chapt7(发动机现代设计)
KAIJO焊线机FB-900的中文说明书09_Chapt_7(精)
第7章自动焊线与Error处理目录7-1 AUTO B’ g(自动焊线的开始7-2 AUTO B’ g(自动焊线的停止7-3 AUTO B’ g(自动焊线中的Error履历版変更内容変更日1 初版 2010/01/017-1 AUTO B’g(自动焊线的开始准备完了之后开始进行焊线。
确认Loader的Magazine Changer里有已放入产品的料盒,unloader 的Magazine Changer里有空料盒。
又,如在送出位置有料盒时需要取出料盒。
请将[LOADER STOP]开关,[BONDING CHECK]开关设为OFF。
● 请仔细确认料盒的摆向,料盒内的支架摆向,搬送程序与实际产品是否一致。
以上情况不正确时,会导致不能正常执行产品的搬送,损坏产品的情况发生。
● Stocker(储存站里安装料盒时小心支架脱落。
又,在支架飞出料盒的状态下欲安装料盒会使支架变形。
敬请注意。
7-1-1 Full AUTO B’g(全自动焊线转换对位MODE到[FULL],B’g (焊线MODE 到[BOND]。
按 START 开关。
引线框架搬送到B’g Stage(焊线区域,自动执行对位后进行B’g(焊线。
7-1-2 Semi-AUTO B’g(半自动焊线按 START 键。
相对于Full AUTO B’g(全自动焊线自动执行对位,在Semi-AUTO B’g(半自动焊线中必须有操作员手动进行对位操作。
[ SKIP ] : 不执行此芯片的对位与焊线转到下一个。
「工程管理」的SKIP DMODE (略过模式下,选择[BY CHIP]转到下一个芯片,选择 [BYUNIT]转到下一个unit(执行搬送。
请从Semi-AUTO(半自动对位继续进行操作。
(此时,1个单位1个芯片的情况与[EJECT]相同动作。
[ EJECT ] : 搬送焊线区域上的1coma,返回到开始前的操作画面。
成为Auto Mode的开始等待状态。
Chapt.7-1 酸碱理论
酸和碱
酸碱概念与有机化合物的分析鉴定、分离提纯以及有 机合成化学和有机理论的发展密切相关。 11.1 酸碱概念的近期发展 11.1.1 水-离子论 Arrenius与1889年提出了该理论。该理论认为,凡是在水 中能电离产生氢离子的物质是酸,而产生氢氧根离子的物 质则是碱。酸碱中和发生反应生成盐和水。 局限性:将酸碱范围限制在水溶液中,并且不包括那些不 产生H+或OH-的物质。 11.1.2 溶剂论 Franklin于1905年提出,能离解出与溶剂相同的正离子的 物质是酸,离解出与溶剂相同的负离子的物质是碱。中和 作用是正负离子结合的反应,并且生成溶剂分子。
11.3.2 立体效应
立体效应指基团处于它们的范德华半径所不允许的范围时产生的一 种排斥作用。过渡态中立体效应大于基态时则体系必须提供额外 的能量来克服这种差别,导致反应速率下降。 例如邻位叔丁基苯甲酸的酸性比对位叔丁基苯甲酸,是由于邻位庞 大的基团使羧基和苯环的共平面性较对位取代物来说得到削弱。 其实,所有邻位取代的苯甲酸酸性都比对位取代的强。 在,- 不饱和烯酸的顺反异构体中,一般可看到较大的取代基和羧 基处于同侧时酸性较强,这也是由于邻近基团的空间接近,相互 挤压使羧基和烃基不易处于同一平面内,从而使共轭作用受到破 坏所致。
O - H+ RCOOH R C O R C O O
OH -H+
O
O -
O -
O
苯酚的酸性比醇的大,也是由于苯氧离子上的负电荷可通 过共振效应得以分散到苯环上而稳定的缘故。 苯胺上的硝基则是由于硝基的-I效应使其酸性增强,但是 与间位取代的硝基相比,对位硝基的影响作用更大,这 里除了“-I效应”以外还有共轭效应在起作用。然而间 位硝基取代则只有“-I效应”存在。
发动机基本构造解析
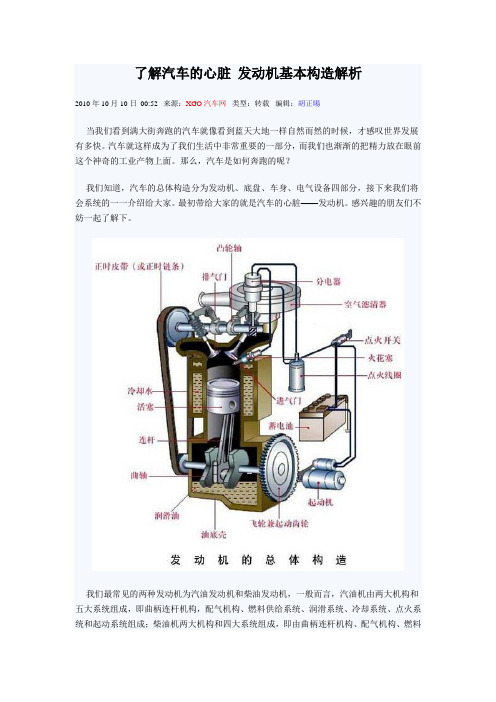
了解汽车的心脏发动机基本构造解析2010年10月10日00:52 来源:XGO汽车网类型:转载编辑:胡正暘当我们看到满大街奔跑的汽车就像看到蓝天大地一样自然而然的时候,才感叹世界发展有多快。
汽车就这样成为了我们生活中非常重要的一部分,而我们也渐渐的把精力放在眼前这个神奇的工业产物上面。
那么,汽车是如何奔跑的呢?我们知道,汽车的总体构造分为发动机、底盘、车身、电气设备四部分,接下来我们将会系统的一一介绍给大家。
最初带给大家的就是汽车的心脏——发动机。
感兴趣的朋友们不妨一起了解下。
我们最常见的两种发动机为汽油发动机和柴油发动机,一般而言,汽油机由两大机构和五大系统组成,即曲柄连杆机构,配气机构、燃料供给系统、润滑系统、冷却系统、点火系统和起动系统组成;柴油机两大机构和四大系统组成,即由曲柄连杆机构、配气机构、燃料供给系统、润滑系统、冷却系统和起动系统组成,柴油机是压燃的,不需要点火系统。
下面就来简单的认识下这几个部分。
●曲柄连杆机构曲柄连杆机构是发动机实现工作循环,完成能量转换的主要运动零件。
曲柄连杆机构的主要零件可以分为三组,机体组、活塞连杆组和曲轴飞轮组。
我们知道发动机共有进气、压缩、做功、排气四个行程,在做功行程中,曲柄连杆机构将活塞的往复运动转变成曲轴的旋转运动,对外输出动力,而在其他三个行程中,由于惯性作用又把曲轴的旋转运动转变成活塞的往复直线运动。
总的来说曲柄连杆机构是发动机借以产生并传递动力的机构。
通过它把燃料燃烧后发出的热能转变为机械能。
●配气机构一般汽车的发动机都采用气门式配气机构,其功用是按照发动机的工作顺序和工作循环的要求,定时开启和关闭各缸的进、排气门,使新气进入气缸,废气从气缸排出。
气门传动组的两种常见形式气门式配气机构由气门组和气门传动组两部分组成,每组的零件组成则与气门的位置、凸轮轴的位置和气门驱动形式等有关。
现代汽车发动机均采用顶置气门,即进、排气门置于气缸盖内,倒挂在气缸顶上。
6北京现代Tau发动机介绍
燃油分配管
锁止装置
燃油入口
后
7
8
5
6
3
4
1
2
前
► 点火顺序 : 1-2-7-8-4-5-6-3 ► 特性与theta II 点火线圈相同
- 独立点火 (8 个点火线圈) ► 填加锁止装置到连接器
- 双锁止装置
PCSV
燃油入口
缓冲器
► SUS燃油分配管 ► 燃油分配管由软管连接
※注意:用吊挂移动时不要损坏软管。 ► 燃油分配管上装有2个缓冲器。
- 改变外壳尺寸
2009所有权均予保留。 未经现代公司书面同意,此出版物不准以任何形式复制,储存,传播全部或部分内容。
Tau (τ) 发动机
EMS 部件– 火花塞 / ETC
火花塞
18
ETC
铂 铂
铱
铱
λ铱金式
Tau 铱金式
填加 “I” 标记
► Bosch ETC ► 特性与 theta ETC 相同
15
PCSV (清除控制电磁阀) 油压开关连接器
油压开关
Tau (τ) 发动机
EMS 部件
CMP
VIS电磁阀
爆震传感 器连接器 氧传感器
CKP
2009所有权均予保留。 未经现代公司书面同意,此出版物不准以任何形式复制,储存,传播全部或部分内容。
16
CMP
爆震传感器连接器 氧传感器
Tau (τ) 发动机
蜂窝型气门弹簧 进气 CVVT
OCV
排气 CVVT
▶ 双 CVVT - 进气 CVVT 工作角度: 45 ° - 排气 CVVT 工作角度: 45 ° - 分离 OCV 滤清器
▶ 末端支点摇臂型气门机构 - 使用蜂窝型气门弹簧 - 减少气门机构摩擦
Chapt-7
第7章血液凝固和纤维蛋白溶解第一节血液凝固血液凝固(blood coagulation)是指血液由流动的液体状态变成不能流动的凝胶状态的过程,其实质就是血浆中的可溶性纤维蛋白原转变成不溶性的纤维蛋白的过程一、凝血因子凝血因子(coagulation factor,或clotting factor): 血浆与组织中直接参与血液凝固的物质•除FⅣ是Ca2+外,其余的凝血因子均为蛋白质•FⅡ、FⅦ、FⅨ、FⅩ、FⅪ、FⅫ、FⅩⅢ和前激肽释放酶都是丝氨酸蛋白酶,以酶原的形式存在•除FⅢ外,其他凝血因子均存在于新鲜血浆中•FⅡ、FⅦ、FⅨ、FⅩ的生成需要维生素K的参与,凝血因子因子同义名合成部位Ⅰ纤维蛋白原肝细胞Ⅱ凝血酶原肝细胞(需维生素K)Ⅲ组织因子内皮细胞和其他细胞Ⅳ钙离子(Ca2+)_Ⅴ前加速素,易变因子内皮细胞和血小板Ⅶ前转变素,稳定因子肝细胞(需维生素K)Ⅷ抗血友病因子肝细胞Ⅸ血浆凝血活酶肝细胞(需维生素K)ⅩStuart-Prower 因子肝细胞(需维生素K)Ⅺ血浆凝血活酶前质肝细胞Ⅻ接触因子或Hageman因子肝细胞ⅩⅢ纤维蛋白稳定因子肝细胞和血小板_高分子量激肽原肝细胞二、凝血过程(一)凝血酶原酶复合物的形成有两条途径外源性凝血途径内源性凝血途径(extrinsic pathway) (intrinsic pathway)⏹凝血酶原酶复合物(prothrombinase complex )F Ⅹa-F Ⅴa-Ca 2+-磷脂复合物⏹因子Ⅹ酶复合物(tenase complex )内源性途径因子Ⅹ酶复合物:F Ⅸa-F Ⅷa-Ca 2+-磷脂复合物外源性途径因子Ⅹ酶复合物:F Ⅶa-F Ⅲ复合物凝血过程中形成的三个重要的复合物(二)通过共同的途径激活凝血酶原和生成纤维蛋白凝血酶(thrombin )具有多种的功能:①使纤维蛋白原转变为纤维蛋白单体;②激活FⅩⅢ为FⅩⅢa。
使纤维蛋白形成纤维蛋白多聚体凝块;③激活FⅤ、FⅧ和FⅪ,形成凝血过程中的正反馈机制;④激活血小板,为因子Ⅹ酶复合物和凝血酶原酶复合物的形成提供磷脂表面,加速凝血。
7现代制造系统解析
工业工程导论
引导案例 大型飞机的设计制造是一个复杂的制造系统工程,波音787飞机的研制过程中大量地 采用了并行工程、虚拟制造、计算机集成制造、精益生产等现代制造模式和技术。波 音公司用了10亿美元和10年时间,构建了基于构型控制的数字化制造信息管理系统, 来支持整个波音公司分布在全球72个不同场所的45000名员工在40000多台各种工作站 上同时进行并行的工作,并通过网络支持全球供应商的有关产品数据管理;在研制787 客机的过程中,采用了全新的基于模型定义的计算机集成制造技术,采用数字化的三 维模型彻底代替二维图纸,将三维制造信息和三维设计信息共同定义到产品的三维数 字化模型中来实现CAD和CAM的高度集成;在整个飞机的装配工作过程中,进行全机 装配过程的数字化模拟仿真,通过建立“波音虚拟实验室”,设计人员可以在实验室带上 三维眼镜,来操作和控制实际飞机的装配过程,评估在装配中是否有影响可达性的情 况,以及将来飞机进入航线后的可维护性问题;采用电子看板管理的模式,应用精益 生产的原则,使零部件、工艺装备、材料和人员在精确的时间到达生产线所需要的精 确地点。 先进制造模式和技术对于改善企业的生产、经营和管理,进而提升企业的管理效率 和综合竞争能力具有重要的作用。本章在介绍制造系统的概念与发展的基础上,阐述 了现代制造系统的理论和特点,并着重介绍了几种典型现代制造模式的产生背景、原 理及应用,包括精益生产、并行工程、大规模定制、敏捷制造、计算机集成制造以及 1 虚拟制造。
6
7.1.1制造系统的基本概念
工业工程导论
7.1.1.2 制造系统的基本类型
离散型制造系统
产品有许多零部件构成,各零件的加工过程相互彼此独立,制成零 件通过部件装配和总装配最后成为产品。例如,机械制造、家具制造 、电子设备制造等。
chapt7-MOS电容-清华大学半导体物理
MOSFET是现代数字集成电路的核心器件。
MOSFET剖面图•MOSFET与半导体表面及半导体-绝缘层界面性质密切相关。
•MOSFET的核心部分是MOS(MIS)结构。
2半导体表面以及半导体-绝缘层界面性质;表面电场效应(是MOSFEF工作的基础);MOS结构C-V特性。
4由于晶格周期性在表面处中断而出现的局(定)域于表面附近的电子态——表面态禁带中的电子态数等于表面原子数,表面原子面密度∼1015/cm 2,所以表面能级准连续地分布在禁带中。
总之,表面态起因于周期场在表面处中断;空间上定域于晶体表面;能级位于禁带中。
7.1.1 表面态§7.1 半导体表面和Si -SiO 2界面界面性质。
量级;离子。
界面态起源于界面处的。
界面态和表面态性质相似:位于Si-SiO101214151617达到最大且基本不变;19变化引起数量很大的2122V。
FB2324包括两部分:;V不很大s很小。
27对交流小信号ΔVQ n完全跟上ΔV g变化。
32scC-V是非平衡的瞬态特性333435若栅压V g 为一由V 1(积累)到V 2(强反型)的阶跃电压,则V =V 2下电容随时间的变化曲线称为MOS 电容的C -t 特性。
由MOS 电容的C -t 特性可求耗尽层少子寿命τ和表面复合速度S 。
,取“−”号,取“+”号i FB归一化平带电容与氧化层厚度及衬底掺杂浓度的关系。
Chapt7_1
Timer_A and Timer_B also include multiple independent capture and compare blocks, with interrupt capabilities;
The capture and compare blocks are suited to applications such as: Time events; Pulse Width Modulator (PWM).
9
Basic Timer1 (4/5)
UBI
Registers: BTCTL, Basic Timer 1 Control Register
7 BTSSEL
Bit 7 6 BTSSEL BTHOLD
6 BTHOLD
5 BTDIV
Description
4 BTFRFQ1
3 BTFRFQ0
2 BTIP2
>> Contents
Copyright 2009 Texas Instruments All Rights Reserved www.msp430.ubi.pt
6
Basic Timer1 (1/5)
UBI
The Basic Timer 1 module consists of two independent 8bit timers: Basic Timer 1 Counter 1 (BTCNT1); Basic Timer 1 Counter 2 (BTCNT2). These can be used in cascade to form a 16-bit timer (software selectable by BTCTL register configuration); The main characteristics of this module are: • Clock for a Liquid Crystal Display (LCD) module; • Suitable for a Real-Time Clock (RTC) implementation; • Basic interval timer; • Simple interrupt capability.
先进航空发动机设计与制造技术综述.
先进航空发动机设计与制造技术综述进入21世纪,世界航空发动机技术取得了巨大进步,并呈现加速发展的趋势。
美国推重比10一级涡扇发动机F119作为第四代战斗机F22的动力装备部队,是当今航空动力技术最具标志性的成就。
在此基础上,美国持续实施了多个技术研究计划,正在推动世界航空发动机技术继续向前发展。
本文从未来高性能航空发动机采用的高级负荷压缩系统、高温升燃烧室、高效冷却涡轮叶片、推力矢量等方面,对其先进设计和制造技术的发展方向和趋势进行初步的分析研究。
高级负荷压缩系统高压压气机技术发展的目标是单级压比高、级数少、推重比高、飞行性能好。
对高级负荷的压缩系统,低展弦比设计、气动前掠设计、整体叶盘、整体叶环、压气机稳定性主动控制等技术是其中具有代表性的新技术。
1低展弦比叶片设计及制造低展弦比叶片即宽弦叶片,它与窄弦叶片相比,增宽了弦长,使压气机的长度缩短,抗外物损伤能力、抗疲劳特性和失速裕度有所提高。
还可使压气机零件数减少,降低生产和制造费用成本(图表1。
90年代以来,英国罗·罗(R·R公司、美国普惠公司和GE 公司、法国SNECMA公司不断研制和改进高压压气机钛合金宽弦叶片的气动和结构性能,广泛应用于大涵道比涡扇发动机和高推重比小涵道涡扇发动机上。
GE 公司TECH56技术计划的验证机和F119发动机、EJ200发动机都采用了这种宽弦叶片。
叶片的低展弦比设计,结合整体叶盘技术使得高压压气机在减少级数和提高叶片强度的同时,具有更好的气动稳定性。
低展弦比叶片需要解决的关键技术问题是因重量增加而导致的轮盘与叶根结合处和轮盘本身的离心力增大问题。
IHPTET计划在大型涡扇和涡喷发动机验证机上验证了该技术,该技术还将在F135和F136发动机上采用。
目前,低展弦比叶片已成为先进航空发动机压缩系统的关键技术,与3D气动掠形、空心结构、整体叶盘结构和更轻的钛金属基复合材料技术相结合,是未来的发展重点。
chapt4(发动机现代设计)
2013-10-31
2. 主轴颈做成空心机构 优点:可显著缓解曲柄销过 渡圆角处的应力集中 现象。如设置卸载穴, 则效果更好。
2013-10-31
3. 曲柄臂斜削:在采用中空曲柄销时注意不要形成应力集中
2013-10-31
五、油道布置 要求: ◆有利于润滑油流动 ◆对曲轴强度影响小 两种方案: ▲单线斜油道 ▲多线直角油道 1. 单线斜油道:
2013-10-31
三、曲柄臂 从强度的观点看,整体式曲轴的最薄弱环节即为曲臂,曲 轴上应力集中最严重处就在曲柄臂与曲柄销、主轴颈相邻的 过渡圆角处;从圆角处开始而横断的曲臂弯曲疲劳断裂破坏 也最为常见。 在曲柄平面内,曲柄的抗弯断面模数W=bh2/6,有关试验 表明: 曲柄臂厚度h↑10%,W应↑20%,实际W↑40%; 曲柄臂宽度b↑10%,W应↑10%,实际W↑5%; 故为提高曲柄的抗弯断面模数W,增加h比增加宽度b有效。
2013-10-31
2. 结构型式: ① 整体式、套合式、焊接式、 圆盘式
整体锻造曲轴 锻造过程
2013-10-31
套合式曲轴:用于大型低速机,可以消除大件锻造的困难
焊接式曲轴:用于超长行程十字头式柴油机,可以消除大件锻造 困难,而且可以降低曲轴质量,使连杆长度得以缩短
2013-10-31
锻造
§4—3 曲轴疲劳强度计算
曲轴的破坏大多为疲劳破坏,而且最小的安全系数都出现 在曲柄销的过度圆角处。为此要求出:σaσmτaτm。 一、弯曲应力(σaσm)计算 有两种计算方法:简支梁法(分段法)、连续梁法。这里介 绍简支梁法(该法是连续梁法的基础) 考虑切断下来的一个曲柄,对于 对称曲拐,按曲拐尺寸及作用力求 出曲柄平面内的支反力:
第4章 曲轴设计
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2013-10-31
4135G柴油机机体(隧道式机体)
2013-10-31
卧式单缸柴油机机体(隧道式机体)
2013-10-31
大型船用柴 油机
2013-10-31
曲轴箱上 半部
主轴承盖
2013-10-31
气缸体
2013-10-31
二、机体的冷却 1.水冷机体的水流布置:应避免死区和旋涡,各缸冷却均匀, 防止缸套穴蚀。
2013-10-31
② 干式缸套 机体、气缸体刚性好,不存在冷却水的密封和腐蚀 问题,缸心距可取较小,但散热性差,缸套刚性差使得其加工、装 配困难。由于散热性差气缸的工作温度高,一般缸径小于140mm的 发动机上采用,缸径105mm以下的发动机多采用干式缸套。
2013-10-31
③ 湿式缸套 直接与冷却水接触,散热性好;缸套刚性好, 易于加工、装配(更换),机体易于制造。但对机体刚性 要求高,存在冷却水的密封和腐蚀问题,缸心距大。缸径 大的发动机、特别是柴油机多采用湿式缸套。
2013-10-31
●为保证直线传力,最好每缸四个螺栓 ●相邻螺栓孔中心连线应避免通过各种孔等刚度不足区域 ●螺栓孔应有位置度、垂直度(延伸公差带)要求,相邻缸盖及 缸盖与侧盖高度应一致,避免螺栓受剪 ●应注意螺栓拧紧顺序,避免附加负荷
2013-10-31
●气缸盖螺栓的数量与布置 ① 数量: 当:D<90mm 每缸4~6根气缸盖螺螺栓 90~130mm 每缸6根气缸盖螺螺栓 D>130mm 每缸8根气缸盖螺螺栓 对增压高速车用柴油机也有例外:如索菲姆柴油机7根。 气缸盖螺栓尽可能对称均匀分布。 ② 直径: 当:D<90mm M12(6螺栓) M14(4螺栓) 90~110mm M14 115~140mm M16
2013-10-31
2013-10-31
2. 风冷机体的送风方案 风冷发动机的气缸为单体式结构,风冷式发动机的气缸体 如下图所示
送风方案
前端送风:布 置容易,但各 缸冷却效果不 一致 侧面送风:各 缸冷却均匀
2013-10-31
三、气缸与气缸套的设计 1. 工作条件与要求:气缸承受机械负荷(燃气压力、侧 压力)、热负荷(温度上下及内外不同)、且受强烈 的摩擦(是内燃机磨损最严重的表面之一,其磨损量 决定了内燃机的大修期),因此设计时要求有足够的 强度、刚度(侧压力作用下不变形),且气缸镜面有 一定的耐磨性 2. 气缸形式:通常的气缸形式有 ① 无缸套(整体式) 气缸与机体铸成一个整体,散热、 刚性好,气缸中心距小,但铸造要求高,要想获得耐 磨性好的气缸孔,加合金,成本高,不好修理,一般 用于小缸径发动机
2013-10-31
3. 气缸结构设计 (1) 结构设计
有的发动机的湿式气缸套上设计有挡焰环
2013-10-31
2013-10-31
(2)湿式缸套的穴蚀及预防
2013-10-31
解决措施: ① 减小活塞的撞击:适当减小间隙、活塞销偏置等。如有实 验表明:如果间隙减小到80%,缸套排气行程中的变形减为 原来的1/7—1/8; ② 提高缸套的刚性,缸套较长时可增加辅助支撑以减小其振幅; ③ 改进冷却水腔设计,避免产生气泡:水流流速不应剧烈变化, 即冷却水套不宜太窄,截面变化不宜剧烈,水流不宜正对气 缸套; ④ 提高缸套外壁的抗穴蚀能力:注意材料的选择(包括金相组 织)、表面质量、热处理(镀镉、镀铬、镀锌等)。
实际发动机的磨损方式是上述几种磨损方式同时出现的结果。 解决措施: ①合理选择材料: ●总趋势:提高材质的机械性能,采用多合金的高强度铸铁,如 铬钼铜合金,铜硼合金,铬镍合金抗拉强度提高到280-350Mpa ●根据发动机用途选择材料 车用—经常低温启动、中低速运转,冷却水温低于80℃,以 腐蚀磨损为主—奥氏体铸铁 越野汽车、拖拉机用—环境中粉尘多,磨料磨损为主—高磷 铸铁、含硼铸铁 车用强化柴油机—熔着磨损为主—缸套内表面镀铬、氮化
2013-10-31
◆机体刚度差的危害 (a)机体上部刚度差:气缸套变形↑机油耗↑排放性能↓摩 擦阻力↑机械效率↓输出功率↓热负荷↑可靠性↓ (b)机体下部刚度差:曲轴支承刚度↓曲轴孔变形↑机械效 率↓曲轴易断裂、磨损、咬死。对龙门式机体,音叉效应 大,噪声大。 (c)机体两端刚度差:破坏齿轮室、轴承盖的密封性,“三漏” 严重,破坏齿轮的正常啮合,使磨损↑噪声↑ (d)机体顶部刚度不够:冲缸垫。
2013-10-31
§7-2 气缸盖设计 一、概述 1. 作用:密封气缸,与活塞共同形成燃烧 空间,并形成进排气道,要承受高温、 高压燃气的作用 2. 工作条件:承受很大预紧力(3—5Pz)、 温度极不均匀;结构复杂、残余铸造 应力很大
2013-10-31
2013-10-31
3.设计要求: ①足够的强度和刚度 ②根据混合气形成和燃烧方式布置出合理的燃烧室形式,气 门、气道布置合理 ③结构简单、铸造工艺良好;冷却合适,使缸盖温度场分布 均匀 ④材料:应采用抗热疲劳特性好的材料制造。导热性越好、 热膨胀系数越小、高温疲劳强度越高,则越能承受交变热 负荷的反复作用。目前常用:灰铸铁,合金铸铁,铸铝 4.型式: D<105,Z≯6,多用整体式,D=105为分块式缸盖下限 D≥140,一般用单体式 125<D<140,单体、分块、整体式都用,D=125为单体 式下限
鼻ห้องสมุดไป่ตู้区热疲劳裂纹
灰铁的片状石墨
裂纹沿石墨片扩展
灰铁铸造的缸盖,晶粒粗大的铁素体基体 ,抵抗不了受到抑 制的冷热交变所产生的应力 而产生小的疲劳裂纹,小裂纹延 石墨片扩展,最终使其开裂,裂透后水进入燃烧室 缸盖的热疲劳破坏
2013-10-31
2013-10-31
3.缸盖冷却水流组织
对水冷式内燃机而 言,燃气面布置完毕后, 设计气缸盖的主要工作 就是冷却水流的布置。
2013-10-31
二、气缸盖结构设计 1. 燃气面的布置 气缸盖的设计一般从燃气面(缸盖底面)的布置开始。燃气面的 布置包括:①燃烧室的布置②气道喉口尺寸的选择和布置③喷油 器或火花塞的布置
2013-10-31
汽油机缸气盖双(顶置凸轮轴)
2013-10-31
2.鼻梁区设计
2013-10-31
2013-10-31
5.缸盖强度设计 CAE分析
2013-10-31
第七章思考题 1. 发动机机体有哪几种型式?各有何特点? 2. 发动机的气缸有哪几种型式?试比较各自的优劣 3. 湿式缸套产生穴蚀现象的原因。如何避免? 4. 气缸非正常磨损的原因及解决措施? 4. 气缸盖的结构型式。 5. 气缸盖的主要损坏形式是什么?气缸盖上热负荷最 严重的区域在哪?应采取哪些措施?
2013-10-31
◆方法 可以通过实验测试或CAD/CFD方法进行分析和计算。 目前可以利用CAD/CFD方法对机体进行如下分析与计算: (a) 机体强度分析-应力应变计算 (b) 机体刚度分析-受力变形分析 (c) 机体模态分析—计算固有频率和固有振型 (d) 机体振动分析-振动与辐射噪声模拟分析 (e) 机体内冷却水流场和温度场分析
第7章 固定件设计
§7-1 机体设计
华中科技大学 能源与动力工程学院
一、概述 1.工作条件及设计要求 (1)工作条件 受弯曲、扭转作用,受 拉、受压(采用贯穿螺 栓时),结构复杂,是 内燃机中最重的零件。
2013-10-31
(2) 设计要求 ① 为保证运动件工作可靠、持久,应严格控制重要表面的尺寸、 几何形状及相对位置公差 ② 在保证足够的强度与刚度的前提下,尽可能使结构紧凑、减轻 重量。 在D<200mm的发动机中,壁厚受铸造工艺的限制,因此机体的刚 度问题显得比强度问题重要; 在D>200mm的发动机中,壁厚主要受强度的限制 缸心距 L0/D = 1.2~1.25(单列机、湿式缸套) 1.22~1.4(V型机、湿式缸套) 缸心距与气缸形式有关:湿式>干式>无缸套 发动机高度
2013-10-31
(3) 材料 ① 铸铁:工艺较简单,成本低,但是机体重量大 ② 铸铝:机体重量约为铸铁机体的1/2,但成本较高,工艺要求高 ③ 钢:一般大型柴油机焊接机体采用
船用柴油机 焊接机体
2013-10-31
2.结构型式:中小功率内燃机为了简化结构、提高整机刚 度,将气缸体与上曲轴箱连成整体,即机体。 按主轴承孔是否剖分或机体底面位置可以分成三种形式: ① 平底式 其底面与曲轴 轴心线基本平齐,机体 轻巧,但刚性较差,用 于结构紧凑的小客车及 轻型货车用汽油机上, 这类发动机常工作于部 分负荷,机械载荷小。
2013-10-31
4. 气缸的磨损
a 正常磨损:在上下止点处,活塞运行速度小,油膜不稳定,且第 一环的燃气压力大,故在上、下止点的第一环位置磨 损最剧烈 b 磨料磨损:由尘埃或严重结碳引起的磨损 c 磨料磨损:由机油中的杂质或金属磨粒引起的磨损 d 熔着磨损:气缸与活塞组润滑不良,造成局部金属直接接触,磨 擦造成局部高温,使之熔触粘着、撕脱,逐步扩展形 成熔着磨损 e 腐蚀磨损:低温起动频繁或用高硫燃料造成的腐蚀磨损 f 腐蚀磨损:冷却水温低引起 2013-10-31
2013-10-31
四、主要尺寸
1. 缸心距L0 :D为气缸直径
2. 机体中心高L1:
2013-10-31
3. 机体龙门高L2=(0.8~1.0)D 4. 机体顶板厚度h1 汽油机:湿缸套:10~12mm 干缸套:8~10mm 柴油机:湿缸套:18~24mm 干缸套:12~16mm 5.冷却水夹层:大于8mm。
2013-10-31
2013-10-31
◆采取的主要措施(强度、刚度足够,质量轻) (a)合理布置机体受力力线的传递途径。 ① 两缸之间的气缸盖螺栓的平面与主轴承盖螺栓在同一平 面,并减小两种螺栓中心线的偏心距。 ② 气缸盖螺栓中心线通过机体壁面中心,减小附加弯曲。 ③ 通过加强筋,合理地将螺栓力引到机架。 ④ 应保证主丝对下面有联续的加强筋,若有中断,可以采用 “人字”形:菱形加强筋过渡。 (b)采用薄壁铸造与合理的加强筋结合; (c)采用复合曲面结构; ① 机体上部采用波浪形结构; ② 裙部采用复合型曲面结构。 (d)气缸盖螺栓空深沉孔,采用贯穿螺栓结构; (e)加强筋和一些复杂结构尽可能置于机体外部; (f)减少机体的金属堆积; (g)提高主轴承盖的刚度;