専用输入输出信号
【精品】常见PLC输入输出信号及检测方法
• 可编程控制器控制系统由于运行可靠;
• 故障率低; • 运行维护费用低; • 控制程序易于修改; • 能耗低;
• 运行无噪声等;
• 在各种中大型控制系统中已经取代了传统的继电器控制系
统并呈现出极大的优越性,越来越受到广大用户的青睐
常见的PLC有三菱、西门子、欧姆龙等;
PLC有输入输出之分:输入(X);输出(Y)
1.首先观察对应的“X”输入LED指示灯是否亮,如不亮 说明输入信号还未在输入接口电路层形成;这是可用导线 短接对应的“X”和“COM”两个端子,如LED灯马上亮,说 明PLC内部正常,故障在外部的输入设备或外部电路中;
故障可能有以下几种情况:
• • • • •
输入模块端子上外部接线接触不良或脱落; 输入模块COM端子上外部接线接触不良或脱落; 信号设备与PLC间的连线松动; 按钮、行程开关触点因为积尘、锈蚀等原因接 触不良或损坏; 接触器、继电器等辅助触点输入时接触不良或 器件本身损坏。
2.如输入(X)正常动作时,观察图纸上对应的输出LED 灯是否点亮;
一. 如不亮,说明故障点可能在输出接口层,检查对 应输出回路的元件是否损坏;如果所有输出灯全部不亮, 则可能的原因有:内部电源故障;输出模块损坏。如经过 检查不是上述原因,则故障发生在内部控制层而造成PLC 无输出信号。如因为外部干扰、电源异常等原因造成PLC 不能正常运行程序,PLC采取了保护动作封锁了输出等软 件故障,这只要观察PLC故障指示灯的状态就可以判断。 否则,就是PLC内部控制器部分硬件发生故障。
输入信号有数字量输入信号和模拟量输入信号,同样 输出信号也有数量信号和模拟信号之分。 1.数字输入信号,比如按钮开关,限位开关等,总之 是你需要控制条件信号; 2.模拟输入信号,一般为电压信号或电流信号; 3. 数字输出信号,一般用来控制执行元件,比如气缸 的电磁阀,电动机的交流接触器等 ; 4. 模拟量输出信号。一般为电压信号或电流信号。
单片机数字输入输出技术讲解
单片机数字输入输出技术讲解单片机是一种应用广泛的嵌入式系统,其数字输入输出技术在各种电子设备和控制系统中起着重要的作用。
本文将对单片机数字输入输出技术进行详细讲解,包括数字输入和数字输出两个方面的内容。
首先,我们来了解一下数字输入技术。
单片机通过各种外部设备与外界进行交互,其中最常见的就是输入设备。
数字输入技术指的是将外部输入信号转化为单片机能够识别和处理的数字信号。
常用的数字输入设备包括按钮开关、旋钮、光电传感器等。
按钮开关是最简单常用的数字输入设备之一。
它通过接通或断开电路来实现信号的输入。
在单片机中,我们可以利用GPIO(通用输入输出端口)来读取按钮开关的状态。
通过设置GPIO的输入模式,单片机可以不断地检测按钮开关的状态,判断用户是否进行了操作。
例如,当用户按下按钮时,单片机可以响应并执行相应的程序,实现控制功能。
旋钮是另一种常见的数字输入设备,也称为电位器。
通过旋转旋钮,可以改变其中的电阻值,从而产生不同的电压信号。
单片机可以通过模拟输入接口来读取旋钮的信号,并将其转换为数字信号进行处理。
通过读取旋钮的位置信息,单片机可以实现灵活的控制。
例如,在一个温度调节系统中,用户可以通过旋钮来设置所需的温度值。
光电传感器是一种可以将光信号转换为数字信号的设备。
它通常由光源和光敏元件组成。
当被测物体遮挡光线时,光敏元件将不再接收到光信号,导致输出信号的变化。
单片机可以通过读取光电传感器的输出信号来检测物体的存在与否。
例如,在一个自动门系统中,光电传感器可以感知到门口是否有物体进入或离开,从而控制门的开关。
接下来,我们来介绍数字输出技术。
数字输出技术指的是单片机通过输出口向外部设备发送数字信号控制其工作状态。
常见的数字输出设备包括LED灯、蜂鸣器和电机。
LED灯是最常见的数字输出设备之一。
它可以通过单片机的GPIO输出高低电平来控制其亮灭状态。
通过控制LED灯的亮灭,单片机可以向外部传递信息或实现指示功能。
常见PLC输入输出信号及检测方法课件
2. 模拟量控制:PLC通过 接收模拟量信号,实现对 模拟设备的控制,如温度 、压力、液位等。
3. 运动控制:PLC通过接 收编码器信号等运动反馈 信号,实现对机械运动的 精确控制,如伺服电机、 步进电机的控制。
4. 数据采集与监控:PLC 可以实现数据采集与监控 功能,对工业过程中的各 种数据进行实时监测和记 录,为生产管理提供数据 支持。
电压输出
通过可调电压源实现输出信号的调节,适用于模拟量信号的检测 与控制。
电流输出
通过可调电流源实现输出信号的调节,具有线性度好、稳定性高 等优点。
特殊输出信号及其驱动方式
脉冲输出
通过PLC输出脉冲信号,用于控制伺 服电机、步进电机等运动部件。
通信输出
通过PLC与其他设备进行通信,实现 数据传输和控制功能。
3. 输出阶段:处理后的输出信号 通过输出模块驱动外部设备,如 电动机、电磁阀等,实现对工业 过程的控制。
PLC在工业自动化中的应用
01
02
03
04
05
PLC在工业自动化领域得 到广泛应用,主要应用于 以下几个方面
1. 开关量控制:PLC通过 接收开关量信号,实现对 开关设备的控制,如电动 机启停、电磁阀通断等。
PLC(Programmable Logic Controller,可编程逻 辑控制器)是一种基于数字运算的工业自动化控制 装置,具有可编程、可配置、可扩展等特点。
PLC能够通过执行预定义的逻辑运算和功能块,对输 入信号进行处理并输出控制信号,实现对工业过程 的自动化控制。
PLC具有可靠性高、抗干扰能力强、适应性强、通用 性好、易于编程和调试等优点,在工业自动化领域 得到广泛应用。
备份原有程序
输入输出信号

定义系统输入
系统输入是指通过某个数字输入信号来控制机器人某种运行状态; 所有系统输入在自动模式下都能启动;但部分系统输入在手动模式下将丧失功能; 系统输入可以在无端对机器人进行控制,机器人可能会运动,注意安全!
系统输入功能 Motors On – 机器人电机上电(自动状态) Motors On and Start – 机器人上电并运行(自动状态) 机器人电机上电后,自动从程序指针当前位置运行机器人程序 Motors Off – 机器人电机下电 当机器人正在运行时,系统先自动停止机器人运行,再使电机下电;如果此输入信号 值为1,机器人将无法使电机上电; Load and Start – 载入程序并运行(自动状态) 在系统输入Argument 项,填入所载入程序路径与名称,例如:flp1:ABB.prg。如果 机器人正在运行,此功能无效。 Interrupt – 中断(自动状态) 在系统输入Argument 项,直接填入服务例行程序名称,例如:routine1。无论程序 指针处在什么位置,机器人直接运行相应的服务例行程序,运行完成
®
常用输入输出板
DSQC 651
8 DI 8 DO 2 AO 常用于带松下焊机的系统中
®
DSQC 652
16 DI 16 DO
添加输入输出板
在【I/O主题】中选择【Unit】,点击【添加】
Name 板的名称
Type of Unit
Connected to Bus Devicenet Address
Maximum Physical Value最大物理值10(最大输出电压10V)
Maximum Physical Value Limit 最大物理值极限10 Maximum Bit Value 最大位值65535(2的16次方-1) Minimum Logical Value 最小逻辑值0.03(最小电流30A) 由于单位换算问题,定义电流逻辑值需除以1000, 电压设定按实际值设定
信号输入输出最新课件
③反光板型光电开关 把发光器和收光器装入同一个装置内,在它的前方装 一块反光板,利用反射原理完成光电控制作用的称为 反光板反射式(或反射镜反射式)光电开关。正常情况 下,发光器发出的光被反光板反射回来被收光器收到; 一旦光路被检测物挡住,收光器收不到光时,光电开 关就动作,输出一个开关控制信号。
④扩散反射型光电开关 它的检测头里也装有一个发光器和一个收光器,但
信号输入输出 最新
7.2.3 常用传感器简介
1、红外光电传感器 光电传感器是通过把光强度的变化转换成电信号的变 化来实现控制的。光电传感器在一般情况下,有三部 分构成,它们分为:发送器、接收器和检测电路。 发送器对准目标发射光束,发射的光束一般来源于半 导体光源,发光二极管(LED)、激光二极管及红外发射 二极管。光束不间断地发射,或者改变脉冲宽度。 接收器有光电二极管、光电三极管、光电池组成。在 接收器的前面,装有光学元件如透镜和光圈等。 检测电路能滤出有效信号和应用该信号。
7.2.1传感器的分类
1、按传感器的物理量: 可分为位移、力、速度、温度、流量、气体成份等
传感器; 2、按传感器工作原理:
可分为电阻、电容、电感、电压、霍尔、光电、光 栅、热电偶等传感器。 3、按传感器输出信号的性质:
可分为:输出为开关量(“1”和"0”或“开” 和“关”)的开关型传感器;输出为模拟型传感器; 输出为脉冲或代码的数字型传感器。
结构型传感器,如电感、电容、磁电等传感器,由于 受到结构特性的影响机械系统惯性质量的限制,其固 有频率低,工作频率范围窄。
信号输入输出 最新
3、线性范围
任何传感器都有一定的线性工作范围。在线性范围 内输出与输入成比例关系,线性范围愈宽,则表明传 感器的工作量程愈大。传感器工作在线性区域内,是 保证测量精度的基本条件。例如,机械式传感器中的 测力弹性元件,其材料的弹性极限是决定测力量程的 基本因素,当超出测力元件允许的弹性范围时,将产 生非线性误差。
输入输出信号

当机器人正在运行时,系统先自动停止机器人运行,再使电机下电;如果此输入信号 值为1,机器人将无法使电机上电;
Load and Start – 载入程序并运行(自动状态) 在系统输入Argument 项,填入所载入程序路径与名称,例如:flp1:ABB.prg。如果 机器人正在运行,此功能无效。
®
DSQC 652
16 DI 16 DO
添加输入输出板
在【I/O主题】中选择【Unit】,点击【添加】
Name
板的名称
Type of Unit
选择实际板的规格
Connected to Bus
选择板所在的总线
Devicenet Address 根据板上跳线设置板的地址
1、5为供电
®
系统输入输出
系统输入
通过某个数字输入信号来控制机器人某种运行状态
所有系统输入在自动模式下都能启动,但部分系统输入在手 动模式下将丧失功能
典型应用为用按钮盒的输入来控制程序开始、暂停、重启等
系统输入可在远端对机器人系统进行控
制,注意安全!
系统输出
机器人通过某个数字输出信号来表示当前某种运行状态 典型应用为机器人的执行错误、碰撞发生或急停状态输出
用Add增加系统输出; Signal Name – 信号名称
进入选择窗口,选择相应的数字输出信号名称; Status -- 系统状态 进入选择窗口,选择相应的系统状态 ,然后点击OK,定义完毕后需要热启
动; Argument 1和 Argument 2 :某些功能需要设置Argument 1和
输入输出信号
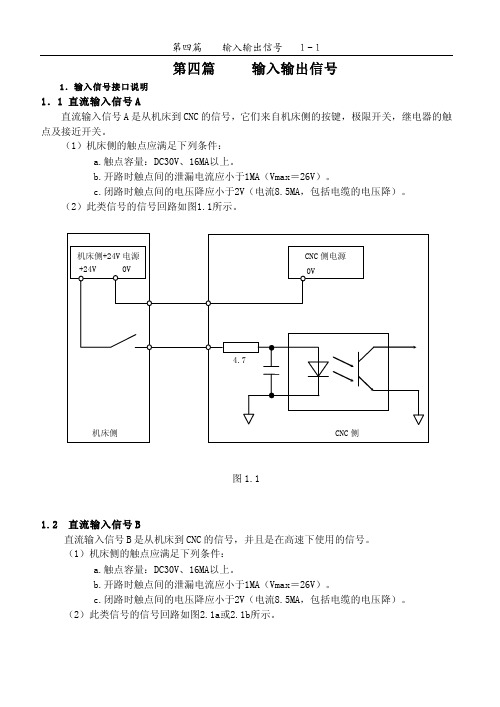
第四篇输入输出信号1.输入信号接口说明1.1 直流输入信号A直流输入信号A是从机床到CNC的信号,它们来自机床侧的按键,极限开关,继电器的触点及接近开关。
(1)机床侧的触点应满足下列条件:a.触点容量:DC30V、16MA以上。
b.开路时触点间的泄漏电流应小于1MA(Vmax=26V)。
c.闭路时触点间的电压降应小于2V(电流8.5MA,包括电缆的电压降)。
(2)此类信号的信号回路如图1.1所示。
图1.11.2 直流输入信号B直流输入信号B是从机床到CNC的信号,并且是在高速下使用的信号。
(1)机床侧的触点应满足下列条件:a.触点容量:DC30V、16MA以上。
b.开路时触点间的泄漏电流应小于1MA(Vmax=26V)。
c.闭路时触点间的电压降应小于2V(电流8.5MA,包括电缆的电压降)。
(2)此类信号的信号回路如图2.1a或2.1b所示。
图2.1a图2.1b2.输出信号接口说明直流输出信号用于驱动机床侧的继电器和指示灯,本系统的输出电路为达林顿管输出。
2.1 达林顿管输出有关参数(1)输出ON时的最大负载电流,包括瞬间电流200MA以下。
(2)输出ON时的饱和电压,200MA时最大为1.6V,典型值为1V。
(3)输出OFF时的耐电压,包括瞬间电压为24V+20%以下。
(4)输出OFF时的泄漏电流为100μA以下。
2.2 输出驱动继电器回路2.3 输出驱动指示灯3.输入输出信号表3.1 输入信号表X0000插座脚号刀偏测量程序转跳【说明】*TCP :刀架锁紧输入信号。
*DECX :X轴机械回零减速输入信号。
T04~T01 :刀位输入信号。
*XAE :自动刀具偏置测量X轴测量到位输入信号。
M93I :程序转跳功能输入信号。
X0001插座脚号【说明】QP :卡盘开关输入信号。
*DECZ :Z轴机械回零减速输入信号。
*ZAE :自动刀具偏置测量Z轴测量到位输入信号。
PSW :压力保护开关输入信号。
T05~T08 :刀位输入信号。
智能机器人専用输入输出信号
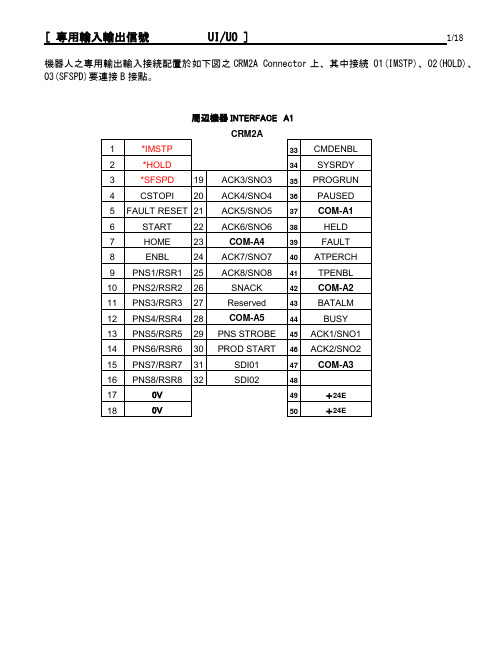
機器人之専用輸出輸入接続配置於如下図之CRM2A Connector上、其中接続 01(IMSTP)、02(HOLD)、03(SFSPD)要連接B接點。
周辺機器INTERFACE A1専用輸入信號1 IMSTP(Immediate Stop)緊急停止1.1 意義:SOFTWARE 上之緊急停止“IMSTP 回路連接B 接點”回路“開”後、成爲緊急停止状態。
1.2 信號之使用範例(Relay 或 PLC):1.3 注意:本回路“B 接點”未使用時要回路短絡。
因爲機器人緊急停止對機械部份之負荷大、所以基本上機器人要一時停止時、使用“HOLD ”。
另外B 接點爲常閉開關、A 接點爲常開開關。
2 HOLD(一時停止)2.1 意義:一時停止的信號輸入時、回路在OFF 状態、機器人將減速停止。
機器人成爲PAUSE 状態。
再度啓動時、HOLD 信號ON 後、START 以PULSE 信號輸出。
安全PLUG X010緊急SW X011(B 接點)IMSTP Y100教導MODE SWX012機器人動作中HOLD(一時停止) ONOFF START(再度啓動) ONOFF2.2 信號之使用範例(Relay 或 PLC):注意:本回路“B 接點”未使用時要回路短絡。
2.3 備詿:HOLD 與IMSTP 輸入後、機器人停止時的差異。
*IMSTP ……馬達電源切断 “緊急時使用” *HOLD ……・馬達減速後停止 “平常運轉時使用”3 SFSPD(SAFETY SPEED)安全速度3.1 意義:安全柵内之教導作業時使用。
本信號OFF 時、外部啓動輸入信號(如RSR /PNS 或START)無効、以確保作業者之安全。
又機器人自動運轉中、本信號OFF 時機器人暫時停止。
此時可用教導盤操作機器人。
又、教導或再啓動暫時停止的機器人時有速度制限。
3.2 信號之使用範例(Relay 或 PLC):3.3 注意:本回路“B 接點”未使用時要回路短絡。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
機器人之専用輸出輸入接続配置於如下図之CRM2A Connector上、其中接続 01(IMSTP)、02(HOLD)、03(SFSPD)要連接B接點。
周辺機器INTERFACE A1専用輸入信號1 IMSTP(Immediate Stop)緊急停止1.1 意義:SOFTWARE 上之紧急停止“IMSTP 回路连接B 接点”回路“开”后、成为紧急停止状态。
1.2 信號之使用範例(Relay 或 PLC):1.3 注意:本回路“B 接点”未使用时要回路短络。
因为机器人紧急停止对机械部份之负荷大、所以基本上机器人要一时停止时、使用“HOLD ”。
另外B 接点为常闭开关、A 接点为常开开关。
2 HOLD(一時停止)2.1 意義:一时停止的信号输入时、回路在OFF 状态、机器人将减速停止。
机器人成为PAUSE 状态。
再度啓動時、HOLD 信號ON 後、START 以PULSE 信號輸出。
安全PLUG X010緊急SW X011(B 接點)IMSTP Y100教導MODE SWX012機器人動作中HOLD(一時停止) ONOFF START(再度啓動) O NOFF2.2 信號之使用範例(Relay 或 PLC):注意:本回路“B 接点”未使用时要回路短络。
2.3 備詿:HOLD 与IMSTP 输入后、机器人停止时的差异。
*IMSTP ……马达电源切断 “紧急时使用” *HOLD ……・马达减速后停止 “平常运转时使用”3 SFSPD(SAFETY SPEED)安全速度3.1 意義:安全栅内之教导作业时使用。
本信号OFF 时、外部启动输入信号(如RSR /PNS 或START)无効、以确保作业者之安全。
又机器人自动运转中、本信号OFF 时机器人暂时停止。
此时可用教导盘操作机器人。
又、教导或再启动暂时停止的机器人时有速度制限。
3.2 信號之使用範例(Relay 或 PLC):3.3 注意:本回路“B 接点”未使用时要回路短络。
3.4 備詿:SFSPD 有効时、限制速度可由系统変数设定。
例如:* $SCR.$FENCEORD:設定安全柵開時的最高速度。
* $SCR.$SFJOGVLIM:設定完全柵開時、JOG 操作的最高速度。
* $SCR.$SFRUNOVLIM:设定安全栅开时、程序执行中的最高速度。
一時停止按鈕 X101機器人停止 M100HOLDY101 安全PLUG X010SFSPDY1024.1 意義:RSR /PNS 初期启动信号之取消信号。
<CSTOP1輸入前><CSTOP1輸入後>4.2 信號之使用範例(Relay 或 PLC)(RSR 未使用時、不要使用):機器人状態RSR1 RSR2 RSR3 動作中(RSR1程式)RSR2RSR3機器人状態RSR1 RSR2 RSR3RSR 預約解除 (CYCLE STOP) X012CSTOP1 Y104A4.3 注意:系統変数 $SHELL_CFG.$USE_ABORT “FALSE ”時、且A 之状態爲。
“TRUE ”時、現在執行中之RSR1程式動作立即停止、且成爲終了状態。
4.4 備詿:一般的机器人之CYCLE 循环状态(RSR1输入1次后、开始循环)之解除如下 <PROGRAM :RSR0001>1: UTOOL_NUM=1 ;2: LBL[1];3:J PR[1:HOME] 50% FINE ;53: END;* 詿:DI[1]是設定爲系統操作盤上的循環停止SW(ALTERNATE)。
5 FAULT RESET 異常解除5.1 意義:机器人异常発生后、异常原因解除的输入信号。
本信号ON 时、机器人回复待机状态。
例如、FAULT RESET 的输入、可解除紧急停止的状态。
若本信号ON /OFF 后、仍不会解除ALARM 时、表示异常还没有解决。
5.2 信號之使用範例(Relay 或 PLC):循環停止信號DI[1]輸入循環 控制盤 RESET 鈕 X020FAULT RESETY105操作盤 RESET 鈕 X0216.1 意義:在程序执行过程中、暂定停止。
若要再次启动、请注意程序中的光标位置、启动时将由目前光标位置接下去执行。
程序执行前是否出现对话框可由系统変数 $SHELL_CFG.$CONT_ONLY 设定。
PAUSED(一时停止)中之程序再启动时、$SHELL_CFG.$CONT_ONLY 若设为TRUE 、则将出现一对话框询问、是否由光标所在位置启动。
若设为FALSE 、则无询问、直接由光标所在位置启动(标准设定) 为确保安全、建议设为TRUE 。
6.2 信號之使用範例(Relay 或 PLC):6.3 注意:$SHELL_CFG.$CONT_ONLY 若設爲FALSE 時、按START 後、將無預先警告而立即起動目前書面上程式。
故爲了安全起見、此時PLC 中要加裝上述的範例回路。
7 HOME現在本信號未使用。
8 ENBL8.1 意義:机器人动作许可信号。
当本信号OFF 时、无法执行程序。
故平常信號爲ON 。
8.2 信號之使用範例(Relay 或 PLC):機器人動作HOLD(一時停止) ONOFFSTART(再度啓動)ONOFF最啓動鈕 X080機器人 PAUSED X036START Y106常時ONENBLY1089.1 意義:自动运転时、従外部选择程序并起动的信号。
如下图所示1个信号对应1个程序、最大选择程序数量4个。
信號程式RSR1 RSR0001RSR2 RSR0002RSR3 RSR0003RSR4 RSR0004RSR程式啓動前的Timing Chart如下圖所示RSR1(1)ACK1(O)PROGRUN(O)RSR2(1)ACK2(O)9.2 信號之使用範例:(1)由外部按钮直接起动RSR程序SW1製具1按鈕RSR1SW2製具2按鈕RSR2SW3製具3按鈕RSR3SW4製具4按鈕RSR424VSW3SW4RSR的程式RSR0001RSR00021: J P[1] 50% FINE ; 2: J P[2] 30% CNT10030: END1: J P[1] 50% FINE ; 2: J P[2] 50% CNT10030: END(2)由泛用信号输入启动RSR 程序1: IF GI[1]=1 CALL A_PROG 2: IF GI[1]=2 CALL B_PROG20: IF GI[1]=20 CALL T_PROGRSR 00011: GO[1]=12: WAIT DI[10]=ON 20: ENDA_PROG ROBOTPROGRUN ROBOT BUSYAUTO START M100 車體定位 ROBOTATPERCHSHUTTE 抵達RSR1 Y100車體信號OKM100SDI1 Y101M201SDI2 Y102M202SDI8 Y108 M208 OK 1 M301SDO1M201 OK 2 M302SDO2M202 OK 8 M308SDO8M208 機種確認OKM310M302M301 M308SDI10(START)Y120M310機種信號機種確認10.1 意義:自动运転时、従外部选择程序并起动的信号。
但是无法和RSR 同时使用。
PNS 启动信号如下图所示依二进制方式选择程序启动。
PNS 可选择之程序最大至255个。
PNS 程式啓動前的Timing chart 如下圖所示CMDENBL(O) PNS1~8(1) 8PNSTROBE(1)読取PNS (内部処理) SNO1~8(O)SNACK(O)PROD _PROGRUN(O)要保持100msec 以上。
没有一直保持ON 的設定法。
10.2 信號之使用範例:PNS1 Y101M201PNS2 Y102M202PNS8 Y108M208 M300SNO1 M301M202SNO2 M307M208SNO8 機種確認OKM310M301M300 M307PROD_STARTY121M310 PNSTROBE Y120M250 Data SETOKM201SNACK PROGRUN BUSY8BIT詿:M201、M202・・…M208是輸送帯或周邊開關等所送出的信號。
SNO1、SNO2・…SNO8是機器人爲確認PNS****信號従外部所回来的信號。
10.3 備詿:RSR及PNS的程序名称可由设定BASE号码更改。
例如、RSR0001~RSR0004及PNS0001~PNS0255可分别改为RSR0201~RSR0204及PNS5001~PNS5225.教示盘内的设定书面如下。
【RSR设定】【PNS設定】*BASE No 可能SYSTEM変数設定 $SHELL_CFG.$JOB_BASE ***11.1 意義:由PLC程序中选择PNS1~8启动输出信号至机器人、并由PLC程序输出至PNSTROBE信号(即选择信号输出完毕OK)。
当机器人收到此信号后、机器人将输出(PNS1~PNS8)相同讯号至(SNO1~SNO8)、回到PLC做确认。
12 PROD_START12.1 意義:当PLC収到由机器人输出之确认信号“SNACK”后、此信号可确认双方选择输出是否为相同信号。
当相同时、可由PLC送一讯号给机器人之PROD_START、依此信号启动机器人。
若信号不相同时、可能为信号线断线、此时不可由PLC给予PROD_START信号、此时请于操作盘上表示、“程序选择错误”之Message Lamp。
PNS_STROBE与PROD_START为PNS启动信号。
RSR使用时、此信号不使用。
専用輸出信號1 CMDENBL1.1意義:本信號ON 時表示、PROD_START 、START 、RSR 等功能可使用。
其輸出條件爲機器人没有異常、且機器人處於Remote 状態。
且機器人符合以下條件。
(1) 教示盘T.P 处于OFF 状态。
(2) 控制盤上[Remote(外部控制)/Local(鍵盤控制)]之選擇鈕、選擇Remote(外部)。
(3) SFSPD 信号为常闭接通ON 状态。
1.2信號之使用範例:1.3 注意:输出条件需符号1之(1)、(2)、(3)项、故若有使用MMI 时、当本信号为OFF 时、请于MMI 中显示下列讯息告知操作者。
(1) 请确认教示盘T.P 处于OFF 状态。
(2) 请确认控制盘上选择钮选择Remote(外部控制)。
(3) 请确认SFSPD 信号为常闭接通ON 状态。
2 SYSRDY2.1意義:SERVO 电源ON 时输出此信号、通常当电源ON 时即输出(即系统正常)。
SERVO-OFF 状态、电源OFF 、HARD 接点SVOFF1~SVOFF2之间等系统有异常时、此时信号为开状态(即不输出信号)。