PLC电机故障诊断分析报告
PLC电气系统中的故障原因与维护处理措施

PLC电气系统中的故障原因与维护处理措施PLC(Programmable Logic Controller,可编程逻辑控制器)是一种用来进行工业自动化控制的专用计算机。
其主要功能是接收来自传感器的输入信号,经过逻辑运算后,控制执行器的输出。
PLC在工业生产中广泛应用,但是在长时间运行中,会遇到各种故障。
了解PLC电气系统中的故障原因及维护处理措施,对于保障生产正常运行至关重要。
一、故障分类及原因分析1. 电源故障电源故障是PLC电气系统中最常见的问题之一。
电源不稳定、过载以及电源线路接触不良等都会导致PLC电气系统的故障。
电源的长期使用也会导致电源老化,进而引发电源故障。
2. 通讯故障PLC系统中各个设备之间需要进行通讯,包括PLC与上位机、PLC与I/O模块之间等。
通讯故障可能是由通讯线路接触不良、通讯协议不匹配、通讯模块损坏等多种原因引起的。
3. 输入/输出故障PLC电气系统的输入/输出模块负责与传感器和执行器进行交互。
输入/输出模块的损坏、接触不良、线路故障等都会导致系统无法正常工作。
4. CPU故障PLC的中央处理器(CPU)是整个系统的大脑,负责进行各种逻辑运算和程序控制。
CPU 故障可能是因为过热、老化、损坏等原因引起的。
5. 程序故障PLC系统的程序是由用户编写的,程序的bug或者意外的修改都可能导致系统出现故障。
二、维护处理措施定期对PLC系统的电源进行检查和维护,确保电源供电稳定且符合要求。
电源线路及插头插座的接触应良好,避免因此导致的不稳定电源。
对于老化严重的电源设备,需要及时更换。
2. 做好通讯线路维护保证PLC系统中各个设备之间的通讯连接良好,通讯线路的连接应牢固可靠。
对于通讯协议不匹配或者通讯模块损坏的情况,需要及时修复或更换。
定期检查PLC系统的输入/输出模块及连接线路,确保其工作正常。
对于模块的老化或损坏,及时更换。
保证PLC系统中CPU的散热良好,可以通过安装风扇、散热片等进行散热处理。
PLC电气系统中的故障原因与维护处理措施

PLC电气系统中的故障原因与维护处理措施PLC电气系统是工业自动化中常见的控制系统,负责控制和监控机器和设备的运行。
PLC电气系统也有可能出现故障,影响设备的正常运行。
本文将探讨PLC电气系统故障的一些常见原因以及维护处理措施。
故障原因:1. 电源问题:PLC电气系统的运行离不开稳定的电源供应。
电源的波动、不稳定或电压过高/过低都有可能导致PLC电气系统的故障。
维护处理措施:检查电源的电压波动情况,使用稳定的电源或电压稳定器,确保PLC 电气系统供电稳定。
2. 电缆连接问题:PLC电气系统中的电缆连接不良或插头松动可能导致信号丢失、通信错误或系统崩溃等问题。
维护处理措施:定期检查和清理电缆连接,确保插头连接牢固稳定。
避免过度弯曲和拉扯电缆,在安装时使用适当的电缆配件和保护套管。
3. 外部电磁干扰:电磁干扰来自其他电气设备、无线信号或强电场等,可能导致PLC 电气系统的误操作或故障。
维护处理措施:确保PLC电气系统与其他电气设备的距离足够远,使用屏蔽电缆和滤波器来减少电磁干扰的影响。
4. 温度问题:PLC电气系统工作时产生热量,如果温度过高可能导致电气元件失效或系统崩溃。
维护处理措施:确保PLC电气系统通风良好,进行定期的温度监测和清洁,避免灰尘和污垢积聚。
5. 程序错误:PLC电气系统的程序中可能存在错误,例如逻辑错误、循环错误或输入输出错误等。
维护处理措施:定期对PLC电气系统进行程序调试和更新,及时修复错误,并进行全面的测试和验证。
6. 人为操作错误:人为操作错误包括误操作、错误配置参数或误解系统功能等。
维护处理措施:提供员工培训和操作指南,确保操作人员了解PLC电气系统的正确操作方法。
设置权限和密码保护,限制未经授权的操作。
PLC故障分析及处理

PLC故障的分析处理
当PLC发生故障时,不仅需要考虑是否是线路发生问题,同时也有可能是PLC 模块本身的输入点损坏和铁屑引起的PLC故障。
如何,应该做如何的分析,同时处理该怎么做?
1、PLC模块硬件本身的输入点损坏:
故障现象:PLC模块某个输入点不动作(外部输入指示灯不亮,在程序中该点也不动作),用万用表确认该输入点外部已经接通。
故障分析:估计PLC模块本身坏了或者PLC模块内部存在铁屑。
外围线路故障
检查是否有铁屑存在,清理PLC模块,或者用其他好的替换看是否可以排除问题
2、外围线路故障
外围线路由现场输入信号(如按钮开关、选择开关、接近开关及一些传感器输出的开关量、继电器输出触点或模数转换器转换的模拟量等)和现场输出信号(电磁阀、继电器、接触器、电机等),以及导线和接线端子等
组成。
接线松动、元器件损坏、机械故障、干扰等均可引起外围电路故障,排查时要仔细,替换的元器件要选用性能可靠安全系数高的优质器件。
使用万用表对相应问题点进行测量诊断,逐步排除问题故障
3、编程故障
有时候会出现编程逻辑错误的现象,这个时候就需要工程师逐条对程序进行解读,对功能及指令调用充分了解后,就很容易找到问题点,从而排除故障。
PLC故障的检查与处理
1 . PLC故障的检查与处理PLC系统在长期运行中,可能会出现一些故障,PLC自身故障可以靠自诊断来判断,外部故障则主要根据程序来分析。
常见故障有电源系统故障、主机故障、通讯系统故障、模块故障和软件故障等。
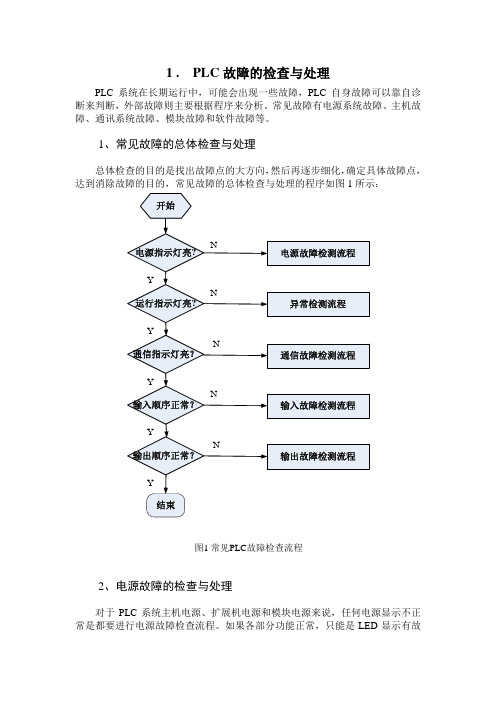
1、常见故障的总体检查与处理总体检查的目的是找出故障点的大方向,然后再逐步细化,确定具体故障点,达到消除故障的目的,常见故障的总体检查与处理的程序如图1所示:图1 常见PLC故障检查流程2、电源故障的检查与处理对于PLC系统主机电源、扩展机电源和模块电源来说,任何电源显示不正常是都要进行电源故障检查流程。
如果各部分功能正常,只能是LED显示有故障。
否则应首先检查外部电源,如果外部电源无故障再检查系统内部电源故障,检查顺序和内容如表1所列:3、异常故障的检查与处理PLC系统最常见的故障是停止运行(运行指示灯灭)、不能启动、工作无法进行,但是电源指示灯亮。
这时需要进行异常故障检查。
检查顺序和内容如表2所列:表2 异常故障的检查与处理4、通信故障的检查与处理通讯是PLC网络工作的基础。
PLC网络的主站、各从站的通信处理器和通信模块都有工作正常指示。
当通信不正常时,需要进行通信故障检查。
检查的顺序和内容如表3所列:表3 通信故障的检查与处理5、输入故障的检查与处理输入输出模块直接和外部设备相连,是容易出故障的部位,虽然输入输出模块故障容易判断,更换快,但是必须查明原因,而且往往都是由于外部原因造成损坏的,如果不及时查明故障原因。
及时消除故障,则对PLC系统危害很大。
检查顺序和内容分别如表4和表5所列:表4 输入故障的检查与处理表5 输出故障的检查与处理2. PLC的检修与维护PLC的主要构成元件是以半导体器件为主,考虑到环境的影响,随着使用的时间的增长,元器件总是要老化的。
因此,定期检修与做好日常维护是非常必要的。
要有一支具有一定技术水平的、熟悉设备情况、掌握设备工作原理的检修队伍,做好对设备的日常维护。
PLC_常见故障分析及检查方法
第21期2023年11月无线互联科技Wireless Internet Science and TechnologyNo.21November,2023基金项目:2022年广州市教育科学规划课程;项目名称:职业院校课程思政与专业教育融合的实践研究 以工业机器人离线编程与应用为例;项目编号:202214312㊂作者简介:毕天昊(1988 ),男,黑龙江哈尔滨人,讲师,硕士;研究方向:电气自动化技术㊂PLC 常见故障分析及检查方法毕天昊,张㊀剑(广州番禺职业技术学院,广东广州511483)摘要:随着中国制造2025的提出,自动化技术在工业领域的分量越来越重㊂其中,可编程序控制器(Programmable Controller ,PLC )作为自动化控制系统的核心部件,正发挥着至关重要的作用㊂但在一些工业应用场景中,PLC 及其周边设备的工作环境相对复杂,故障率较高,从而影响工厂的正常生产㊂因此,对PLC 控制系统开展故障分析具有重要的现实意义㊂文章分析了PLC 控制系统中常见的故障多发点,一定程度上缩小了故障的排查范围;总结了PLC 各类故障产生的原因,并针对不同故障类型给出了排查故障的基本方法;将故障检查与处理的过程流程化,从而提高了检查效率㊂关键词:可编程序控制器;故障分析;故障检查中图分类号:TM571.2㊀㊀文献标志码:A0㊀引言㊀㊀PLC 是电气自动化控制领域的重要装置,有着精度高㊁精确性高㊁能在线编写程序等特征㊂目前,PLC 已经被广泛应用在各行各业[1]㊂PLC 控制技术的应用不仅推动了工业自动化和智能制造的发展,还对成本控制㊁生产效率和产品质量等方面产生了深远的影响㊂然而,随着PLC 的应用领域不断扩大,PLC 行业爆发式增长,与PLC 相关的安全事件越来越多㊂因此,与PLC 相关的安全问题值得从业人员的高度重视,确保PLC 的安全可靠就是确保经济社会的正常有序运行,就是保护人民群众的生命财产安全㊂1㊀常见故障多发点1.1㊀接触器㊁继电器㊀㊀在PLC 控制系统的日常运行中,最容易出现故障的电气元器件就是各种接触器或继电器㊂而这些接触器或继电器故障中少数是由于产品质量问题引发,大多数还是由于PLC 工作环境比较恶劣所造成的㊂例如:接触器长期暴露于高温㊁潮湿的工作环境中,其触点容易氧化,从而无法使用㊂因此,从业人员应尽量改善元器件的工作环境,避免此类故障的发生,降低对系统运行的影响㊂1.2㊀阀门或闸板㊀㊀在PLC 控制系统中,阀门或闸板等部件由于其传动机构复杂,在工作时会产生较大位移㊂因此,经过系统长期的运行,易造成阀体部件的卡㊁堵㊁漏等现象,这是PLC 控制系统的另一个故障多发区域㊂所以工作人员在PLC 控制系统运行以及设备维护过程中,应增强对此类设备的排查,发现故障及时维修或更换处理㊂1.3㊀行程开关等现场设备或元件㊀㊀行程开关等现场设备或元件因频繁动作导致的持续磨损以及长期闲置造成生锈老化等原因,同样容易出现故障㊂解决这类问题需要工作人员对设备严格按期按标准进行维护,让设备处于完好状态㊂而对于大型设备上的限位开关,除了按期维护外,还需要设计人员在前期设计的过程当中引入额外的保护措施㊂1.4㊀PLC 系统中的子设备㊀㊀PLC 系统中的子设备包括螺栓螺母㊁接线盒㊁线端子等㊂这些设备出现故障的原因除设备的质量问题外,还与安装工艺有关㊂例如:部分安装人员在安装设备时将螺钉和电线的连接处压得过紧,导致设备在维修时拆卸困难,而强行拆卸又容易引发连接件或其周边零件的损坏㊂因此,在设备的安装及检修过程中,工作人员必须遵照要求的安装工艺进行作业,消除设备隐患㊂1.5㊀传感器和仪表㊀㊀传感器和仪表属于精密型仪器,通常要求精度较高且容易受到电磁干扰的影响,如果不能有效地将其与干扰性较强的动力电缆隔离开,就会引发传感器的信号不正常或仪表数据不准确等故障[2]㊂因此,安装人员在安装传感器和仪表时,应将信号线与干扰性较强的动力电缆分开铺设,并将屏蔽层单端可靠接地,同时还要在PLC 内部加入软件滤波程序㊂2㊀故障分析的方法㊀㊀PLC 系统的故障可分为内部故障和外部故障㊂内部故障分为硬件故障和软件故障㊂其中,硬件故障包括PLC系统各部件以及通信故障等,软件故障则是指程序或设置有错误㊂外部故障主要指周边设备的故障,如行程开关㊁执行机构等产生的故障[3]㊂在PLC系统出现故障时,通常可采用以下分析方法㊂2.1㊀测量分析法㊀㊀(1)测量供给源是否正常㊂供给源包括电源㊁气源和液压源等方面㊂所以分析人员首先需测量供电电源的电压㊁电流㊁频率㊁相序,气源供气的气压㊁流量和液压源供液的液压值㊁流量等参数,确定各参数是否满足要求㊂(2)检查连接线路是否可靠㊁通畅㊂控制系统连接线路包括电线部分㊁供气线路和供液线路等㊂因此,分析人员需检查PLC控制系统中电气部分的导线是否连接正确,如I/O信号㊁通信端口等,同时还需检查供气线路和供液线路是否有泄漏等情况㊂(3)检查和调整参数值㊂分析人员应检查各设备和部件的设定值,是否与设计的规定值一致,确定各报警㊁联锁信号点的设置是否与工艺要求一致,确定各控制回路调整参数是否合理和合适㊂(4)检查辅助设备和部件㊂分析人员应检查各辅助设备和部件能否正常工作,确定其工作参数是否符合运行要求㊂一般情况下,通过测量,以上方法可筛查出大多数的故障,为故障的准确定位提供参考㊂2.2㊀动作分析法㊀㊀(1)初始状态分析㊂通过初始步,确定各设备和部件的待机状态㊂(2)转移过程分析㊂根据程序步之间的转移和转移条件,确定各步在实现转移时的进程,检查转移时硬件是如何动作的,能否满足工艺要求㊂如果没有实现转移,则应检查待转移步的上一步是否为活动步,是否满足转移条件,从而查找出问题所在㊂(3)执行过程分析㊂如果执行机构没有执行动作和命令,则应检查该活动步内的输出是否满足动作的执行条件,进而发现造成故障的原因㊂在确定了故障的原因和性质后,再进行故障检修并排除㊂2.3㊀指示灯分析法㊀㊀(1)信号指示灯㊂通过PLC及其拓展模块面板上各I/O信号灯的亮灭来检查各输入㊁输出信号的状态㊂当数字量输入指示灯点亮时,表示该输入端口有信号流入;当数字量输出指示灯点亮时,表示该输出端口有信号流出㊂(2)电源指示灯㊂电源模块正常工作时,电源指示灯应处于常亮状态㊂对于配有备用电源的系统,备用电源正常工作时,备用电源指示灯应处于常亮状态㊂(3)通信指示灯㊂当PLC与上位机之间通信正常时,通信指示灯应处于常亮或闪烁状态㊂(4)错误指示灯㊂PLC利用硬件自诊断系统程序进行诊断㊂当结果是错误时,对应模块的错误信号灯点亮㊂部分品牌的PLC还可提供错误代码,便于维修人员进行故障定位㊂3 故障检查流程3.1㊀编程故障的检查流程㊀㊀(1)编程器连接不正常㊂工作人员可按图1所示检查流程进行检查,找出问题所在并作相应处理㊂图1㊀编程器连接不正常检查流程㊀㊀(2)程序不能下载㊂程序不能下载可能与程序保护开关㊁程序密码设置或PLC工作方式等因素有关㊂工作人员可按图2所示检查流程进行检查,找出问题所在并作相应处理㊂图2㊀程序不能下载检查流程㊀㊀(3)CPU 无法正确引导操作㊂某些大中型PLC 在调试前如果出现报警,需利用存储器卡对PLC 进行引导操作,PLC 才能正常运行㊂当PLC 无法正确引导操作时,工作人员可按图3所示检查流程进行检查,找出问题所在并作相应处理㊂图3㊀CPU 无法正确引导操作检查流程(4)系统配置错误㊂某些大中型PLC,若PLC 自诊断系统检测出硬件配置错误㊁总线连接错误或通信错误等故障,PLC 将发出 系统校验错误 总线错误 等报警提示㊂系统校验错误通常与PLC 模块的安装与连接有关,此类错误可通过编程软件查看PLC 内部的特殊寄存器㊁存储器的状态来判断,或通过查看各模块是否按照说明书规定进行安装,连接电缆是否正确连接,底板是否正确安装等方式来判别㊂3.2㊀硬件故障检查流程㊀㊀(1)电源指示灯不亮㊂通常,连接供电电源并上电后,电源指示灯会点亮㊂如果电源指示灯不亮说明PLC 未建立供电㊂工作人员可按图4所示检查流程进行检查,找出问题所在并作相应处理,必要时可与供应商联系修理或更换㊂图4㊀电源指示灯不亮检查流程(2)错误指示灯亮或闪烁㊂硬件自诊断后,模块错误指示灯亮或闪烁说明该模块存在问题㊂工作人员可按图5所示检查流程进行检查,找出问题所在并作相应处理,必要时也可与供应商联系修理或更换㊂图5㊀错误指示灯亮或闪烁检查流程(3)电池报警灯亮㊂当PLC电池低电量时,该报警灯点亮㊂在大中型PLC中一般配备多个电池,当电池报警灯点亮时,应更换电池,并注意电池的型号需与原电池一致㊂(4)运行指示灯不亮㊂运行指示灯用于表示PLC 的运行状态㊂该指示灯不亮表示PLC未运行,运行指示灯闪烁表示通信出错或操作不正确,譬如未对PLC 进行复位或直接将PLC切换到运行模式等㊂工作人员可按图6所示检查流程进行检查,找出问题所在并作相应处理,必要时也可与供应商联系修理或更换㊂4 结语㊀㊀在现代制造业中,高效的生产线是企业取得成功的关键因素之一㊂一旦生产线停机,将会给企业造成无法挽回的损失㊂因此,为了尽可能地降低生产线的故障率,企业要高度重视生产线控制系统的维护㊂作㊀㊀图6㊀运行指示灯不亮检查流程为生产线控制系统核心部件的PLC,如何快速排查和解决其故障更是重中之重㊂本文首先总结了PLC控制系统及周边设备出现故障的常见原因,并给出了相应的预防措施;其次,针对PLC出现的常见故障,总结分析了排查故障的基本方法和思路;最后,将PLC故障排查和处理的过程进行流程化,有效地提高了PLC故障排查和处理的效率㊂在工程实践中,本研究具有一定的应用价值㊂参考文献[1]李明建.PLC电气系统中的故障原因与维护处理技术分析[J].无线互联科技,2017(13):125-126.[2]郁佳杰.PLC电气系统的常见故障及处理方法[J].光源与照明,2021(3):114-115.[3]刘峰,李自习,高海涛,等.常见PLC故障诊断与维修实例[J].数字通信世界,2022(1):52-54.(编辑㊀王永超) Analysis of common faults and inspection methods of PLCBi Tianhao Zhang JianGuangzhou Panyu Polytechnic Guangzhou511483 ChinaAbstract With the proposal of Made in China2025 automation technology is becoming increasingly important in the industrial field.Among them Programmable Logic Controller PLC as the core component of automation control systems is playing a crucial role.In some application scenarios the working environment of PLC or its system is relatively complex and harsh.Once PLC or peripheral equipment malfunctions it will inevitably affect the normal production of the factory.Therefore fault analysis on PLC systems has important practical significance.Firstly listing common fault prone points in PLC systems will partly narrow the scope of troubleshooting.Secondly the causes of internal and external faults are analyzed and the methods for finding faults are summarized.Finally process troubleshooting can improve efficiency.Key words programmable controller fault analysis fault inspection。
基于PLC的电机故障诊断系统设计毕业论文

基于PLC的电机故障诊断系统设计毕业论文毕业设计论文题目基于PLC的电机故障诊断系统设计院系机电工程系专业机电一体化姓名 3学号 3指导教师 3任务与要求任务1明确控制要求确定控制方案2选择PLC类型3输入输出设备选择及输入输出点分配4设计调试5电机故障诊断控制系统的实现要求1介绍所使用PLC及控制系统涉及其它设备的基本情况2分析所设计控制系统的控制对象的工艺流程3确定IO表4设计硬件构成及接线5设计PLC控制程序6依照上述要求撰写毕业论文毕业设计论文进度计划表摘要本文介绍了国内电机故障诊断系统设计以及存在的问题同时介绍了可编程控制器的工作原理选型依据设计了一种基于PLC电机故障诊断系统并且详细介绍了所选用的西门子S7-200PLC以及同类型的S7-300S7-400PLC根据设计要求对PLC的输入输出IO进行了分配并且编写系统运行的梯形图准备开机时按下开机按钮后首先检测断路器状态如果断路器初始状态为闭合电机无法启动并且声光报警如果断路器初始状态为断开断路器合闸电机开始启动在启动过程中若发生一级故障PLC进行相应的保护动作启动完成后电机开关指示灯亮电机正常运行运行过程中PLC依次循环检测电机是否发生相间短路断相低电压单相接地过负荷过电流等故障若有发生PLC进行相应保护动作关机时PLC接到关机命令后断路器跳闸电机开关指示灯灭故障声光报警后按报警复位按钮复位本设计的选题就是基于PLC的电机故障诊断系统设计关键词故障诊断 PLC 电机AbstractThis paper introduces the domestic electrical fault diagnosis system design as well as existing problems and introduces programmable controller at the same time the working principle and selection basis.A PLC-based design of the electrical fault diagnosis system design and detail on the choice of Siemens S7-200 PLC and the same type of S7-300S7-400 PLC and according to the design requirements of the input and output of the PLC IO for distribution and preparation of the ladder diagram system operation.Prepared to boot press the button after boot the circuit breaker status is detected first.If the circuit breaker initial state is closed electrical doesnt start and sound and light alarm.If the circuit breaker initial state is disconnected the circuit breaker close and the electrical start.Start in the process if a failure occurred the protection PLC correspond action.Start after the completion of motor onoff indicator light on the electrical normal operate.Running process PLC followed by motorcycle test whether there has been a phase short circuitbreaking phaselow-voltage single-phase -to -ground overload over-current fault and so on.If occurred PLC protection act accordingly shut down.PLC received shutdown orders tripping circuit breakersmotor on off indicator light eliminate. Fault sound and light alarm at the alarm reset button reset.This choice is based on the design of the motor PLC fault diagnosis system design.KEY WORDFault DiagnosisPLC Motor目录第一章绪论 1第二章 PLC原理介绍及设备总体结构介绍 2 第一节 PLC发展历程 2第二节 PLC的分类3第三节 PLC的工作原理 4第四节 PLC的组成5第三章可编程控制器系统设计8第一节可编程控制器系统设计原则8第二节可编程控制器系统设计步骤8第三节可编程控制器控制系统的硬件设计 9 第四节 PLC的选取及介绍11第五节 S7-200系列PLC的硬件配置14第四章电机故障诊断系统设计18第一节电机的故障18第二节电机的保护19第三节故障诊断系统设计 21第五章系统电源设计33结论35致谢36参考文献37附录38第一章绪论可编程控制器在发展初期由于价格较高使它的应用受到了限制近年来PLC 应用范围迅速扩大主要原因是一方面由于微处理器芯片及相关元件的价格大大下降使得PLC的成本下降另一方面随着PLC的功能大幅度提高它能解决许多复杂的计算和通信问题使得PLC的应用范围日益扩大目前PLC已广泛应用于钢铁石油化工电力建材机械制造汽车轻纺交通运输环保以及文化娱乐等行业PLC作为一种成熟稳定可靠的控制器目前已经在工业控制中得到了越来越广泛的应用PLC系统的设计直接影响着工业控制系统的安全可靠运行一个完善的PLC系统除了能够正常运行满足工业控制的要求还必须能在系统出现故障时及时进行故障诊断和故障处理故障自诊断功能是工业控制系统的智能化的一个重要标志对于工业控制具有较高的意义和实用价值PLC是现在应用较多的一种控制装置利用PLC丰富的内部资源及强大的功能指令编制故障检测报警程序提高工作可靠性及其系统的灵活性第二章 PLC原理介绍及设备总体结构介绍第一节 PLC发展历程随着工业自动化程度的不断提高使用继电器构成工业控制系统的缺陷不断地暴露出来首先是复杂的系统使用成百上千各种各样的继电器成千上万根导线只要一个电器一根导线出现故障系统就不能正常工作这就大大降低了这种接线逻辑系统的可靠性且系统维修及改造很不容易到了20世纪60年代末人们设想能否把计算机的通用灵活功能完善与继电-接触器控制系统的简单易懂使用方便生产成本低等特点结合起来生产出一种面向生产过程顺序控制可利用简单语言编程能让完全不熟悉计算机的人也能方便使用的控制器这一设想最早由美国最大的汽车制造商通用汽车公司于1968年提出根据以上要求美国数字设备公司在1969年首先研制出了全世界第一台可编程序逻辑控制器并简称为可编程控制器1971年日本从美国引进这项技术开始生产可编程控制器1973年西德法国等西欧国家也开始研制生产可编程控制器1974年我国开始研制可编程控制器并在1977年应用于工业生产从第一台PLC诞生至今大致经历了如下四次更新换代第一代PLC多数用1位机开发采用磁芯存储器存储仅具有逻辑控制定时计数等功能第二代PLC使用了8位微处理器及半导体存储器其产品逐步系列化功能也有所增强已能实现数字运算传送比较等功能第三代PLC采用了高性能微处理器及位片式中央处理单元工作速度大幅度提高同时促使其向多功能和联网方向发展并具有较强的自诊断能力第四代PLC不仅全面使用16位32位微处理器作为CPU内存容量也更大可以直接用于一些规模较大的复杂控制系统而且编程语言除了可使用传统的梯形图流程图等还可以使用高级语言外设也更加多样化许多软件厂商正在考虑如何利用企业已经成型的控制系统及新建的厂级网络开发控制系统软件帮助企业实现工厂自动化信息化为企业提供控制系统与管理网络的集成目前PLC的功能增强结构优化IO模块趋向分散化智能化编程工具和编程语言更具标准化和高级化PLC的联网通信能力增强向高速度多层次大信息量高可靠性及开放式的通信发展第二节 PLC的分类一按结构形式分类按照结构形式的不同可分为整体式PLC和模块式PLC两种1.整体式PLC 整体式可编程控制器又称为单元式或箱体式它将中央处理单元存储器单元输入输出单元输入输出扩展接口单元和电源单元等集中安装在一个机箱内这种整体式结构的可编程控制器结构紧凑体积小价格低一般小型PLC 如单体设备的开关量自动控制和机电一体化产品都采用这种结构小型PLC的主要型号有三菱F1F2FX2FX0N等系列OMRON C系列P型袖珍机西门子S7系列等2.模块式PLC 模块结构形式将PLC各部分分成若干个单独的模块如CPU模块IO模块电源模块和各种其他功能模块然后组装在机架或母板上在机架或母板的底板上有若干个模块插座和连接这些插座的内部系统总线一些产品的机架或母板上还安装了与输入输出扩展机连接的接口插座这种模块式结构的可编程控制器配置灵活装配方便便于扩展和维修一般大中型PLC都采用这种结构适用于复杂过程控制系统的应用场合常见的有三菱公司的A1NA3N系列立石公司C系列C500C2000H和通用电气公司的90TM-7090TM-30等二按功能点数分类按功能输入输出点数和存储器容量不同可分为小型中型和大型PLC三类1小型PLC 小型PLC又称为低档PLC这类PLC的规模较小它的输入输出点数一般从20点到128点用户存储容量小于2KB具有逻辑运算定时计数移位及自诊断监控等功能有些还有少量的模拟量IO算术运算数据传送远程IO和通信等功能可用于开关量控制定时计数控制顺序控制及少量模拟量控制等场合通常用来代替继电器-接触器控制在单机或小规模生产过程中使用常见的小型PLC产品有三菱公司的F1FX0系列欧姆龙SP20系列和西门子公司的S5-100US7-200等2中型PLC 中型PLC的IO点数通常在128点至512点之间用户程序存储器的容量为2~8KB除具有小型机的功能外还具有较强的模拟量IO数字运算过程参数调节数据传送与比较数值转换中断控制远程IO及通信联网功能中型PLC适用于既有开关量又有模拟量的复杂控制系统如大型注塑机控制配料和称重等中小型连续生产过程控制常见的机型有三菱公司的A1S系列立石公司的C200HC500西门子公司的S5-115U等3大型PLC 大型PLC又称为高档PLCIO点数在512点以上其中IO点数大于8192点的又称为超大型PLC用户存储器容量在8KB以上除具有中型机的功能外还具有较强的数据处理模拟调节特殊功能函数运算监视记录打印以及强大的通信联网中断控制智能控制和远程控制等功能由于大型PLC具有比中小型PLC更强大的功能因此一般用于大规模过程控制分布式控制系统和工厂自动化网络等场合常见的如三菱公司的A3MA3N立石公司的C2000HAB公司的PLC-5以及西门子公司的S5-135US5-155US7-400等第三节 PLC的工作原理小型PLC的工作过程有两个显著特点周期性顺序扫描集中批处理周期性顺序扫描是可编程控制器特有的工作方式PLC在运行过程中总是处在不断循环的顺序扫描过程中由于可编程控制器的IO点数较多采用集中批处理的方法可以简化操作过程便于控制提高系统可靠性因此可编程控制器的另一个主要特点就是对输入采样执行用户程序输出刷新实施集中批处理一公共处理扫描阶段公共处理包括PLC自检执行来自外设命令对看门狗定时器清零等二输入采样扫描阶段这是第一个集中批处理过程在这个阶段中PLC按顺序逐个采集所有输入端子上的信号不论输入端子上是否接线CPU顺序读取全部输入端将所有采集到的一批输入信号写到输入映像寄存器中在当前的扫描周期内用户程序依据的输入信号状态均从输入映像寄存器中去取而不管此时外部输入信号的状态是否变化如果此时外部输入信号的状态发生了变化也只能在下一个扫描周期的输入采样扫描阶段去读取三执行用户程序扫描阶段这是第二个集中批处理过程在执行用户程序阶段CPU对用户程序按顺序进行扫描每扫描到一条指令所需的输入信息状态均从输入映像寄存器中读取而不是直接使用现场的立即输入信号对其他信息则是从PLC的元件映像寄存器中读取在执行用户程序中每一次运算的中间结果都立即写入元件映像寄存器中这样该状态马上就可以被后面将要扫描到的指令所利用对输出继电器的扫描结果也不是马上去驱动外部负载而是将其结果写入元件映像寄存器中的输出映像寄存器中待输出刷新阶段集中批处理所以执行用户程序阶段也是集中批处理过程四输出刷新扫描阶段这是第三个集中批处理过程当CPU对全部用户程序扫描结束后将元件映像寄存器中各输出继电器的状态同时送到输出锁存器中再由输出锁存器经输出端子去驱动各输出继电器所带的负载在输出刷新阶段结束后CPU进入下一个扫描周期第四节 PLC的组成一中央处理单元CPUPLC常用的CPU有通用微处理器单片机和位片式微处理器通用微处理器常用的是8位机和16位机如80808086M68008028680386等单片机常用的有803180518096等位片式微处理器常用的有AMD2901AMD2903等小型PLC大多采用8位微处理器或单片机中型PLC大多采用16位微处理器或单片机大型PLC大多采用高速位片式处理器PLC的档次越高所用的CPU的位数越多运算速度越快功能越强二存储器存储器主要用来存放系统程序用户程序和数据根据存储器在系统中的作用可将其分为系统程序存储器和用户存储器系统程序存储器用来存放制造商为用户提供的监控程序模块化应用功能子程序命令解释程序故障诊断程序及其他管理程序用户存储器是专门提供给用户存放程序和数据的所以用户存储器通常又分为用户程序存储器和用户数据存储器两个部分用户存储器有RAMEPROMEEPROM三种类型用户程序存储器用来存放用户编写的应用程序数据存储器用来存放控制过程中不断改变的信息如输入输出信号各种工作状态计数值定时值运算的中间结果等三输入输出模块及特殊功能模块1输入模块用来接收和采集输入信号输入信号有两类一类是由按钮开关行程开关数字拨码开关接近开关光电开关压力继电器等提供的开关量输入信号另一类是从电位器热电测速电机各种变送器送来的连续变化的模拟量输入信号输入模块还需要将这些不同的电平信号转换成CPU能够接收和处理的数字信号2输出模块的作用是接收中央处理器处理过的数字信号并把它转换成现场执行部件能接收的信号用来控制接触器电磁阀调节阀调速装置等控制的另一类负载是指示灯数字显示器和报警装置等3特殊功能模块随着可编程控制器在工业控制中的广泛应用和发展为了增强可编程控制器的功能扩大其应用范围生产厂家开发了许多供用户选用的特殊功能模块1 模拟量输入输出模块模拟量的输入在过程中应用很广泛如温度压力流量位移等工业检测都是对应电压电流大小的模拟量模拟量经传感器或变送器转换为标准信号输入模块用AD转换器将它们转换成数字量送给CPU进行处理因此模拟量输入模块又叫AD转换输入模块模拟量的输出模块是将CPU处理后的二进制数字信号转换为模拟电压或电流再去控制执行机构因此模拟量输出模块又叫DA 转换输出模块2 高速计数模块高速计数模块是工业控制中常用的智能模块之一它可以把过程控制变量如位置信号速度值流量值累计等送入可编程控制器这些参量的变化速度很快脉冲宽度小于可编程控制器扫描周期按正常扫描输入输出信号来处理会丢失部分参量因此使用脱离可编程控制器独立计数的高速计数器对这些参量进行计数高速计数模块可对几十kHz甚至上MHz的脉冲计数当计数器的当前值等于或大于预置值时输出被驱动3 PID过程控制模块比例积分微分控制模块是实现对连续变化的模拟量闭环控制的智能模块可将PID模块看作一个过程调节器在PID模块上有输入输出接口和进行闭环控制运算的CPU模块一般可以控制多个闭环4 通信模块可编程控制器的通信模块相当于局域网中的网络接口通过通信模块数据总线和可编程控制器的主机连接用硬件和软件一起来实现通信协议可编程控制器的通信模块一般配有几种接口可以通过通信模块上的选择开关进行接口选择实现与别的可编程控制器智能控制设备或计算机之间的通信四电源PLC配有开关式稳压电源模块用来将外部供电电源转换成使PLC内部的CPU 存储器和IO接口等电路工作所需的直流电源PLC的电源部件有很好的稳压措施因此对外部电源的稳定性要求不高小型PLC的电源往往和CPU单元合为一体大中型PLC都有专用电源模块五外部设备接口外部设备接口是可编程控制器主机实现人-机对话机-机对话的通道通过它可编程控制器可以和编程器彩色图形显示器打印机IO扩展单元等相连也可以与其他可编程控制器或上位计算机连接外部设备接口一般是RS-232C或RS-422A 或RS-485串行通信接口该接口的功能是串行并行数据的转换通信格式的识别数据传输的出错校验信号电平的转换等六输入输出扩展单元输入输出扩展单元是可编程控制器输入输出单元的扩展部件当用户所需的输入输出点数或类型超出主机输入输出单元所允许的点数或类型时可以通过加接输入输出扩展单元来解决输入输出扩展单元与主机的输入输出扩展接口相连方式有两种类型简单型和智能型第三章可编程控制器系统设计第一节可编程控制器系统设计原则可编程控制器虽然是以微机技术为核心的一种控制装置但其工作方式与微机控制系统有很大的不同其主要区别是可编程控制器采用的是扫描工作方式和软继电器元件可编程控制器系统设计包括硬件设计与软件设计两个方面设计时可采用硬件与软件并行开发的方法这样可以加快整个系统的开发速度系统设计的主要内容及原则如下一硬件设计可编程控制系统硬件设计的内容主要包括PLC的选型输入输出设备选择控制柜的设计及各种图形的绘制等系统硬件设计应遵循的原则有如下几方面1充分发挥PLC的控制功能最大限度地满足控制系统的要求2力求控制系统经济实用操作方便3保证控制系统安全可靠4控制系统要具有可扩展性二软件设计可编程控制器系统软件设计的任务就是编写出能满足生产控制要求的PLC 用户应用程序即绘制出梯形图编制出指令语句表软件设计应遵循的原则有如下两方面1逻辑关系简明易读易改2少占内存空间减少扫描时间第二节可编程控制器系统设计步骤可编程控制器系统设计的一般方法和步骤的流程图如图31所示图31 PLC系统设计流程图第三节可编程控制器控制系统的硬件设计PLC的选择主要应从PLC的机型容量IO模块电源模块特殊功能模块通信联网能力等方面加以综合考虑一PLC机型的选择PLC机型选择的基本原则应是在功能满足要求的前提下保证可靠维护使用方便力争具有最佳的性能价格比具体选择时应主要考虑以下几个方面1结构合理机型统一PLC主要有整体式模块式叠装式几种结构形式整体式PLC的每一个IO点的平均价格比模块式的便宜且体积相对较小因此在控制规模不大工艺过程固定环境条件较好的场合应优先考虑采用整体式PLC但模块式PLC在功能扩展方面优于整体式模块式PLC的选择余地都比整体式PLC大维修更换模块判断故障方面较方便因此一般用于控制功能较复杂的控制系统2功能与任务相适应对于只有开关量控制的场合当对控制速度要求不高时可选用一般的低档小型机具有逻辑运算定时计数等基本功能能满足相应的控制要求对于控制比较复杂控制要求较高的大中型控制系统例如要求实现闭环控制PID调节通信联网等功能时可视控制规模及复杂程度选用扫描速度快控制功能强联网通信能力强的中高档PLC3响应速度要求如果设备的实时性要求高或者某些功能或信号有特殊的速度要求时则应考虑PLC的响应速度或响应时间可选用扫描速度高的PLC或选用具有快速响应模块如高速计数模块和中断响应处理功能的PLC等二PLC容量的选择PLC的容量包括两个方面一是IO点数二是用户存储器容量1IO点数的选择首先根据被控对象的IO设备对所需的IO点数进行统计开关量输入点数与开关量输出点数之比可按32估算通常IO点数是根据统计的点数数据再加上10%~15%的裕量来确定以防系统方案的修改或功能的扩展2存储器容量的估算用户程序所需的存储容量大小不仅与PLC系统的IO点数运算处理量程序结构控制要求等因素有关而且还与功能实现的方法程序编写水平有关通常采用经验估算方法来估算经验估算方法是根据每个功能器件类型和IO点数统计所需程序容量的估算公式是存储容量字节开关量IO点数×10模拟量IO通道数×100三输入输出模块的选择输入模块的主要任务是将输入信号转换为合适的电平信号根据输入信号的类型不同输入模块分为直流5122448V等和交流115220V等形式一般情况下信号传输距离在10m以内的可选择直流5V的输入模块信号传输距离在10~30m可选用直流12V或24V的输入模块48V以上的适用于信号传输距离更远的情况输出模块的任务是将PLC内部信号转换为外部的控制信号输出模块的输出方式有继电器输出晶体管输出晶闸管输出三种可根据实际需要选取对开关频繁功率因数低的电感性负载可选用晶闸管输出方式其缺点是价格高过载能力差继电器输出方式适用于电压范围宽导通压降小的负载且价格便宜带载能力强其缺点是寿命短响应速度慢晶体管输出方式比较适合开关频繁功率因数低导通压降小的负载四电源模块的选择电源模块的选择仅对于模块式结构的PLC而言对于整体式PLC不存在电源的选择电源模块的选择主要考虑电源输出额定电流和电源输入电压电源模块的输出额定电流必须大于CPU模块IO模块和其他特殊模块等消耗电流的总和同时还考虑今后IO模块的扩展等因素电源输入电压一般根据现场的实际需要而定五模拟量IO模块及特殊功能模块的选择PLC的模拟量IO模块的主要功能是数据转换模拟量输出模块是将PLC内部的数字量转换为模拟量信号输出至变频器阀门等装置典型模拟量IO模块的量程为-10~10V0~10V1~5V电压型及0~20mA4~20mA电流型等第四节 PLC的选取及介绍德国西门子公司生产的可编程控制器在我国的应用也相当广泛在冶金化工印刷生产线等领域都有应用西门子S7系列PLC体积小速度快标准化功能更强可靠性更高S7系列PLC 产品可分为微型PLC如S7-200小规模性能要求的PLC如S7-300和中高性能要求的PLC如S7-400等一SIMATIC S7-200 PLCS7-200PLC是超小型化的PLC它具有极高的可靠性丰富的指令集易于掌握便捷的操作丰富的内置集成功能实时特性强劲的通信能力丰富的扩展模块适用于各种场合中的检测监测及自动化控制的需要S7-200PLC的强大功能使其无论单。
基于PLC的电机故障诊断系统设计

基于PLC的电机故障诊断系统设计摘要:PLC电机已经成为国内外重要的工业生产流行设备,它具有大量的可编程设备仪器,能够很方便进行操作和管理。
本文从PLC电机组成和工作原理的分析出发,从对比当前传统的控制系统和PLC系统,并对电机故障作出了分析和处理方案。
关键词:可编程控制器PLC系统控制系统在工业生产过程中,大量的开关量顺序控制,它按照逻辑条件进行顺序动作,并按照逻辑关系进行连锁保护动作的控制,及大量离散量的数据采集。
传统上,这些功能是通过气动或电气控制系统来实现的。
1968年美国GM(通用汽车)公司提出取代继电气控制装置的要求,第二年,美国数字公司研制出了基于集成电路和电子技术的控制装置,首次采用程序化的手段应用于电气控制,这就是第一代可编程序控制器,称Programmable Controller(PC)。
个人计算机(简称PC)发展起来后,为了方便,也为了反映可编程控制器的功能特点,可编程序控制器定名为Programmable Logic Controller(PLC)。
PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
PLC在工业自动化控制特别是顺序控制中的地位,在可预见的将来,是无法取代的。
国控制类产品市场PLC的占有率已超过50%,而且保持着10%~15%的发展速度。
1 电机系统的组成和工作原理PLC电机系统的组成框图如图1所示,由上位计算机和1套PLC 测控系统组成。
PLC通过外部变送器、互感器与发电机组相连,发电机机端电压U、定子电流I为三相交流电,分别经电压互感器(PT)和电流互感器(CT)转换成三相100V、5A的二次信号,发电机转子励磁电流经过分流器RS转换成75mV信号,再经过三相功率(含有功、无功)变送器、三相电压变送器、直流电流变送器转换成与其成比例的0~10V 电压信号后输入到PLC的模拟量模块。
模拟量经过A/D转换,然后根据互感器、变送器的变换比例计算出机端电压U、转子电流If、有功功率P和无功功率Q的等机组运行量。
PLC故障排查及分析,这几招值得一学!附实例讲解

PLC故障排查及分析,这几招值得一学!附实例讲解PLC硬件损坏或软件运行出错的概率极低,检查故障时,重点应放在PLC的外围电气元件,PLC的故障大多数是外围接口信号故障。
维修时,只要PLC有部分控制的动作正常,就不用怀疑PLC的程序问题。
确认运算程序有输出,而PLC的接口没有输出,则为接口电路故障。
PLC系统的硬件故障多于软件故障,大多是外部信号不满足或执行元件故障引起,而不是PLC系统的问题。
可根据PLC输入、输出状态来判断故障。
PLC的输入输出信号都要通过I/O通道,有些故障会在I/O接口通道上反映出来,有时通过观察I/O接口状态,就可找出故障原因。
PLC都具有自诊断功能,检查故障时可根据报警信息,查明原因并确定故障部位,也是检查和排除PLC故障的基本手段和方法。
先判断故障是全局还是局部的,上位机显示多处控制元件工作不正常,提示很多报警信息,就需要检查CPU模块、存储器模块、通信模块及电源等公共部分。
经验表明PLC控制系统出现的绝大部分故障,都是通过PLC程序检查出来的。
PLC控制系统的动作都是按照一定顺序来完成的,观察系统的动作过程,比较故障和正常时的情况,大多可发现疑点,判断出现故障原因。
有些故障可在屏幕上直接显示出报警原因,有些虽然有报警信息,但并没有直接反映出报警的原因;还有些故障不产生报警信息,只是有些动作不执行;遇到以上两种情况,跟踪PLC程序的运行是检查故障的有效方法。
PLC系统故障分析PLC主要由中央处理单元、输入接口、输出接口、通信接口等部分组成,其中CPU是PLC的核心,I/0部件是连接现场设备与CPU之间的接口电路,通信接口用于与编程器和上位机连接。
对于整体式PLC,所有部件都装在同一机壳内;对于模块式PLC,各功能部件独立封装,称为模块或模板,各模块通过总线连接,安装在机架或导轨上。
PLC控制系统故障分为软件故障和硬件故障两部分。
PLC系统包括中央处理器、主机箱、扩展机箱、I/O模块及相关的网络和外部设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PLC电机故障诊断分析目录摘要 (2)Abstract (3)第一章绪论 (4)1.1 PLC 应用于故障诊断系统的发展现状 (4)1.2 故障诊断方法 (4)第二章PLC 介绍及设备总体结构介绍 (5)2.1 PLC 发展历程 (5)2.2 PLC 控制系统的发展前景 (6)2.3 PLC 的分类 (6)2.4 PLC 的组成 (8)第三章电机故障诊断系统设计与PLC 的选取 (11)3.1 PLC 的选取及介绍 (11)3.2 S7-200 系列PLC 的硬件配置 (13)3.3 系统框图 (16)第四章电机故障诊断系统设计 (17)4.1 电机故障等级分类 (17)4.2 故障诊断程序设计 (18)4.3借鉴专家系统故障诊断方法的实现 (20)第五章系统电源设计 (23)致谢 ......................................................... 错误!未定义书签。
参考文献 .. (25)Fault analysis of siemens plc control motor (26)摘要本文介绍了国内电机故障诊断系统设计以及存在的问题,同时介绍了可编程控制器的工作原理、选型依据。
设计了一种基于PLC 电机故障诊断系统,并且详细介绍了所选用的西门子S7-200PLC以及同类型的S7-300、S7-400PLC,根据设计要求对PLC 的输入输出I/O 进行了分配,并且编写系统运行的梯形图。
准备开机时,按下开机按钮后, 首先检测断路器状态, 如果断路器初始状态为闭合, 电机无法启动,并且声光报警。
如果断路器初始状态为断开,断路器合闸,电机开始启动。
在启动过程中,若发生一级故障, PLC 进行相应的保护动作。
启动完成后,“电机开/关指示灯”亮,电机正常运行。
运行过程中,PLC 依次循环检测电机是否发生相间短路、断相、低电压、单相接地、过负荷、过电流等故障,若有发生, PLC 进行相应保护动作。
关机时, PLC 接到关机命令后,断路器跳闸, “电机开/关指示灯”灭。
故障声光报警后,按“报警复位按钮”复位。
本设计的选题就是基于PLC 的电机故障诊断系统设计。
关键词:故障诊断PLC 电机AbstractThis paper introduces the domestic electrical fault diagnosis system design , as well as existing problems and introduces programmable controller at the same time the working principle and selection basis.A PLC-based design of the electrical fault diagnosis system design and detail on the choice of Siemens S7-200 PLC and the same type of S7-300 S7-400 PLC and according to the design requirements of the input and output of the PLC I/O for distribution and preparation of the ladder diagram system operation.Prepared to boot, press the button after boot, the circuit breaker status is detected first.If the circuit breaker initial state is closed, electrical doesn't start and sound and light alarm.If the circuit breaker initial state is disconnected , the circuit breaker close and the electrical star.t Start in the process, if a failure occurred, the protection PLC correspond action.Start after the completion of “motor on/off indicator light ” on , the electrical normal operate.Running process, PLC followed by motorcycle test whether there has been a phase short circuit, breaking phase, low-voltage,single-phase-to-ground, overload, over-current fault and so on.If occurred, PLC protection act accordingly shut down.PLC received shutdown orders, tripping circuit breakers,“motor on /off indicator light ” eliminate.Fault sound and light alarm at the “alarm reset button” reset.This choice is based on the design of the motor PLC fault diagnosis system design.Key words:Fault Diagnosis;PLC;Motor第一章绪论1.1 PLC 应用于故障诊断系统的发展现状PLC作为一种成熟稳定可靠的控制器,目前已经在工业控制中得到了越来越广泛的应用。
PLC系统的设计直接影响着工业控制系统的安全可靠运行。
一个完善的PLC系统除了能够正常运行,满足工业控制的要求,还必须能在系统出现故障时及时进行故障诊断和故障处理。
故障自诊断功能是工业控制系统的智能化的一个重要标志,对于工业控制具有较高的意义和实用价值。
1.2 故障诊断方法故障诊断一般有两种途径: 故障树方法和专家系统方法。
故障树方法利用系统的故障逻辑结构进行逻辑推理,由错误的输出找到可能的输入错误。
这种方法比较适用于系统结构相对简单,各部分耦合少的情况。
专家系统方法通过建立系统故障的知识库与推理机,计算机借助现场的数据利用知识库和推理机进行深入的逻辑推理,找出故障原因。
这种方法适用于系统结构复杂,各部分耦合强的大型工业系统。
PLC是现在应用较多的一种控制装置,利用PLC丰富的内部资源及强大的功能指令,编制故障检测报警程序,不仅可以替代继电器实现相应功能,还可以提高工作可靠性及其系统的灵活性。
第二章PLC 介绍及设备总体结构介绍2.1 PLC 发展历程在PLC 产生之前,工业控制设备的主流产品是以继电器、接触器为主体的控制装置,简称继电器控制系统。
所谓继电器控制系统就是用导线把各种继电器、接触器、开关及其触点,按一定的逻辑关系连接起来所构成的控制系统。
它具有价格低廉、对维护技术要求不高的优点,适用于工作模式固定、控制要求简单的场合。
随着工业自动化程度的不断提高,使用继电器构成工业控制系统的缺陷不断地暴露出来。
首先是复杂的系统使用成百上千各种各样的继电器,成千上万根导线,只要一个电器、一根导线出现故障,系统就不能正常工作,这就大大降低了这种接线逻辑系统的可靠性;其次是这样的系统维修及改造很不容易,特别是技术改造。
到了20世纪60年代末,人们设想能否把计算机的通用、灵活、功能完善与“继电-接触器控制系统”的简单易懂、使用方便、生产成本低等特点结合起来,生产出一种面向生产过程顺序控制、可利用简单语言编程、能让完全不熟悉计算机的人也能方便使用的控制器。
这一设想最早由美国最大的汽车制造商——通用汽车公司于1968年提出。
根据以上要求,美国数字设备公司在1969年首先研制出了全世界第一台可编程序逻辑控制器,并简称为“可编程控制器” 。
1971 年,日本从美国引进这项技术,开始生产可编程控制器。
1973 年,西德、法国等西欧国家也开始研制生产可编程控制器。
1974 年,我国开始研制可编程控制器,并在1977 年应用于工业生产。
从第一台PLC 诞生至今,大致经历了如下四次更新换代。
第一代PLC,多数用1位机开发,采用磁芯存储器存储,仅具有逻辑控制、定时、计数等功能。
第二代PLC,使用了8位微处理器及半导体存储器,其产品逐步系列化,功能也有所增强,已能实现数字运算、传送、比较等功能。
第三代PLC,采用了高性能微处理器及位片式中央处理单元,工作速度大幅度提高,同时促使其向多功能和联网方向发展,并具有较强的自诊断能力。
第四代PLC,不仅全面使用16位、32位微处理器作为CPU,内存容量也更大,可以直接用于一些规模较大的复杂控制系统,而且编程语言除了可使用传统的梯形图,流程图等,还可以使用高级语言,外设也更加多样化。
2.2 PLC 控制系统的发展前景现在,虽然出现了性能更加优越的DCS 和FCS 控制系统,PLC 控制也终将会被先进的FCS控制所取代,但是目前以及今后相当长的一段时间,PLC还会与DCS和FCS共存,这主要基于以下原因:(1)现在企业的确正在朝着自动化、信息化、开放化的方向发展,但这并不意味着要将现有控制系统推倒重来,企业投入大量的人力和财力建立起来的PLC 控制系统已经成型,如果要完全推翻再建立新的DCS和FCS控制系统,需要更大的资金投入,将造成很大的浪费。
(2)基于以上市场需求,许多软件厂商正在考虑如何利用企业已经成型的控制系统及新建的厂级网络,开发控制系统软件,帮助企业实现工厂自动化、信息化,为企业提供控制系统与管理网络的集成。
(3)目前,PLC的功能增强、结构优化,I/O 模块趋向分散化、智能化,编程工具和编程语言更具标准化和高级化。
(4)PLC 的联网通信能力增强,向高速度、多层次、大信息量、高可靠性及开放式的通信发展。
(5)现在的PLC 系统与DCS 技术、现场总线I/O 技术相结合,结构开放、扩展方便、技术先进、价格低廉。
由以上分析可以预见,未来PLC 将朝着多功能化、集成化、智能化、标准化、开放化的方向发展,故PLC 虽然面临其它自动化控制系统的挑战,但同时也在吸收它们的优点,互相融合,不断创新,在今后一段时间内将与其它先进控制方式并存,共同发展。