炉温曲线测量管理规程-新版
炉温测试规范
炉温测试规范1 每周二、三早班或更换机种都要进行炉温测试,测试工具SM2002C温度曲线记录仪器,具体操作参考SM2002C温度曲线记录器使用说明书。
2 测试范围:要求测试现使用的所有烘炉,温度范围0℃~350℃。
3 领用:当使用炉温测试仪之前,要检查各配件齐全完好:⑴RS-232通讯插座一根(一般在电脑上)⑵充电控制器一个⑶锁扣三个(其中两个在保温套上)⑷保温套一个⑸记录器一个⑹热电偶三根(带插头)要检查热电偶接头处焊球完好。
⑺高温焊锡丝,确认要有。
4使用注意事项:⑴向PC机发送数据当测试完一个温度后,记录器开关OFF,在没有接上通讯线时,不允许把开关打开,否则会丢失数据。
⑵对记录器充电:对记录器充电时,快速充电指示灯亮表示进入快速充电状态,灯灭表示充电完成,可以结束充电。
严禁对记录器充电超过24小时,防止过度充电损坏记录器。
⑶不能让记录器停留在250℃以上的炉膛中超过10分钟,这会使记录器的温度过高,导致不可恢复的损坏。
⑷不能把记录器和充电器放在高温、寒冷或潮湿的地方。
⑸不能让热电偶插座和连接的热电偶接触高电压或带有静电的物体,那样会损坏记录器,在测试中,要用相对应的线路板,并要把热电偶线用高温焊锡丝焊在线路板上。
⑹记录器不能禁受冲撞或从高处跌落,要轻拿轻放,测试时一定要装上保温套,否则会对记录器产生永久性损坏。
⑺当测试完一次温度时,要等记录器降温至不烫手时才可以继续测试。
⑻当一个温度测试完成,打印温度曲线后,要与工艺文件要求比较,如果符合工艺文件要求,在打印纸上注明: A 设备名B 温度设定C 速度设定D 测试日期E 测试者F 状态确认G 夏普DBS要在曲线上画出150℃-200℃的时间,200℃以上的时间,标出最高温度。
本厂的要标出200℃以上的时间和最高温度。
H 在下方要注明各工艺文件的要求,如果不符和工艺文件要求,要继续调整,直至符和工艺文件要求,待部门主管签字后生效。
如果实测的温度设定超过工艺规定,立即当天完成工艺文件的修改。
炉温曲线的管理规范

炉温曲线的管理规范炉温曲线的管理规范1.目的:为了能正确测量炉温曲线,提高产品的焊接质量,并保存曲线文档,以便后续生产需要进行调用。
2.测温板的申请:新品在DVT2阶段,申请1块空PCB板和2套物料。
3.测温板制做和曲线设定:新品的测温板和曲线设定都由试产工程师完成。
3.1测温板的制做:3.1.1测温板选取测温点:(1)测温点数量必须制作3-5个测温点。
(2)结合重要元器件的温度特性。
(3)元件的分布状况。
3.1.2焊接测温点:(1)焊接材料:必须用高温焊锡丝,不能用普通焊锡丝。
(2)焊接点:焊点应完全把热电偶的测温点裹住,而不要让它一部分曝露在外面;在保证测温点裹住的前提下应尽量使焊接点小。
3.1.3红胶固定:(1) 固定点数量:至少必须制作2个固定点。
(2) 固定点位置:第一个固定点在离测温点的0.5CM处,第二个固定点在离测温点2CM 处。
3.1.4高温胶带固定:(1) 热电偶测试线必须整齐,不能胡乱堆叠。
(2)用高温胶把热电偶测试线整齐固定在测温板上。
4.测温板的管理:由技术组长统一保管;如有坏板,请反馈给量产工程师。
5.测试方法和要求:请参考测量回温曲线作业指导书。
6.炉温曲线的判断和保存:请参考各产品的作业指导书-----焊前检验2。
6.1如测量出来的炉温曲线符合各产品的作业指导书要求,请存档d:/TEST/产品名称+日期,并在当班后用邮件的方式发给江苹苹统一保存;如江苹苹第二天早上没有收到邮件,要求当班技术员在第二天早会后补发。
6.2如测量出来的炉温曲线不符合各产品的作业指导书要求,请重新测量: a. 如再一次测量出来的炉温曲线符合各产品的作业指导书要求,同5.1。
b.如再一次不符合各产品的作业指导书要求,判断测温板是否坏了,用另一块平台的测温板再测量一次。
如果NG,请反馈给量产工程师,由量产工程师制做测温板并调整曲线设定。
注意事项:1. PROFILE曲线以保证产品品质为第一前提。
波峰焊炉温曲线测试操作规程
波峰焊炉温曲线测试操作规程Q/HXX/XX-XXXX-XX/XX-XXXX 波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
适用范围:公司所有经波峰焊接产品之炉温曲线测量。
作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,周一和周五每条线各测试一次,因炉温测试仪器需与车间共用,需与SMT车间错开测试时间。
测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。
选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB锡反面的温度。
4.1.2引脚密集、焊盘孔小的DIP器件。
曲线参数标准设定(SAC-3JS温区)5.1.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:SAC-3JS(2温区)5.1.2 预热段温度110—145℃预热时间:30—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃曲线参数标准设定(MWSI温区)5.2.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:MWSI温区(3温区)5.2.2预热段温110—145℃预热时间:40—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃曲线参数标准设定(MPS-400B温区)5.3.1锡膏型号:Define Your Own Spec。
熔点:183波峰炉:选择性波峰焊MPS-400B(4温区)5.3.2 预热段温度110-145℃预热时间:40—60s全球偏好:设置测量单编辑制程界限:硬件状态:显示开始测试温度曲线:按照浏览温度曲线:管退出:退出软件图二温度:摄氏产品开始测试时的最高温度:33℃±2℃温度测试硬件:SlimKIC 2000,数据储存语言:中文简体-Simplify 工程师密码:不勾选图三6.4 编辑制程曲线(图四)制程界限名称:若要新添加制程界限,可自行命名。
波峰焊炉温曲线测试规
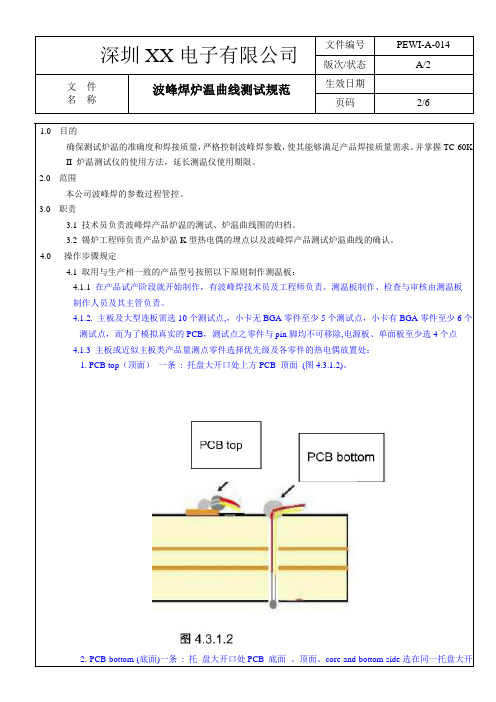
文件名称波峰焊炉温曲线测试规范生效日期页码3/6口处,并以少量红胶固定于PCB上(图4.3.1.2)。
测温端点皆不可以被定位红胶黏着覆盖。
(图4.3.1.2)。
3. 电解电容通孔一条: 选择电容负脚,测温点放置在负极通孔内部,且不可露出板面,如无则选择,则选择通孔零件的地脚。
4. Dwell time(触锡时间):靠近PC板中央托盘大开孔处钻孔(孔径约1.0mm),测温点需突出底面板面约1~1.5mm。
5. 选择最靠近托开孔的2颗BGA各一条, 量测点放置在距离托开孔较近处,需选择信号焊盘埋设。
6. DIMM区域一条: 于托架大开孔区(建议优先选取DIMM的位置)顶面选一连接大铜箔的贴片焊盘,可将零件移除用高温锡丝将测温端点焊于焊盘上。
(图4.3.1.2.7)7. 电解电容电解电容本体表面一条,测温端点以高温锡丝焊接于电解电容上方表面并以少量红胶(<0.4MM见方)进行固定,若板上无电解电容时则可不测。
(图4.3.1.2.8).8. 选择托开孔上方或最靠近托开孔的顶面SMT 区域,如QFP或SOP零件,需选择其一,使用高温锡丝将测温端点焊接于一支信号焊盘与零件脚中间,参考图4.2.1.2.2。
文件名称波峰焊炉温曲线测试规范生效日期页码5/64.5 用鼠标点击桌面“O-DA TAPRO”,输入效验码6个8,分别输入产品信息。
(客户、产品型号,线别、温区数量及温度、链条速度等等)4.6 将数据下载线与TC-60K II连接,点击“下载”等待下载完后关闭电源开关,提取产品温度曲线,并打印存档。
(保存在电脑指定位置,便于追溯)4.7 根据5.0项的要求分析产品温度曲线是否在标准范围内,如果产品参数测试不合格,依据标准参数重新设置波峰焊产品参数,待温度稳定后按4.10-4.12步骤重新设置测试,直到产品参数测试合格后方可以过炉生产。
4.8 产品在波峰焊接中如果出现有空焊、连锡不良时,应重新制定产品曲线参数。
波峰焊炉温曲线测试操作规程

Q/HXX/XX-XXXX-XX/XX-XXXX波峰焊炉温曲线测试操作规程日实施月年201401122014年月日发布1205共12页第1页1.目的:1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。
对波峰炉温进行监控,以提高产品质量。
2.适用范围:2.1公司所有经波峰焊接产品之炉温曲线测量。
3.作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,每日周一和周五每条线各测试一次,因炉温测试仪器需与SMT车间共用,需与SMT车间错开测试时间。
4.测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。
4.1选取测试点一般选取三个及以上的焊点进行测试。
焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB触锡反面的温度。
4.1.2引脚密集、焊盘孔小的DIP器件。
4.1.3引脚焊盘孔大的DIP器件。
4.2埋线给测温线分别编号,如1,2,3……。
1号测温线为探温热电偶,无需固定。
将测温线插入焊盘孔,打上适量红胶,用热风枪加热,直至红胶凝固。
对于4.1.1的测试点,将测温线搭在焊盘上,打上红胶,用热风枪加热固定。
测温板具体使用详见6.5。
5 曲线参数标准设定测试仪,有铅制程。
基于KIC20005.1曲线参数标准设定(SAC-3JS温区)熔点:183℃波峰炉:SAC-3JS。
5.1.1锡膏型号:Define Your Own Spec(2温区)5.1.2 预热段温度110—145℃预热时间:30—60s回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.2 温区)MWSI曲线参数标准设定(温区)3波峰炉:MWSI温区(熔点:183℃ 5.2.1锡膏型号:Define Your Own Spec。
5.2.2预热段温110—145℃预热时间:40—60s 回流段温度 183℃以上回流时间:2—5s最高温度:233--255℃5.3曲线参数标准设定(MPS-400B温区)熔点:183℃波峰炉:选择性波峰焊MPS-400B(5.3.1锡膏型号:Define Your Own Spec。
炉温曲线标准

炉温曲线标准1.目的提供回流炉焊接曲线参考范围,确保产品焊接质量。
2.范围该工艺规范适用于SMT 回流炉生产单双面板。
3.定义无. 4.职责工艺工程师: 制定维护回流温度控制工艺规范, 在试产中过程中产品工艺工程师针对不同产品进行回流曲线设置, 曲线设置参数作为技术文件在量产后移交给制造部.工艺工程师在量产后根据产品品质状况进行优化回流曲线参数设置, 继续对炉温参数设置进行优化调整.现场工程师(设备/工艺) : 确认回流炉温度曲线是否正常.工艺技术员: 回流温度曲线测试.IPQC:确认回流曲线是否经过工程师确认,并发现异常情况进行反馈给工艺工程师. 5.作业内容5.1回流炉设定温度参照下表执行,不同的产品可参考该范围进行回流曲线设置。
锡铅合金焊接工艺:5.2回流炉温度曲线示意图:(锡铅焊接工艺参考曲线)250220℃180℃备注:该图形仅供参考,温度设定参考上表数据进行, 在实际测的曲线与该参数范围内有少许差异时, 工程师根据现场品质状况与测试板的状态进行现场分析确认, 如工程师判为合格则签字确认.5.3采用无铅焊料合金焊接的回流炉温度要求。
5.3.1无铅焊料合金的选择无铅焊料合金采用锡/银/铜(Sn/Ag/Cu,简称:SAC305),合金成份范围(重量%):Sn/(96.5%),Ag/(3.0%),Cu(0.5%) ,合金熔点:217℃`5.3.2回流焊接的峰值温度和220℃熔点以上的时间峰值温度范围:245℃+/-5℃;217℃熔点以上的时间:50秒-90秒;升温速度<3℃/秒;降温速度:-1℃/秒_-5℃/秒。
5.3.3. 助焊剂活化温度 150℃-180℃之间的保温时间为: 50-90秒.6.附件无第 2 页共2 页。
炉温曲线测试规范
1.目的:规范SMT炉温测试方法,为炉温设定、测试、分析提供标准,确保产品质量.
2.范围:PCB’A部SMT所有炉温设定、测试、分析及监控.
3.职责:
3.1工程师制定炉温测试分析标准,炉温测试员按此标准测试、分析监控炉温.
3.2生产线人员和炉温测试员及时反馈不良状况给工程师,以便适时改善炉温设定.
3.3.IPQC定期监控炉温设置状况,保证制程稳定.
4.定义: 无
5.程序
5.1测试环境:15℃~30℃
5.2测试时间:每班一次。
(换线或其它异常情况例外)
5.3测试板:生产中使用已贴装组件的PCB板
5.4测试板放置方向及测试状态﹕
5.4.1客户对放板方向有要求,以客户要求为准.
5.4.2客户对放板方向无要求:定位孔靠向回焊炉操作一侧水平垂直放入履带中间.
5.4.3 若回焊炉中央有SUPPORT PIN ,测温时空载测试。
若回焊炉中央无SUPPORT PIN
时﹐测温时以满载测试。
5.5.测试点的选取
5.5.1客户有指定选取测试点的板必须使用客户指定的测试点进行炉温测试.
5.5.2客户没有指定选取测试点的板,选取测试点必须遵循以下要求:
5.5.2.1至少选取三个点作为测试点,有BGA时BGA测试点不少于两点,测试BGA锡球
和BGA表面温度各一点.有QFP时在IC脚焊盘上选取一点测试IC脚底部温
度,最后一点测试PCB表面温度或CHIP零件温度。
若一块PCB上有几个
QFP﹐优先选取较大的为测试点。
5.5.2.1.1 PCB’A 为100个点以下﹐则测温板只需选择三个点。
此三点选取必须符合。
炉温曲线测试规范-4页

炉温曲线测试规范1.目的 本规范规定了炉温曲线的测试周期、测试方法等,以通过定期的、正确的炉温曲线测试确定最佳的曲线参数,最终保证PCB装配的最佳、稳定的质量,提高生产效率和产品直通率。
2.定义 2.1回流曲线 在使用焊膏工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在回流焊炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2.2固化曲线 在使用点胶或印胶工艺方式中,通过固定在PCB表面的热电偶及数据采集器测试出PCB在固化炉中时间与温度的可视数据集合,根据焊膏供应商推荐的曲线,对不同产品通过适当调整温度设置及传输链的速度所得到的最佳的一组炉温设置参数。
2.3基本产品 指在一个产品系列中作为基本型的产品,该系列的其它产品都在此基础上进行贴装状态更改或对印制板进行少量的改版,一般情况下一个产品系列同一功能的印制板其图号仅在版本号上进行区分,如“***-1”与“***-2”或“***V1.1”与“***V1.2”等。
2.4派生产品 指由于设计贴装状态更改、或印制板在原有基础上进行少量的改版所生成的其所改动的CHIP 类器件数量未超过50只、同时没有对外形尺寸大于□20mm×20mm的IC器件(不包括BGA、CSP等特殊封装的器件)的数量进行调整的产品。
2.5全新产品 指产品公司全新开发、设计贴装状态更改或印制板在原有基础上改版时所生成的其所改动的CHIP类器件数量超过50只、或对外形尺寸大于□20mm×20mm的IC器件的数量进行调整的产品。
凡状态更改中增加或减少了BGA、CSP等特殊封装的器件的产品均视为全新产品。
2.6测试样板 指用来测试炉温的实装板,该板必须贴装有与用来测试的生产状态基本一致的元器件。
3.职责 4.炉温测试管理 4.1炉温测试周期:原则上工程师根据当月所生产的产品应每月测试一次,将测试结果记录在“炉温参数设置登记表”上,并将炉温曲线打印存档。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
XXX有限公司
文件编号:
批准:实施日期:2020.01.01 JJHT/ZLZD-03-2020(02D)
版次:A/2 编写:XXX 发放部门:XXX
炉温曲线测量管理规程
1.目的:指导回流焊锡工艺以及胶水固化的回流炉之温度的设定。
2.适用范围
适用于电子分厂SMT生产车间,采用熔点为200-220℃的无铅焊膏、以及使用环氧树脂类型胶水(红胶)进行固化的生产
3.定义:无
4.职责
工程:工程师判断温度profile的正确性。
品质:质量部IPQC按照规定要求监督和检查温度profile的执行情况,并如实记录温度。
生产:生产部技术员按照规定要求设定和测量温度并负责制作测温板
5.工作内容
5.1炉温测量时间
5.1.1 生产线转换机种,过炉前必须测量温度profile。
5.1.2 回流炉维修保养后,开机生产前必须测量温度profile。
5.1.3 回流炉停机4小时以上,开机生产前必须测量温度profile。
5.1.4 同一机种除了开始的时候测量温度profile,回流焊没有中途出现5.1.2、5.1.3、修改
炉温和软件、硬件故障等条件下每12H测一次温度profile。
5.1.5 工艺工程师的要求测量温度profile条件下需测量profile。
5.2 测量所需工具
5.2.1 高温锡线:成分大致Pb90Sn10,熔点温度约304度
5.2.2 PCB:和生产产品类似的PCB。
5.2.3 热电偶:K型,温度测量范围-200~1250℃,精度±1.5℃。
5.2.4 烙铁:烙铁温度可以达到450℃。
5.2.5 手钻:直径约1mm的钻头
5.2.6 测温仪:温度profile专用测量仪器。
5.3 测温板的制作:
5.3.1 本司规定在温度profile测量中测量3点温度,分别为PCB表面温度、BGA底部温度(如
果无其它测量点,BGA测量两点),如果产品中有CPU插座等温度敏感元件也必须测量一点。
如果PCB有其它特殊的地方也需要在该点测量温度。
5.3.2 热电偶探头的两根金属线只有在探头处接触,其它处不可以接触;焊接点的锡量适量,
否则影响测量温度的准确性。
5.3.3 BGA点测量线制作:
1.使用电钻将BGA底部中间钻1.0mm的孔
2.将热电偶从PCB下面穿过,将探头固定于BGA内排锡珠的区域
3.将BGA焊接于PCB上,并使用红胶固定BGA对角固定上
4.将热电偶线用红胶或高温胶纸固定在PCB上,防止脱落
当测温线直径不大于0.3mm,放于BGA下面不会导致BGA浮高室,
可以不钻孔,直接放于BGA下面
5.3.4 其它元件采用高温锡线焊接于元件焊点处;PCB表面可采
用红胶固定或高温胶带贴于PCB上
5.3.5 热电偶接线中,防止将两根测温线在插座处接反,将导致
不能测量温度
5.3.6 测温板的使用寿命:一般定义测温板的使用寿命为50次
左右,但是当使用次数增多,测温板发生严重变黄或是碳化应
重新制作测温板,以防止测温误差的产生。
5.3.7 测温线测点端接头分开后,请用烙铁烙接回去,切勿扭绞。
测温线老化后,出现碳化、黑化,如果与新线比误差超过±1.0%,
或外皮破损,短路,将不允许继续使用
5.4 温度曲线测量过程:
5.4.1 选择和实际生产产品相同的测温板或是形状、层数和焊接
元件相似的测温板进行测量;客户有特殊要求的需要客户提
供相关产品测温板或到现场确认炉温后方可生产。
5.4.2 制作好测温板,将热电偶插座插入测温仪
5.4.3 检查回流炉的轨道及网带宽度,查看是否和PCB、测温仪
的宽度相符合
5.4.4 打开测温仪的电源开关和测温开关
5.4.5 合上测温仪的高温保护套,并将PCB和测温仪放入回流炉内 5.4.6 测温仪和PCB回流自动测温
5.4.7 出炉后立即关闭测温开关,停止记录温度
5.4.8 在电脑上读出数据并保存
5.4.9 分析测温数据是否满足要求
5.4.10 若不满足要求,重新调整温度平衡后再次测量
5.5 测量中注意事项:
5.5.1 注意测温仪内电池的电量情况,随时充电,每使用3天必
须充电,以防止需要测量时电池电压不足,耽搁生产情况
5.5.2 测温仪的内部温度不能超过90℃,否则可能损坏测温仪内
部工作电路,测温完成后注意使用风扇给测温仪降温
5.5.3 测量前需要注意轨道的宽度是否适合测温仪和PCB板;更改
轨道宽度时防止接板治具致损坏轨道,造成轨道变形或前后宽度不一
5.5.4 测温仪出炉时不可以关闭电源,否则造成测试数据丢失
5.5.5 测试所得的温度曲线注意保存,以备查看,防止丢失
5.5.6 测试炉温前应该先将测温仪内部数据清楚掉,再进行测试
5.6 PCBA过炉注意事项:
5.6.1 双面回流中,生产B面时,捡板员、IPQC、技术员需要
大致确认元件的焊接状态,防止出现批量性不良,待生产A面时
进行全面的检查止出现批量性不良,待生产A面时进行全面的检查
5.6.2 双面回流中,生产A面时,一般采用过轨道方式进行回
流作业;如果PCB发生变形,且无复杂或特殊元件,可以采用载
具托着PCS的方式进行过炉作业。
但是,当PCB之B面有复杂或特
殊元件的,必须采用模具过炉作业。
如果客户提供过炉模具的,必
须依照客户要求作业,不得更改任何作业方式
5.6.3 生产中发现不确定元件耐温特性的,需要查找元件承认
书和确认温度特性后,根据其要求,调整温度后,才可以过炉作业
;对于温度敏感元件,必须对该点进行采点测试,严格控制其温度
5.6.4 对于大型、复杂、形状特殊或热容量大之元件,必须对该点
底部进行采点测试;外型大的元件,也必须对其上表面进行测试
5.6.5 客户有特殊要求或客户提供测温板或元件的,必须按照客
户的要求执行
5.6.6 元件有外型保护装置的,在生产中不可以将其去除,防止
后续损坏
5.6.7 回流焊接参数只有在工程师或技术员确认温度后,方可以
过炉进行生产
5.6.8 生产时,先试产2片,经过检验合格后,方可以过炉进行
批量生产
5.6.9 过炉生产时,板与板之间的距离,需要保持在7~8cm左
右。
防止放板密度过大,拉低回流焊接温度,影响产品焊接质量
5.6.10 如果客户有特殊要求,按照客户的要求执行
5.7 测试曲线要求
5.7.1 红胶工艺温度曲线要求
5.7.1 .1 固化温度与时间:150℃±10℃之间保持80-120s;
5.7.1 .2 最高温度不超过160℃;
5.7.2 无铅焊锡膏焊接曲线要求:
5.7.2 .1 合金类型为Sn9
6.5Ag3.0Cu0.5锡膏一般要求
5.7.2 .2 合金类型为Sn64Bi35Ag1.0锡膏一般要求
+
5.7.3 混合要求
1.如果采用印锡膏后再点胶工艺时,固化以锡膏回流温度曲线为准
2.测温时可在测温板上设多个测温点,但以产品上体积最大元件的焊点的温度为准,若有BGA
类型的要以BGA底部温度
5.8 所选用的锡膏或红胶有特殊要求时,参考锡膏或红胶的规格书为准
5.9 测温板的制作和炉温曲线的测试由技术员按工艺要求完成,特殊情况需要工艺工程的指
导。
转机种时由IPQC知会技术员需要测试profile
5.10 注意隔热防护,测炉温时须带高温手套
6.相关文件:无
7.相关记录:无
8文件修改履历
8.1 2017.4.30 A/0版新版发行
8.2 2017.8.21 A/1变更红胶温度曲线参数
8.2 2018.8.30 A/2变更锡膏温度曲线参数。