FANUC 机器人由PLC控制外部自动启动,暂停。
FANUC工业机器人常用指令

FANUC工业机器人常用指令简介FANUC工业机器人是一种广泛应用于工业生产中的自动化设备,其具有高精度、高效率、高可靠性和高稳定性的特点。
为了控制和操作这些机器人,我们需要了解一些常用的指令。
本文档将介绍一些FANUC工业机器人常用指令,包括运动控制指令、传感器与外部设备的指令和系统控制指令。
运动控制指令PTPPTP(Point to Point)是一种常用的运动控制指令,用于控制机器人从一个点(起始点)到另一个点(目标点)的运动。
指令格式:PTP X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
LINLIN(Linear)指令用于控制机器人沿直线路径运动,从一个点(起始点)到另一个点(目标点),可以控制线性路径上的速度和加速度。
指令格式:LIN X, Y, Z, A, B, C, VEL, ACC•X, Y, Z:目标点的坐标值。
•A, B, C:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
CIRCCIRC(Circular)指令用于控制机器人沿圆弧路径运动。
圆弧由起始点、目标点和中心点定义。
指令格式:CIRC X1, Y1, Z1, A1, B1, C1, X2, Y2, Z2, A2, B 2, C2, VEL, ACC•X1, Y1, Z1:起始点的坐标值。
•A1, B1, C1:起始点的姿态(角度值)。
•X2, Y2, Z2:目标点的坐标值。
•A2, B2, C2:目标点的姿态(角度值)。
•VEL:速度值。
•ACC:加速度值。
传感器与外部设备的指令READREAD指令用于读取外部设备的输入信号值。
指令格式:READ IN[1], IN[2], IN[3], ...•IN[1], IN[2], IN[3]:外部设备的输入信号编号。
WRITEWRITE指令用于写入外部设备的输出信号值。
FANUC_机器人与S7-1200_Profinet通讯
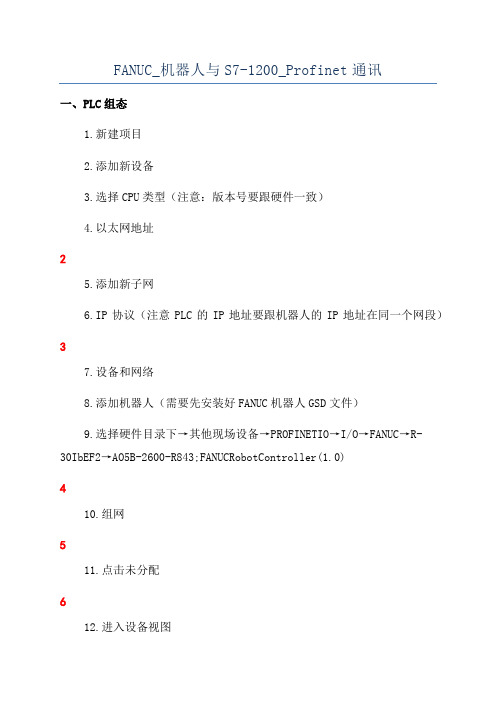
FANUC_机器人与S7-1200_Profinet通讯一、PLC组态1.新建项目2.添加新设备3.选择CPU类型(注意:版本号要跟硬件一致)4.以太网地址25.添加新子网6.IP协议(注意PLC的IP地址要跟机器人的IP地址在同一个网段)37.设备和网络8.添加机器人(需要先安装好FANUC机器人GSD文件)9.选择硬件目录下→其他现场设备→PROFINETIO→I/O→FANUC→R-30IbEF2→AO5B-2600-R843;FANUCRobotController(1.0)410.组网511.点击未分配612.进入设备视图13.双击r30ib-iodevice(机器人图标)设置机器人IP地址(注意要更机器人中的IP地址一致)714.根据项目的需要添加通讯I/O的字节数(注意这里的起始地址就是跟机器人通讯的首地址)15.PLC输入I的首地址(I68.0开始)816.输出Q的首地址(Q2.0开始)17.转到拓扑视图连接PLC到机器人(选择机器人的Port1就是由上往下的第2个网口)918.编译1011121325.测试机器人的DI1-D12前2位检查通讯结果OK(64个字节I/O)26.测试机器人的DI511-D512后2位,检测通讯结果OK(64个字节I/O)14二、机器人设置1.设置机器人ProfinetIP地址:按下示教器上MEUN键→5I/O→选中I/O2页面→PROFINET(M)→ENTER→选中2频道(备注:2频道是机器人做从站)→按下DISP键→选中IP地址→按下F4键(编辑)→编辑完成后→按下F1键→(适用)→完成IP地址编辑。
1516注意要跟电脑上组态机器人的IP地址一致!2.编辑插槽类型和字节长度:按下示教器上MEUN键→5I/O→选中I/O2页面→PROFINET(M)→ENTER→按下F4键(编辑)→选中输入输出插槽→编辑完成后→按下F1键(适用)→光标移到插槽大小→按下F4键(编辑)选中字节大小→按下F1键(适用)→编辑完成。
利用PLC控制步进电动机的启动与停止
利用PLC控制步进电动机的启动与停止作者:杨胜利来源:《中小企业管理与科技·中旬刊》2014年第10期摘要:在一些小型设备和设计精度不高的设备中常常会用到步进电动机,如何让步进电动机启动和停止,是需要我们解决的问题,可以通过不同种方式完成对电机的控制。
关键词:步进电动机 ;PLC ;步进驱动器 ;程序2013年山东省高级技师实训操作试题一:运料小车由步进电动机控制。
这说明步进电动机在一些控制精度不高的设备中已经得到广泛应用。
例如:线切割、简易自动生产线设备都使用步进电动机来完成设备的直线运动。
步进电动机是如何能够旋转的,步进电机是一种将电脉冲信号转化为角位移的执行机构,一般电动机都是连续旋转的,而步进电机的转动是一步一步进行的,每输入一个脉冲电信号,步进电机就转动一个角度,通过改变脉冲频率和数量,可实现步进电机的调速和控制转动的角位移大小,具有较高的定位精度,其最小步距角可达0.75,转动、停止、反转反应灵敏可靠。
而步距角是每输入一个电脉冲信号时转子转过的角度称为步距角,步距角的大小可直接影响电机的运行精度。
步进电机的运行要有一电子装置进行驱动,这种装置就是步进电机驱动器,它是把控制系统发出的脉冲信号,加以放大以驱动步进电机。
步进电机的转速与脉冲信号的频率成正比,控制步进电机脉冲信号的频率,可以对电机精确调速;控制步进脉冲的个数,可以对电机精确定位。
整步:最基本的驱动方式,这种驱动方式的每个脉冲使电机移动一个基本步矩角。
例如:标准两相电机的一圈共有200个步矩角,则整步驱动方式下,每个脉冲可以使电机移动1.8°,而半步是在单相激磁时,电机转轴停至整步位置上,驱动器收到下一个脉冲后,如给另一相激磁且保持原来相继续处在激磁状态,则电机转轴将移动半个基本步矩角,停在相邻两个整步位置的中间。
如此循环地对两相线圈进行单相然后两相激磁,步进电机将以每个脉冲半个基本步矩角的方式转动。
步进电机的相数是指电机内部的线圈组数,目前常用的有二相、三相、四相、五相步进电机。
库卡机器人外部自动运行程序设计

库卡机器人外部自动运行程序设计摘要:针对库卡机器人外部自动运行,分析了外部自动运行PLC程序设计的思路以及要考虑和注意的一些问题,另外针对库卡机器人cell程序,分析了cell程序的结构以及如何将自己的程序添加到cell程序中。
特别强调了库卡机器人外部自动运行,机器人伺服上电需要严格按照时序的要求编写控制程序。
关键词:外部、自动运行、库卡机器人、设计1、安全门程序设计库卡机器人外部自动运行中,要启动机器人运行前,需要将安全门关闭,保证运行过程中的安全性,不会出现伤及到人身安全的事故。
为此在上机控制器PLC中程序设计中,采用如下图的设计,使用启保停的设计方法,设置两个按钮,按钮SB7用于关闭安全门,按钮SB8用于打开安全门(注意这里的程序设计是用两个按钮模拟安全门的控制,实际的控制中会有区别,实际安全门的控制可以通过安全门上安装传感器来检测安全门的开闭)。
此设计中,机器人周边没有安全围栏,故采用按钮来模拟安全门的开闭。
如果机器人启动运行前,安全门未关闭,机器人会出现报警,机器人无法正常运行。
程序设计如下图:2、外部急停及运行开通程序设计机器人除了示教器上的急停按钮之外,在机器人外部自动运行中,通常会设置外部急停按钮,机器人在运行中万一出现紧急事故,也可以通过外部急停来停止机器人的运行。
设中通过急停按钮来控制外部急停信号。
设计中,外部急停信号通过PLC的Q2.0发信号给机器人控制器,因为急停按钮使用的是常闭触头,所以当急停按钮没有拍下时,I1.0输入继电得电,所以I1.0常开触头闭合,Q2.0输出继电得电,当外部急停按钮拍下时,常闭触头断开,输入继电I1.0掉电,所以Q2.0变成off状态,这时相当于给机器人控制器发送了外部急停信号,机器人会停止运行。
如果上级控制器没有对外部急停的设计,机器人无法运行,会报外部急停的故障,只有故障消除掉后,机器人才可以正常运行。
当上级控制器PLC打到运行状态时,就必须通过PLC发出运行开通的信号给机器人,机器人在运行过程中始终运行开通的信号为on,设计中PLC输出的运行开通信号是Q17.2,这个输出的信号和库卡机器人的输入信号存在着对应关系,前提条件是做好了workvisual的配置和博图软件的正确组态,如果信号的对用关系错误,会导致无法正常运行,在设计这部分之前,应先搞清楚信号的对应关系。
FANUC机器人操作规程完整

Fanuc涂装机器人示教操作规程1.1 概述机器人是由伺服电机驱动的机械机构组成的,各环节每一个结合处是一个关节点或坐标系(见图1)图11.2 FANUC机器人硬件系统机器人系统构成(如图)1.3示教盒TP1.3.1 认识TP 上的键(见图4)图4Pre :显示上一屏幕DISP :分屏显示 STEP:单步运行 Reset :复位键 数字键MENU:菜单Select :程序选择界面 Edit 、:程序编辑界面 DATA:参数设置界面 FCTN:功能键机器人动作键 正向运行程序键 反向运行程序键 坐标系切换键 速度加减键1.3.2 TP上的开关1.3.3 TP的显示屏. 安全操作规程1.4 示教和手动机器人1) 请不要带者手套操作示教盘和操作盘。
2) 在点动操作机器人时要采用较低的倍率速度以增加对机器人的控制机会。
3) 在按下示教盘上的点动键之前要考虑到机器人的运动趋势。
4) 要预先考虑好避让机器人的运动轨迹,并确认该线路不受干涉。
5) 机器人周围区域必须清洁、无油,水及杂质等。
1.5 生产运行1)在开机运行前,须知道机器人根据所编程序将要执行的全部任务。
2)须知道所有会左右机器人移动的开关、传感器和控制信号的位置和状态。
3)必须知道机器人控制器和外围控制设备上的紧急停止按钮的位置,准备在紧急情况下按这些按钮。
4)永远不要认为机器人没有移动其程序就已经完成。
因为这时机器人很有可能是在等待让它继续移动的输入信号。
1.6操作机器人1.6.1 通电和关电1.通电1)接通电源前,检查工作区域包括机器人、控制器等。
检查所有的安全设备是否正常。
2)将操作者面板上的断路器置于ON2.关电1)关闭电源前,确保机器人处于静止状态2)将操作者面板上的断路器置于OFF注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏。
1.6.2手动示教机器人1.示教模式(见表1,图1)图1设置示教模式,按TP上的COORD键进行选择。
(完整版)FANUC机器人基本操作指导
3
新彩色 TP
3.TP 上的开关 (见图 5) 图5
4
新版彩色 TP
5
(表 1) TP 开关
DEADMA开N 关
急停按钮
此开关控制 TP有效 / 无效,当 TP无效时,示教、编程、手动运行不能 被使用。 当 TP 有效时,只有 DEADMA开N关被按下, 机器人才能运动, 一旦松开, 机器人立即停止运动。 此按钮被按下,机器人立即停止运动。
1
2 )FANUC 机器人硬件系统 -------------------------------------------------------------------------------
2
(1). 机器人系统构成 ------------------------------------------------------------------------------
图1
设置示教模式,按 TP 上的 COORD 键
进行选择。
屏幕显示 状态指示
JOINT → JOG → TOOL → USER → JOINT JOINT → XYZ→ TOOL →XYZ →JOINT
7
2.设置示教速度 按 TP 上的示教速度键进行设置。 VFINE → FINE →1% →5% →50% →100% VFINE 到 5% 之间,每按一下,改变 1% 5% 到 100% 之间,每按一下,改变 5%
8
4.自动运行 ----------------------------------------------------------------------------------------------------
PLC实现机器人的自动控制

PLC实现机器人的自动控制周永志;袁少帅;沈阳机床【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)001【总页数】3页(P68-70)【作者】周永志;袁少帅;沈阳机床【作者单位】沈阳机床(集团)成套设备有限责任公司,辽宁,110142;沈阳机床(集团)成套设备有限责任公司,辽宁,110142;沈阳机床(集团)成套设备有限责任公司,辽宁,110142【正文语种】中文工业机器人已经广泛应用于机械制造业中代替人完成具有大批量、高质量要求的工作。
20世纪90年代,工业机器人的价格不断下降,而性能则不断完善,如搬运能力、速度、工作范围、部件数量及平均故障间隔时间都有较大改进,而价格也下降了不少。
这使机器人的广泛使用成为了必然的趋势。
机器人多用在自动工位上,由外围设备控制程序启动和运行,实现自动控制。
本文介绍FANUC系统机器人由GE PLC实现自动控制。
1.系统的结构和功能本系统是基于PROFIBUS现场总线的工业过程控制局域网。
由PLC系统和机器人系统组成。
本系统采用分散型I/O控制方案,与传统的集中型控制方案相比,具有节省电缆、排除故障方便等优点。
系统结构如图1所示。
图1PLC系统包含一台GE PLC90-30可编程序控制器和一台GE QUICKPANEL触摸屏HMI,PLC完成机器人的程序控制和信号采集,HMI完成显示和控制管理功能。
机器人系统包含FANUCRJ3机器人及外围设备组成,设备之间通过PROFIBUS现场总线连接,机器人PROFIBUS A卡连接PLC的PROFIBUS通讯模块,机器人PROFIBUS B卡连接机器人的外围设备站点。
PLC对机器人的控制属于自动控制,通过PLC实现不同条件时对机器人不同程序的调用与控制,实现同一台机器人完成不同工作的柔性化控制。
同时机器人程序运行过程中PLC对机器人的特定段进行分段控制,对特定运动区域进行进入禁止保护,同时PLC处理采集机器人及外围设备信号。
发那科机器人的正确操作方法及步骤

发那科机器人的正确操作方法及步骤
1、通电
1)将操作者面板上的断路器置于ON
2)接通电源前,检查工作区域包括机器人、控制器等。
检查所有的安全设备是否正常。
3)将操作者面板上的电源开关置于ON
2、关电
1)通过操作者面板上的暂停按钮停止机器人
2)将操作者面板上的电源开关置于OFF
3)操作者面板上的断路器置于OFF
注意:如果有外部设备诸如打印机、软盘驱动器、视觉系统等和机器人相连,在关电前,要首先将这些外部设备关掉,以免损坏。
3、示教模式
关节坐标示教(Joint)
通过TP上相应的键转动机器人的各个轴示教
直角坐标示教(XYZ)
沿着笛卡儿坐标系的轴直线移动机器人,分两种坐标系:
1)通用坐标系(World):机器人缺省的坐标系
2)用户坐标系(User):用户自定义的坐标系
工具坐标示教(Tool)
沿着当前工具坐标系直线移动机器人。
工具坐标系是匹配在工具方向上的笛卡儿坐标系设置示教模式,按TP上的COORD键进行选择。
屏幕显示
JOINT→JOG→TOOL→USER→JOINT
状态指示灯
JOINT→XYZ→TOOL→XYZ→JOINT。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本文介绍了FANUC机器人由PLC外部控制自动启动,暂停,再启动的工作流程。
包含PLC程序和机器人的设定
工作流程
1.UI1 和UI2一直为ON后 ,延时0.5S UI3一直为ON
2,延时0.5s后,UI8一直为ON
3.延时0.5S后。
UI5位ON,过0.5s后 OFF
如果机器人不在暂停状态 第一次启动 UI9 和UI17 ON UI18为ON-OFF
4.延时0.5后。
如果机器人不在暂停状态==UO4 不为ON, 则UI9-16选择程序号ON
5.延时0.5后 如果机器人不在暂停状态==UO4 不为ON, 则UI17为ON
6.UI17 ON了以后,如果机器人不在暂停状态==UO4 不为ON,则UI18为ON 过0.5S后OFF
如果机器人在暂停状态 启动后又暂停了 UI9 U17 UI18 不需要再次启动
7 延时0.5后 。
如果机器人在暂停状态==UO4 为ON, 则UI6为ON.过2S后为OFF
UI1和UI2
UI3和UI8
UI5和UI9-16
机器人示教器设定
机器人启动方式有2种,其实没什么区别,其实根据情况选择,8个机器人输入信号==RSR1-8或PNS1-8 设定流程如下
1.参考资料
选择哪一种启动方式
2.正常状态如下
3.系统设定第一步======
1.专用外部信号==启动
2.所选程序的调用PNS===启动
远程/本地设定===远程
5.系统设定第3步
6. 2种方式其一
PNS==========================================
RSR=====================================
机器人点位介绍
机器人正常启动后的状态如下 可以参考。