粗轧机十字万向接轴优化设计与改造
宽厚板轧机主传动万向节国产化改进

宽厚板轧机主传动万向节国产化改进陈开双(鄂城钢铁集团有限责任公司机动工程部,湖北鄂州436000)摘要:轧机主传动装置中的大型十字轴式万向联轴器,主要用于传递大的扭矩,工况恶劣,载荷重、冲击大、尖峰负荷出现频繁。
在 实际生产中经常出现万向节十字轴折断、轴承座连接螺栓松动或拉断、叉头变形及断裂等故障,对此采取相应的优化改进措施。
关键词:万向联轴器;万向节;有限元分析;优化改进 DOI : 10.16621/j .cnki .issnl 001-0599.2017.07.73中图分类号:TG 333.5文献标识码:B0前言鄂钢宽厚板厂4300mm 粗轧机为4辊可逆轧机,主传动系统包括主电机、中间轴、万向节、传动轴、接轴平衡装置、接轴定 位装置及轧辊。
实际生产中,主传动系统的故障主要发生在万向 节部位,经常出现万向节十字轴折断、轴承座连接螺栓松动或拉 断、叉头变形及断裂等问题(国内其他中厚板轧机也经常发生同 类故障),万向节使用寿命一般为4〜8个月。
1SWC 1040型万向节型号及主要技术参数(1) 性能参数。
回转直径1040 mm ,公称转矩8000 kN *m , 疲劳转矩4800 kN .m ,最大转矩9600 kN .m ,节点倾角0〜8。
(2) 主传动万向轴参数。
额定功率9000 kW (1拖1),万向 轴转速(55〜120)r /min ,理论转矩1563 kN .m ,轴线最大折角4.3。
, 轴承寿命逸10 000 h 。
力处于较高水平,此处为叉头裂纹发生的最常见区域,所以一般选择与叉头体成45。
角的根部作受力危险截面进行强度校验。
2.2现有万向节常用装配结构形式存在的缺陷(1 )H 型结构缺陷。
①轴承滚珠直径大,润滑不充分,容易造成有些部位干磨,加快轴承和十字轴的磨损;②采用无内圈轴 承,轴承或十字轴的磨损后修复成本较高;③止推垫片不耐冲 击,受严重冲击时发生塑性变形,失去止推作用。
轧机主传动万向接轴疲劳设计

轧机主传动万向接轴的疲劳设计探析【摘要】在轧机主传动系统中,万向接轴是十分关键的部件,其结构十分复杂,工作过程中需要承受随机冲击转矩。
本文对轧机主传动万向接轴的受力特点进行了分析,并对其疲劳设计进行了探析,指出疲劳设计载荷应为轧机冲击扭矩载荷谱,并且,所设计的方法同样可以应用于具有相同载荷特征的机械零件的疲劳设计中。
【关键词】轧机万向接轴疲劳设计轧机万向接轴疲劳强度设计的传统方法中认为,疲劳设计载荷为稳态轧制力矩,实践经验表明,这种处理方法与实际情况有较大出入,因此,这样设计出来的轧机万向接轴常常会出现疲劳破坏的现象。
所以,需要对轧机万向接轴的受载特点进行分析,找出科学合理的疲劳设计方法。
1 扭矩载荷谱分析1.1 冲击扭矩载荷谱轧机主传动万向接轴在工作过程中,受到随机冲击扭矩作用的次数非常高。
对这种冲击扭矩产生影响的因素有:主传动系统的动力特性,轧制品的规格以及各项工艺参数等。
由此冲击扭矩产生了不同的负荷等级,属于动荷载过程。
所谓冲击扭矩的载荷谱,是指在规定的生产周期内,各等级的冲击扭矩以及这些冲击扭矩出现的概率关系谱图。
在工程实际中,常常采用直方图来表示冲击扭矩的载荷谱;它较为全面的反映出了轧机主传动承受随机冲击扭矩的负荷特点。
在轧机主传动万向接轴的疲劳设计中,疲劳设计载荷应以这种冲击扭矩载荷谱为准[1]。
1.2 万向接轴载荷谱的获取方法对于万向接轴载荷谱的获取来说,目前出现有三种方法:(1)理论分析计算法。
这种方法主要应用于新万向接轴的疲劳设计中。
首先对万向接轴的稳态负荷进行计算,计算的依据为轧机工艺的相关设计参数;随后建立相应的动力学模型,通过仿真计算出系统的动力放大系数,最后一步是进行万向接轴载荷谱的编制。
(2)主传动系统动力学分析。
对于主传动系统来说,其动力学模型的建立需要注意以下几点:首先进行系统的简化,将其简化为集中质量系统,同时将具有较大形变的小质量元件简化为质量为零的弹簧;对于质量和刚度都较大的元件简化成弹性为零的集中质量。
棒材轧机万向接轴改造

棒材轧机万向接轴改造
齐广堆;陈瑛
【期刊名称】《江苏冶金》
【年(卷),期】1999(027)003
【摘要】张家港永新钢铁有限公司是从英国引进的电炉—连铸—连轧短流程生产线。
其主体设备有:70t超高功率电炉1座,4机4流小方坯连铸机1套、18机架连轧机组1套。
其设计生产能力年产钢材25万t,主要产品是:φ10~40mm螺纹钢
圆钢。
于1991年6月1日投产。
本文主要介绍轧钢车间350轧机万向接轴改造。
【总页数】3页(P62-64)
【作者】齐广堆;陈瑛
【作者单位】江苏沙钢集团有限公司;江苏沙钢集团有限公司
【正文语种】中文
【中图分类】TG333.62
【相关文献】
1.大型轧机主传动万向接轴结构的分析与改造 [J], 冯攀
2.粗轧机十字万向接轴优化设计与改造 [J], 张令华;秦栋;徐勤广;崔华翠
3.四辊轧机万向接轴的改造与维护 [J], 高克荣;张俊
4.棒材粗、中轧机万向接轴的改造 [J], 郭卫红;梁公永
5.3200粗轧机主传动系统万向接轴的改造 [J], 宋松;李耕;郭新
因版权原因,仅展示原文概要,查看原文内容请购买。
主轧机万向接轴更换技术总结

主轧机万向接轴更换技术总结摘要:南钢中厚板卷厂四辊轧机上下万向接轴由连接法兰、过渡轴承、连接轴、十字轴头、工作辊连接扁头套等部件组成,是连接轧辊与主电机的传动部件。
轧钢过程中,因受钢板的来回冲击,或轧制过程中钢板的叠加(钢板折皱),易出现十字轴头断裂、过渡轴承烧损的现场。
本文结合五年来万向接轴的检修经验,将万向接轴的更换、维护经验进行总结,以便指导今后的工作。
关键词:万向接轴、更换、维护与检修图1 轧机主传动装置简图1-轧机工作机座;2-万向接轴;3-主电动机;4-中间轴;5-支撑辊;6-工作辊; 7-机架;8-万向接轴联结轴平衡支撑装置;9-地脚螺栓1 工程概况万向接轴轴受反复的扭矩很大,十字轴头等部件容易出现疲劳损坏,必须定期进行检查和更换。
1.1 更换程序1.2 万向接轴吊装流程位置如简图所示1.3 吊装钢丝绳选型及初步确定钢丝绳栓挂位置a 、钢丝绳选型图2 吊装流程图 1-万向轴工作位置;2-万向轴吊出轧机位置;3-万向轴吊装过辊道位置;4-万向轴现场放置点下万向接轴拆除部分重量大于上万向接轴,因此以下万向接轴的重量为参照选取的钢丝绳公称直径。
钢丝绳直径比较大,应尽可能选用37丝比较柔软的钢丝绳。
b、初步确定钢丝绳栓挂位置由于各部件为不规则件,常规力学公式难以计算确定重心位置,因此只能初步确定吊装钢丝绳栓挂位置。
万向接轴中间接轴部分为均匀对称圆柱体可近似看做简支梁,以万向接轴中部轴承为对称线将中间接轴分为两部分。
吊装如下图图4 下万向接轴吊装2主要检修方法2.1 固定支架固定将万向接轴的平衡装置的锁紧缸伸出,下轴承座的定位销拔出,将止推手柄拉出来,然后将两个平衡缸收缩使平衡支架降到最低位落在止推块上。
在吊装过程中为避免支架因为晃动的万向接轴的撞击而使其倾倒,用型钢在平衡装置上焊接两个斜支撑支架将其支撑住。
拆除轧机传动装置各液压、润滑油管和冷却水管,由生产操作人员拉出工作辊。
2.2 拆除上万向接轴把上万向接轴的各油管拆除,将自制的平台支架固定在万向接轴电机端齿法兰位置,用液压扳手和打击扳手拆卸法兰接轴和法兰关节间的六角螺栓。
万向接轴十字包国产化制造
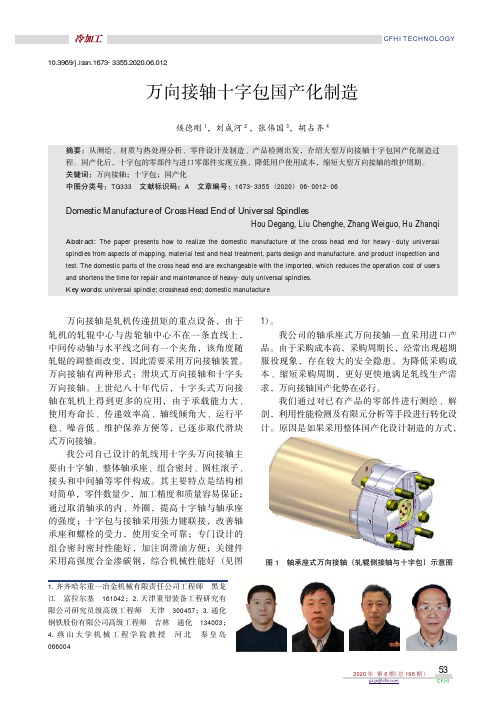
CFHI TECHNOLOGY万向接轴是轧机传递扭矩的重点设备,由于轧机的轧辊中心与齿轮轴中心不在一条直线上,中间传动轴与水平线之间有一个夹角,该角度随轧辊的调整而改变,因此需要采用万向接轴装置。
万向接轴有两种形式:滑块式万向接轴和十字头万向接轴。
上世纪八十年代后,十字头式万向接轴在轧机上得到更多的应用,由于承载能力大、使用寿命长、传递效率高、轴线倾角大、运行平稳、噪音低、维护保养方便等,已逐步取代滑块式万向接轴。
我公司自己设计的轧线用十字头万向接轴主要由十字轴、整体轴承座、组合密封、圆柱滚子、接头和中间轴等零件构成。
其主要特点是结构相对简单,零件数量少,加工精度和质量容易保证;通过取消轴承的内、外圈,提高十字轴与轴承座的强度;十字包与接轴采用强力键联接,改善轴承座和螺栓的受力,使用安全可靠;专门设计的组合密封密封性能好,加注润滑油方便;关键件采用高强度合金渗碳钢,综合机械性能好(见图1)。
我公司的轴承座式万向接轴一直采用进口产品。
由于采购成本高,采购周期长,经常出现超期服役现象,存在较大的安全隐患。
为降低采购成本、缩短采购周期,更好更快地满足轧线生产需求,万向接轴国产化势在必行。
我们通过对已有产品的零部件进行测绘、解剖,利用性能检测及有限元分析等手段进行转化设计。
原因是如果采用整体国产化设计制造的方式,1.齐齐哈尔重一冶金机械有限责任公司工程师黑龙江富拉尔基161042;2.天津重型装备工程研究有限公司研究员级高级工程师天津300457;3.通化钢铁股份有限公司高级工程师吉林通化134003;4.燕山大学机械工程学院教授河北秦皇岛066004万向接轴十字包国产化制造候德刚1,刘成河2,张伟国3,胡占齐4摘要:从测绘、材质与热处理分析、零件设计及制造、产品检测出发,介绍大型万向接轴十字包国产化制造过程。
国产化后,十字包的零部件与进口零部件实现互换,降低用户使用成本,缩短大型万向接轴的维护周期。
关键词:万向接轴;十字包;国产化中图分类号:TG333文献标识码:A 文章编号:1673-3355(2020)06-0012-06Domestic Manufacture of Cross Head End of Universal SpindlesHou Degang,Liu Chenghe,Zhang Weiguo,Hu ZhanqiAbstract:The paper presents how to realize the domestic manufacture of the cross head end for heavy -duty universal spindles from aspects of mapping,material test and heat treatment,parts design and manufacture,and product inspection and test.The domestic parts of the cross head end are exchangeable with the imported,which reduces the operation cost of usersand shortens the time for repair and maintenance of heavy-duty universal spindles.Key words:universal spindle;crosshead end;domestic manufacture10.3969/j.issn.1673-3355.2020.06.012图1轴承座式万向接轴(轧辊侧接轴与十字包)示意图一重技术图2R1接轴十字包示意图则国产化接轴与进口接轴虽然整套部件可以互换,但各零件无法互换。
万向节十字轴精密锻件设计实例

万向节十字轴精密锻件设计实例齐齐哈尔大学机电工程学院班级:机械082班姓名:姜巍学号:16指导教师:刘尚时间:2010年11月5日目录一.摘要 (2)二.设计步骤 (2)三.设计及改进过程 (2)I. 万向节的失效形式 (2)II、从失效形式进行设计改进 (5)III、成形方案的确定 (6)IV、模具型腔设计准则 (7)V.金属变形过程分析 (8)VI.工艺力计算 (9)VII闭塞锻造十字轴工艺优化(三维数值模拟) (10)四.总结 (13)五.参考文献 (13)万向节十字轴精密锻件设计实例作者:姜巍齐齐哈尔大学机电工程学院机械082班[摘要]:本文通过分析万向节的失效形式和建模仿真了解万向节的结构和强度缺陷,进而对万向节的结构及制造过程进行改进,取得最优的设计方案.[关键词]:万向节锻压失效形式[Abstract]: By analyzing the failure modes and cardan modeling simulation to understand the structure and intensity of universal defect, then try to improve the structure and the manufacturing process, and get the best design scheme.[key words] cardan forging Failure forms一.设计步骤I万向节的失效形式II.从失效形式进行设计改进III.成形方案的确定IV.模具型腔设计准则V.金属变形过程分析VI.工艺力计算VII闭塞锻造十字轴工艺优化(三维数值模拟)二、设计及改进过程I、万向节的失效形式万向节常常因为十字轴本体与轴颈台肩设计不合理和十字轴上的滚针压痕及轴承漏油磨损的过早破坏,满足不了用户对万向节寿命的要求。
本文意在通过全面分析对产品的综合性能进行设计改进,提高万向节的寿命。
粗轧机万向接轴装配技术

粗轧机万向接轴装配技术 付国光 ,张春艳 ,张红光 ,史永利 摘要:详细分析阐述粗轧机万向接轴的结构特点及其装配难点和实现方
法。 关键词:粗轧机 万向接轴 装配
粗轧机的万向接轴为滑块式结构。叉头和接轴分别制造然后采用热装而成。现场使用表明。万向接轴的损坏往往是叉头。接轴两端的叉头直径受到齿轮机座中心距的限制。所以接轴、叉头的机械性能、加工精度、表面粗糙度都要求很高。另外由于该结构为分体组合式,对装配提出了新的课题.要求装配后的万向接轴应具有合格的强度,同时在叉头损坏时又能进行拆装。故该结构的万向接轴对装配要求及其严格。 1 技术难点 该结构主要特点为配合为过盈配合,过盈量较大。由于各分件的重量较重,体积较大,该装配带来极大的不便。而且要求电机端叉头及轧辊端叉头与接轴装配后位置度要求较为严格。装配结构如图1。 图1 2 装配的工艺过程 复检接轴及叉头2(电机端)与叉头l(轧辊端)配合尺寸符合图纸要求。清理以上各件飞边、毛刺,圆角倒钝。将叉头加热。加热温度按叉头与接轴配合实际过盈量计算出来。加热到一定温度后进行保 3 主要工序说明及措施 接轴的工序较多。但形状较简单,外圆及处粗糙度Ra0.8,采用磨削方法可以满足要求。粗加工时应考虑该件调质所需吊头问题,经 过研究,该件在锻造时应加长留量,在该件端头余量上加工出调质用吊头用孑L.以便其能够顺利热处理。由于该件总长为9 165 mm加上吊夹头用总长将近10 000 mm。这对该件的加工带来极大的困难,普通车床上无法进行粗加工,只能在重型车床上进行。加工后表面粗糙度应在Ra3.2以下,以便下序进行超声波探伤。精加工是重点,由于外圆配合尺寸公差严,精度高,表面粗糙度低,故在精加工时,经过反复研究,最后决定将该件的精加工分为两序,首先在车床上进行精车,表面粗糙度达到见3.2。严格按要求修复中心孔,然后在数控磨床上进行精磨外圆。 经过实践证明以上加工方案完全保证了该件的加工及装配精度要求。 4 结 语 通过执行该工艺有效的避免的加工变形问题。并完全达到了图纸的精度要求,为装配的顺利进行提供了前提条件。由于采用了先进的磨削技术,在万向接轴的加工中解决了技术难题,同时为我公司与同行业的竞争中提供了技术保证。也为万向接轴的国产化作出了贡献
双十字轴式万向联轴器中间轴相位角的优化设计

从 图中所示 的几何关 系易知 :
tn =a  ̄2 c a 1tn ・0 () 1
为 避免 力矩 波动 .实 际应 用 中多 采用 双十 字轴
式万 向联轴 器 .即用 1 中间轴将 2个 单 十字 轴式 根
联轴 器联 接起 来 但 该类 联轴 器往 往受 到轴 系硬 点 空 间布 置 的限制 , 致使 中间轴 和主 、 动轴 3轴轴 线 从 不在 同一平 面 内 .最 终仍 然 导致传 动 系统输 出端 产 生力 矩 波动 。此 时 .除 了通过 优化 轴 系空 间夹 角 的 方法 .还 可 以通 过优 化 中间轴 两 十字轴 节叉 之 间相
Un v r a u l g i e s lCo p i n
L u F iE we , i iz i n, e r i L uJai L
( .hn A Gru op rt nR&D Ce tr 2 S uh senUnv ri fFn n ea d E o o c ) 1C iaF W o pC roai o ne; . o twetr iest o ia c n c n mis y
de i n sg
1 万 向联 轴 器 的 运 动 分 析
11 单十 字轴式 万 向联轴 器 的运 动分 析 .
作为 一种 不等 速万 向联 轴器 .单十 字轴式 万 向 联轴器 虽 能保证 主 、 从动 轴 的平 均转 速相 等 , 却 不 但 能保证 二 者 的瞬 时转速 相等 .即 当主动轴 绕 其轴 线
p a e a ge 0 o h n eme it h f i n o h a t r a sn u t a in o me t a h u p t e d o h h s n l f t e it r d ae s a s o e f t e fc o s u i g f c u t f mo n t t e o t u n f t e t c l o d i l r s n v ra o p i g i sa l h d w t o t r a / i w i h rv l . p rmee ie d l o b e c o s u ie s lc u l se tb i e i s f n o h n s h wa e Ad ms e ,w t te V h mi i z d f c u t n o r e h f mo n st r e.O t z d d sg t d sc ri d o t o i e e td sg a a l s n mie u t a i fd v n s a me ta a g t p i e e i n su y i a re u rd f r n e i n v r b e l o i t mi f f i
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
量不稳 定 ,其 综 合机械 性能 不适 合做 承受 大 冲击 循 环载荷 的零件 使用 。
接轴中间轴部位低 , 属易损件 , 该部分设计为与中间
轴用 法兰 联接 的分体式 独立 结构 , 便于检 修 其工作载荷大 , 受空间位置 限制 , 螺栓公称直径相对较小,即使采用国家标准 1. 0 级通用的设计和制造 , 9 也不能满足使用要求 , 导
3轴承座 。在实际使用中 , ) 轴承座也是经常发 生故 障的 重要 部件 之 一 。存 在 以下 问题 :底 键 ” “ 过 高 ,造 成相应 接 头 的键 槽过 深 ,抗 弯 曲强 度 降低 ; “ 底孔 ” 太小 , 不利于轴承孔的机械加 工和热处理 ; “ 位 止 口” 短 , 定 太 无法 准 确定 位 , 成 十 字 轴 轴 颈 造
该 接 轴用 于 中厚 板 可逆 式轧机 ,载 荷重 、 冲击 大 、 峰负 荷 出现频 繁 , 线 折 角较 小 , 尖 轴 采用 S 型 WZ 整体轴 承座 式十字 万 向接轴 。中间轴 设置 为可 伸缩 花键副 结构 。 头万 向节是 接轴 的重要 部位 , 处零 单 该 件 种类 多 , 间受 限制 , 布 紧凑 , 件 强 度 相对 于 空 分 零
原大型十字接轴多采用S 型整体轴承座双螺 WZ 栓连接 式 , 接轴 的主要 零 部件结 构均 存在 问题 , 该 直
接影 响接 轴 的综合 性能 ,使其 不能 满 足轧机 的运 行 要 求 。选 择重要 的零 部件分 析如下 : 1十 字轴 。该 十字轴 轴颈 与 中间部 分 的过渡 截 ) 面尺寸变 化大 , 渡 陡峭 , 过 呈锐 边 、 角 阶梯轴 状 , 锐 易 造成应 力集 中 。 当接轴 承受 载荷 时 , 区域本 身为大 该 应力 区 , 大应力 状况是 三 向受 拉应力 。 最 十字轴 材料
大型 十字万 向接 轴主要 运用 于轧 机 主传动 装置
上 , 关 系轧 机运 行质 量 的 重要装 备 , 工 况 恶 劣 , 是 其
中心 线交 点 与 万 向节理 论 铰 接点 有 较 大 的偏 移 ; 轴 承 座所 有 的棱 边 均 不倒 圆 , 承 座 的热 处 理要 求 很 轴
载荷重、 冲击大、 尖峰负荷出现频繁。济钢中厚板厂 粗轧机 十字 轴原来 经 常发生 十字轴 、轴承座 连接 螺 栓、 接头等重要零部件断裂故障。 为做好十字接轴的 使用维护 , 减少故障, 对其进行结构改进 , 重新进行
致 经常断裂 。
利用 M h i e t 6 软件进行详 细校核 , cn a e a c Ds o . l kp 0 步骤 如 下 : 件 的三 维实 体 校核 , 零 修改 实体 模 型 , 分 析零件和总体的质量特性 ( 包括质量、 质心坐标 、 转
动 惯量 等 ) 自动 生成 二维 工程 图 。对 重要 零件 的三 , 维 造型 校核过 程介绍 如下 : 1该 十字 轴 材 质采 用 3CN3 , 构 合理 , ) 4 riMo结 轴
行 了模 拟校 核和优 化 。
和刚度降低 ; 凸台垂直凸起 , 无倾斜角度 , 过渡圆角 太小会造成应力集 中, 其强度降低 , 国外先进公司均 以8 。锥 面 凸起 ; 矩 输入 端轴承 座键 槽受 力 面与力 力
矩 输 出端 衬板 槽受 力 面相 互垂 直 。
1 原接轴 的结构形式 和存 在问题
选用2 C M T , 据生产 实 践 , 种材 料 的热 处理 质 0 r n i根 这
2 计算机辅 助优化设计
针 对 以上 分 析 , 合 现 场 情 况 , 用 Meh i 结 利 ca c n a l D stp . eko60 软件 重新 进行三 维实体 校核 和优化 。
21 确 定接 轴的 结构型 式 .
收稿 日期:0 8 0 — 6 20 - 1 1
颈与中间部分截面尺寸变化较小 ,有利于整体热处 理性能的提高 , 过渡区平缓 , 以大圆弧面光滑连接 , 消 除高应 力 区的应 力集 中 ,大大提 高 了十字 轴 的承
载能力 。 十字 轴设 计如 图1 所示 , 轴承 座结构 如 图2 所 示 , 结构 合理 , 其 受力均 匀 。
质量就是企业的生命要做好连铸机工程介质管道的监理工作关键就要掌握标准熟悉图纸严格检查根据实际情况编写适合本工程的监理细则认真审批施工单位的施工组织设计对关键部位要有专项施工方案并对方案的可行性提出意见强化施工单位的技术负责人与施工人员之间的技术交底把握好隐蔽部位的施工验收
维普资讯
高, 调质后要渗碳 淬火 , 尖锐 的棱边无法保证热处
理 质量 。
4辊 端接头 。 ) 原辊 端接头存 在 以下问 题 : 与轴 承 座接 触 的凸 台相 互孤 立 , 中间桥 连接 , 无 造成其 强度
设计。借助A t e 公司的M cai l e t 6 软 u ds o k ehn aD s 0 . c k p 0 件 作为主 要 的辅 助工 具 ,对 济 钢粗 轧机万 向接 轴进
第3卷 第3 0 期
20 0 8年 6月
山 东 冶 金
S a d n M ealr y hnog tlu g
Vo .0. . 1 3 No3
Jn 0 8 u e2 0
粗 轧 机 十 字 万 向接 轴 优 化 设 计 与 改造
张令华 , 栋 , 秦 徐勤广 , 崔华翠
( 济南钢铁集 团有 限责任 公司 , 山东 济南 200 ) 5 11 摘 要: 济钢 中厚板厂粗轧机十字万 向接轴由于结构形式不够合理 , 易发生故 障。利JM cail ek p. 容  ̄ ehnc st 6 软件进行 三 J aD o 0
维应力校核和计算 , 对其重新设计 , 十字轴材质采用3CN3 o优化 了产 品零部件结构 , 4 ri , M 改善 了其受力状 况 , 使用 寿命 延长
到1。 a
关键词 : 十字万 向接轴 ; 计算机辅助设计 ; 优化改 造
中阔分类号 :G 3 . T 33 5 1 文献标识码 : B 文章编号 :0 4 4 2 ( 0 80 — 0 9 0 10 - 6 0 20 )3 0 7 - 1