无氧铜与纯铜的区别
网线导体部分大全
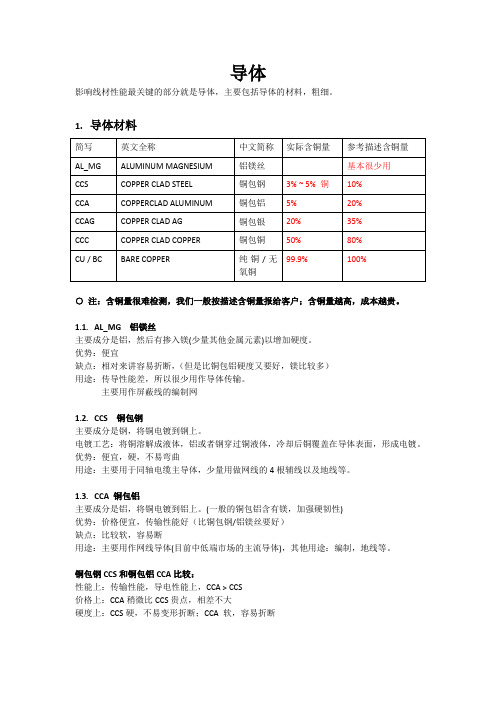
导体影响线材性能最关键的部分就是导体,主要包括导体的材料,粗细。
1.导体材料○注:含铜量很难检测,我们一般按描述含铜量报给客户;含铜量越高,成本越贵。
1.1.AL_MG 铝镁丝主要成分是铝,然后有掺入镁(少量其他金属元素)以增加硬度。
优势:便宜缺点:相对来讲容易折断,(但是比铜包铝硬度又要好,镁比较多)用途:传导性能差,所以很少用作导体传输。
主要用作屏蔽线的编制网S 铜包钢主要成分是钢,将铜电镀到钢上。
电镀工艺:将铜溶解成液体,铝或者钢穿过铜液体,冷却后铜覆盖在导体表面,形成电镀。
优势:便宜,硬,不易弯曲用途:主要用于同轴电缆主导体,少量用做网线的4根辅线以及地线等。
A 铜包铝主要成分是铝,将铜电镀到铝上。
(一般的铜包铝含有镁,加强硬韧性)优势:价格便宜,传输性能好(比铜包钢/铝镁丝要好)缺点:比较软,容易断用途:主要用作网线导体(目前中低端市场的主流导体),其他用途:编制,地线等。
铜包钢CCS和铜包铝CCA比较:性能上:传输性能,导电性能上,CCA > CCS价格上:CCA稍微比CCS贵点,相差不大硬度上:CCS硬,不易变形折断;CCA 软,容易折断AG 铜包银主要成分是铝,含铜量高30%以上,但是铜和铝包覆在一起,不是将铜电镀上去。
优势:性能更好,可以过Fluke测试缺点:价格贵用途:网线导体( 用量少,一些特别的客户需要这种线,比如AHD 传输)C 铜包铜主要成分是青铜,然后通过电镀铜,做成铜包钢,含铜量50%左右优势:硬,外观上接近铜,但是比铜便宜。
缺点:电阻高用途:网线等导体1.6.CU/BC 纯铜无氧铜99%以上,通过拉丝工艺,将铜拉成丝。
优势:性能最好,电阻低,符合国际标准的导体缺点:价格贵,空气中会氧化用途:线材类的导体2.导体性能2.1. 电阻导体电阻是一个比较能区分导体好坏的方式,电阻越小,传输性能越佳。
总体来说:无氧铜的电阻稳定2.2. 传输距离。
纯铜和无氧铜
纯铜和无氧铜
纯铜和无氧铜都是常见的金属材料,在工业和生活中都有广泛的应用。
纯铜指含有99.9%以上铜的合金,无氧铜指经过精细处理去除氧气的铜材料。
两者在材质、性能、用途等方面有着不同的特点。
首先,纯铜相对于无氧铜来说含有更多的其他元素,如镍、锌、铅等。
这些元素会影响铜的物理和化学性质,使得纯铜具有较强的导电性和导热性,同时还具有良好的可塑性和耐腐蚀性。
而无氧铜则经过精细处理去除氧气,铜的纯度更高,因此具有更好的导电性和导热性,同时还具有较高的强度和硬度。
其次,两者在用途上也有所不同。
纯铜常用于制造电线、电缆、发电机、电机等电气设备,以及制造厨房用具、装饰品等日常用品。
无氧铜则更多地用于制造高精度的电子器件、半导体元件、光学仪器等高科技产品。
综上所述,纯铜和无氧铜虽然都是铜材料,但因其不同的纯度和处理方法,在性能和用途上存在差异。
在具体应用中需选择适合的铜材料,以达到最佳的效果和使用寿命。
- 1 -。
无氧铜、纯铜区别
不含氧也不含任何脱氧剂残留物的纯铜。
但实际上还是含有非常微量氧和一些杂质。
按标准规定,氧的含量不大于0.03%,杂质总含量不大于0.05%,铜的纯度大于99.95%。
根据含氧量和杂质含量,无氧铜又分为一号和二号无氧铜。
一号无氧铜纯度达到99.97%,氧含量不大于0.003%,杂质总含量不大于0.03%;二号无氧铜纯度达到99.95%,氧含量不大于0.003%,杂质总含量不大于0.05%。
无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐蚀性能和低温性能均好。
OFC(无氧铜):纯度为99.995% 的金属铜。
镀银纯铜/紫铜/红铜导电率/电导率是多少?紫(红)铜的电阻率为0.01851mm^2/m,导电率为54.02485紫(红)铜的电导率为1.6730×10-6Ω·cm由于镀银铜的镀银程度不同,所以导电率/电导率没有实测值,只有范围系数。
牌号:T2纯铜标准:GB/T 4423-1992 产地:国产特性及适用范围:有良好的导电、导热、耐蚀和加工性能,可以焊接和钎焊。
含降低导电、导热性杂质较少,微量的氧对导电、导热和加工等性能影响不大,但易引起“氢病”,不宜在高温(如>370℃)还原性气氛中加工(退火、焊接等)和使用。
化学成份:铜+银 CuAg:≥99.90铋Bi:≤0.001锑Sb:≤0.002砷As≤0.002铁Fe:≤0.005铅Pb:≤0.005锡Sn:≤0.002硫S硫S:≤0.005注:≤0.05(杂质)力学性能:抗拉强度σb(MPa):≥27伸长率δ10 (%):≥5伸长率δ5 (%):≥10硬度:55~120HV注:棒材的纵向室温拉伸力学性能试样尺寸:直径或对边距离5~40热处理规范:热加工温度900~1050℃;退火温度500~700℃;冷作硬化铜的再结晶开始温度200~300℃。
用途:用作导电、导热、耐蚀器材。
如电线、电缆、导电螺钉、用、化工用蒸发器、贮藏器及各种管道。
深度好文,解析无氧铜相关知识

深度好文,解析无氧铜相关知识导读:无氧铜是不含氧也不含任何脱氧剂残留物的纯铜。
但实际上还是含有非常微量氧和一些杂质。
按标准规定,氧的含量不大于0.003%,杂质总含量不大于0.05%,铜的纯度大于99.95%。
无氧铜制品主要用于电子工业。
常制成无氧铜板、无氧铜带、无氧铜线等铜材。
一、无氧铜概述根据含氧量和杂质含量,无氧铜又分为一号和二号无氧铜。
一号无氧铜纯度达到99.97%,氧含量不大于0.003%,杂质总含量不大于0.03%;二号无氧铜纯度达到99.95%,氧含量不大于0.005%,杂质总含量不大于0.05%。
无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐蚀性能和低温性能均好。
各国对于含氧量的标准也不完全相同,存在一定的差异。
OFC(无氧铜):纯度为99.995% 的金属铜。
一般用于音响器材、真空电子器件、电缆等电工电子应无氧铜用之中。
其中无氧铜中又有 LC-OFC(线形结晶无氧铜或结晶无氧铜):纯度在99.995%以上和OCC(单晶无氧铜):纯度最高,在99.996%以上,又分为PC-OCC和UP-OCC 等。
采用UP-OCC技术(Ultra Pure Copper by Ohno Continuous Casting Process)制造的单结晶无氧铜,无方向性、高纯度、防腐蚀、极低的电气阻抗使得线材适合高速优质的传输信号。
二、无氧铜的熔炼严格区分,无氧铜应分为普通无氧铜和高纯无氧铜。
普通无氧铜可以在工频有铁心感应电炉中进行熔炼,高纯无氧铜的熔炼则应该在真空感应电炉中进行。
采用半连续铸造方式时,熔体在熔炼炉和保温炉内的精炼过程可以不受时间约束。
连续铸造则不同,铜液的质量不仅依赖于熔炼炉和保温炉的精炼质量,更重要的是还需要依赖于整个系统和全过程的稳定性。
为了不使熔体被污染,无氧铜熔炼一般不采用任何添加剂的方式熔炼和精炼,熔池表面覆盖木炭以及所形成的还原性气氛是普遍采用的熔炼气氛。
2.折叠感应电炉熔炼无氧铜的感应电炉应该具有良好的密封性。
无氧铜的比热容
无氧铜,也被称为纯铜,是一种非常纯净的铜,其含氧量极低。
这种材料在许多工业应用中都有广泛的使用,包括电子设备、电缆、电机等。
无氧铜的比热容是其重要的物理性质之一,对于理解其在各种环境中的行为和性能至关重要。
比热容是一个物质吸收或释放热量的能力的度量。
它是通过将一定质量的物质加热或冷却一单位温度所需的热量来定义的。
无氧铜的比热容通常被表示为单位质量的物质每单位温度的变化所需的热量。
无氧铜的比热容在不同的温度下会有所不同。
在室温下,无氧铜的比热容大约是0.39 J/g·K。
这意味着每克无氧铜的温度升高1摄氏度,就需要0.39焦耳的热量。
同样,如果每克无氧铜的温度降低1摄氏度,就会释放出0.39焦耳的热量。
无氧铜的比热容对于许多实际应用都非常重要。
例如,在电子设备中,无氧铜经常被用作导线,因为它具有良好的导电性和导热性。
在这种情况下,无氧铜的比热容可以帮助我们理解和预测设备在不同温度下的运行性能。
此外,无氧铜的比热容还对它的加工和处理有影响。
例如,在铸造或锻造过程中,需要考虑到材料的比热容,以确保在加热或冷却过程中不会发生过度的热应力或热变形。
【线缆学苑】国标电缆所用无氧铜的差别

【线缆学苑】国标电缆所用无氧铜的差别铜杆是电缆行业的主要原料,生产的方式主要有两种——连铸连轧法和上引连铸法。
由于生产铜杆的两者的工艺不同,所生产的铜杆中的含氧量及外观就不同。
上引生产的铜杆,工艺得当氧含量在10ppm以下,叫无氧铜杆。
低氧铜杆工艺缺点电解铜边加入边熔化,熔化铜水没有条件进行充分还原,整个熔化过程及出铜水过程,不能隔氧,所以含氧量非常高。
熔铜燃料一般都为气体,气体燃烧过程中,会直接影响铜液化学成分理处,影响较大有硫和氢等。
工艺优点(1)产量高,一般小型机组每小时产量可达10~14吨。
(2)铜杆卸线采用梅花式,便于拉线机放线。
(3)收线重量大,一般每盘可达4吨。
低氧铜杆牌号及特性低氧铜杆牌号有三种,T1、T2、T3,低氧铜杆都为热轧,所以为软杆,代号为R。
(1)T1:用高纯电解铜为原料(含铜量大于99.9975%)生产低氧铜杆。
(2)T2:用1#电解铜为原料(含铜量大于99.95%)生产低氧铜杆。
(3)T3:用2#电解铜为原料(含铜量大于99.90%)生产低氧铜杆。
因高纯电解铜和2#电解铜市场上很少,一般都用1#电解铜为原料,所以一般低氧铜杆牌号为:T2R。
无氧铜杆1介绍无氧铜杆是不含氧也不含任何脱氧剂残留物的纯铜。
但实际上还是含有非常微量氧和一些杂质。
按标准规定,氧的含量不大于0.02%,杂质总含量不大于0.05%,铜的纯度大于99.95%。
一般用电解铜生产,电阻率低于低氧铜杆,因此在生产对电阻要求比较苛刻的产品中,无氧铜杆比较经济;制造无氧铜杆要求质量较高的原材料。
根据含氧量和杂质含量,无氧铜杆又分为TU1和TU2铜杆。
TU1无氧铜杆纯度达到99.99%,氧含量不大0.001%;TU2无氧铜纯度达到99.95%,氧含量不大于0.002%。
2两者差别低氧铜杆和无氧铜杆由于制造方法的不同,致使存在差别,具有各自的特点。
一、氧的吸入、脱去以及存在状态低氧铜杆的含氧量一般在200(175)—400(450)ppm,因此氧的进入是在铜的液态下吸入的,而上引法无氧铜杆则相反,氧在液态铜下保持相当时间后,被还原而脱去,通常这种杆的含氧量都在10—50ppm以下,最低可达1-2ppm。
无氧铜
无氧铜(OFC)——就是高纯度、含氧量和其它杂质都极少的铜,有更低的内阻,不易氧化,导电率较一般TPC铜材高出0.5%~2%,其纯度有所谓的4N、5N、6N、7N、8N铜,其实能真正达到4N(99.99%)铜就非常不错了,因为一般的仪器不容易测量出来,所以难以判断是几个N。
按晶体结构分,还有多结晶铜、大结晶铜(LC-OFC)、单晶铜(OCC),都是为了最大限度降低电阻量,减少晶越效应。
但价格不菲,普通消费者鲜有问津。
无氧铜中氧标准物质及制备方法。
无氧铜纯度高、有板材、圆棒、原厂保质书本公司经营TU2价格、铅黄铜,纯铜,模具钢,质量保证,欢迎咨询洽谈。
TU2供应TU2无氧铜纯度高、有板材、圆棒、TU2无氧铜纯度高TU2无氧铜纯度高,导电、导热性极好,无"氢病"或极少"氢病";加工性能和焊接、耐蚀、耐蚀性均好。
TU2无氧铜用于电真空器件和仪器、仪表用。
一种无氧铜中氧的标准物质及制造方法,其主要特征是该标准物质中氧含量的定值不大于10ppm,实施例的定值为3.0±0.7ppm。
制备该标准物质的工艺,由从无氧铜杆中严格选杆,多次拉轧,均匀性测定,剪切成样,机械去皮和化学抛光等步骤组成。
经用各种分析方法和仪器测定,证明其氧含量均匀,定值数据可靠,标准偏差小,样品表面光洁,取样方便和价格低廉,单次分析成本仅为国外同类产品的1/13,适于无氧铜生产厂家及用户检测产品时使用。
无氧铜板带材是由真空行业的关键材料,由于电真空器件如大功率发射管、磁控管、行波管、真空电容器、真空开关等,均需要在920 ℃的高温下,在氢气氛中进行钎焊,此时氢气与铜中的氧会发生Cu 2 O+H 2 → Cu+H 2 O 反应,所产生的水蒸气将会导致铜材的晶间裂纹,从而引起真空品件泄漏,因此世界各国都专门规定有无氧铜专门品种,对氧含量作了严格规定,我国零号、 1 号、 2 号无氧铜中氧含量分别规定为5ppm 、20ppm 、30ppm ,而一般紫铜含氧量规定为200ppm ,美国ASTM 标准中电真空用无氧铜规定了2 个牌号,其氧含量分别为5 ppm 和10 ppm ,除此之外,由于在高真空的条件下(≤ 10 -8 /t ),铜中易蒸发的元素会破坏真空环境,所以都要严格控制,特别是Zn 、P 、Mn 、As 、Sb 、Bi 等元素,为确保无氧铜的高导电性能,要严格控制杂质含量,无氧铜中的铜含量国家标准中规定零号、 1 号、 2 号无氧铜中铜含量分别规定为99.99 、99.97 、99.95 ;无氧铜制品的导电率应达到100%IACS 。
无氧铜带和合金铜带
无氧铜带和合金铜带无氧铜带和合金铜带是两种常见的铜带材料,它们在工业和日常生活中有着广泛的应用。
本文将从材料特性、制备工艺、应用领域等方面对无氧铜带和合金铜带进行介绍。
一、无氧铜带无氧铜带是指经过特殊处理去除氧化物和杂质的纯铜带。
它具有高电导率、良好的导电性能和热传导性能,是一种理想的导电材料。
无氧铜带的制备工艺一般包括原料选材、熔炼、轧制、退火等步骤。
首先,选用高纯度的电解铜作为原料,通过熔炼、精炼等工艺去除杂质和氧化物。
然后,将经过处理的铜坯加热至适当温度,并通过轧制工艺将其压制成不同规格的铜带。
最后,通过退火工艺使铜带具有良好的导电性能和机械性能。
无氧铜带具有许多优点,首先是优良的导电性能。
由于无氧铜带中几乎没有氧化物和杂质的存在,电子在其中的传导速度非常快,电阻率非常低,因此具有较高的导电能力。
其次,无氧铜带具有良好的热传导性能。
由于铜的导热系数高,热量在铜带中的传递速度快,因此无氧铜带广泛应用于电子产品的散热部件。
此外,无氧铜带还具有良好的可加工性和可焊性,可以方便地进行加工和连接。
无氧铜带在电子、电力、通信、航空航天等领域有着广泛的应用。
在电子领域,无氧铜带常用于制造电缆、绕组线、电子器件等;在电力领域,无氧铜带常用于制造发电机、变压器、电力设备等;在通信领域,无氧铜带常用于制造通信电缆和连接器等;在航空航天领域,无氧铜带常用于制造导电部件和热散热部件等。
二、合金铜带合金铜带是指将铜与其他金属元素进行合金化处理制成的铜带材料。
合金化可以改变铜的性能,使其具有特定的特性和应用。
常见的合金铜带有黄铜带、青铜带、铝青铜带等。
黄铜带是铜与锌合金化形成的一种合金铜带。
黄铜带具有良好的加工性能和机械性能,既保留了铜的导电性能,又具有锌的耐腐蚀性。
黄铜带广泛应用于制造钟表、器具、五金配件等。
青铜带是铜与锡合金化形成的一种合金铜带。
青铜带具有良好的耐磨性、耐腐蚀性和机械性能,广泛应用于制造轴承、齿轮等机械零件。
铜管材料牌号和化学成分
2.1.2磷脱氧铜的特点
由于如下特点,磷脱氧铜得到更广泛的应用:
(1)它的强度高于无氧铜,这是含有较高磷的结果,而且TP2比TP1强度高;
(2)它的焊接性优于韧铜与无氧铜,这是由于含的磷在焊接时起自钎剂(焊药)作用,有去除氧化物作用和防止焊接时吸氧;这种优点使它在空调制冷应用中经受焊接的质量大大提高;
(3)它不会发生氢病。
这是由于含氧很低,在还原气氛(H2)下不会发生氢与铜中氧反应形成水蒸汽而造成晶界裂纹。
这使它比韧铜得到更广泛的应用,特别是在化工和电子设备中;
(4)它的抗软化性好。
这是由于一定量的磷提高了再结晶温度,使它在被焊接时因为高温加热而降低强度的倾向减少。
无氧铜的检验方法
无氧铜的检验方法
无氧铜的检验方法是指对无氧铜材料进行检测和评估的方法。
无氧铜是一种不含氧或含氧量极少的纯铜,其导电性和导热性优良,广泛应用于电子、电力、通讯等领域。
为了确保无氧铜的质量和性能,需要进行一系列的检验和测试。
常见的无氧铜检验方法包括:
1.外观检验:通过目视或放大镜观察无氧铜材料的外观,检查表面是否光滑、
无划痕、无气泡、无杂质等缺陷。
2.尺寸测量:使用测量工具对无氧铜材料的尺寸进行测量,检查其是否符合
规格要求。
3.硬度测试:通过硬度计对无氧铜材料的硬度进行测试,了解其硬度和机械
性能。
4.拉伸试验:通过拉伸试验机对无氧铜材料的拉伸强度和延伸率进行测试,
了解其力学性能。
5.导电性能测试:通过导电性能测试仪对无氧铜材料的导电率和电阻率进行
测试,了解其导电性能。
6.化学分析:通过化学分析方法对无氧铜材料中的元素含量进行测定,了解
其化学成分。
7.金相分析:通过金相显微镜对无氧铜材料的显微组织进行观察和分析,了
解其内部结构和结晶度。
这些检验方法可以帮助企业和消费者了解无氧铜的质量和性能,确保其在使用过程中的安全性和可靠性。
因此,无氧铜的检验方法是指对无氧铜材料进行检测和评估的一系列方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无氧铜与纯铜的区别
无氧铜:无氧铜是以高纯阴极铜为原料,熔体用煅烧木炭覆盖,熔炼、铸造在密封条件下生产的含氧量在3010-6以下的紫铜。
纯铜:就是含铜量最高的铜,普通纯铜是铜的质量分数不低于
99、7%,杂质量极少的含氧铜,外观呈紫红色,故又称紫铜。
主要牌号有T
1、T
2、T3。
无氧铜无氢脆现象,导电率高,加工性能和焊接性能、耐蚀性能和低温性能均好。
无氧铜和纯铜的区别之用途:纯铜:T1和T2主要用作导电、导热、耐腐蚀元器件,如导线、电缆、导电螺钉、壳体和各种导管等,航空工业多用T2。
T3主要作为结构材料使用,如制作电器开关、垫圈、铆钉、管嘴和各种导管等;也用于不太重要的导电元件。
无氧铜:主要用于电真空仪器仪表用零件。
广泛用于汇流排、导电条、波导管、同轴电缆、真空密封件、真空管、晶体管的部件等。
无氧铜和纯铜的区别之化学成分对照:牌号
Cu+AgPAgBiSbAsFeNiPbSnSZnO杂质总和纯铜T1
99、9
50、001--0、00
10、00
20、00
20、00
50、00
20、00
30、00
20、00
50、00
50、0
20、05T2
99、90----0、00
10、00
20、00
20、005--0、005--0、005----0、1T3
99、70----0、002--------0、01--------0、3无氧铜TUO 99、9
90、000
30、002
50、000
10、000
40、000
10、00
10、00
30、000
20、001
50、001
50、000
10、01Se:0、0003 Te:0、0002 Mn:0、0005 Cd:0、0001TU1 99、9
70、002--0、00
10、00
20、00
20、00
40、00
20、00
30、00
20、00
40、00
30、00
20、03TU2
99、9
70、002--0、00
20、00
20、00
40、00
20、00
40、00
20、00
40、00
30、00
30、05
无氧铜和纯铜的区别之热性能对照:熔点熔化潜热沸点比热容热导率纯铜T110
84、5℃2
12、5kJ/kg2350-2600℃385-420J/(kgK)--T21065-10
82、5℃--T31065-1082℃>>----C110001083℃205、
4kJ/kg20℃时,385J/(kgK)20℃时,388W/(mK))C125001085℃--20℃时,377W/(mK)无氧铜1802、5-1083℃----20℃
时,391W/(m℃)20℃时, (kg℃)无氧铜和紫铜的质量特性区别:(1)无氧铜的质量特性:无氧铜20℃,凝固时的收缩率为4、92%,密度为8、94g/cm3
(2)紫铜的质量特性:20℃时,
99、999%加工纯铜的密度为8958kg/m3,铸态电解精铜的密度为8300~8700kg/m3(可取平均值8500kg/m3),铸态无气体的电解精铜的密度为8850~8930kg/m3(可取平均值8920kg/m3),C11000与C12500的密度为8890kg/m3。
无氧铜和紫铜的磁性区别:(1)无氧铜的磁性:无氧铜为抗磁性,室温磁化率为-0、08510-6。
(2)紫铜的磁性:紫铜为抗磁性物质,室温磁化率为-0、08510-6,温度对其磁化率的影响不大。
铁磁性杂质(特别是铁)若在铜中呈不溶状态,则使铜显铁磁性。
无氧铜和紫铜的工艺性能区别:
(1)无氧铜的工艺性能:
①无氧铜的熔炼与铸造工艺性能:无氧铜主要使用工频有芯感应电炉熔炼。
为保证无氧铜质量,要做到“精料密封”,即:原料选用含w(Cu)>
99、97%及w(Zn)<0、003%的电解铜,熔炼时必须注意减少气体的来源,并使用经煅烧处理的木炭覆盖,也可添加微量磷作脱氧剂。
采用氮气保护或宴会覆盖下的半连续铸造工艺浇注铸锭。
铸造温度为1150-1180℃。
②无氧铜的成型工艺性能:无氧铜的冷热加工性能均极好,可以拉伸、压延、挤压、弯曲、冲压、剪切、旋压、镦锻、旋锻、锻造、螺纹压制、滚花、缠绕,可锻性极好为锻造黄铜的65%。
热加工温度在800-900℃进行。
③无氧铜的焊接工艺性能:易于进行熔焊、软钎焊、硬钎焊、气体保护钨弧焊、气体保护金属弧焊,其氧燃料气焊的性能良好,不推荐保护金属弧焊和大多数电阻焊方法。
④无氧铜的切削加工与磨削性工艺性能:无氧铜的切削加工性为易切削黄铜HPb63-3的20%。
(2)紫铜的工艺性能:
①紫铜的熔炼与铸造工艺性能:采用反射炉熔或工频有芯感应炉熔炼;采用铜模或铁模浇铸,熔炼过程中应尽可能减少气体来源,并使用经煅烧过的木炭作熔剂,也可用磷作脱氧剂。
浇铸过程在氮气保护或覆盖烟灰下进行,建议铸造温度为1150-1230℃,线收缩率为2、1%
②紫铜的成型工艺性能:有极好的冷、热加工性能,能用各种传统的加工工艺加工,如拉伸、压延、深冲、弯曲、精压和旋压等。
热加工时应控制加热介质气氛,使呈微氧化性。
热加工温度为800-950℃。
③紫铜的焊接工艺性能:易于锡焊、铜焊,也能进行气体保护焊、闪光焊、电子束焊和气焊,但不宜进行接触点对焊和埋弧焊。
④紫铜的切削加工与磨削性工艺性能:紫铜的切削加工性为20%。
无氧铜和紫铜的区别还有很多,我们就不一一介绍了,我们来说下无氧铜和有氧铜的区别?
1、无氧铜是上引法生产的,含氧量小于200PPM,好的上引法生产的一般在100个PPM左右,如果是国内设备如海军的一般也在在0、12mm以上比较好拉,如果国外奥托昆普或尼霍夫的设备生产的可以拉到0、02mm,低氧铜是连铸造加钆工艺生产,现在多为美加南线公司的SCR生产的,含氧量小于400PPM,质量稳定,0、08以上比较好拉。
2、低氧铜不好拉应该是用的再生铜,在广东大家叫低氧铜,其实和南线生产的低氧铜杆是两个概念,这种再生铜是废未经提纯回炉冶炼的(有上引法,也有热连钆法),电阻不达标、杂质多不好拉,一般只能拉到0、14mm。
其实最好用的就是南线生产的低氧铜,质量稳定,电阻合格,拉线稳定。
3、上引法无氧铜含氧低,适合用于透明线,拉极细线最好用国外上引法设备的。
铜线氧化是生产工艺问题,我可以把再生铜线做得比别人无氧铜线抗氧化性能还好,当然材质也是有区别的,含氧量越高越容易氧化,而且是扩散性的,关键是看各个厂家用什么样工艺来控制它。
4、有氧铜和无氧铜的电阻率区别:
国标0、Ω、mm2/m
无氧铜:电阻率0、0165左右
低氧铜:电阻率0、0168左右。