到船台上装配成船体,而总段建造法是将装配焊接好的中部总段吊运到船台安装定位,然后将于其首、尾方向相邻的总段吊上船台进行安装,并完成大接缝的焊接工作。
⒍单元组装的种类,按其目的和用途的不同,主要可分为以下两种:⑴功能性单元:辅机及其管路附件等组合的整体单元的成套设备。
⑵区域性单元:是由于机炉舱或其他舱室一定区域内,装在公共支承结构上的通用化或标准化的设备、机组、管路(包括总管)所组成的单位。
⒎预舾装按各厂的具体条件不同(如:船型、批量、舾装场地、吊运能力)、有若干种不同方式,即:单元组装、分段舾装、总段舾装,上层建筑整体吊运,大型单元舾装等。
⒏系统造船模式:旧的造船模式是按照船舶的系统来进行设计和组织生产的,所有专业和工种的分工、设计、生产组织体制的建立都是按照船舶的系统来划分的。
区域造船法:就是运用运筹学和成组技术原理将整条船按空间而不是按系统划分区域,然后在不同的工艺阶段按不同的施工区域去组织高效的生产。
船舶主机安装工艺
主机安装工艺一.主机上船前的准备工作1)主机部件到厂上船前,没有包装箱的大型部件如果在露天存放,需要进行有效的防风雨,防尘等措施。
2)主机在上船前用防雨防布罩进行保护。
3)主机在上船前,应先对主机槽和其两边(大约50cm)进行喷砂或拉毛处理,然后对主机槽喷一层油漆。
4)主机槽两边扁铁应焊接到位,然后对主机槽两边拉毛的地方进行涂油防锈。
二.主机吊装上船根据主机厂提供起吊说明书和起吊工具进行吊装。
三.主机安装1)拆除起吊工具,复装主机缸头和排气管、空冷器等相关大型部件(根据主机到厂的拆卸程度决定),如时间不允许其它的管系连接,待下水后复装。
2)下水后根据轴系安装工艺将主机定位。
3)钻主机地脚螺栓孔。
4)拂配中间轴承垫块、钻孔、铰孔、装配螺栓。
5)根据主机安装图,焊接侧面支撑,端面支撑。
6)测量主机拐档、挠曲度、平面度、轴承间隙、顶举。
7)如第(5)步测量合格,装主机回油口,应在装定后做密性试验。
8)仔细清洁主机机座下平面及船体机座上平面的油污和其他杂物,最后用丙酮清洁。
9)准备浇环氧树脂。
浇注环氧树脂后,主机上48小时内应停止一切有振动的工作。
10)清洁主机内部为串油准备。
11)安装主机地脚螺栓(装地脚螺栓前环氧树脂的硬度经检测合格后方可安装)安装时在螺纹与球型螺母球面、球形垫片与船体基座接触面之间都要涂上润滑脂,安装结束后,螺栓上部要装保护帽。
12)拂配主机侧面、支撑和端面支撑,交检合格后,垫块上部要安装锁紧板。
13)安装主机横向支撑。
根据横向支撑安装图图纸的要求,把螺栓紧固到位,向船东船检交验认可。
14)复装主机上所有未定系统,为主机动车作准备。
船舶动力装置安装工艺
船舶动力装置安装工艺第一章船舶主机的安装的部件及有关舾装件在内的全部安装工程,采用先进的科学技术方法进行安装和调试,以达到提高生产率、降低建造成本、改进产品质量、缩短造船周期为目的的这样一门综合性的应用科学。
2、舾装是指船体建造工程以外的所有船舶工程的总称。
3.在船台上的安装工作有:⑴确定轴系理论中心线;⑵根据轴系理论中心线在人字架、尾轴毂和隔舱壁上画出加工圆线和检验圆线并镗孔。
⑶安装尾轴管、尾轴、螺旋桨、舵和有关辅机。
⑷安装通海阀、舱底系统附件及有关管路和箱柜。
4、船下水后的安装工作有:⑴安装主机、辅机及中间轴承等的基座;⑵吊运和安装辅机、轴系及传动设备;⑶安装有关管路、附件和仪表等。
5、分段造船法就是把预先在车间装配焊接好的各个分段吊运到船台上装配成船体,而总段造船法是将装配焊接好中部总段吊运到船台安装定位,然后将与其首、尾方向相邻的总段吊上船台进行安装,并完成大接缝的焊接工作。
6、功能性单元:辅机及其管路附件等组合成的整段单元的成套设备。
区域向单元:位于机炉舱或其他舱室一定区域内,装在公共支承结构上的通用化或标准化的设备、机组、管路所组成的单元。
7、系统造船法:按照船舶的系统来进行设计和组织生产的,所有专业和工种的分工、设计、生产组织体制的建立都是按照船舶的系统来划分的,这种模式称为系统造船法。
8、区域造船法:就是运用运筹学和成组技术原理将整条船按空间而不是按系统划分区域,然后在不同的工艺阶段按不同的施工区域去组织高效的生产,这种模式称为区域造船法。
9、主机安装的工作内容:⑴主机基座的准备;⑵主机的定位;⑶主机的固定;⑷质量检验。
10、主机是通过垫片或减震器安装在船体基座上的,基座是与船体直接相连的支撑座。
11、在面板上,为了减少加工面而焊有固定垫片,固定垫片与柴油机基座之间配有活动垫片,用以调整主机的高度,主机与基座用螺栓固定在一起。
12、主机安装前,基座的准备包括:基座位置及外形的检验、主机紧固螺栓孔与固定垫片位置的确定和基座上平面的加工。
船舶电气设备安装工艺
目录Contents第一章概述Chapter 1 General1.主要内容Main contents2.适用范围Application3.引用标准Refer standards第二章技术内容Chapter 2 technology1. 设备的配套Check item before installation2. 设备安装的基本工艺要求General requirement for equipment installation3.各类电气设备安装的具体规定Detail requirement for followed units3.1电机Electric motor3.2主配电板和应急配电板MSB & ESB3.3控制设备及分配电设备Control panel & distribution box3.4蓄电池Battery3.5舱室照明灯具Cabinet lighting fixtures3.6照明附具Lighting appurtenance3.7日用电器Fan & heater3.8船内通讯,信号设备Internal communication equipment4. 设备安装前的准备工作Preparation before installation5. 设备安装的基本形式Basic form6. 设备及电缆的接地Earthing of equipment & cable7. 设备的进线Cable entrance8.设备的接线Wire connection第三章闭杯闪点小于60 ℃的油船电气设备安装工艺Cheaper 3 Additional technology for equipment installation on oil tanker which the flash point less than 60℃1. 一般要求general2. 危险区域或处所的化分及其电气设备的安装Dangerous area division & equipment installation3. 扩大危险区域或处所的划分及其电气设备的安装Widen dangerous area division & equipment installation4. 其它处所电气设备及附加要求Additional requirement for other space5.防爆电气设备的基本要求Basic requirement for ex-proof equipment6. 防爆电气设备的安装Installation requirement of ex-proof equipment第一章概述Chapter 1 General1. 主要内容Main contents本工艺对入级钢质船舶的:1.电气设备的安装提出了安装工艺、接地、进出线等的具体要求和规定。
船舶主机及轴系安装
2021/8/9
7
3.先装主机,船台初步定位尾轴管
否还重合,如不重合,再重复b,c,d、e步骤,直至重合或误差在 规定范围为止。用螺钉7固定光仪不动。
ⅲ)将两光靶的十字线中心分别调到与两基准点重合;
ⅳ)调整主机位置,使光仪投射出的十字线中心同时与两光靶的十字 线中心点重合。
2021/8/9
21
3、用拉线法校中主机机座
(适合主机拆散后上船安装的情况) 1)将主机机座吊运进机舱; 2)以主机前、后预先留的两基准点为
法兰定位。 1)偏移δ:指两相邻轴的轴线不重合但平行。
2)曲折φ:指两相邻轴的轴线相交成一定的角度。
用直尺和塞尺测量轴的偏移 和曲折
1-直尺;2-法兰
指针测量偏移和曲折
1-法兰;2-水平微动螺钉;
16
3-垂直微动螺钉
2、按轴系理论中线校中(光仪法):“先装主机,后装
轴系”;用光仪法对中。 (1)用两台光仪对中:
基准点
拉线法校中 光仪法校中
检验
3
2021/8/9
4
§15-2 主机定位的技术要求 Technical Requirements of Location of Main Engine 一、主机曲轴中心线应处在轴系理论中线的延长线上
1、平轴法: 主机根据中间轴的前法兰定位 2、光仪法: 根据机舱内事先确定好的前、后基准点定位 3、拉线法: 主机拆散后吊运上船安装时用钢丝线定位
船舶动力机械安装原则工艺
船舶动力机械安装原则工艺一、总则各船各机械设备安装原则上采用整机(连同公共底座)再船台(干船坞两侧场地)吊装,吊装时应根据设备大小及安装位置编写吊装顺序表,并按电装顺序进行吊装作业。
机械设备布置和安装根据设计图及有关的资料数据制作施工进行,定购及外协的机械设备进厂后要开箱验收。
自制件经检验合格后才能上船安装,机械设备按设计单位指定项目,并应具有工厂产品合格证书,船检认可证书(中国船级社认可证书)。
二、主机安装原则工艺:1、按轴系中心线和最后一套艉轴架后端距离初定主机位置;2、主机机座面板上焊接垫块装焊;3、主机按产品技术规格书要求坐庄,并测量曲轴臂差距差;4、按轴系对中确定主机位置;5、测出调整垫片圆度并加工研配(采用环氧浇注的塑料垫,则按专用工艺规程施工);6、地脚螺栓钻孔加工铰配螺栓或采用接伸螺栓;7、主机按规定的工艺要求进行安装固紧主机螺栓;8、质量控制要求:1)当采用钢垫片时研配接触点,固紧后各接触面间隙,钢垫片贴合情况;2)铰配螺栓尺寸精度,表面粗糙度,圆度合圆柱度;3)紧固螺栓的旋紧力矩(拉伸力);4)主机曲轴臂距差;5)输出法兰校中质量,曲折合偏移;9、安装侧向支撑合端部止推装置按生产设计图机有关资料要求进行安装且注意控制;1)焊接变形;2)垫片拂配“兰点”面积合斜度三、柴油机发电机组的吊装1、柴油发电机组采用整机吊装入舱,利用发电机的起吊专用工具再船台(干船坞两侧场地)上锦湘吊装;2、柴油发电机组的吊运钢丝绳应经计算选用,总的安全系数不得小于5-7倍吊运重量,吊运时受力应以均匀、平衡可靠为原则,并注意柴油的贯穿螺栓只承受垂直拉应力;3、吊装前要认真检查吊装工具合座木垫,调位螺栓,通讯联络等的可能性合完整性确保吊装安全;4、柴油发电机组再柴油机发电机组基座按图纸要求加工完毕后进行安装,各项安装要求必须符合机器出厂说明书的规定;四、柴油机发电机组的定位安装1、柴油机发电机组在安装前必须严格检查机组或设备完整性,同时应将柴油机油水孔塞住(包括进、排气孔、油水孔),以防异物掉入。
动力设备主机及轴系设计安装
一、主机的安装
1.1主机进舱前应完成的工作
1.1 1在艉管照光定位时,按最终确定的轴线位置,在18号肋骨的位置做一中心标志(用角钢或槽钢),此标志应垂直于内地板,并画出十字中心线A点,沿次中心线垂直往下量~~1135MM(按实际轴线至主机基座的高度)作为标记B。此标记作为测量主机第一眼纵向距离的基准点。
1.13把激光精微仪置于主机凹槽内,校准轴心线,按尾管中心点照光,利用激光精微仪在三根角铁上作出轴中线标志并画出十字交叉线。按(C-D)得出的值找出主机的第一眼位置,按主机安装图的尺寸画出主机最后一眼的位置,画出与轴中心线相垂直的角尺线和与轴中心线相平行的主机螺栓孔各分布线。检查个线合格后依次画出各孔的位置。需注意角尺线反复测量,检查,确保角尺线小于等于2MM。
主机的定位与轴系的安装有密切关系,主要有两种方法:
在安装轴系后安装主机时,则以连接法兰上的偏移和曲折进行校中;在先安装主机后安装轴系时,则以轴系理论中心线进行校中
为船舶提供推进动力的主机及其附属设备,是全船的心脏。主动力装置以主机类型命名。目前,主机主要有蒸汽机、汽轮机、柴油机、燃气轮机和核动力装置等五类
船舶主机是船舶动力装置的核心,其安装质量的优劣直接关系到动力装置的正常运行和船舶的航行性能,所以对主机安装的条件要求很高
本文就以27000吨多用途船为例,详细的分析阐述其安装流程及各注意要点
二、主机进舱
2.21重量核算:算出主机其吊时的净重,核算吊臂在所要求的幅度下的起重量(吊臂在不同的幅度下,起重机具有相应的起重量,跨距以及吊钩的起升高度)是否足够大与主机的重量
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第三章:船舶主机安装工艺船舶主机是船舶动力装置的核心,其安装质量的优劣将直接关系到动力装置的正常运行和船舶的航行性能。
§3-1主机安装工艺概述一、船舶主机安装方法1、整机安装和解体安装对于质量较轻、体积较小的主机或主机与减速箱构成的主机组,一般都采用整机吊装的安装工艺。
但是对于大型柴油机,整机质量较大(如),可采取解体安装工艺。
若是外厂订货,考虑到交通运输的方便性,大都是拆成部件运输到船厂,再将部件分别吊运到舱内进行组装,即使是船厂自己制造的主机也要在权衡厂内运输和吊运能力,吊运上船的可能性和经济性后,才能决定是选择整体吊装还是解体安装工艺。
2、主机与轴系的安装顺序主机发出的功率要通过轴系传递到推进器,主机与轴系、推进器必须安装成一个有机整体,因而主机的安装应与轴系的安装一并考虑。
造船时,主机与轴系的安装顺序无外乎三种情况。
一种是先装轴系再装主机,即在船台上先安装轴系,船舶下水后,再以轴系为基准安装主机,这种方法容易使主机的输出轴回转中心与轴系回转中心同轴,可以自由地找正主机位置,同时,由于是下水后安装主机,避免了下水后船体对主机安装质量的影响。
这是长期以来一直沿用的一种安装工艺,这种方法和缺点是生产周期长。
第二种是先装主机再装轴系,即在船台上以轴系理论中心线为基准,先安装主机,然后再根据主机的实际位置确定轴系的位置并进行轴系安装。
第三种是主机与轴系和轴系同时安装。
在主机定位后可以进行管系与各种附属设备的安装,扩大了并行安装工作面,缩短了生产周期。
但这种方法往往难以避免船舶下水后船体变形带来的影响,而在安装轴系时由于主机已固定,尾轴也已固定,两者固定所产生的偏差只能由轴系来消化,约束增加,轴系安装难度较大。
在造船工程实践中,究竟采用何种安装顺序,要视造船总工艺、工厂的实际条件和工期而定。
一般适用于小型及成批建造船舶。
二、主机安装前提条件和工艺内容主机安装时必须保证主机与传动轴系的相对位置正确,并且在工作时保持这种相对关系。
因而必须保证主机及轴系的工作区域内,船舶结构的装配、上层建筑等质量较大的设备吊运安装等工作基本完成后,即形成一个稳定的基础,再进行主机及轴系的安装工作。
主机在安装前必须完成下列工作:(1)轴系主机工作区域内船体结构的装配、主机座的装配及焊接等项工作应全部结束并经火工矫正。
(2)机舱及临近部位的双层底、尾尖舱、油舱、水舱等密性试验全部结束,并经稳定24h后方可施工。
(3)轴系区域主要的辅机座也已装配焊接完毕。
(4)船体垫墩、侧支撑合理并牢固可靠,船体基线符合规定的技术要求,并提供船体基线的测量数据,而且还要在工作中定期检查基线变化。
三、柴油机的装配工艺流程一)装配前的准备工作1、熟悉柴油机产品的装配图2、确定柴油机装配方法及顺序,工属具的准备。
这需根据各类主机不同的结构特点,确定不同的装配方法和配置相应的工属具;3、专用工具的使用方法4、对相应零件的尺寸形状进行测量和分档,清洗。
各零部件在装配前应进行清理、清洗,对相互配合的零部件间的表面粗糙度及配合精度进行测量和配制;5、对某些零件进行研磨、刮削、动静平衡试验。
二)部件装配1、固定部件2、活动部件3、精密部件4、主要辅助装置三)总装配是将各个合格的部件按顺序逐个装配,并在装配中对各个部件间的尺寸和几何位置关系进行必要的调整,从而装配成完整、合格的柴油机。
四)分段预装对于大型柴油机,由于设备笨重,体积又大,装配工作量大,人员上下立体交叉作业等,对安装质量及安全工作有很大影响,为此,将整个柴油机以分段形式分开放置,并在各分段的各场所分别进行预装,然后把几个分段吊装合拢,装配成完整的的动力装置。
五)调整、检验和试车柴油机在装配中调整其各零部件间的相互位置、配合间隙、配合关系以确保柴油机运转质量,检验是对柴油机在每道装配工艺过程中的装配质量进行检查,验证。
试车是在柴油机装配完成后,通过试车来检验和测量其的工作性能及安装质量的一项重要工作。
§3-2柴油机解体安装工艺一、柴油机的解体柴油机解体安装工艺内容大型低速柴油机解体安装工艺内容一般包括:首先按吊运能力将柴油机分解成若干部件,并吊运上船;再在船上找正定位机座,以机座作为组装其他部件的基础;最后再进行部件的总装。
1.柴油机解体注意事项(1)大型低速柴油机的生产批量较小,大件互换性差,多为单配,在解体前必须检查柴油机在制造厂试验台上总装时记录的各重要部位安装测量数据、试验合格证等有关出厂的证件,确认合格,船厂验收后方可着手进行分解工作。
(2)解体时应先将柴油机附属设备以及仪表等拆下,并分系统挂好标签集中放置,各部件连接处必须打上明显的标记,供复装时对正定位。
拆卸时,必须选用适当的工具,以免损坏零件。
曲轴和凸轮轴等,必须放置好,以免变形。
对部件间的接触面,拆下后应加以保护,落下时应垫上木质垫。
(3)柴油机解体时,根据厂方吊运能力,部件应尽量大,以减少复装工作量。
一般解体成扫气箱、增压器及气缸盖、气缸体、机架、曲轴及活塞连杆、机座等几个部件。
2.柴油机组装工艺顺序大型低速柴油机部件吊装有两种工艺方案,一种是待船舶下水后轴系安装结束再进行主机安装,这是一种传统工艺;另一种是主机在船台上首先定位安装,因而主机、轴系以及船体的某些舾装可以同时进行,为缩短船舶建造周期创造有利条件。
大型低速柴油机按部件分解后在船上组合安装成整机,其工艺流程如下:基座的加工检验→机座定位→机架安装→气缸体安装→贯穿螺栓安装→活塞装置的安装→缸盖的安装→扫气箱及增压器的安装→各系统、仪表及走台支架的安装。
二、机座的安装一)机座定位的要求机座在机舱中的位置是根据轴系校中方法和轴系两端轴(尾轴和主机曲轴)的安装顺序来确定的。
轴系按直线校中法时,以曲轴与轴系连接法兰上的偏中值定位;轴系按合理校中法时,以轴系理论中心线定位。
机座定位的内容:1、上平面的平直度及臂距差误差检验;2、轴向位置确定;3、中心线确定二)安装机座的准备工作1、主机基座的检验与加工1)基座的基本结构柴油机机座安装固定在船体双层底的基座(也称底座),机座定位前应完成基座的定位、制作和加工工作。
基座的形式很多,随着柴油机机座结构的不同而异。
常用型钢与钢板焊制与此种机座结构相适应的基座,然后将其焊装在船体双层底上用以支承机座。
2)对基座的要求(1)基座在机舱中的位置,首尾(轴向)方向是以基座端面至机舱隔舱壁的距离而定(即以肋位为基准)(在造船放样时就已标出主机曲轴输出端法兰端面在船体中纵剖面上的位置),允许偏差为±10mm,左右方向是以轴系理论中心线为基准而定(即以船舶舯线为基准)上下方向以(船舶基线为基准)(2)基座应焊装在双层底上(3)对基座上平面应加工(4)对基座的技术要求3)垫块形式及准备机座垫块分为固定垫块和活动垫块,船用主机常采用钢质或铸铁矩形垫块、环氧树脂垫块。
船用副机除用以上两种垫块外还用弹性垫块。
①垫块形式:固定式矩形垫片无论大型机、还是中小型机主机以采用矩形垫片为最多,矩形垫片一般都由铸铁或锻钢制造,两平面经机械加工并留有0.1—0.2mm的研磨余量,垫片的厚度一般为16—75mm。
加工成具有1:100向外的斜度,焊装于基座面板上或双层底上,不仅减少基座面板的加工量还可以调节基座的高度。
活动式圆形调节垫块是由两个具有1:20斜度的倾斜圆盘所组成。
相对转动上下圆盘来调节垫块上下面的斜度,以适应主机底平面与基座平面的斜度。
活动式球形垫块是由两个带有凹凸球面的圆盘所组成,具有自位的性能,以适应各种不同的斜度。
活动垫块;一般多采用铸铁,最小厚度不小于20mm,钢质活动垫块的最小厚度不小于12mm。
垫块的实际厚度必须是在现场测量获得,虽然垫块的上下两面都是平面,但由于主机经校中后机座下各垫块的高度是不等高的,用内卡钳测量时精度较差,因此在加工垫块前需用专用的测量工具(内径百分表、垫块厚度测量器)来测量,图是目前普遍采用的一种测量工具。
将四个量柱1压至最低位置,拧紧紧固螺栓3,将工具放在固定垫片上,四边大致对准后分别旋松坚固螺栓,量柱靠弹簧2的弹力向上弹出,顶着机座支承脚下平面,这时再拧紧紧固螺栓,将量柱的高度固定下来,抽出工具后,用外径千分尺测量四个量柱的高度,四个量柱的高度尺寸就是垫片四个角的高度尺寸。
测量后,可用小平板来检查四个量柱顶点是否在同一平面上。
若四点不在同一平面则说明测量有误差,必须重新测量。
也可用对角尺寸之和相等来检验尺寸之正确性。
来测量各垫块处的厚度,附加0.10mm —0.20mm的研配余量作为垫块精加工的厚度尺寸。
环氧树脂树脂垫块金属垫块在可靠性上是无可置疑的,但研磨垫块费时且劳动强度大,近年来船厂开始采用树脂垫片,加工快了主机及轴系的安装速度。
以环氧树脂为主要成分的环氧树脂垫块具有室温下黏度低、流动性好、浇铸后不沉淀、不分层、收缩率小、材质均匀、耐油、耐海水、不腐蚀、性能稳定和机械性能良好等到特点。
树脂垫块所使用的树脂、稀释剂、固化剂各企业都各不尽相同,目前已有专门的企业为船厂提供树脂垫块的制作及安装工作。
树脂垫块的制作都是在已调整好的主机机座、或轴系轴承下的空间内灌注树脂以垫充机座或轴承下部空间作为垫块使用。
但在主机的飞轮端仍应用金属垫块,而主机自由端等部位可以用环氧树脂垫块。
4)基座支承面的加工可采用风动砂轮和平板研磨的手工加工方法,亦可以采用专用铣削设备进行加工。
加工后应达到:①基座支承面或固定垫块支承面应平整,用直尺和塞尺测0.05mm应插不进;②基座支承面或固定垫块支承面应横向加工成自里向外倾斜的平面,倾斜度为1:100,以便活动垫块的拆装;③加工平面的粗糙度为Ra25μm—Ra6.3。
5)主机基座垫块及螺栓孔位置的确定及加工基座上固定垫块及螺栓孔的位置确定和固定垫块的焊接基痤上不是每螺栓孔处都要设垫块的而只是分别置于柴油机各主轴承的横梁下。
(1)定位A、拉线法定位以轴系理论中心线(船体中纵剖面线)为中心,在基座左右位置横向放置一根平尺,测出基座螺栓孔距中心线位置(两边)而后以机舱后舱壁距机座后端面为起点,以机座各螺栓孔分布尺寸划出基座上各螺孔的十字中线。
B 、样板法用木板或铝板按机座上螺孔分布实际为样板进行制作,而后以轴系中心线及机舱后舱壁距机座后端面规定距离为基准,将样板放置在基座上划线定位(适用于成批建造)(2)钻孔、焊接垫块当基座平面上的螺孔定位后,将1:100斜度的垫块设于各主轴承的横梁处并焊接在基座上,焊接时必须保证垫块向外倾斜。
(并初钻孔) 三)机座的校中机座校中是实现机座定位技术要求,准确地确定主机在机舱中的位置的工艺。
机座校中工艺应是在基座等准备就绪和基座上安装好临时支承后进行的。
工艺流程:1、吊运机座连同曲轴一起吊运至机舱放置在可调临时支承上并在机座首尾和左右和两侧安装调位工具。