BNZ系列玻纤捻线机工艺参数推算方法
捻线机上机实验报告

捻线机上机实验报告
实验目的
掌握捻线机的操作方法,了解捻线原理,学习基本捻线工艺。
实验设备
捻线机、线材、卷线芯、控制面板。
实验原理
捻线机是一种用于将多根相互交织在一起的线材进行捻合的设备。
捻线的目的是增加线材的强度和耐磨性。
捻线的参数包括捻距、捻向、捻绞等。
捻线机通过电动机带动卷线芯的旋转,将多根线材交互穿过卷线芯的“网孔”,并依次拉紧和扭转,形成捻合后的线材。
实验步骤
1.检查捻线机的电源和控制面板是否正常。
2.准备线材,并验证其规格和长度是否符合要求。
3.将线材分成两组,每组包含相同数量的线材。
4.将两组线材分别固定在捻线机的左右两个卷线芯上。
5.通过控制面板设置捻距、捻向和捻绞等参数。
6.启动捻线机,观察捻线的过程和结果。
7.检查捻线后的线材是否满足要求,包括捻距、外观、强度等方面。
实验结果
根据实验步骤操作,得到捻线后的线材样品。
实验分析
通过本次实验,可以了解捻线机的操作方法和捻线原理,掌握基本捻线工艺。
同时,通过对捻线后的线材样品的观察和检查,可以评估捻线效果和线材的质量。
实验总结
本次实验通过对捻线机的操作和捻线工艺的学习,了解了捻线的原理和参数设置。
通过实际操作,掌握了捻线机的使用方法,提高了对捻线过程和捻线后线材质量的判断能力。
捻度不匀率计算

捻度不匀率计算
捻度不匀率是指在纱线或纤维制品中,捻度分布的不均匀程度。
捻度是纱线或纤维制品的一个重要参数,它影响着纱线的结构、性能和外观。
因此,捻度不匀率的控制对于提高纱线质量和生产效率具有重要意义。
要计算捻度不匀率,首先需要了解纱线的捻度分布情况。
通常,我们可以通过对纱线进行分段测量,获得每段的捻度值。
然后,我们可以利用这些捻度值计算捻度不匀率。
一种常用的计算方法是标准差法。
标准差是衡量一组数值离散程度的一种统计量,它可以反映数值的波动情况。
我们可以将每段纱线的捻度值看作一个数值,然后计算这些数值的标准差。
标准差越大,说明捻度分布越不均匀,即捻度不匀率越高。
除了标准差法外,还有其他一些计算方法,如极差法、变异系数法等。
这些方法的原理都是通过对纱线捻度值的统计分析,来评估捻度分布的不均匀程度。
在实际生产过程中,捻度不匀率的控制是一个重要环节。
为了降低捻度不匀率,可以采取一些措施,如优化纺纱工艺参数、提高设备精度、加强质量控制等。
此外,还可以通过选用合适的纤维原料、调整纱线结构等方式来改善纱线的捻度分布。
总之,捻度不匀率是评估纱线质量的重要指标之一。
通过合理的计算方法和控制措施,可以有效地降低捻度不匀率,提高纱线的质量和生产效率。
钢丝绳的捻距计算公式

钢丝绳的捻距计算公式钢丝绳是一种由多股细钢丝捻合而成的产品,广泛应用于吊装、起重、牵引等领域。
在钢丝绳的生产和使用过程中,捻距是一个重要的参数。
捻距是指钢丝绳中相邻两股钢丝之间的距离,也可以理解为钢丝绳中一股钢丝绕绳心一周所需要的长度。
捻距的大小对钢丝绳的性能和使用寿命有着重要的影响。
钢丝绳的捻距计算公式可以通过以下方式来获得。
首先,我们需要知道钢丝绳的绳径(即钢丝绳的直径)。
然后,我们可以根据钢丝绳的绳径和股数(即钢丝绳中钢丝的股数)来计算钢丝绳的捻距。
计算钢丝绳的捻距的公式如下:捻距 = π × 绳径 / 股数其中,π是一个常数,近似取3.14。
通过这个公式,我们可以根据钢丝绳的绳径和股数来计算钢丝绳的捻距。
捻距的大小对钢丝绳的性能和使用寿命有着重要的影响。
捻距的大小会影响钢丝绳的柔软度和弯曲性能。
捻距越大,钢丝绳的柔软度越差,弯曲性能越差。
相反,捻距越小,钢丝绳的柔软度越好,弯曲性能越好。
捻距还会影响钢丝绳的承载能力。
捻距越大,钢丝绳的承载能力越高。
相反,捻距越小,钢丝绳的承载能力越低。
因此,在选择和使用钢丝绳时,需要根据具体的使用场景和需求来确定合适的捻距。
对于需要柔软度和弯曲性能较好的场合,可以选择捻距较小的钢丝绳;而对于需要较高承载能力的场合,则可以选择捻距较大的钢丝绳。
捻距还需要考虑钢丝绳的绳径和股数。
绳径越大,捻距也应相应增加,以保持钢丝绳的均衡性和稳定性。
股数越多,捻距可以适当减小,以增加钢丝绳的柔软度和弯曲性能。
钢丝绳的捻距是一个重要的参数,对钢丝绳的性能和使用寿命有着重要的影响。
在选择和使用钢丝绳时,需要根据具体的使用场景和需求来确定合适的捻距。
通过捻距的计算公式,可以根据钢丝绳的绳径和股数来计算钢丝绳的捻距。
选用合适的捻距可以提高钢丝绳的柔软度、弯曲性能和承载能力,从而确保钢丝绳的安全可靠使用。
棉纺工艺设计简易计算法
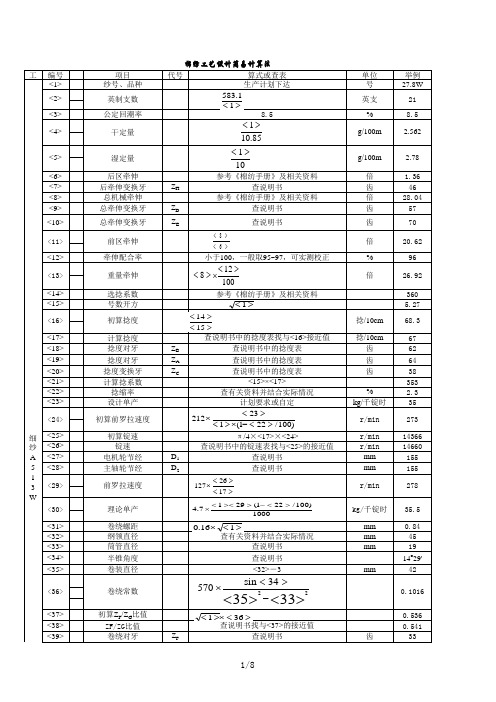
1.025(固定)
1.011(固定) 稍大于100,一般取100.2,可实测校正
mm mm Kg/双锭 Kg/双锭 Kg/双锭 r/min mm mm r/min Kg/台时 圈/10cm 圈/10cm 齿 齿 齿 齿
层/10cm 层/10cm
齿 齿
mm mm g/5m % g/5m
根 倍 倍 倍 齿 齿
4 13 若太大,应调整 12 10
一般取6.8 57 (1 58 )
100 108.5×<57>
参考《棉纺手册》及相关资料 查说明书中的有关表格 查说明书中的有关表格
参考《棉纺手册》及相关资料
<61>/<64> 接近100
<61>×<67>/100 有配棉提供此数据 4000 69 21 60
% g/5m
根 倍
齿 倍
齿
齿
倍
齿
倍
倍
倍
倍 %
r/min mm mm r/min mm
8.357 40 28 19 35 35 12 25 30 25 26 3 11 5 1617 200 180 1326 3.2
22.091 6.8
<94>
<95>
<96>
<97> <98> <99> <100>
<101>
<102>
<103> <104> <105>
<106>
<107>
<108>
<109> <110>
玻璃纤维纱线的最佳强力捻系数研究

上海纺织科技S HAN GHA I TEX TI L E S C I EN CE&TECHNOLO G Y2009年9月・第37卷・第9期工艺研究Vol.37No.9,2009玻璃纤维纱线的最佳强力捻系数研究刘 明(上海工程技术大学,上海201620)摘 要:通过实验方式证明,合理的捻度结构可以提高玻璃纤维纱线的强力,由此可以提高玻璃纤维织物的拉伸强力和断裂伸长,从而使其织物具有更高的强伸性能,玻璃纤维纱线的捻度和强力的关系同其他纺织用纤维纱线。
关键词:玻璃纤维;最佳捻系数;强伸性中图分类号:TS106.41 文献标识码:A 文章编号:100122044(2009)0920026202A study on optima l tw ist factor of gl a ss f i ber yarnL IU M ing(Shanghai University of Engineering Science,Shanghai201600,China)Abstract:It is p r oved by experi m ents that strength and el ongati on of glass fiber yarn can be increased with p r oper t w ist.Thus,stretch strength and breaking el ongati on of the glass fabric are i m p r oved.Key words:glass fiber yarn;t w ist multi p lier;tensile el ongati on玻璃纤维产品是一种性能优异的无机非金属材料,具有不燃、耐高温、电绝缘、拉伸强度高、化学稳定性好等优良性能,特别是某些玻璃纤维具有强度比相同粗细的钢丝高出数倍的特性,使其成为理想的增强材料,因而玻璃纤维已被广泛地应用于交通、运输、建筑、环保、石油、化工、电器、电子、机械、航空、航天、核能、兵器等领域。
钢帘线捻制工艺中有关的理论计算

代入nx = Ts ± 1,可得:
ns Tx
nx ns
=
12.6 6.3
−
1
=
1,nx
=ns,也就是说,芯机转速与主机转速是1
∶
1的关系。
例 2:欲生产3 × 0.20 + 6 × 0.35钢帘线,已知帘线中芯股的捻距捻向为 10s,帘线
的捻距捻向为 18Z,求芯机转速与主机转速的关系。
代入公式nx = Ts ± 1,可得:
设:Txo——预制芯股的捻距,mn
Tx——帘线成品中芯股的捻距,mn
Ts——帘线成品(绳)的捻距,mn
用前面同样的推理,可得
1000 = 1000 ± 1000简化得 1 = 1 ± 1
Tx
Txo
T钢帘线,所以公式中只有“+”。
例:欲生产3 + 9 × 0.22钢帘线,已知帘线中芯股的捻距捻向为 6.3S,帘线(即外
如果要保持芯机制高转速那么只好降低主机的转速设n1428rpm也就是说使主机转速降低28倍也就是使生产率降低28倍所以在dts9dts6双捻机主机转速芯机转速同钢帘线芯股捻距成品捻距以及预制芯股捻距的关系dts6dts9的区别在于芯机的旋转体中只有一个芯股工字轮
钢帘线捻制工艺中有关的理论计算
一、 外收线式双捻机理论捻距计算
ns Tx
nx = 18 + 1 = 2.8,也就是说,芯机转速与主机转速之比为2.8 ∶ 1。如果主机转速
ns 10
为 4000rpm,则芯机转速必须达到 11200rpm,实际上达不到这样高的转速。如果
要保持芯机制高转速,那么只好降低主机的转速,设 nx=4000rpm,则 ns=1428rpm,
也就是说,使主机转速降低 2.8 倍,也就是使生产率降低 2.8 倍,所以在 DTS9 上
玻璃纤维捻线机项目投资分析报告

玻璃纤维捻线机项目投资分析报告规划设计 / 投资分析摘要说明—捻线机是将多股细纱捻成一股的纺织机械设备。
作用是将纱或并合后股纱制品加工成线型制品、供织造和针织用线。
包括捻线机机体和电路部分组成,捻线机机体外部的纱锭与电路部分的电机输出轴相连,纱锭前端设有连接件等相对应于分接开关。
捻线机适用于:棉纱、棉、化纤纤维、绣花线、锦纶、涤纶、人造丝、缝纫线、真丝、玻璃纤维等加捻、合股工程。
该玻璃纤维捻线机项目计划总投资4737.56万元,其中:固定资产投资3843.66万元,占项目总投资的81.13%;流动资金893.90万元,占项目总投资的18.87%。
达产年营业收入7081.00万元,总成本费用5378.67万元,税金及附加79.70万元,利润总额1702.33万元,利税总额2016.83万元,税后净利润1276.75万元,达产年纳税总额740.08万元;达产年投资利润率35.93%,投资利税率42.57%,投资回报率26.95%,全部投资回收期5.21年,提供就业职位105个。
本报告所涉及到的项目承办单位近几年来经营业绩指标,是以国家法定的会计师事务所出具的《财务审计报告》为准,其数据的真实性和合法性均由公司聘请的审计机构负责;公司财务部门相应人员负责提供近几年来既成的财务信息,确保财务数据必须同时具备真实性和合法性,如有弄虚作假等行为导致的后果,由公司财务部门相关人员承担直接法律责任;报告编制人员只是根据报告内容所需,对相关数据承做物理性参照引用,因此,不承担相应的法律责任。
概况、项目建设及必要性、市场调研、产品及建设方案、项目选址评价、土建工程说明、工艺可行性分析、环境保护和绿色生产、项目安全管理、项目风险评估分析、节能方案、项目实施安排、项目投资方案、经济效益分析、综合结论等。
第一章项目建设及必要性一、项目建设背景1、当前,我国制造业发展面临着稳增长和调结构的双重困境、发达国家和新兴经济体的双重挤压、低成本优势快速递减和新竞争优势尚未形成的两难局面。
纱线强度捻度计算公式

纱线强度捻度计算公式纱线强度和捻度是纺织行业中非常重要的两个参数,它们直接影响着纱线的质量和使用性能。
纱线的强度是指纱线抵抗外力破坏的能力,而捻度则是指纱线中纤维的旋转程度。
在纺织生产过程中,正确计算纱线的强度和捻度是非常重要的,可以帮助生产商控制纱线的质量,提高产品的竞争力。
纱线强度的计算公式通常是使用纱线的断裂力来表示,一般来说,纱线的强度与纤维的品质、纺纱工艺、纱线结构等因素有关。
在实际生产中,纱线的强度可以通过纺纱机上的拉力计来测量,也可以通过纱线拉伸试验机来进行测试。
纱线的强度计算公式如下:纱线强度(cN/tex)= 纱线的断裂力(N)/ 纱线的线密度(tex)。
其中,纱线的断裂力是指在一定长度内,纱线发生破裂所需要的力量,单位为N;纱线的线密度是指单位长度的纱线的质量,单位为tex(克每1000米)。
捻度是指纱线中纤维的旋转程度,它对纱线的强度、弹性和外观等性能有着重要的影响。
一般来说,捻度越大,纱线的强度和弹性就越好,但是过大的捻度也会导致纱线的柔软度和手感下降。
在纺纱生产中,捻度通常是通过捻度计来进行测量,捻度计是一种专门用来测量纱线捻度的仪器。
纱线的捻度计算公式如下:纱线的捻度(TPI)= (捻绕长度(英寸) 1000)/ 纱线长度(英寸)。
其中,捻绕长度是指在纱线上旋绕一周所需要的长度,单位为英寸;纱线长度是指在一定长度内纱线上的捻绕次数。
在实际生产中,纱线的强度和捻度是相互影响的,通常来说,增加纱线的捻度可以提高纱线的强度,但是过大的捻度也会导致纱线的柔软度下降。
因此,生产商在确定纱线的强度和捻度时,需要综合考虑纤维的品质、纺纱工艺、产品的用途等因素,找到一个最佳的平衡点。
除了纱线的强度和捻度,纺织行业中还有许多其他的参数和指标,如纱线的粗细、均匀度、弹性、光泽度等,这些参数都对纱线的质量和性能有着重要的影响。
在生产过程中,生产商需要对这些参数进行全面的控制和调整,以确保生产出高质量的纱线产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
q ai n lrfig teritra eain , r s ln n ar ao a l a g fp a tr o ee t n T i eh d h sb e u l y a d cai n i nen lrlt s e ut gi e sn be r eo a meesf rslci . h sm to a e n t y h o i n r o
为使相邻 纱层层次分清 而不紊乱 , 以利于后道
工 艺退 绕时不 易脱圈断头 ,要 求钢领 的上 升和下 降 速度 快慢不 同。一般上升慢 ,螺距小 ,卷 绕密 ,称
d =
式 中:
1N 1l 『 \
为卷绕层 ;下降 陕,螺距大 ,卷绕稀 ,称为束缚层, 两者 交替相 间,就能使卷绕层 次分 明。降速 一般 以 升速 的多少倍b 来表 示。
程 帅印, BZ . 等:N  ̄列玻 纤捻 线机 工艺参数 推算方法
Fl b I
号:Q1 1 764 T 7 . .5 7
文献标识码 : A
B 系列玻纤 捻线机工 艺参数推算 方法 NZ
程帅 印,于涌 ,蔡鹏龙 ,张铁立 ,赵鹏辉
( 阳纺织机械 厂,洛阳 4 10 ) 洛 70 0
O 概 述
在 实际生产 中 ,常遇 到一些 客户 咨询捻线机 工 艺 参数 设置 的问题 ,究其 原 因是对 捻线机 工艺参 数 的计算不 甚 了解 ,对影 响成纱质量 的 内在 因素 的具 体 作 用 方 式不 了解 。这在 许 多新 客户 和 一 些 用惯
BZ N 系列捻 线机 由原1 0 型捻线机机械成形改为 5B
电脑编程 控制 成形后 ,卷绕成 形种类 多、范 围大 ,
可调 参数多 ,调节量 级更精密 ,参数变 换更容 易 、 更迅速 ,这需要用户有一定的理论计算能力或经验 ,
不能 定性的用表 格来直 接查 出。多数用 户根据经 验
预 设参数 上机 反复验证 后生产 ,验 证过程 费 电、费
下面 就几个主 要技术 参数 的理 论推导 方法加 以
介绍 :
《 璃 纤 维 》2 1 年 第4 玻 01 期 5
技 开 F 术发 —
1 基本概念
1 1 退绕 纱的直径 .
程 帅印, BZ . 等:N  ̄列玻纤捻 线机 -E参数推算方 法 r
gl s a s
1 4 升 、 降 比 .
摘
要 :为 了解 决生产 中大卷装量 、程序 控制成形捻线机工 艺参数的设置 问题 ,通 过剖析影响成纱质量 的内在因素 ,揭示
彼此 间的 内在联系 ,理论推导B Z N 系列玻纤捻线机 工艺参数推 算方法 ,给 出一个合 理的选择范 围。经过实验验证 ,可指导
捻线工序 的实 际应用 。 关键词 :B Z N ;玻璃纤维;捻线机;工艺参数 ;推算方法
Cac lt n o r c s a a ee sf r lu ai f o e s r m tr o o P P BNZ S re a s i e se s e isGls b r F Twitr
CH ENG ua y n, YU ng CAIPe l n Sh i i Yo , ng o g, ZH ANG e , ZH AO ng i Tif i Pe hu
10 型捻 线机 后改成B Z 5B N 系列捻线机 的客户 中表现尤
为突 出。
时、费力 ,形成 一定 的资源浪 费。那么 能否通过理
论推 导方 式对相 关参数 加 以确定呢 ?
收稿 日期:2 1 — 4 2 010—2 作者 简介 :程帅印,男,1 7 年生,洛阳纺织机械厂工程师 。 93
( u y n e te Ma hn r ln , L o a g 4 1 0 L o a gT x i c iey Pa t u y n 7 0) l 0
Ab ta t s r c :Fo et g p o e sp r me e s f rp o r m— o t l d t se sp o u i g b g y r a k g s a m eh d f rc l u ai g r s t n r c s a a t r o r g a c n r l wi r r d cn i a n p c a e , t o a c l t i o e t o n p o e sp a t r o NZ s re l s b r t itr s d d c d t e r t al y a ay i g t n e e tf co s af c i g y m r c s a me e s f r B r e is g a s f e se s wa e u e o ei l b n lz n i w h c y he ih r n a t r fe t a n
p o e y e p r n e a p i a l t cu l it g o e ai n r v d b x e me t o b p l b e oa t a si p r t . i t c w t n o K y wo d e r s: B NZ;g a sf e ; t itr p o e sp a ee ; c l u a ig me h d l s b r w se ; r c s a m tr a c l t t o i r n
一
d一 退绕纱的直径 ,l ; l l m
一
退绕纱 的号数 ,T x e 。单纱重量和产量计算
时 ,需考虑偏支影响,应 以实测 号数 为准 。
玻璃 纤 维密 度 ,主要 取 决 于 玻璃 成 分 ,一般
P=2 5 . /m,可 取 P=2 6g c 3 . ~2 7g a3 . / m,则有 :