玻璃纤维分条整经主要工艺参数的设计
整经工艺与产量
嵌边和凸边: 经轴或织轴边盘与轴管不垂直,伸缩筘位置调整不当
第五节 整经工艺与产量
三、整经的产量计算: 1、分批整经的产量:
G理 = 60×v×m×Nt 103×103 G实=G理· η (η =55~65%) Nt — 纱号 (kg/h· 台)
P68
m
— 整经根数
v — 整经速度
第五节 整经工艺与产量
纱线种类 19tex棉纱 卷绕密度(g/cm3) 0.44~0.47 纱线种类 14texΧ2棉线 卷绕密度(g/cm3) 0.50~0.55
14.5tex棉纱
10tex棉纱
0.45~0.49
0.46~0.50
19 tex粘纤纱
13tex涤/棉纱
0.52~0.56
0.43~0.55
经轴
浆纱机后经轴架
第五节 整经工艺与产量
二、整经的质量:
P68
卷装中纱线质量 纱线卷绕质量
整经的质量对后道加工工序影响很大,因此抓好整
经质量是提高织物质量和织造生产效率的关键。 1.纱线质量 保持纱线原有的物理机械性能,整经时纱线所 受张力要适度,纱线通道要光洁,尽量减少纱线的
磨损和伸长。
第五节 整经工艺与产量
二、整经的质量:
三、整经的产量计算:
2、分条整经的产量:
G理= 60×v1v2×M总×Nt 106×(v1+n· v2) G实=G理· η
P68
(kg/h· 台)
(η =25~60%)
v1— 滚筒线速度(m/min)
v2— 织轴线速度(m/min)
M总— 织轴总经根数 n— 整经条带数 Nt— 纱号
第五节 整经工艺与产量
第五节 整经工艺与产量
玻璃纤维工艺流程

玻璃纤维工艺流程
《玻璃纤维工艺流程》
玻璃纤维是一种常见的合成纤维,它具有优良的性能,被广泛应用于航空航天、汽车、建筑材料等领域。
玻璃纤维的制作工艺流程十分复杂,下面将介绍其主要流程。
首先是原料准备,玻璃纤维的主要原料是石英砂和碳酸钙。
这些原料需要经过熔融、纺丝成丝、成纤、修整等多道工序,才能成为适合使用的玻璃纤维。
其次是纤维制备,玻璃纤维的制备是一个连续的过程,首先是将溶融玻璃纤维原料注入纺丝模具,通过旋转、拉伸、凝固等过程,将玻璃纤维拉成细丝。
然后,通过不同的机械操作,将细丝修整成所需要的长度和形状。
接着是纤维处理,经过纤维制备后的玻璃纤维需要进行一系列处理,以增强其机械性能和耐热性。
这包括涂覆、浸渍、热处理等工艺,使玻璃纤维具有更好的性能。
最后是成品制备,经过纤维处理后,玻璃纤维可以根据需要进行编织、压制、模塑等工艺,制作成不同形状的玻璃纤维制品,如玻璃纤维布、玻璃纤维管、玻璃纤维板等。
总的来说,玻璃纤维的制备工艺流程十分复杂,需要经过多道工序和严格控制,才能得到符合要求的玻璃纤维制品。
随着技
术的不断进步,玻璃纤维的制备工艺也在不断优化和改进,以满足不同领域对玻璃纤维制品性能的需求。
玻璃纤维筋要求及吊装
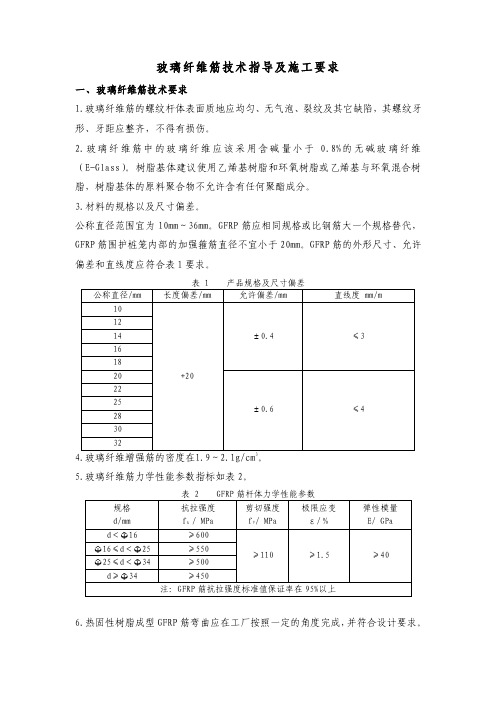
玻璃纤维筋技术指导及施工要求一、玻璃纤维筋技术要求1.玻璃纤维筋的螺纹杆体表面质地应均匀、无气泡、裂纹及其它缺陷,其螺纹牙形、牙距应整齐,不得有损伤。
2.玻璃纤维筋中的玻璃纤维应该采用含碱量小于0.8%的无碱玻璃纤维(E-Glass )。
树脂基体建议使用乙烯基树脂和环氧树脂或乙烯基与环氧混合树脂,树脂基体的原料聚合物不允许含有任何聚酯成分。
3.材料的规格以及尺寸偏差。
公称直径范围宜为10mm ~36mm 。
GFRP 筋应相同规格或比钢筋大一个规格替代,GFRP 筋围护桩笼内部的加强箍筋直径不宜小于20mm 。
GFRP 筋的外形尺寸、允许偏差和直线度应符合表1要求。
表 1 产品规格及尺寸偏差 公称直径/mm长度偏差/mm 允许偏差/mm 直线度 mm/m 10+20 ±0.4 ≤3 1214161820±0.6 ≤422252830 32 4.玻璃纤维增强筋的密度在1.9~2.1g/cm 3。
5.玻璃纤维筋力学性能参数指标如表2。
表 2 GFRP 筋杆体力学性能参数 规格d/mm抗拉强度 f k / MPa 剪切强度 f V / MPa 极限应变 ε/% 弹性模量 E/ GPad <Φ16≥600 ≥110 ≥1.5 ≥40 Φ16≤d <Φ25≥550 Φ25≤d <Φ34≥500 d ≥Φ34 ≥450注:GFRP 筋抗拉强度标准值保证率在95%以上6.热固性树脂成型GFRP 筋弯曲应在工厂按照一定的角度完成,并符合设计要求。
二、玻璃纤维筋施工工艺1 一般规定①玻璃纤维筋应水平放置,避免爆晒,杆体端部不应沾染油污。
②玻璃纤维筋装卸和运输过程中不应抛掷和撞击。
③施工前应编制施工组织,并在施工中认真执行。
④施工前应核对产品质量保证书、检测报告以及品种、规格、色泽、数量进行验收。
⑤切割GFRP筋时注意佩带手套,防止纤维刺入皮肤。
2 玻璃纤维筋笼的制作和吊装①搭接长度:玻璃纤维筋的锚固长度和搭接长度不小于现行《混凝土结构设计规范》(GB50010)规定的同直径螺纹钢筋锚固长度和搭接长度的1.25倍,且最小搭接距离不小于40倍筋材直径。
PP玻纤板工艺参数

工艺参数
1.材料的生产过程为:
通过梳理机将PP 、玻璃纤维混合梳理成毛毡,再将毛毡和无纺布通过烘房加热、冷却、压实等粘结在一起,然后在撒上一层胶粉溶化后成型成GFP 板材。
2梳理机工艺参数
梳理机参数表
3毛毡制成板材的工艺参数
大烘箱:用于将毛毡中PP 加热融化并和底布粘结。
分成八个区,每个区的温度在205℃-218℃,采用热油加热,烘箱内产品移动速度为7m/min 。
大冷水罐:用于将从大烘箱中出来的产品冷却压实,使用循环冷却水冷却,速度为250r/min
小烘箱:用于将洒在产品上的胶粉融化,温度为170℃左右,采用电加热方式。
产品移动速度略微大于大烘箱产品移动速度。
小冷水罐:用于将撒上胶粉的产品冷却,速度为286r/min.
最后按照产品要求将板材切成相应大小,其中胶粉含量约为100g/m2。
整经工艺设计3.7

(五)卷绕密度: 经轴卷绕密度的大小影响到原纱的弹性
轴的最大绕纱长度和后道工序的退绕顺畅。
纱线种类 19tex棉纱 14.5tex棉纱 10tex棉纱
卷绕密度(g/cm3) 0.44~0.47 0.45~0.49 0.46~0.50
纱线种类 14texΧ2棉线 19 tex粘纤纱 13tex涤/棉纱
2、主要疵点及成因:
长短码:测长装置失灵,或操作失误 张力不匀:张力装置作用不正常,或机械部件调节不当 绞头、倒断头:断头装置失灵,不及时刹车 嵌边、凸边:伸缩筘左右位置不当,或倒轴时定位不准 错支、并绞、油污、排色错、头份数错、经轴数错等
提高分批整经质量的技术措施
高速、大卷装 完善的纱线品质保护 均匀的纱线整经张力 均匀的纱线排列 减少整经疵点 良好的劳动保护 集中方便的调节和显示 改善纱线质量,提高纱线的可织性 工艺上达到张力、排列、卷绕三均匀。
第七节
整经工艺设计
一、分批整经的工艺设计
(一)整经张力
影响因素:纤维材料、纱线细度、整经速度、筒
子尺寸、筒子架形式、筒子分布位置及伸缩筘穿
法等因素有关
设计原则:保证纱线张力均匀、适度、减少纱线伸长
(二)整经速度:最大设计速度1000m/min左右,实际
中,新型高速整经机 600m/min 以上,一般整经机
最后一个条带经纱根数=取整后剩余根数+单侧边纱根数 其余各条带经纱根数=每条带基础根数
例:某一色织物,其成品织物规格为: 57〞/58〞,120×80/40×40,1/1,色经循环 为56根,采用分条整经,筒子架容量为600, 试确定整经的条带数及每条带经纱根数(提 示:边纱根数为40×2)
(4)整经条宽B:即定幅筘中所穿经纱的宽度
玻璃纤维制备工艺设计

一.生产用原料技术要求其主要成分为二氧化硅、氧化铝、氧化钙、氧化硼、氧化镁、氧化钠等,根据玻璃中碱含量的多少,可分为无碱玻璃纤维(氧化钠0%~2%,属铝硼硅酸盐玻璃)、中碱玻璃纤维(氧化钠8%~12%,属含硼或不含硼的钠钙硅酸盐玻璃)和高碱玻璃纤维(氧化钠13%以上,属钠钙硅酸盐玻璃)。
E-玻璃亦称无碱玻璃,是一种硼硅酸盐玻璃。
目前是应用最广泛的一种玻璃纤维用玻璃成分,具有良好的电气绝缘性及机械性能,广泛用于生产电绝缘用玻璃纤维,也大量用于生产玻璃钢用玻璃纤维,它的缺点是易被无机酸侵蚀,故不适于用在酸性环境。
无碱玻璃纤维R2O含量小于0.8%,是一种铝硼硅酸盐成分。
它的化学稳定性、电绝缘性能、强度都很好。
主要用作电绝缘材料、玻璃钢的增强材料和轮胎帘子线。
用于复合电缆支架。
中碱璃纤维R2O的含量为11.9%-16.4%,是一种钠钙硅酸盐成分,因其含碱量高,不能作电绝缘材料,但其化学稳定性和强度尚好。
一般作乳胶布、方格布基材、酸性过滤布、窗纱基材等,也可作对电性能和强度要求不很严格的玻璃钢增强材料。
高碱玻璃纤维自身存在的强度低、耐水和耐碱性差的缺陷,这种缺陷是无法克服的。
用它作增强制品,最终只会损害用户的利益。
玻璃纤维是一种性能优异的无机非金属材料。
英文原名为:glass fiber 或fiberglass。
成分为二氧化硅、氧化铝、氧化钙、氧化硼、氧化镁、氧化钠等。
它是以玻璃球或废旧玻璃为原料经高温熔制、拉丝、络纱、织布等工艺。
最后形成各类产品,玻璃纤维单丝的直径从几个微米到二十几米个微米,相当于一根头发丝的1/20-1/5 ,每束纤维原丝都有数百根甚至上千根单丝组成,通常作为复材料中的增强材料,电绝缘材料和绝热保温材料,电路基板等,广泛应用于国民经济各个领域。
生产玻璃纤维的主要原料是:石英砂、氧化铝和叶蜡石、石灰石、白云石、硼酸、纯碱、芒硝、萤石等。
无碱玻璃纤维原料1、主要原料石英石引入二氧化硅SiO2 叶腊石引入氧化铝Ai2O3 石灰石引入氧化钙CaO 纯碱引入氧化钠Na2O 2、辅助原料澄清剂硫酸盐卤化物复合澄清剂。
整经工艺设计3.7
3、验证
M=m1+m2+m3+„+mn 例:某一白坯府绸织物,其规格如下: 63″,133×72/40s×40s,1/1;采用分批整经机整经, 筒子架容量为608×2,试计算: (1)整经轴个数 (2)每轴经纱根数
(四)整经长度
经轴绕纱长度应为织轴绕纱长度的整数倍。即经轴的最 大绕纱长度。 1、经轴最大容积Vmax Vmax= ∏H/4(D2-d2) (cm3) 2、经轴最大绕纱重量Gmax Gmax= Vmax*γ /1000(kg) 3、经轴最大绕纱长度Lmax
2、主要疵点及成因:
长短码:测长装置失灵,或操作失误 张力不匀:张力装置作用不正常,或机械部件调节不当 绞头、倒断头:断头装置失灵,不及时刹车 嵌边、凸边:伸缩筘左右位置不当,或倒轴时定位不准 错支、并绞、油污、排色错、头份数错、经轴数错等
提高分批整经质量的技术措施
高速、大卷装 完善的纱线品质保护 均匀的纱线整经张力 均匀的纱线排列 减少整经疵点 良好的劳动保护 集中方便的调节和显示 改善纱线质量,提高纱线的可织性 工艺上达到张力、排列、卷绕三均匀。
提高分条整经质量的技术措施
高速、阔幅、通用性强 良好的卷绕成形 高效生产
三、整经的发展趋势
1、分批整经技术
高速大卷装 v=1100m/min,幅宽2.4m,经轴直径800 ~1000mm 采用直流变速电机或变量马达传动,取消滚筒摩擦传动 减少纱线损伤、毛羽,维护纱线原有质量,保持线速、 卷绕张力和卷绕密度的均匀性。 伸缩筘作水平和垂直方向的往复移动 纱线排列更为均匀。
最后一个条带经纱根数=取整后剩余根数+单侧边纱根数 其余各条带经纱根数=每条带基础根数
整经工艺设计
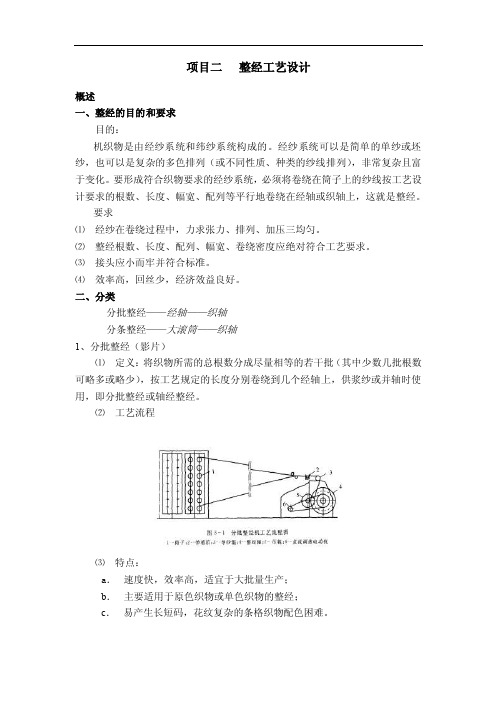
项目二整经工艺设计概述一、整经的目的和要求目的:机织物是由经纱系统和纬纱系统构成的。
经纱系统可以是简单的单纱或坯纱,也可以是复杂的多色排列(或不同性质、种类的纱线排列),非常复杂且富于变化。
要形成符合织物要求的经纱系统,必须将卷绕在筒子上的纱线按工艺设计要求的根数、长度、幅宽、配列等平行地卷绕在经轴或织轴上,这就是整经。
要求⑴经纱在卷绕过程中,力求张力、排列、加压三均匀。
⑵整经根数、长度、配列、幅宽、卷绕密度应绝对符合工艺要求。
⑶接头应小而牢并符合标准。
⑷效率高,回丝少,经济效益良好。
二、分类分批整经——经轴——织轴分条整经——大滚筒——织轴1、分批整经(影片)⑴定义:将织物所需的总根数分成尽量相等的若干批(其中少数几批根数可略多或略少),按工艺规定的长度分别卷绕到几个经轴上,供浆纱或并轴时使用,即分批整经或轴经整经。
⑵工艺流程⑶特点:a.速度快,效率高,适宜于大批量生产;b.主要适用于原色织物或单色织物的整经;c.易产生长短码,花纹复杂的条格织物配色困难。
2、分条整经(影片)⑴定义:根据色纱排列循环和筒子架容量的要求,将织物所需的总经根数分成根数尽可能相等的若干个条带,并按工艺要求的宽度、长度、配列等一条挨一条先平行地卷绕在整经大滚筒上,最后再将全部条带一起卷绕到织轴上,这就是分条整经,亦称为带式整经。
⑵工艺流程⑶特点:a. 生产效率低;b. 排列花纹非常方便;c. 适用于小批量,多品种的生产。
任务1 认识整经工艺与机构原理单元一整经张力一、整经张力的构成退绕张力⑴分批整经张里的构成张力装置引起的张力导纱机件摩擦引起的张力整经张力⑵分条整经倒轴张力二、单纱退绕张力1 纱线从锥形筒子上轴向退绕时,气圈顶点的张力称为退绕初张力,它包括分离点的张力和气圈所造成的张力。
2 单纱退绕张力的变化规律三、常见的张力装置及纱路产生的张力常见张力装置按原理可分为累加法和倍积法,各种装置不同。
张力变化情况也有所不同,纱线在纱路上每次经过瓷眼、瓷牙、瓷柱、导纱辊等,其张力增加,为倍积法施压原理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
万方数据
万方数据
万方数据
万方数据
玻璃纤维分条整经主要工艺参数的设计
作者:刘峰, 韩进华, LIU Feng, HAN Jinhua
作者单位:中材科技股份有限公司,南京,210012
刊名:
玻璃纤维
英文刊名:FIBER GLASS
年,卷(期):2010(4)
1.张耀明;李巨白;姜肇中玻璃纤维与矿物棉全书 2001
2.陈元甫机织工艺与设备 1982
1.朱孟钦.ZHU Mengqin玻纤复合滤料的特性及应用[期刊论文]-玻璃纤维2011(1)
2.杨维生聚四氟乙烯高频多层印制板工艺技术研究[期刊论文]-印制电路信息2003(9)
3.孟宪明.刘乾.易助红.孙云栋一种新型耐化学腐蚀E玻璃纤维的问世[会议论文]-2008
4.新产品与新技术[期刊论文]-印制电路信息2009(3)
5.张丕华CGKV548C/549C玻璃纤维捻线机电控系统[期刊论文]-纺织机械2008(1)
6.李国良.刘利锋.Li Guoliang.LIU Lifeng影响捻线机内温度控制稳定性与精确性的因素分析[期刊论文]-玻璃纤维2008(2)
7.李新宁.LI Xinning我国玻璃纤维复合材料新时期的特点与对策[期刊论文]-玻璃纤维2005(5)
8.秦葆园国外混凝土用玻璃钢筋开发概况[期刊论文]-玻璃纤维2007(4)
9.朱瑞锋.王娟.夏诗志.李熙.ZHU Ruifeng.WANG Juan.XIA Shizhi.LI Xi聚氨酯树脂涂层剂在玻璃纤维织物上的应用[期刊论文]-玻璃纤维2010(5)
10.徐兴军.岳云龙.杜钊.王馨.屈雅.XU Xingjun.YUE Yunlong.DU Zhao.WANG Xin.QU Ya浸润剂对玻璃纤维湿法毡工艺及性能的影响[期刊论文]-玻璃纤维2010(5)
本文链接:/Periodical_blxw201004002.aspx。