机加工工时计算方法(内部参考使用,初稿)
机加工工时的算法

机械加工工时的算法(1)、中批以上td=(tj+tf)×(1+K%)+tzz/N(2)、单件小批td=tj×(1+K%)+tbx+tzz式中,td——单件加工时间定额(min)tbx——布置场地与休息和生理需要时间(min)tzz——准备与终结时间(min)K——tbx和tzz占tj的百分比N——生产纲领——相同一批零件数辅助时间的确定1、确定原则(1)、辅助时问的长短和工件与机床规格大小、复杂程度成正比。
(2)、单件小批生产类型的其他时问,包括tf、tbx、tzz时间占tj的百分比(K%)及装卸时间。
tzz时间按N=10考虑, 直接计入单件时间定额中。
(1)、卧车:①工步辅助时间:5~15(min)②一般装卸时问:0.5~15(min)③tbx时间tj的16%(min)④tzz时间为50~90(min)(2)、立车:①工步辅助时间为15~50(min)②装卸时间为10~50(min)③tbx时间为tj的14~16%④tzz时间为70~120(min)(3)、镗床:①工步辅助时间为5~15(min)②装卸时间为20~240(min)③tbx时间为tj的15~17%(min)④tzz时间为90~120min)(4)、钻床:①工步辅助时间为3~5(min)②装卸时间为15~30(min)③tbx时间为tj的11~13%(min)④tzz时间为30~60(min)(5)、铣床:①工步辅助时间为5~15(min)②装卸时间为1~12(min)③tbx时间为tj的13~15%(min)④tzz时间为30~120(min)(6)、刨、插:①工步辅助时间为6~10(min)②装卸时间为1~120(min)③tbx时间为tj的13~14%(min)④tzz时间为30~120(min)(7)、磨床:①工步辅助时问为2~8(min)②装卸时间为0.3~8(min)③tbx时间为tj的12~13%(min)④tzz时间为15~120(min)(8)、齿轮机床:①工步辅助时间为2~5(min)②装卸时间为2~8(min)③tbx时间为tj的11~12%(min)④tzz时间为50~120(min)(9)、拉床:①工步辅助时间为1~2(min)②装卸时间为0.5~1(min)③tbx时间为tj的12%(min)④tzz时间为25(min)切削用量的计算与选择原则1、计算:(1)、切削速度Vc①车、铣、钻、镗、磨、铰:Vc=d×π×n/1000(m/min)Vc=(d×π×n)/(1000×60)(m/s)式中,d——工件或刀具(砂轮)直径(mm) n——工件或刀具(砂轮)每分钟转数(r/min) ②刨、插Vc=L×(1+V刨程/V空程)×n/1000=(5/3)×L×n/1000=0.0017×L×n(n/min)或用下公式:VC=n×L×(1+m)/1000(n/min)式中,L——刨程行程^长度(mm)n——每分钟往复次数(次/min)m——一般取0.7(因为返程必须速度快)(2)、每分钟转数或每分钟往返次数n①n=Vc×1000/(π×d)=(Vc×3)×1000/d(r/min)②n=Vc×1000×3/(5×L)=Vc/(0.0017×L)(双程数/min)式中:d——工件或刀具直径(mm)L——行程长度(mm)(3)、进给速度VfVf=af×Z×n(mm/min)式中:af——每齿进给量(mm/z)Z——刀具齿数n——每分钟转数(r/min)(4)、进给量f①f=vf/n(mm/r)②af=f/Z(mm/z)(5)、切削深度ap①ap=(dw-dm)/2②钻削ap=dw/2式中:dw——待加工直径(mm)dm——已加工面直径(mm)2、切削用量选择原则(1)、在粗切时,在选用较大的切削深度和进给量时,应选用较低的切削速度。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
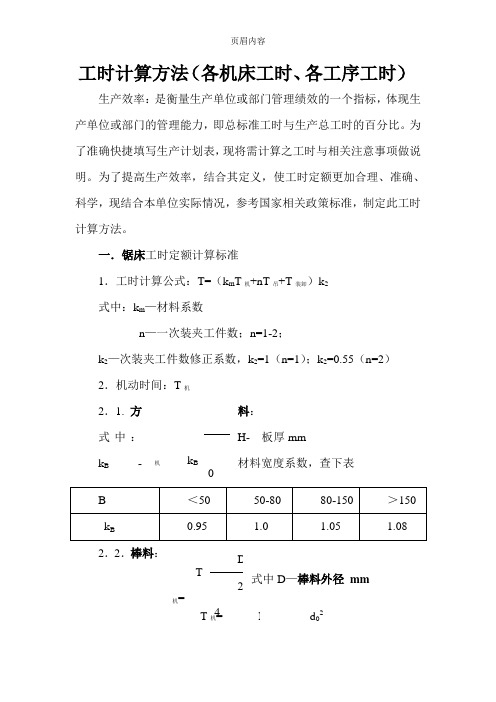
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm 材料宽度系数,查下表k B -2.2.棒料: 式中D —棒料外径 mmT 机= k BH20 T机=D24 T 机=D—d 022.3. 管料: 式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ; 3.吊料时间:4.装卸料时间及其它时间: 综上所述: 方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min )圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 二.剪板冲压折弯工时定额计算标准 1..剪板工时定额计算方法 剪板单件工时定额: a —每块工时系数、见表b —剪角次数241000T 机=H—H 0*B208000T吊=L1000T 装卸=0.12+LD1800840T =k *a+b a3剪板工时系数表注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓ 准备工时 三.风割焊接工时定额计算标准 1.风割工时公式: 修磨工时含补焊工时: T 修磨 = T 风割 / 22.焊接单件工时: T焊接=T工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1NT风割=风割长度×3+1.5V式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T全焊= T03+0.1M+0.1N+LΣ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
机械加工设备加工工时计算方法
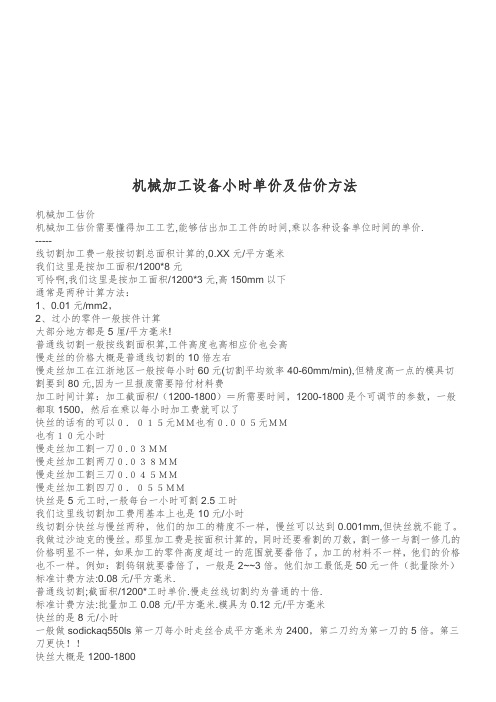
机械加工设备小时单价及估价方法-----可怜啊,1、0.012割要到都取快丝是我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0.001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0.08元/平方毫米.普通线切割;截面积/1200*工时单价.慢走丝线切割约为普通的十倍.标准计费方法:批量加工0.08元/平方毫米.模具为0.12元/平方毫米快丝的是8元/小时一般做sodickaq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝材料价=MB/KG????1.????????????????????设计费:模具总费用的10%-15%;????试模:大中型模具可控制在3%以内,小型精密模具控制在5%以内; ????包装运输费:可按实际计算或按3%计;????增值税:17%????2.材料系数法????根据模具尺寸和材料价格可计算出模具材料费.????模具价格=(6~10)*材料费????锻模,塑料模=6*材料费????压铸模=10*材料费????????模具报价估计????????1、首先要看客户的要求,因为要求决定材料的选择以及热处理工艺。
????2、选择好材料,出一个粗略的模具方案图,从中算出模具的重量(计算出模芯材料和模架材????3????4????5????6????????????????????????????????????????????这种结算方式,在早期的模具企业中比较流行。
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
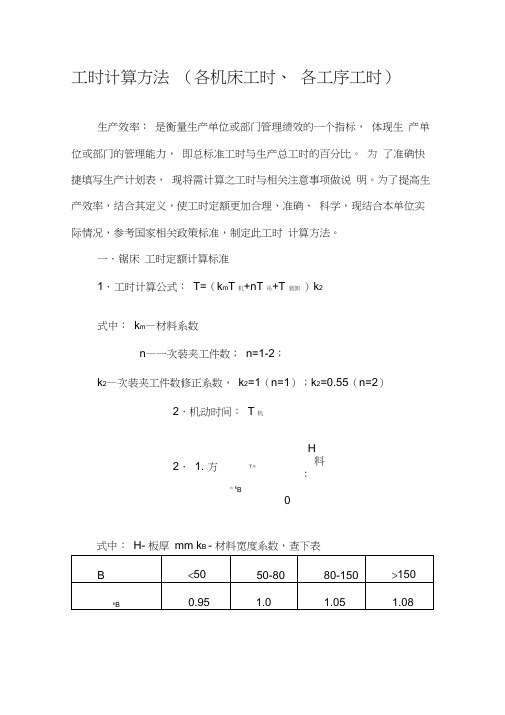
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k2式中:k m—材料系数n—一次装夹工件数;n=1-2;k2—次装夹工件数修正系数,k2=1(n=1);k2=0.55(n=2)2.机动时间:T 机H2.1. 方T =料:2机k B式中:H- 板厚mm k B - 材料宽度系数,查下表D2.2.棒料:T2 机= 4式中 D —棒料外径 mmDd 022.3. 管料 :T 机=2 — 1000 4 0 式中 d 0—管料内径; mmHH 0*B 0T 机 = —28000—方管外形高3.吊料时 L 间:T1吊=4.装卸料时 000 间及其它时间:装卸2.4..方管:式中: Hmm ;H 0—方管内腔高 mm ; B 0—方管内腔宽 mm ;800综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数; n=1-2;k 2—次装夹工件数修正系数, k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+ 403额:注:准备工时按100 件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T 校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a 为每折一刀的工时(理论计算:每刀0.15 分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时T 风割割长度× 公式:3+1.5修磨工时含补焊工时: T 修磨2= T 风割/2.焊接单件工时:T 焊接=T 工件装卸+T 点焊+ T 全焊2.1 装卸工件工时:T 工件装卸= (T01+0.2n)B式中:T01—装卸基本工时;(取T01=0.2);n-- 工件数B-- 重量系数(见表)2.2.点焊单件工时:T 点焊= T02+0.1J+0.1N式中:T02—点焊基本工时;J—点焊数;N—点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T03+0.1M+0.1N+L Σ/200+0.2NC式中:T03—全焊基本工时;M—焊缝段数;N—全焊时工件翻转次数;LΣ--焊缝长NC--- 焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时;重量系数(B)1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20 分钟5、点焊螺母按0.5 分钟一个四.钻床工时定额1、T=kT 机+ T 装卸其中k —难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T 机注:L/D ≥8 时,须另增排屑时间60% 3、装卸零件时间及辅助时间: T 装卸五.磨床铣床工时定额计算标准1.平面磨工时定额:工作台单行程横向进给量16~24mm/次工件运行行速度8m/min磨一次行程工时2. 无心磨工时定额(含辅助工时) LkT= 1d式中: L—单件被加工零件总长; k d—直径系数,d≤16, k d=1.0; d>16, k d=1.2203.铣端面工时加工段数系数B计算公式加×T= 工长度六。
(完整)机加工工时计算方法(内部参考使用,初稿)
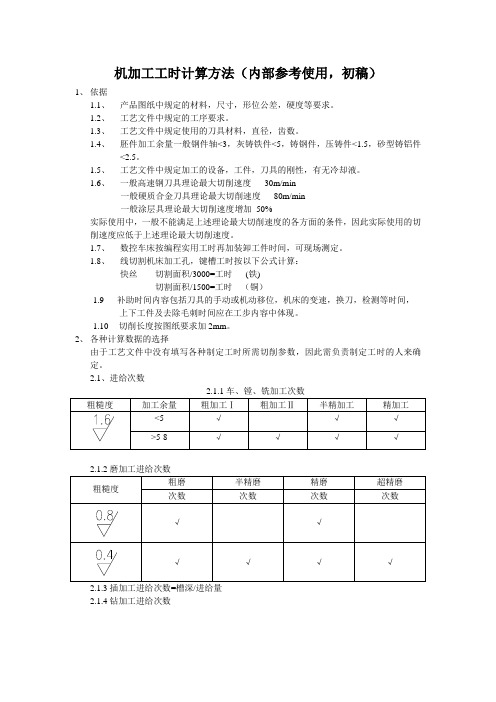
机加工工时计算方法(内部参考使用,初稿)1、依据1.1、产品图纸中规定的材料,尺寸,形位公差,硬度等要求。
1.2、工艺文件中规定的工序要求。
1.3、工艺文件中规定使用的刀具材料,直径,齿数。
1.4、胚件加工余量一般钢件轴<3,灰铸铁件<5,铸钢件,压铸件<1.5,砂型铸铝件<2.5。
1.5、工艺文件中规定加工的设备,工件,刀具的刚性,有无冷却液。
1.6、一般高速钢刀具理论最大切削速度30m/min一般硬质合金刀具理论最大切削速度80m/min一般涂层具理论最大切削速度增加50%实际使用中,一般不能满足上述理论最大切削速度的各方面的条件,因此实际使用的切削速度应低于上述理论最大切削速度。
1.7、数控车床按编程实用工时再加装卸工件时间,可现场测定。
1.8、线切割机床加工孔,键槽工时按以下公式计算:快丝切割面积/3000=工时(铁)切割面积/1500=工时(铜)1.9补助时间内容包括刀具的手动或机动移位,机床的变速,换刀,检测等时间,上下工件及去除毛刺时间应在工步内容中体现。
1.10切削长度按图纸要求加2mm。
2、各种计算数据的选择由于工艺文件中没有填写各种制定工时所需切削参数,因此需负责制定工时的人来确定。
2.1、进给次数2.1.3插加工进给次数=槽深/进给量2.1.4钻加工进给次数注:1、车端面按刀具的最大直径计算。
2、割槽、切断根据工件,刀具刚性可作适当调整。
注:一般检测次数为2次,其余各项次数根据图纸要求而定,移位距离>800时,移位时间5S 。
3、 计算公式3.1、主轴转速n/min2.3=切削速度(查表)主轴转速工件最大切削周长理论计算的转速需查设备的与其相应转速。
3.2、进给速度mm/min进给速度=主轴转速X 进给量 3.3、切削时间(S )S 60=⨯图纸切削长度+2切削时间()进给速度3.4合计时间(S )合计时间=切削时间X 加工次数+辅助时间。
机械加工设备加工工时计算方法(DOC)
机械加工设备加工工时计算方法(DOC)机械加工设备加工工时计算方法(DOC)1、0、01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0、005元MM也有10元小时慢走丝加工割一刀0、03MM慢走丝加工割两刀0、038MM慢走丝加工割三刀0、045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2、5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0、001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0、08元/平方毫米、普通线切割;截面积/1200*工时单价、慢走丝线切割约为普通的倍、标准计费方法:批量加工0、08元/平方毫米、模具为0、12元/平方毫米快丝的是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价 = 展开落料公斤数 x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t =2、01804-m7级IT7 冷作加工费用:8、0~8、4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7、2~7、5RMB/KG。
机加工工时计算方法

一. 普通车床
1.车床时间定额标准(通用部分)
——以手轮最大R代入。
2.C615~C618时间定额标准
(续)
3.C620时间定额标准
(续)
4.C630时间定额标准
(续)
5.C650时间定额标准
(续)
二.镗床1.镗床时间定额标准
T 不
=35.6t +223B +1.59tB +9001000
三.立式机床1.立式机床时间定额标准
(续)
四.龙门刨床1.龙门刨床时间定额标准
五.牛头刨床1.牛头刨床时间定额标准
六.磨床1.平面磨时间定额标准
(续)
2.外元磨时间定额标准
(续)
3.内元磨时间定额标准
(续)
七. 铣床
1.铣床时间定额标准(一)
(续)
2.铣床时间定额标准(二)
(续)
(续)
八.制齿机床
1.滚直齿、斜齿、蜗轮、插内外齿、刨齿、剃齿、齿倒角
时间定额标准
九.拉床1.拉床时间定额标准
(续)
十.插床
1.插床时间定额标准简图
十一钻床1.钻床时间定额标准
十二. 钳工
1.钳工时间定额标准(一)
(续)
2.钳工时间定额标准(二)
单位:分
3. 钳工时间定额标准(三)。
机械加工设备加工工时计算方法(DOC)

机械加工设备加工工时计算方法(DOC)1、0、01元/mm2,2、过小的零件一般按件计算大部分地方都是5厘/平方毫米!普通线切割一般按线割面积算,工件高度也高相应价也会高慢走丝的价格大概是普通线切割的10倍左右慢走丝加工在江浙地区一般按每小时60元(切割平均效率40-60mm/min),但精度高一点的模具切割要到80元,因为一旦报废需要陪付材料费加工时间计算:加工截面积/(1200-1800)=所需要时间,1200-1800是个可调节的参数,一般都取1500,然后在乘以每小时加工费就可以了快丝的话有的可以0.015元MM也有0、005元MM也有10元小时慢走丝加工割一刀0、03MM慢走丝加工割两刀0、038MM慢走丝加工割三刀0、045MM慢走丝加工割四刀0.055MM快丝是5元工时,一般每台一小时可割2、5工时我们这里线切割加工费用基本上也是10元/小时线切割分快丝与慢丝两种,他们的加工的精度不一样,慢丝可以达到0、001mm,但快丝就不能了。
我做过沙迪克的慢丝。
那里加工费是按面积计算的,同时还要看割的刀数,割一修一与割一修几的价格明显不一样,如果加工的零件高度超过一的范围就要番倍了,加工的材料不一样,他们的价格也不一样。
例如:割钨钢就要番倍了,一般是2~~3倍。
他们加工最低是50元一件(批量除外)标准计费方法:0、08元/平方毫米、普通线切割;截面积/1200*工时单价、慢走丝线切割约为普通的倍、标准计费方法:批量加工0、08元/平方毫米、模具为0、12元/平方毫米快丝的是8元/小时一般做sodick aq550ls第一刀每小时走丝合成平方毫米为2400,第二刀约为第一刀的5倍。
第三刀更快!!快丝大概是1200-1800 然后乘一下自己订的费用就好了!!线切割分为快走丝与慢走丝大家来讨论模具报价,可以分模具种类,材料种类等情况来讨论!也可以贴图上来大家研讨钣金类报价计算方式钣金的制造核价是按操作时间计算的激光切割8RMB/M每个小孔洞按1RMB计算数控计价5RMB/Min 数控折弯计价每边1RMB大边加倍冷作焊接计算一天70RMB,每工一天50KG为基准以上计算方式需综合素质高,对行业动态极为了解,即操作困难以下钣金计算是不考虑制造加工工艺的经验计算式:材料价 = 展开落料公斤数 x 市场材料价加工费计算:不考虑工艺,税收,管理费用及运费基准计算:3200RMB/T的冷轧钢板t =2、01804-m7级 IT7 冷作加工费用:8、0~8、4RMB/KG,工人每工制作50KG以上,冷作包括以下:砂轮机切割、老式剪床、老式折弯机、火焰穿孔、老电焊、外包价格为7、2~7、5RMB/KG。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机加工工时计算方法(内部参考使用,初稿)
1、依据
1.1、产品图纸中规定的材料,尺寸,形位公差,硬度等要求。
1.2、工艺文件中规定的工序要求。
1.3、工艺文件中规定使用的刀具材料,直径,齿数。
1.4、胚件加工余量一般钢件轴<3,灰铸铁件<5,铸钢件,压铸件<1.5,砂型铸铝件
<2.5。
1.5、工艺文件中规定加工的设备,工件,刀具的刚性,有无冷却液。
1.6、一般高速钢刀具理论最大切削速度30m/min
一般硬质合金刀具理论最大切削速度80m/min
一般涂层具理论最大切削速度增加50%
实际使用中,一般不能满足上述理论最大切削速度的各方面的条件,因此实际使用的切削速度应低于上述理论最大切削速度。
1.7、数控车床按编程实用工时再加装卸工件时间,可现场测定。
1.8、线切割机床加工孔,键槽工时按以下公式计算:
快丝切割面积/3000=工时(铁)
切割面积/1500=工时(铜)
1.9补助时间内容包括刀具的手动或机动移位,机床的变速,换刀,检测等时间,
上下工件及去除毛刺时间应在工步内容中体现。
1.10切削长度按图纸要求加2mm。
2、各种计算数据的选择
由于工艺文件中没有填写各种制定工时所需切削参数,因此需负责制定工时的人来确定。
2.1、进给次数
2.1.3插加工进给次数=槽深/进给量
2.1.4钻加工进给次数
注:1、车端面按刀具的最大直径计算。
2、割槽、切断根据工件,刀具刚性可作适当调整。
注:一般检测次数为2次,其余各项次数根据图纸要求而定,移位距离>800时,移位
时间5S 。
3、 计算公式
3.1、主轴转速n/min
2.3=
切削速度(查表)
主轴转速工件最大切削周长
理论计算的转速需查设备的与其相应转速。
3.2、进给速度mm/min
进给速度=主轴转速X 进给量 3.3、切削时间(S )
S 60=⨯图纸切削长度+2
切削时间()
进给速度
3.4合计时间(S )
合计时间=切削时间X 加工次数+辅助时间。