fanuc输入输出信号定义
FANUC系统的功能(参数信号)

3.1 JOG进给
G100:JOG模式下进给轴正方向选择信号; G102:JOG模式下进给轴负方向选择信号; G010,G011:手动进给速度倍率信号; 参数1423:各轴JOG进给的速度; 参数1002#0:JOG,手动快速和返回参考点时同时控制 轴数;(0:1,1:3)
JOG进给方向选择梯图(X轴正向)
基本连接关系
NC与伺服间采用FSSB- FANUC串行伺服总线技术 (SIEMENS采用PROFIBUS总 线) NC与IO单元间采用IOLink 连 接
系统功能结构框图
SRAM中内容:
CNC参数 PMC参数 加工程序 刀具补偿 用户宏变量
FROM中内容
PMC程序 ROM-CNC软 件
功 能 键 说 明
5.3.2空运行(DRN)
仅对自动运行有效,机床以恒定速度(参数NO1410设 定)运动而不执行程序中所定义的进给速度,用于机床 不安装工件情况下检查机床的运动. 空运行信号DRN(G046.7); 空运行检测信号MDRN(F02.7);
空运行(DRN)梯图
5.3.3 单程序段(SBK)
自动运行期间当单程序段信号(SBK)置1时,执行完当 前程序段后,CNC进入自动运行停止状态. 单程序段运行信号SBK(G046.1); 单程序段检测信号MSBK(F04.3);
选择停止及无条件停止(M01/M00)
5.7程序再启动(SRN)
相关地址
G006.0 SRN 程序再启动 F002.4 SRNMV 程序再启动中
相关参数
7310程序再启动各轴的移动顺序 当设定第1轴=2,第2轴=3,第3轴=4,第4轴=1时,机床以第4, 1,2,3轴的顺序向启动点移动.
程序再启动(SRN)梯图
Fanuc机器人IO配置和UIUO配置
Fanuc机器人IO配置和UI/UO配置说明:这几天直接跳转发送Fanuc部分内容知识,以供大家阅读借鉴。
这里主要给大家分享Fanuc机器人的IO分类以及CRMA15、CRMA16的IO分配,UI/UO的分配。
一、Fanuc机器人IO种类1、Fanuc机器人IO分类I/O (输入/输出信号),是机器人与末端执行器、外部装置等系统的外围设备进行通信的电信号。
有通用 I/O 和专用 I/O 。
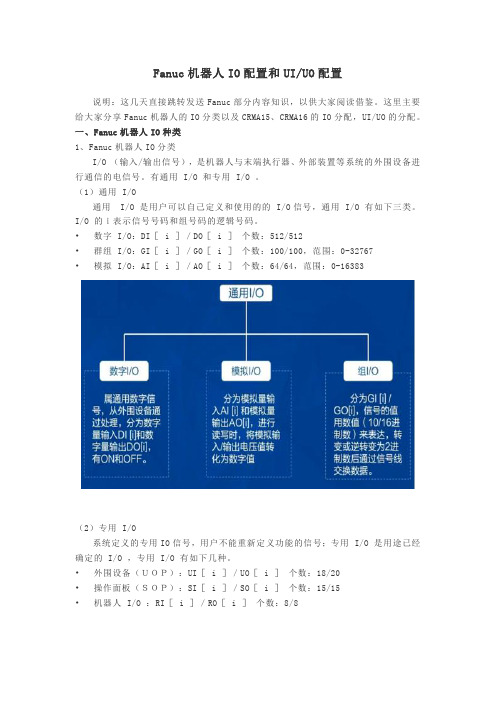
(1)通用 I/O通用I/O 是用户可以自己定义和使用的的 I/O信号,通用 I/O 有如下三类。
I/O 的i表示信号号码和组号码的逻辑号码。
•数字 I/O:DI[ i ]/DO[ i ]个数:512/512•群组 I/O:GI[ i ]/GO[ i ]个数:100/100,范围:0-32767•模拟 I/O:AI[ i ]/AO[ i ]个数:64/64,范围:0-16383(2)专用 I/O系统定义的专用IO信号,用户不能重新定义功能的信号;专用 I/O 是用途已经确定的 I/O ,专用 I/O 有如下几种。
•外围设备(UOP):UI[ i ]/UO[ i ]个数:18/20•操作面板(SOP):SI[ i ]/SO[ i ]个数:15/15•机器人 I/O :RI[ i ]/RO[ i ]个数:8/83、Fanuc机器人图片(图片来自百度网络)二、Fanuc机器人通讯IO模块1、Fanuc机器人硬件种类和机架号机架系指构成I/O 模块的硬件的种类。
•0 =处理 I/O 印刷电路板•1~16=I/O 单元 MODELA/B•32 =I/O LINK 从动装置•48 =外围设备控制接口(CRMA15、CRMA16)2、Fanuc机器人CRMA15、CRMA16插槽插槽系指构成机架的I/O 模块部件的号码。
•使用处理 I/O 印刷电路板的情况下,按所连接的印刷电路板顺序分别为插槽1、2...。
•使用 I/O 单元 MODEL A/B的情况下,则为用来识别所连接模块的号码。
FANUC输入输出

STL CYCLE START LAMP SIGNAL 自动运行启动中信号*59 SA SERO READY SIGNAL 伺服准备就绪信号复位中信号*60 RST*61 ENB SPINDLE ENABLE SIGNAL 主轴使能信号*62 TAP 攻螺纹中信号准备就绪信号*63 MA*64 SRNMV PROGRAM RESTART UNDER WAY*65 MDRN 空运行选择确认信号*66 MH 手控手轮选择确认信号*67 MJ JOG 进给选择确认信号*68 MMDI 手动数据输入选择确认信号*69 MRMT DNC运行选择确认信号*70 MMEM 自动运行选择确认信号存储器编辑选择确认信号*71 MEDT*72 MTCHIN*73 MBDT1 可选程序段跳过确认信号( ,F5 )*74 MMLK 机床所有轴锁住确认信号*75 MABSM 手动绝对确认信号*76 MSBK 单程序段确认信号*77 MAFL 辅助功能锁住确认信号*78 MREF 手动参考点返回选择确认信号*79 MF 辅助功能选通脉冲信号*80 SF SPINDLE-SPEED STROBE SIGNALS主轴功能选通脉冲信号S具功能选通脉冲信号*81 TF TOOL FUNCTION STROBE SIGNALM00---M30 辅助功能代码信号( F10 ------- F13 )*82 M30*83 M02*84 M01M00 ALMA 报警信号(串行主轴) ALMB SSTA SPEED ZERO DETECTION SINGAIM 度零信号(串行主轴) SDTA SPEED DETECTION SIGNA 速度检测信号(串行主轴) ORARA SPINDLE ORIENTATION COMPLETION定向完成信号(串行主轴) ORARB RCHPA 输出切换信号(串行主轴) RCHPB RCFNA BUCLP B AXIS UNCLAMP SIGNAL BCLP B AXIS CLAMP SIGNAL B 轴锁紧松开信号 TLCH TOOL CHANGE SINGAL 换刀信号 PSW01 位置开关信号( F70,F71 ) PSW02 PSW03 PSW04 PSW05 PSW06 PSW1 POSITION SWITCH 1 PSW2 POSITION SWITCH 2 ZP1 参考点返回完成信号() ZP2 ZP3 ZP4 MVD1 轴移动方向信号()*85*86*87*88*89 *90*91*92*93*94*95*96*97*98*99*100*101*102*103*104*105*106*107*108*109 SSTB SDTBMVD2 MVD3END SIGNAL 完成信号M FUNCTION COMPLETION 辅助功能结束信号 S FUNCTION COMPLETION 主轴功能完成信号 T FUNCTION COMPLETION 刀具功能完成信号 AUXILIARY FUNCTION LOCK 辅助功能锁住信号 PROGRAM RESTART 程序在启动信号 MANUAL ABSOLUTE 手动绝对信号 CYCLE START 自动运行启动信号 FOLLOW-UP SIGNAL 位置跟踪信号 INTERLOCK 所有轴互锁信号 EMERGENCY STOP!、停信号 FEED HOLD 自动运行停止信号 RESET & REWIND 复位与倒带信号 EXTERNAL RESET 外部复位信号 MANUAL FEEDRATE OVERRIDE 进给速度倍率信号 *110 *111*112*113*114*115*116*117*118*119*120*121*122*123*124*125*126*127*128*129*130*131*132*133*134 *JV10 FINMFIN SFIN TFIN AFL SRN *ABSM ST *FLWU *IT *ESP *SP RRW ERS *JV0 *JV1 *JV2 *JV3 *JV4 *JV5 *JV6 *JV7 *JV8 *JV9 G10,G11)*135 *JV11*136 *JV12*137 *JV13*138 *JV14*139 *JV15*140 *FV0 FEEDRATE OVERRIDE进给速度倍率信号()*141 *FV1*142 *FV2*143 *FV3*144 *FV4*145 *FV5*146 *FV6*147 *FV7*148 ROV2 RAPID TRAVERSE OVERRIDE快速移动倍率信号()*149 ROV1*150 HS1A HANDLE FEED AXIS SELECT*151 HS1B 手轮进给轴选择信号(—)*152 HS1CHANDLE FEED AMOUNT SELECT动手轮进给移动量择信号*153 MP1*154 MP2RAPID TRAVERSE 手动快速移动选择信号*155 RT*156 *SSTP SPINDLE STOP 主轴停止信号主轴速度倍率信号( G30)*157 SOV1*158 SOV2*159 SOV3*160 SOV4*161 SOV5B AXIS UNCLAMP COMPLETION B 轴松开完成信号 B AXIS CLAMP COMPLETION SIGNAL B 轴钳制完成信号 MODE SELECT 1 方式选择信号() MODE SELECT 2 MODE SELECT 3 DNC OPERATION SELECT SIGNAL DNC 运行选择信号 手动参考点返回选择信号 BLOCK DELECT 可选程序段跳过信号 MACHINE LOCK 机床所有轴锁住信号 SINGLE BLOCK 单程序段信号 MEMORY PROTECT DRY RUN 空运行信号 PALLET 1 IN TABLE 用户宏程序用输入信号( G54---G55) PALLET 2 IN TABLE 用户宏程序用输入信号( G54---G55) 用户宏程序用输入信号( G54---G55 ) RIGID TAPPING 刚性攻螺纹信号 SPINDLE CW COMMAND 正向旋转指令信号(串行主轴) SFRB ORIENTATION COMMAND 定向指令信号(串行主轴) ORCMB MACHINE READY COMPLETION 机床准备就绪信号(串行主轴) MRDYB*162*163*164*165*166*167*168*169*170*171*172*173*174*175*176*177*178*179*180*181*182*183*184*185 SOV6 *BEUCP *BECLP MD1 MD2 MD3 DNC1 ZRN BDT1 MLK SBK KEY1 KEY2 KEY3 KEY4 DRN #1001 #1002 UI011 RGTAP SFRA ORCMA MRDYA *ESPASPINDLE EMERGENCY STOP (紧急停止信号(串行主轴)*ESPA *ESPB*186 RSLA OUTPUT SWITCH REQUEST SIGNAL( 输出切换请求信号(串行主轴)RSLA RSLB*187 RCHA POWER LINE STATUS CHECK SIGNAL动力线状态确认信号(串行主轴)RCHA RCHB*188 RCHHGA主轴切换 HIGH侧MCC接点状态信号(串行主轴)RCHHGB *189 MPOFA MOTOR POWER OFF SING电动机动力切断信号(串行主轴)MPOFA MPOFB )X AXIS FORWARD FEED 进给轴方向选择信号()*190 +J1*191 +J2 Y AXIS FORWARD FEED*192 +J3 Z AXIS FORWARD FEED*193 +J4 B AXIS FORWARD FEEDX AXIS REVERSE FEED 进给轴方向选择信号()*194 -J1*195 -J2 Y AXIS REVERSE FEED*196 -J3 Z AXIS REVERSE FEED*197 -J4 B AXIS REVERSE FEED*198 MLK3 Z AXIS LOCKZ 锁住信号(机床各轴锁住信号)*199 SVF1 SERVO OFF 伺服关断信号()*200 SVF2*201 SVF3*202 SVF4 B AXIS SERO OFF SIGNAL*203 *IT1 INTERLOCK FOR EACH AXIS 各轴互锁*IT2*205 *IT3*206 *IT4*207 +MIT1 INTERLOCK FOR EACH DIRECTION不同轴向的互锁信号*208 +MIT2 正向*209 +MIT3*210 +MIT4*211 -MIT1 不同轴向的互锁信号负向-MIT2*213 -MIT3*214 -MIT4常用指令:1、SUB24 TRMB 固定延时定时器2、SUB1 END1 一级程序段结束3、SUB66 CALLU 无条件子程序调用4、SUB65 CALL 有条件子程序调用5、SUB71 SP 子程序开始6、SUB10 JMP 跳转7 、 SUB30 JMPE 跳转结束8、 SUB8 MOVE 逻辑与后数据传送9、SUB27 CODB 二进制代码变换10、 SUB3 TMR 延时定时器11、 SUB72 SPE 子程序结束12、 SUB14 DCNV 数据转换13、 SUB4 DEC BCD 译码14、 SUB5 CTR 计算器15、 SUB36 ADDB 二进制加法运算16、 SUB40 NUMEB 二进制常数定义17 SUB23 NUME BCD 常数定义18、 SUB35 XMOVB 二进制变址数据传送19、 SUB32 COMPB 二进制数据比较20、 SUB57 DIFU 上升沿输出21、 SUB58 DIFD 下降沿输出22、 SUB52 WINDW CNC 窗口数据写入23、 SUB9 COM 公共线控制开始24、 SUB29 COME 公共线控制结束25、 SUB34 DSCHB 二进制数据检索26、 SUB37 SUBB 二进制减法运算27、 SUB36 ADDB 二进制加法运算28、 SUB26 ROTB 二进制回转控制29、 SUB19 ADD BCD 加法运算30、 SUB41 DISPB 信息显示指令应用:1、定时器:。
FAUNC 伺服控制器端口说明

交流α系列SVM伺服单元序号故障征兆原因分析解决方法1 风扇报警(LED显示1 ALM)风扇过热,或风扇太脏、或坏。
1.观察风扇是否有风(在伺服单元的上方),如果没风或不转,拆下观察扇叶是否有较多油污,用汽油或酒精清洗后再装上,如果还不行,更换风扇。
2.更换小接口板。
3.拆下控制板,用万用表测量由风扇插座处到CN1(连接小接口板)的线路是否有断线。
2 DC LINK 低电压(LED 显示2 ALM)伺服单元检测到直流300V电压太低,是整流电压或外部交流输入电压太低,或报警检测回路故障。
1.测量三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换伺服单元。
3 电源单元低电压(LED 显示5 ALM)伺服单元检测到电源单元电压太低,是控制电源电压太低或检测回路故障。
1.测量电源单元的三相交流电压是否正常(因为直流侧由于有报警,MCC已断开,只能从MCC前测量)。
2.测量MCC触点是否接触不良。
3.主控制板上的检测电阻是否烧断。
4.更换电源单元或伺服单元。
4 异常电流报警(LED 显示8,9,A,B,C,D,E)伺服单元检测到有异常电流,可能是主回路有短路,或驱动控制回路异常,或检测回路故障。
8-L轴,9-M轴A-N轴,B-LM两轴,C-LN两轴,D-MN两轴,E -LMN三轴。
1.检查IPM模块是否烧坏,此类报警多数都是由于模块短路引起,用万用表二极管档测对应的轴U、V、W对+、-的导通压降,如果为0则模块烧坏,可先拆开外壳,然后将固定模块的螺钉拆下,更换模块。
2.如果是一上电就有报警号,与其他单元互换接口板,如果故障转移,则接口板坏。
3.与其他单元互换控制板,如果故障转移,则更换控制板或将控制板送FANUC修。
4.拆下电机动力线再试(如果是重力轴,要首先在机床侧做好保护措施,防止该轴下滑),如果报警消失,则可能是电机或动力线故障。
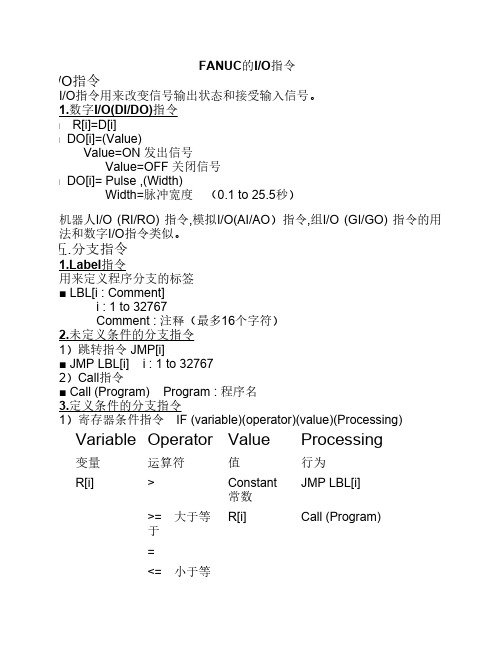
FANUC的IO指令
变量 R[i]
运算符 >
>= 大于等 于 = <= 小于等
值
Constant 常数
R[i]
行为 JMP LBL[i]
Call (Program)
于
<
<> 不等于 2)I/O条件指令 IF (variable)(operator)(value)(Processing)
机器人I/O (RI/RO) 指令,模拟I/O(AI/AO)指令,组I/O (GI/GO) 指令的用 法和数字I/O指令类似。
五.分支指令
bel指令 用来定义程序分支的标签 ■ LBL[i : Comment]
i : 1 to 32767 Comment : 注释(最多16个字符) 2.未定义条件的分支指令 1)跳转指令 JMP[i] ■ JMP LBL[i] i : 1 to 32767 2)Call指令 ■ Call (Program) Program : 程序名 3.定义条件的分支指令 1)寄存器条件指令 IF (variable)(operator)(value)(Processing)
Variable Operator Value Processing
变量
运算符
值
行为
AO[i]
>
Constant JMP LBL[i] 常数
AI[i]
>= 大于等 R[i]
于
Call (Program)
GO[i]
=
GI[i]
<= 小于等
于
<
<> 不等于
Variable Operator Value Processing
FANUC维修课程-PMC
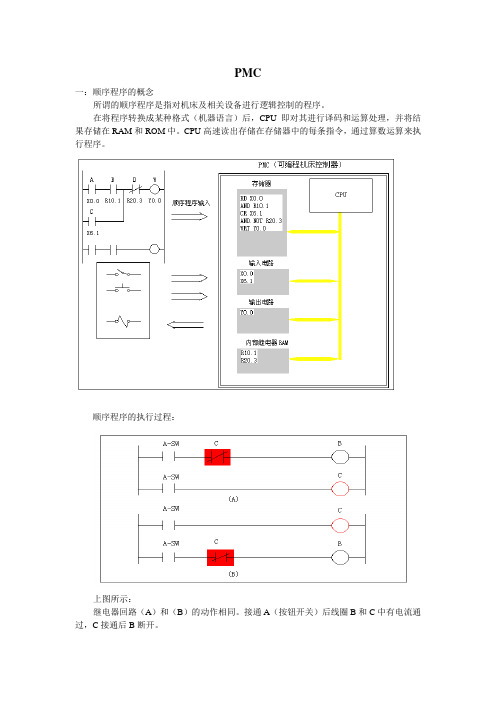
PMC一:顺序程序的概念所谓的顺序程序是指对机床及相关设备进行逻辑控制的程序。
在将程序转换成某种格式(机器语言)后,CPU即对其进行译码和运算处理,并将结果存储在RAM和ROM中。
CPU高速读出存储在存储器中的每条指令,通过算数运算来执行程序。
顺序程序的执行过程:上图所示:继电器回路(A)和(B)的动作相同。
接通A(按钮开关)后线圈B和C中有电流通过,C接通后B断开。
PMC程序A中,和继电器回路一样,A通后B、C接通,经过一个扫描周期后B关断。
但在B中,A(按钮开关)接通后C接通,但B并不接通。
所以通过以上图例我们可以明白PMC顺序扫描顺序执行的原理。
对于FANUC的PMC来说,其程序结构如下:第一级程序—第二级程序—第三级程序(视PMC的种类不同而定)—子程序—结束如图:在PMC执行扫描过程中第一级程序每8ms 执行一次,而第二级程序在向CNC的调试RAM中传送时,第二级程序根据程序的长短被自动分割成n等分,每8ms中扫描完第一级程序后,再依次扫描第二级程序,所以整个PMC的执行周期是n*8ms。
因此如果第一级程序过长导致每8ms扫描的第二级程序过少的话,则相对于第二级PMC所分隔的数量n就多,整个扫描周期相应延长。
而子程序是位于第二级程序之后,其是否执行扫描受一二级程序的控制,所以对一些控制较复杂的PMC程序,建议用子程序来编写,以减少PMC的扫描周期。
掌握:同过以上的讲解,希望掌握对PMC顺序程序原理上的理解,对程序结构的认识。
实习:编制一些简单的PMC程序,加深理解PMC的扫描过程。
例1:单键交替输出自锁例2:PMC 程序中出现双线圈输出时,其线圈状态会是如何?例3:当程序中输入有条件变化时而没有输出变化时,会有几种原因影响?二:I/O LINK对于PMC在数控机床上的应用来说信号分成两大部分,内部地址(G、F)和外部地址(X、Y)。
PMC采集机床侧的外部输入信号(如:机床操作面板、机床外围开关信号等)和NC内部信号(M、S、T代码,轴的运行状态等)经过相应的梯形图的逻辑控制,产生控制NC运行的内部输出信号(如:操作模式、速度、启动停止等)和控制机床辅助动作外部输出信号(如:液气压、转台、刀库等中间继电器)。
fanuc series oi-tf plus参数说明书

fanuc series oi-tf plus参数说明书参数简介:Fanuc Series OI-TF Plus是一款高性能的数控系统,它具有多项可调参数,以满足各种机床的需求。
本文将对其参数进行详细说明,以帮助用户更好地了解和使用这款系统。
1. 系统参数1.1 系统版本:Fanuc Series OI-TF Plus具有多个版本,用户可以根据具体需求选择合适的版本进行安装和使用。
1.2 通信参数:系统支持多种通信方式,包括以太网、串口和USB 等,用户可以根据需要进行相应的设置。
2. 运动控制参数2.1 速度参数:用户可以根据加工要求设置系统的最大速度、加速度和减速度等参数,以实现精准的运动控制。
2.2 位置参数:系统支持绝对坐标和相对坐标两种方式,用户可以根据具体需求进行设置。
2.3 插补参数:系统支持直线插补和圆弧插补,用户可以根据实际情况进行参数设置,以实现高精度的插补运动。
3. 输入输出参数3.1 输入参数:用户可以根据外部传感器信号设置系统的输入参数,以实现对外部环境的灵活响应。
3.2 输出参数:系统支持多种IO输出方式,用户可以根据需求设置IO端口的功能和输出信号。
4. 程序参数4.1 程序号参数:用户可以设置系统的程序号范围和程序号步长等参数,以方便程序管理和编写。
4.2 G代码参数:系统支持多种G代码语言,用户可以根据需要选择合适的语言进行设置。
4.3 循环参数:系统支持多种循环功能,用户可以根据加工需求进行相应的设置,以提高加工效率。
5. 内部参数5.1 机床参数:用户可以根据具体机床的结构和功能进行参数设置,以确保系统与机床的良好适配。
5.2 诊断参数:系统内置了多种诊断功能,用户可以根据需要设置诊断参数,以实现故障诊断和排除。
总结:本文对Fanuc Series OI-TF Plus参数进行了详细的说明,包括系统参数、运动控制参数、输入输出参数、程序参数和内部参数等。
通过合理设置这些参数,用户可以更好地利用该系统进行加工操作,提高生产效率和产品质量。
FANUC 0i系统的输入输出信号控制有两种形式
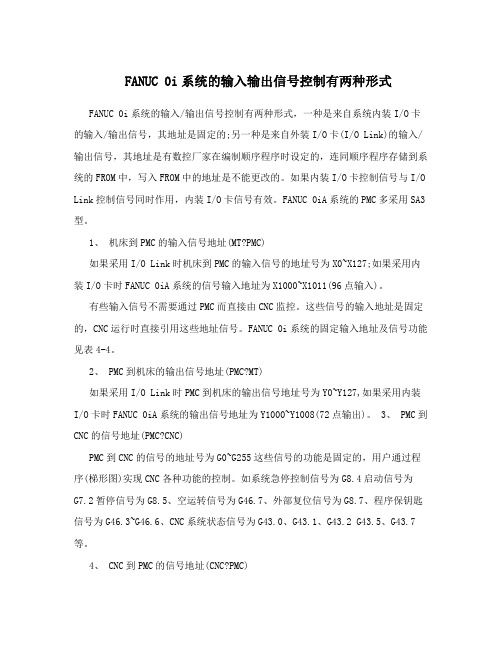
FANUC 0i系统的输入输出信号控制有两种形式FANUC 0i系统的输入/输出信号控制有两种形式,一种是来自系统内装I/O卡的输入/输出信号,其地址是固定的;另一种是来自外装I/O卡(I/O Link)的输入/输出信号,其地址是有数控厂家在编制顺序程序时设定的,连同顺序程序存储到系统的FROM中,写入FROM中的地址是不能更改的。
如果内装I/O卡控制信号与I/O Link控制信号同时作用,内装I/O卡信号有效。
FANUC 0iA系统的PMC多采用SA3型。
1、机床到PMC的输入信号地址(MT?PMC)如果采用I/O Link时机床到PMC的输入信号的地址号为X0~X127;如果采用内装I/O卡时FANUC 0iA系统的信号输入地址为X1000~X1011(96点输入)。
有些输入信号不需要通过PMC而直接由CNC监控。
这些信号的输入地址是固定的,CNC运行时直接引用这些地址信号。
FANUC 0i系统的固定输入地址及信号功能见表4-4。
2、 PMC到机床的输出信号地址(PMC?MT)如果采用I/O Link时PMC到机床的输出信号地址号为Y0~Y127,如果采用内装I/O卡时FANUC 0iA系统的输出信号地址为Y1000~Y1008(72点输出)。
3、 PMC到CNC的信号地址(PMC?CNC)PMC到CNC的信号的地址号为G0~G255这些信号的功能是固定的,用户通过程序(梯形图)实现CNC各种功能的控制。
如系统急停控制信号为G8.4启动信号为G7.2暂停信号为G8.5、空运转信号为G46.7、外部复位信号为G8.7、程序保钥匙信号为G46.3~G46.6、CNC系统状态信号为G43.0、G43.1、G43.2 G43.5、G43.7等。
4、 CNC到PMC的信号地址(CNC?PMC)CNC到PMC的信号的地址号为F0~F255,些信号的功能也是固定的,用户通过顺序程序(梯形图)确定CNC系统的状态。