中日粗糙度对比
中日粗糙度对照
平面表面粗糙度比较样块-日本金属电铸(JIS标准)详细信息品牌:符合JIS标准型号:平面表面粗糙度比较样块价格:CNY 0最少订量:1のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面产品用途:型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100SRy Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100平面ペーパー仕上○ 2枚1組研削○ ○ ○ ○ ○ ○形削り○ ○ ○ ○ ○フライス○ ○ ○ ○ ○ ○正面フライス○ ○ ○ ○ ○ ○円筒外面研削○ ○ ○ 1枚丸削り○ ○ ○ ○ ○ ○ ○ ○ ○手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚ヤスリ仕上○ ○ ○ ○ ○教材用平面ペーパー仕上○ ○ ○ 1枚研削○ ○ ○形削り○ ○ ○ヤスリ仕上○ ○ ○FLATSURFACE(平面) P Rrms 5 2枚1組GROUND Rrms 6 12 24 58 95 265SHAPED Rrms 68 130 260 590 1200ENDMILLED Rrms 20 35 80 135 260 540MILLED Rrms 16 35 65 130 260 530CYLINDROCAL(円筒外面) GROUND Rrms 5 12 24 1枚TURNED Rrms 17 34 70 130 190 260 380 530 990ラップ仕上面▽ ▽▽▽▽ 1枚Rmax 0.2S 0.4S 0.8SRyRz 0.2 0.4 0.8放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35SRy Rz 3.2 6.3 10 12.5 15 18 25 35ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組1級50S 2級100S 3級200S 1級 2級 3級 4級B平坦性(F)上縁の溶け(M)15m/m≦板厚≦25m/m 板厚>25m/m1級 2級 1級 2級 1級 2級 3級鋼板仕上面(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組サンダー 12μ 16μ 26μ 36μ型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a番号 N3 N4 N5 N6 N7 N8 N9 N10平面研削Ra○ ○ ○ ○ 1枚平面形削りRa○ ○ ○ ○ 1枚平面フライスRa○ ○ ○ ○ 1枚平面正面フライスRa○ ○ ○ ○ 1枚円筒外面研削Ra○ ○ ○ 1枚円筒外面丸削りRa○ ○ ○ ○ 1枚日本原装进口,符合国际标准2. 回答人: 时间: 2008-08-01 13:12:19图纸上△、△△及△△△代表表面粗糙度是多少对应关系:△:Ra25~12.5;△△:Ra6.3~3.2;△△△:Ra1.6~0.4;△△△△:Ra0.2~0.0013。
中国表面粗糙度对照表

中美表面粗糙度对照表
中国旧标准(光洁度)中国新标准(粗糙度)Ra美国标准(微米)Ra美国标准(微英寸),Ra
▽4 6.38.00320 6.30250
▽5 3.25.00200 4.00160 3.20125
▽6 1.62.50100 2.0080 1.6063
▽70.81.2550 1.0040 0.8032
▽80.40.6325 0.5020 0.4016
国内表面光洁度与表面粗糙度Ra、Rz数值换算表(单位:μm)
:面粗糙度国际标准加工方法
粗糙度仪新旧标准参数变化对照表
现将TR200粗糙度仪依据新标准更改参数的情况列表如下,如有问题,由时代公司负责解释。
本表还适用于公司TR1系列粗糙度仪。
修改后可测量参数的总数没有变化,仍为13个参数,只是显示在不同的标准中,也就是说:时代粗糙度仪产品参数:涵盖新旧标准参数!(详见表)
. .。
中美日粗糙度对照表

中日粗糙度对照表中美表面粗糙度对照表
中国旧标准 ( 光洁度 ) 中国新标
准 ( 粗
糙度 )Ra
美国标
准 (微
米 ),
Ra
美国标准
( 微英
寸 ),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽ 7 0.8 1.25 50 1.00 40 0.80 32
▽ 8 0.4 0.63 25 0.50 20 0.40 16
中美表面粗糙度对照表
中美表面粗糙度对照表
中国旧标准
( 光洁度)
中国新标准( 粗糙度)Ra 美国标准(微米 ),Ra 美国标准( 微英寸),Ra
▽ 4 6.3 8.00 320 6.30 250
▽ 5 3.2 5.00 200 4.00 160 3.20 125
▽ 6 1.6 2.50 100 2.00 80 1.60 63
▽7 0.8 1.25 50 1.00 40 0.80 32
▽8 0.4 0.63 25 0.50 20 0.40 16
欧洲粗糙度标注
N12 50
N11 25
N10 12.5
N9 6.3
N8 3.2
N7 1.6
N6 0.8
N5 0.4
N4 0.2
N3 0.1
N2 0.05
N1 0.025
粗糙度分级和我国一样,只是符号不同.
倒三角的标注和俩个、三个连续倒三角的的标注是表面粗糙度,是日本旧标注法,倒三角相当于25,12.5;俩个连续倒三角相当于6.3,3.2;三个连续倒三角相当于1.6,0.8,0.4。
中日粗糙度对照
平面表面粗糙度比较样块-日本金属电铸(JIS标准)详细信息品牌:符合JIS标准型号:平面表面粗糙度比较样块价格:CNY 0最少订量:1のアラサ標準片は、加工方法、粗さの規格毎に20種類の製品があります大至可分为平面(主要加工平铣) 圆筒(主要加工车床),放电加工表面、铸造表面、气体切断表面,有气体溶断表面等等。
关于各个选定,参考请下面产品用途:型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Rmax 0.2S 0.4S 0.8S 1.6S 3.2S 6.3S 12.5S 18S 25S 35S 50S 100SRy Rz 0.2 0.4 0.8 1.6 3.2 6.3 12.5 18 25 35 50 100平面ペーパー仕上○ 2枚1組研削○ ○ ○ ○ ○ ○形削り○ ○ ○ ○ ○フライス○ ○ ○ ○ ○ ○正面フライス○ ○ ○ ○ ○ ○円筒外面研削○ ○ ○ 1枚丸削り○ ○ ○ ○ ○ ○ ○ ○ ○手仕上面ペーパー仕上○ ○ ○ ○ ○ 1枚ヤスリ仕上○ ○ ○ ○ ○教材用平面ペーパー仕上○ ○ ○ 1枚研削○ ○ ○形削り○ ○ ○ヤスリ仕上○ ○ ○FLATSURFACE(平面) P Rrms 5 2枚1組GROUND Rrms 6 12 24 58 95 265SHAPED Rrms 68 130 260 590 1200ENDMILLED Rrms 20 35 80 135 260 540MILLED Rrms 16 35 65 130 260 530CYLINDROCAL(円筒外面) GROUND Rrms 5 12 24 1枚TURNED Rrms 17 34 70 130 190 260 380 530 990ラップ仕上面▽ ▽▽▽▽ 1枚Rmax 0.2S 0.4S 0.8SRyRz 0.2 0.4 0.8放電加工面▽ ▽▽▽ ▽▽ ▽ 1枚Rmax 3.2S 6.3S 10S 12.5S 15S 18S 25S 35SRy Rz 3.2 6.3 10 12.5 15 18 25 35ガス切断A切断面 0.10m/m 0.12m/m 0.16m/m 0.25m/m 0.60m/m 1枚ガス切断B切断面 0.04m/m 0.05m/m 0.10m/m 0.12m/m 0.18m/m 1枚ガス溶断面A、B 溶断面 A 粗さ(R)スラグ(S) 2枚1組1級50S 2級100S 3級200S 1級 2級 3級 4級B平坦性(F)上縁の溶け(M)15m/m≦板厚≦25m/m 板厚>25m/m1級 2級 1級 2級 1級 2級 3級鋼板仕上面(塗装下)グラインダーRmax 25S 35S 70S 100S 2枚1組サンダー 12μ 16μ 26μ 36μ型式加工法▽ ▽▽▽▽ ▽▽▽ ▽▽ ▽ 摘要Ra 0.1a 0.2a 0.4a 0.8a 1.6a 3.2a 6.3a 12.5a番号 N3 N4 N5 N6 N7 N8 N9 N10平面研削Ra○ ○ ○ ○ 1枚平面形削りRa○ ○ ○ ○ 1枚平面フライスRa○ ○ ○ ○ 1枚平面正面フライスRa○ ○ ○ ○ 1枚円筒外面研削Ra○ ○ ○ 1枚円筒外面丸削りRa○ ○ ○ ○ 1枚日本原装进口,符合国际标准2. 回答人: 时间: 2008-08-01 13:12:19图纸上△、△△及△△△代表表面粗糙度是多少对应关系:△:Ra25~12.5;△△:Ra6.3~3.2;△△△:Ra1.6~0.4;△△△△:Ra0.2~0.0013。
中日图纸上的符号表示区别

(1)中日图纸上焊接符号的表示区别
①中国的焊接符号多用的是虚实线表示非箭头侧和箭头侧;(如下图所示)日本的焊接
符号仅用实线表示,实线上侧表示非箭头侧的焊缝,下侧表示箭头侧的焊缝。
②双面焊缝时,日本焊接符号实线上侧表示的是非箭头側的焊缝,而中国焊接符号
实线上侧表示的是箭头側的焊缝(此时中日的焊接符号表示正好相反)
(2)中日图纸上表面粗糙度符号的对应关系
①日本图纸上的符号△对应的表面粗糙度范围:
△:Ra12.5~25 ;
△△:Ra3.2~6.3 ;
△△△:Ra0.4~Ra1.6;
△△△△:Ra0.0013~Ra0.2
②中国图纸上△上面的数值表示的是轮廓算数平均偏差Ra;
日本图纸上△上面的数值表示的是轮廓的最大高度Ry.。
日本表面粗糙度标准

日本表面粗糙度标准
日本作为一个工业大国,对于产品的质量控制非常严格,其中表面粗糙度标准更是重要的一环。
日本对于不同类型的产品都有相应的粗糙度标准,以确保产品的质量达到国际水平。
本文将介绍日本表面粗糙度标准的相关内容,希望能对相关领域的人士有所帮助。
首先,日本对于不同类型的产品制定了不同的表面粗糙度标准。
例如,对于金属制品,日本制定了JIS标准,其中包括了对于不同材质、不同加工方式的金属制品的表面粗糙度要求。
而对于其他材质的产品,日本也有相应的标准,以确保产品在制造过程中能够保持一定的精度和质量。
其次,日本的表面粗糙度标准在全球范围内也有一定的影响力。
许多国家和地区在制定自己的表面粗糙度标准时,都会参考日本的标准,以确保自己的产品能够达到国际水平。
因此,了解日本的表面粗糙度标准对于全球贸易和产品质量控制都具有重要意义。
另外,日本的表面粗糙度标准也在不断更新和完善中。
随着科技的发展和工艺的进步,对于产品表面粗糙度的要求也在不断提高。
因此,日本的标准化机构和相关行业协会都在不断研究和制定新的标准,以适应市场的需求和产品的发展。
最后,了解日本的表面粗糙度标准对于企业和个人都有一定的指导意义。
企业在生产过程中需要严格按照日本的标准进行质量控制,以确保产品能够符合国际要求。
而对于个人来说,了解日本的标准也能够帮助他们更好地选择和购买符合要求的产品。
总之,日本的表面粗糙度标准在全球范围内具有重要的影响力,对于产品质量控制和贸易往来都具有重要意义。
希望本文能够帮助读者更好地了解日本的表面粗糙度标准,为相关领域的工作者和研究人员提供参考和指导。
抛光等级、表面粗糙度对应表
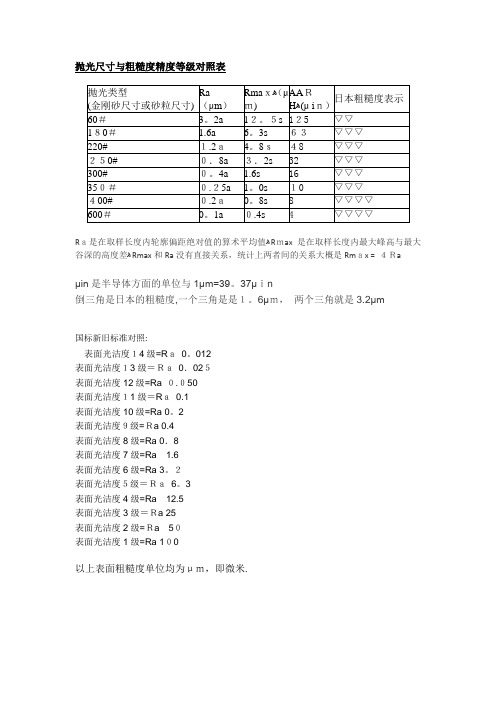
抛光尺寸与粗糙度精度等级对照表
Ra是在取样长度内轮廓偏距绝对值的算术平均值ﻫRmax是在取样长度内最大峰高与最大谷深的高度差ﻫRmax和Ra没有直接关系,统计上两者间的关系大概是Rmax = 4Ra
μin是半导体方面的单位与1μm=39。
37μin
倒三角是日本的粗糙度,一个三角是是1。
6μm,两个三角就是3.2μm
国标新旧标准对照:
表面光洁度14级=Ra0。
012
表面光洁度13级=Ra0.025
表面光洁度12级=Ra 0.050
表面光洁度11级=Ra0.1
表面光洁度10级=Ra 0。
2
表面光洁度9级=Ra 0.4
表面光洁度8级=Ra 0.8
表面光洁度7级=Ra 1.6
表面光洁度6级=Ra 3。
2
表面光洁度5级=Ra6。
3
表面光洁度4级=Ra12.5
表面光洁度3级=Ra 25
表面光洁度2级=Ra50
表面光洁度1级=Ra 100
以上表面粗糙度单位均为μm,即微米.。
中日表面粗糙度对照表
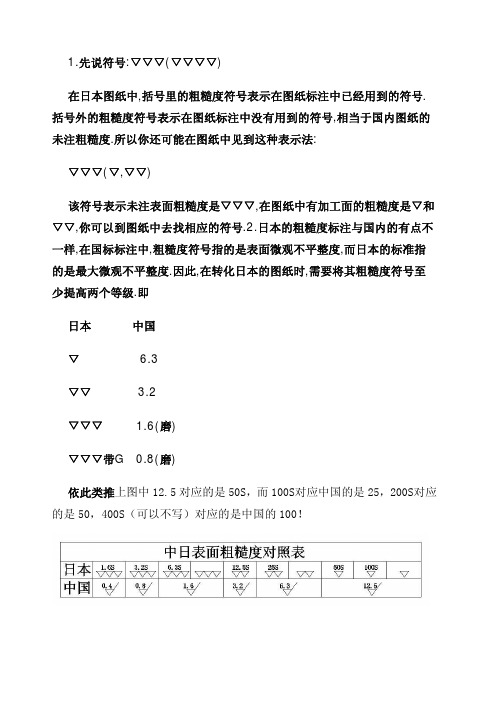
1.先说符号:▽▽▽(▽▽▽▽)
在日本图纸中,括号里的粗糙度符号表示在图纸标注中已经用到的符号.括号外的粗糙度符号表示在图纸标注中没有用到的符号,相当于国内图纸的未注粗糙度.所以你还可能在图纸中见到这种表示法:
▽▽▽(▽,▽▽)
该符号表示未注表面粗糙度是▽▽▽,在图纸中有加工面的粗糙度是▽和▽▽,你可以到图纸中去找相应的符号.2.日本的粗糙度标注与国内的有点不一样,在国标标注中,粗糙度符号指的是表面微观不平整度,而日本的标准指的是最大微观不平整度.因此,在转化日本的图纸时,需要将其粗糙度符号至少提高两个等级.即
日本中国
▽ 6.3
▽▽ 3.2
▽▽▽ 1.6(磨)
▽▽▽带G 0.8(磨)
依此类推上图中12.5对应的是50S,而100S对应中国的是25,200S对应的是50,400S(可以不写)对应的是中国的100!。