注塑生产展示图表
合集下载
注塑工艺流程图表

产品废弃记录表
注射成型工艺对塑料性能的影响
页脚内容3
注塑生产流程图:
接收订 单
注射成型工艺对塑料性能的影响
模具 修整
页脚内容1
生
产准烘备料/
上模 初始生产/首
件送பைடு நூலகம் N
GG
QC
检查 O
批量K
生产 自检
/QCO巡检 K 产品
包装 申请
入库检查
入库 OK 检查
重新
调整 N
GG
N 产品隔
GG 离保留
O QE/
K QA 确认
NG G
N 产品隔
GG 离保留
申请 入库
产 品入库
废 弃处理
注射成型工艺对塑料性能的影响
用到的表格有: 材料使用记录 材料干燥记录
成型条件参数表 模具状态票 模具装卸记录 样品送样单 成型条件日常点检表 设备日常点检表 注塑生产记录 构成 LOT NO 如: 06 (年)04(月)10(日)112(机器)01(编号)即:06041011201 入库记录表 入库反检记录表 页脚内容2
注塑部生产日报表模板
9:00--10:00 21:00--22:00
10:00--11:00 22:00--23:00
11:00--12:00 23:00--24:00
12:00--13:00 24:00--1:00
13:00--14:00 1:00--2:00
14:00--15:00 2:00--3:00
15:00--16:00 3:00--4:00
客户
工单号
机台号
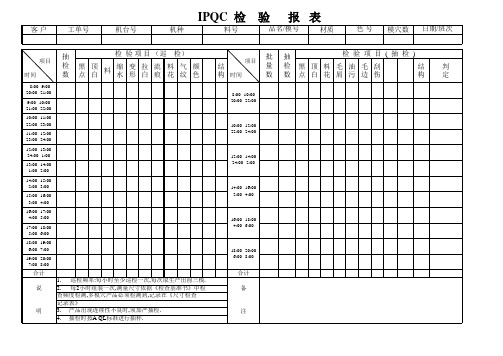
IPQC 检 验 报 表
机种
料号
品名/模号
材质
色 号 模穴数 日期/班次
项目 时间
抽
检 验 项 目 (巡 检)
检 数
黑 点
顶 白
料
缩 水
变 形
拉 白
流 痕
料 花
气 纹
ห้องสมุดไป่ตู้
颜 色
结
项项目目
批 量
构 时间
数
抽
检验项目(抽检)
检 黑顶料毛油毛刮
结
数 点白花屑污边伤
构
判 定
8:00--9:00 20:00--21:00
8:00--10:00 20:00--22:00
10:00--12:00 22:00--24:00
12:00--14:00 24:00--2:00
14:00--16:00 2:00--4:00
16:00--18:00 4:00--6:00
18:00--20:00 6:00--8:00
合计 备
注
审
批准:
核:
作
业
IPQC:
员:
16:00--17:00 4:00--5:00
17:00--18:00 5:00--6:00
注塑车间生产状况统计表 表格模板 LS格式

0 2.2 0.0095 0 Nhomakorabea829-01 主体
1 33.9 2548 0
0
0 1395 1890 1796
5081 5000
44 115 54
213 81.4 0.0095 164.713
31 516P-04 抽芯
2
5710 5325 760 0 1155 0
0 12950 42140
0 21.9 0.0095 0
11 803A-10 光滑塞头 4 28 12342
4329 12222 16551 91396
471 114 585 7.1 0.015 62.3025
814-01 厚垫圈 11
803A-11 大软圈
1 14.2 6084 5992 6000 6065 6039 11903 17680 3 14.2 18252 18150 18080 18140 17920 12180
42685 40000
0 3.17 0.0095 0
35 9004-16 挡片
4 17.5 19748 0
0 1130 4275 0 4840 17700 27945 20000
0 7.4 0.0095 0
35 301-04 长螺杆 4
5650 0
5650 50000
36 51
516P-13
翘板
2 16.5 10472 13110 3375 5500 0
4 300AJ-03 主体
2 28.8 6000
350 350 3000
2 2 31.5 0.0095 0.5985
0
0
0
120789 118886 118756 104264 88606 80776 68041 700118 1E+06 2108 722 1130 1126 3686 2801 260 11833
注塑车间生产状况统计表(表格模板、XLS格式)

30920 29635
0 10.1 0.0095 0 绿色
823-07 小高压圈 4 13.5 25600 24000 18000 4480 880
47360 47000
0
2 0.0095 0
30 803-07 大高压圈 4 10.4 33230 6855 3695 31260
41810 38550
28 813A-01 主体
2 33 5232 4896 5024 5154 5098 5178 5202 5190 35742 55866 350 76 26 32 62 38 50 634 73.9 0.0095 445.1
29 9004-08 浮箱
2 23 7513 7685 5920 6205 3570 6325 1215
注塑车间第13周生产状况统计表
机 号
产品编号
品名
模 穴
周期 日产量
周五 周六
周实际生产量 周日 周一 周二 周三 周四
1 516P-02 排座
2 34 5082 5040 5040 5110 4130 320 0
0
合计 19640
批量
周实际报废量
周五 周六 周日 周一 周二 周三 周四
40600 8 0 0 27 0 0 0
53679 49722 92 84 19 45 218 770 84470 84210 112 172 112 333 227
1228 7 0.015 128.94 956 1.67 0.015 23.9478
803A-05 大螺帽 12
825-04 小螺帽
6 32 16200 528
5160 5688 143690 0
15 516P-08 浮桶
注塑产品生产日报表

版本号:A/0
班别:
机 模具编 生产订 台 号 单号
物料号
物料名称
XX有限公司
注塑产品生产日报表
年 月日
全周 秒
模 穴 数
标准 产量/ 小时
实际产ቤተ መጻሕፍቲ ባይዱ量
生产 工时
不良 数
异常备注
起止 时间
异常 工时
试换 模时
间
等工 工时
表单编号:
物料耗用(批次/数量)
操作员、操作工时
PET原 料
标贴
垫片
隔 板
珍 珠 棉
注:1.异常工时为机台故障调整维修、修模具等;2.试换模工时为试模、换模、换色等工时; 3.等工工时为停电、待料、量达停机等工时; 4.机台,生产订单号,物料号,物料名称要与计划部下达的派工单上信息一致,生产订单号既是派工单号. 5.物料消耗填写当天该订单用量,标贴和垫片要写明批次.
填写:
审核:
班别:
机 模具编 生产订 台 号 单号
物料号
物料名称
XX有限公司
注塑产品生产日报表
年 月日
全周 秒
模 穴 数
标准 产量/ 小时
实际产ቤተ መጻሕፍቲ ባይዱ量
生产 工时
不良 数
异常备注
起止 时间
异常 工时
试换 模时
间
等工 工时
表单编号:
物料耗用(批次/数量)
操作员、操作工时
PET原 料
标贴
垫片
隔 板
珍 珠 棉
注:1.异常工时为机台故障调整维修、修模具等;2.试换模工时为试模、换模、换色等工时; 3.等工工时为停电、待料、量达停机等工时; 4.机台,生产订单号,物料号,物料名称要与计划部下达的派工单上信息一致,生产订单号既是派工单号. 5.物料消耗填写当天该订单用量,标贴和垫片要写明批次.
填写:
审核:
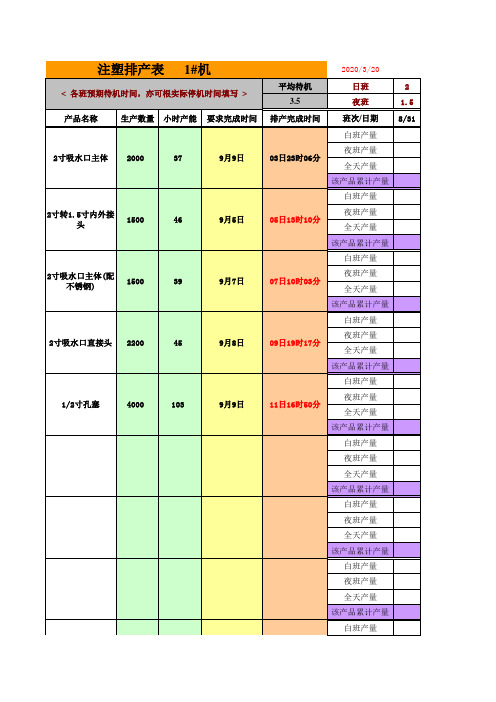
注塑车间排产表
9/1
9/2 9/3 9/4 9/5 9/6 9/7 9/8 9/9 9/10 9/11 9/12 9/13
371
371 371
390
390 107
761Biblioteka 761 478761
1522 2000
462 203
351 485
351 946 203
351 1297 1500
220 391 67
411 411
2020/3/20
平均待机
日班
2
3.5
夜班
1.5
排产完成时间
班次/日期 8/31
白班产量
03日23时06分
夜班产量 全天产量
该产品累计产量
白班产量
05日13时10分
夜班产量 全天产量
该产品累计产量
白班产量
07日10时03分
夜班产量 全天产量
该产品累计产量
白班产量
09日19时17分
夜班产量 全天产量
该产品累计产量
2 1.5 9/18
2 1.5 9/19
2 1.5 9/20
2 1.5 9/21
2 1.5 9/22
2 1.5 9/23
2 1.5 9/24
2 1.5 9/25
2 1.5 9/26
2 1.5 9/27
2 1.5 9/28
2 1.5 9/29
2 1.5 9/30
2 1.5 10/1
2 1.5 10/2
2 1.5 10/3
2 1.5 10/4
2 1.5 10/5
2 1.5 10/6
2 1.5 10/7
2 1.5 10/8
2 1.5 10/9
(参考)注塑部生产运作所需的表格

QC员:
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件名称
颜色
不良率
日期
翻工原因:
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
处理结果:
签字:
开单: 审核: 日期:
10.交接班记录表
序
机
产品名
本班生产情
数
不良
人
5S状
接班确
号
号
称
况
量
率
手
况
认
1
2
3
4
5
11.注塑工艺条件更改记录表
机号
模具编号
产品名称
生产日期
序号
产品异常现象描述
时间
原因分析
改前参数
改后参数
更改人
1
2
3
4
5
12.模具资料一览表
序号
产品名称
模具编号
长×宽×厚
颜色
送检数量
送检日期
备注
(附样板)
送检人:
检验结果:
送检人:
7.补料申请单
机号
模具编号
原料
补料数量
日期
补数原因:
申请人: 审核: 批准: 日期:
8.注塑生产日报表
序号
机号
产品名称
颜色
A班产量
B班产量
累计产量
欠数
备注
1
2
3
4
5
开单: 审核: 日期:
9.胶件翻工通知单
机号
胶件名称
颜色
不良率
日期
翻工原因:
时间
射胶时间
秒
冷却时间
秒
注塑周期
秒
小时产量
模温控制
模冷方式
温度(℃)
前模
后模
水口重量(g)
每只产品单重(g)
一模总重量(g)
21.注塑部异常报告单
注塑工艺表格

注射(±10)
项目
压力(mp) 速度(%)
一段
二段
三段
四段
注射时间(S)
保压(±10)
项目 一段 二段 三段 四段 五段
压力(mp) 速度(%)
温差
项目 压力(mp) 托模进一段 托模进二段 托模退一段 托模退二段
速度(%)
位置(mm)
托模方式
时间 □ 位置 □ 行程 □
位置(mm) 位置(mm) 时间(S)
储料前 □ 储料后 □
产品要求:无缺料.毛边.堵孔.色差.变形.产品尺寸在规定范围之内。
编制: 审核: 批准: 日期:
项目 一段 二段 三段 四段 五段
项目 中子A进 中子A退 中子B进 中子B进 动作方式
项目 一段 二段 三段 射退 射退方式
开模(±10)
压力(mp) 速度(%)
位置(mm)
中子(±10)
压力(mp) 速度(%)
位置(mm)
时间 □ 位置 □ 行程 □
储料(±10)
压力(mp) 速度(%) 位置(mm)
模具编号
注塑工艺表格 机台型号
产品名称
产品编号
注塑工艺卡
模穴
模具状态 产品单重 产品材料 进胶方式 生产周期 冷却时间
温度(±10)
托模(±10)
项目
设定温度 实测温度
加热一段 加热二段 加热三段 加热四段 加热五段 烘料温度 模具温度
合模(±10)
项目 一段 二段 三段
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
故责任人 混料 干燥不足 材料异常 材料 故障 机台 故障 OK 模具 故障 追查原因 在制品 工艺修正 NG 生产异常处理 质量异常处理
已生产
责任追究 安排返修 报废 教育
变更检验标准 变更技术标准
经理
正常后 恢复生
维修 处理
通知厂 家维修
更换机 NG
OK
按机器说 明书检修
开联络单送 模具部
全程跟踪生产,抽检质量,核实每日产量,开机首件确认,停机末件确认 生产塑件订单下发 塑件检验标准下发 工艺设备模具材料确认 主管 各类样品及修理指导 班长 及时完成任务,达班产量 自检质量达到标准的要求 准备确认各种要素的到位 首件末件,生产过程抽检 生产异常班长 不合格 仓库质检 合格品 包装说明 质检 修理指导 检验标准 汇报主管 主管 产品 隔离 统计 数量 责任 班别 核实数量 检验质量、首末件 每日入库报表 入库 客户 质量 反馈 出货 主管 抽检
已生产
责任追究 安排返修 报废 教育
变更检验标准 变更技术标准
经理
正常后 恢复生
维修 处理
通知厂 家维修
更换机 NG
OK
按机器说 明书检修
开联络单送 模具部
全程跟踪生产,抽检质量,核实每日产量,开机首件确认,停机末件确认 生产塑件订单下发 塑件检验标准下发 工艺设备模具材料确认 主管 各类样品及修理指导 班长 及时完成任务,达班产量 自检质量达到标准的要求 准备确认各种要素的到位 首件末件,生产过程抽检 生产异常班长 不合格 仓库质检 合格品 包装说明 质检 修理指导 检验标准 汇报主管 主管 产品 隔离 统计 数量 责任 班别 核实数量 检验质量、首末件 每日入库报表 入库 客户 质量 反馈 出货 主管 抽检