电镀工艺-SP-28光泽锡铅工艺
电镀工艺锡铅工艺ppt课件

1m=1000mm100,000um
注意事項
在錫鉛電鍍中,對電流密度大小的控制至關重要,如果電 流密度相對過小,在電流密度過小的范圍內將有發黑現 象.
氧化亞錫/黑色
錫塊 保養方式:先用5%--8%硫酸浸泡約10min,再去離子水 清洗,然后再裝入鈦籃中.
3 .錫鉛酸(烷基磺酸)
無色液体,強酸性,含烷基磺酸70%.具有增強陽極溶解 效率,增強鍍液導電性能,以及平整鍍膜的作用.具有 強腐蝕性,在使用時應戴上防腐手套,避免直接接觸葯 水.
1.3 相關資料 Sn2+ :30-60g/L Pb2+ :4-7g/L 烷基磺酸﹕150—230ml/L 溫度﹕18±3°C
作業要點: 1.錫鉛工站濃度管制範圍依條件設定表,分析頻率1次/日 2.參照條件設定表确定電流,電壓. 3.檢查錫/錫鉛槽的溫度18±3℃,冷凍裝置.(1次/2Hr) 4.陽极籃及陽极袋點檢頻率:1次/3Hr;清洗保養頻率:1次/2
周 5.母槽標准液位,過低時依分析要求添加母液 6.錫/鉛區域及膜厚需符合電鍍檢規. 7. 陽極塊(球)應用純錫塊(球),其含量應為99.8%以上. 8.鍍層的焊錫性需符合檢驗標准,焊錫覆蓋面積應大于
2. 於200℃長時間烘烤外觀仍會變為藍紫色,但此時錫層未 熔化,沒有有機物析出的問題。
3. 下圖為對不同變色程度樣品Auger分析的結果:不同變 色程度, 碳含量分布並無太大變化,顯示碳含量對變色影 響不大。
界面黑痕原因探討
黑痕原因分析
電鍍純錫時,錫界面易發生虹吸現象(接触空氣 面積增大),界面處虹吸現象導致界面處產生氣泡, 屬於低電流密度區域,流效率低, Sn2+ ,H+,有機C 容易共析,界面處氣泡(氫氣)生較多,導致結晶狀 態較差,光亮性較差,有機C易氧化,再加上錫易鈍 化的金屬特性,錫在鍍液與空氣的臨界面結晶析出 的同時迅速被氧化,而且氧化的速度大于晶粒析出 的速度,而呈灰白色,嚴重者為黑色,這就是我們看 到的“界痕”,虹吸現象越嚴重,接触空氣面積就 越大,越容易發生氧化,粗糙的比光面的易虹吸,因 此就有端子兩面粗糙度差異導致界痕發黑有差異 的現象
电镀铅锡合金工艺研究

电镀铅锡合金工艺研究
电镀是一种常用的金属表面处理工艺,可以使金属表面具有更高的耐腐蚀性、更优异的硬度和更好的外观效果。
电镀铅锡合金工艺是电镀技术中的一种重要工艺。
该技术的主要优点是可以得到较为稳定的耐腐蚀层,具有较高的耐磨性和硬度,以及良好的吸附和加工性能。
铅锡合金的电镀工艺开发需要进行大量的实验。
首先,必须确定合适的电镀液配比,以达到良好的外观和加工性能。
其次,还要确定合金中铅含量,以决定电镀液中硫酸铅浓度,以及其他添加剂的用量。
最后,在规定的电镀温度、电压和济流下,要进行批量电镀实验,并对结果进行细致分析以确定最优工艺参数。
电镀铅锡合金工艺的主要技术性能包括耐腐蚀性能、高温性能、疲劳性能和金属表面状态。
这些性能受到铅锡合金的成分比例、电镀液的配比、电镀温度和电压等因素的影响。
一般来说,增加锡的含量和降低铅的浓度可以提高耐腐蚀性。
而电镀温度越高,电镀层的耐磨性也越高,但是当电压过高时会导致电镀层的裂纹。
此外,添加抗氧化剂和硫化剂可以提高电镀层的疲劳强度,减少金属表面氧化物的积聚,从而提高金属表面光泽度和附着力。
电镀铅锡合金工艺的发展将有助于改善金属制品的外观和提高
其使用性能。
未来,铅锡合金电镀技术将得到进一步发展,以满足工业应用的需要,为金属加工行业带来显著的技术改进。
综上所述,电镀铅锡合金工艺是提高金属制品耐腐蚀性、硬度、外观效果和加工性能的一种重要工艺。
科学家正在研究新的电镀技术,
以改善金属制品的性能,并满足工业应用的需要。
电镀的工艺(3篇)
第1篇一、电镀工艺的基本原理电镀工艺的基本原理是利用电解质溶液中的金属离子在电极表面还原成金属,从而在工件表面形成一层金属薄膜。
电镀过程中,工件作为阳极,金属离子作为阴极,电解质溶液作为介质。
1. 电解质溶液:电解质溶液是电镀工艺的核心,它含有待镀金属的离子。
根据镀层材料的不同,电解质溶液的种类也有所区别。
2. 阳极:阳极是电镀过程中提供金属离子的电极,通常使用与镀层材料相同的金属或导电材料。
3. 阴极:阴极是电镀过程中沉积金属薄膜的电极,通常使用工件。
4. 外加电源:外加电源提供电镀过程中的电流,促使电解质溶液中的金属离子还原成金属。
二、电镀工艺流程1. 工件预处理:工件预处理是电镀工艺的第一步,主要包括表面清洗、去油、去锈、去氧化膜等,以确保工件表面干净、平整。
2. 电镀液配制:根据镀层材料的要求,配制相应的电解质溶液。
3. 电镀:将工件放入电解质溶液中,接通电源,使工件成为阴极,阳极接通电源。
在电解过程中,金属离子在工件表面还原成金属,形成镀层。
4. 镀层后处理:镀层后处理包括清洗、干燥、抛光等,以提高镀层的质量和外观。
5. 检验:对镀层进行质量检验,确保镀层厚度、均匀性、结合力等符合要求。
三、电镀工艺分类1. 按镀层材料分类:包括镀锌、镀镍、镀铜、镀银、镀金等。
2. 按镀层用途分类:包括装饰性电镀、功能性电镀、耐磨性电镀、耐腐蚀性电镀等。
3. 按电镀工艺分类:包括酸性电镀、碱性电镀、中性电镀、盐浴电镀等。
四、电镀工艺应用1. 金属制品:电镀工艺广泛应用于金属制品的表面处理,如汽车零部件、自行车、手表、首饰等。
2. 电子产品:电镀工艺在电子产品中的应用非常广泛,如手机、电脑、家电等。
3. 医疗器械:电镀工艺可以提高医疗器械的耐腐蚀性和耐磨性,如手术刀、牙科器械等。
4. 建筑材料:电镀工艺在建筑材料中的应用包括镀锌钢管、镀锌铁丝等。
5. 航空航天:电镀工艺在航空航天领域的应用包括飞机、火箭等零部件的表面处理。
电镀的工艺流程
电镀的工艺流程
《电镀工艺流程》
电镀是一种利用电化学原理将金属沉积在导电基材上的表面处理工艺。
它能够增加金属产品的耐腐蚀性、外观光泽以及耐磨性,因此在制造业中得到了广泛的应用。
下面我们来看一下电镀的工艺流程。
首先是准备工作,需要将待镀件进行清洁处理,去除油污和其他杂质。
然后进行去毛刺处理,以保证表面光洁度。
接下来就是进行酸洗处理,将金属表面氧化物、锈斑等杂质溶解掉,这一步将为电镀打下良好的基础。
接下来是电镀过程。
首先将待镀件作为阴极,放入含有金属离子的电解质溶液中,然后通过外加电流,在待镀件表面沉积金属。
在这个过程中需要控制电流密度、温度以及离子浓度等参数。
具体的电镀过程根据金属的不同而有所不同,比如铜镀、镍镀、铬镀等都有各自的工艺流程。
最后则是进行后处理工作。
将电镀好的产品进行清洗、干燥、抛光等处理,以提高产品的表面光洁度和质量。
总的来说,电镀工艺流程包括准备工作、酸洗处理、电镀过程以及后处理工作。
每一步都需要严格控制相关参数,以确保最终电镀出来的产品质量良好。
随着科技的发展,电镀工艺也不断得到改进和创新,为金属制品的加工提供了更多可能。
SP-28光泽锡铅

增加電流操 作密度
中低電流區發濛
高電流區燒焦,低電 流區白濛
哈氏槽調整(加 起始劑,以1ml/l 逐量添加)
三. 哈氏片外觀
正常操作條 件 電流:5A 時間:1min 溫度: 18℃ 攪拌:無
(標準片)
普瑞得哈氏實驗教材
SP-28-B光澤劑的影響
光澤劑過高 50ml/l HCD燒焦 有針孔 光澤劑過低 10ml/l LCD白霧 23ASD以上燒 焦
普瑞得哈氏實驗教材
SP-28-STR起始劑的影響
起始劑過高 12ml/l HCD輕微燒焦
普瑞得哈氏實驗教材
鉛的影響
鉛過高 8g/l HCD輕微燒焦
鉛過低 1g/l LCD光澤情形不佳, 白霧
普瑞得哈氏實驗教材
四. 結 論
問題 偏低 偏高 改善對策
從以上哈氏片外觀結果可總結出:SP-28光澤錫鉛工藝參數作用如下:
參數 作用
烷基磺酸
烷基磺酸錫 鉛濃度 SP-28-B光澤 劑
增加導電性
提供主鹽 增加鍍層均 一性 增加低電流 區亮度
起始劑過低 4ml/l LCD輕微白霧 HCD輕微燒焦
普瑞得哈氏實驗教材
錫的影響பைடு நூலகம்
錫過高 68g/l HCD輕微燒焦 LCD光澤情形不佳, 白霧
錫過低 30g/l HCD光澤情形不佳, 燒焦 LCD白霧
普瑞得哈氏實驗教材
酸的影響
酸過高 180g/l HCD輕微燒焦 LCD白霧
酸過低 110g/l HCD輕微燒焦 LCD光澤情形不佳, 白霧
普瑞得哈氏實驗教材
SP-28光澤錫鉛工藝
普瑞得哈氏實驗教材
SP-28光澤錫鉛工藝
內容 1.簡介 2.組成及操作條件 3.哈氏片外觀 4.總結
电镀工艺简介

镀液中有足够的金氰络离子供应,阴极上机会不断得到金镀层。
3、 常见故障和纠正方法
故障
可能原因
纠正方法
低电流区发雾
①温度太低 ②补充剂不足 ③镀液有机污染 ④PH太高
①调整温度到正常值 ②添加补充剂 ③活性炭处理 ④用酸性调整液调低PH
故障 中电流区发雾,高电流区呈暗褐色
高电流区烧焦 镀层颜色不均匀 板面金变色(特别是在潮热季节)
至今,当半导体工业多年来从缩小线宽来致力于增进装置的性能时,很少有 设计这样的想法,也就是在一个电子系统中,装置间应该通过包含这个系统的封装 来传递信息。大量的I/O需求及信号传送质量已成为半导体工业重要考虑的因素,无 论在IC内部的连接或把装置封装在线路板上,为了达到可靠的连接,封装过程的要 求及线路板最终表面处理技术同样重要。
纠正方法
①降低操作温度 ②降低电流密度 ③用酸性调整盐调低PH ④添加补充剂 ⑤加强搅拌 ⑥活性碳过滤
①补充金盐 ②用酸性调整盐调低PH ③调低电流密度 ④用导电盐提高比重 ⑤加强搅拌
①补充金盐 ②用导电盐提高比重 ③加强搅拌 ④清除金属离子污染,必要时更换溶液
①加强镀后清洗(热纯水) ②镀层厚度≮2.5um ③加强金镀液净化 ④加强清除镍镀液的杂志 ⑤镀金层应远离腐蚀性气氛环境保存, 变色层可浸5%-10%硫酸去除
金镍层在2um情况下为0
测试方法 原子吸收分光光度计或XRF 显微硬度计 耐磨试验机或模拟插拔
ISO4524/2.GBI2305——90
硬金镀层以低应力镍为阻挡层,防止金铜之间的相互扩散。为了提高硬金镀
层的结合力和减少孔隙率,也为了保护镀液减少污染,在镍层和硬金层之间需镀 以0.02 – 0.05um的纯金层。
电镀工艺流程及品质要求汇总

电镀工艺流程及品质要求一.电镀种类:1、一般水电镀:一般金属物的电镀,利用电化学作用,将防锈物或漂亮的有装饰颜色的化学物质,加在金属上面,使金属产品更有价值及防锈。
2、真空(铝)电镀:利用真空状态下,铝原子比较活泼的特性,加上静电的异性相吸原理,将铝原子的附在被加工物的表面,增加装饰性。
一般加工物体为非导电体的非金属材料,例如:玻璃、陶瓷、塑胶等制品。
3、真空镀钛(钯):(钛钯)等金属硬度较高,利用真空电镀原理,将钛金属溅镀在被加工物表面。
二.电镀工艺流程(一般):1、铁件:工件抛光→ 热浸除油→ 酸浸除锈→ 阴极电解除油→ 阳极电解除油→ 弱酸浸蚀→ 预镀铜→ 酸性光亮铜→ 镀表面→ 烤透明漆2、铝及铝合金件:工件抛光→ 超声波除蜡→ 化学抛光→ 锌置换→ 脱锌→ 锌置换→(镀表面、化学镍)烤透明漆3、锌和金件:工件抛光→ 热浸除油→ 超声波除蜡→ 阴极电解除油→ 活性酸→ 预镀铜→ 焦磷酸铜→ 酸性光亮铜→ 镀表面→ 烤透明漆4、用电镀铬的表面是金属铬,金属铬硬度很高(金属铬的布氏硬度是110HB、钛金属115HB 、铁50HB 、铜40HB 、锌35HB 、铝25HB 、铅5HB )不易被刮伤,所以电镀层表面不需再加保护处理;但其它色泽如镀青铜、古铜、镍、镍砂等非镀铬处理的表面,均需加一层透明漆保护。
三.工件品质注意事项:1、黑胚抛光需使用适当的模具,才不至于造成工件表面变形。
2、因为在电镀过程中,工件需浸水出水数次,所以必须考虑工件的进、排水状况,如果排水不良将造成吐酸现象。
3、工件若有经过焊接,则焊缝必需整个都焊实,不可漏掉,以免因为有漏缝处,产生毛细现象,含酸水造成吐酸现象。
4、工件若有凸出物,必需小心互相碰撞的问题,会造成伤害,要在包装加强。
5、若工件在电镀前无法抛光时,则需在粗胚加工前,还是原材料时就要先抛光再加工。
6、工件若有内外牙、抽牙或铆铜等在抛光或除色时需小心,以免被抛光受伤。
PCB电镀焊料(锡铅合金)工艺介绍
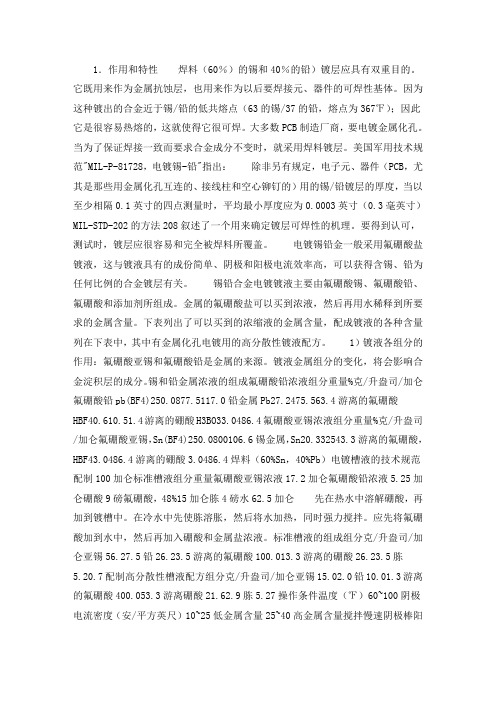
1.作用和特性焊料(60%)的锡和40%的铅)镀层应具有双重目的。
它既用来作为金属抗蚀层,也用来作为以后要焊接元、器件的可焊性基体。
因为这种镀出的合金近于锡/铅的低共熔点(63的锡/37的铅,熔点为367℉);因此它是很容易热熔的,这就使得它很可焊。
大多数PCB制造厂商,要电镀金属化孔。
当为了保证焊接一致而要求合金成分不变时,就采用焊料镀层。
美国军用技术规范"MIL-P-81728,电镀锡-铅"指出:除非另有规定,电子元、器件(PCB,尤其是那些用金属化孔互连的、接线柱和空心铆钉的)用的锡/铅镀层的厚度,当以至少相隔0.1英寸的四点测量时,平均最小厚度应为0.0003英寸(0.3毫英寸)MIL-STD-202的方法208叙述了一个用来确定镀层可焊性的机理。
要得到认可,测试时,镀层应很容易和完全被焊料所覆盖。
电镀锡铅金一般采用氟硼酸盐镀液,这与镀液具有的成份简单、阴极和阳极电流效率高,可以获得含锡、铅为任何比例的合金镀层有关。
锡铅合金电镀镀液主要由氟硼酸锡、氟硼酸铅、氟硼酸和添加剂所组成。
金属的氟硼酸盐可以买到浓液,然后再用水稀释到所要求的金属含量。
下表列出了可以买到的浓缩液的金属含量,配成镀液的各种含量列在下表中,其中有金属化孔电镀用的高分散性镀液配方。
1)镀液各组分的作用:氟硼酸亚锡和氟硼酸铅是金属的来源。
镀液金属组分的变化,将会影响合金淀积层的成分。
锡和铅金属浓液的组成氟硼酸铅浓液组分重量%克/升盎司/加仑氟硼酸铅pb(BF4)250.0877.5117.0铅金属Pb27.2475.563.4游离的氟硼酸HBF40.610.51.4游离的硼酸H3BO33.0486.4氟硼酸亚锡浓液组分重量%克/升盎司/加仑氟硼酸亚锡,Sn(BF4)250.0800106.6锡金属,Sn20.332543.3游离的氟硼酸,HBF43.0486.4游离的硼酸3.0486.4焊料(60%Sn,40%Pb)电镀槽液的技术规范配制100加仑标准槽液组分重量氟硼酸亚锡浓液17.2加仑氟硼酸铅浓液5.25加仑硼酸9磅氟硼酸,48%15加仑胨4磅水62.5加仑先在热水中溶解硼酸,再加到镀槽中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
光泽剂过低 10ml/l LCD白雾 23ASD以上烧 焦
SP-28-STR起始剂的影响
起始剂过高 12ml/l HCD轻微烧焦
起始剂过低 4ml/l LCD轻微白雾 HCD轻微烧焦
锡的影响
锡过高 68g/l HCD轻微烧焦 LCD光泽情形不佳, 白雾
参数
作用
烷基磺酸 增加导电性
烷基磺酸锡 提供主盐
铅浓度
增加镀层均 一性
SP-28-B光泽 增加低电流
剂
区亮度
SP-28-STR起 增加电流操
始剂
作密度
问题
偏低
偏高
高电流区针孔 电流密度上限受影响
度低
损耗大
改善对策 分析并调整之
高电流区针点,镀层均 低电流区发蒙 一性差
SP-28光泽锡铅工艺
SP-28光泽锡铅工艺
内容 1.简介 2.组成及操作条件 3.哈氏片外观 4.总结
一. 简 介
此工艺是一新式烷基磺酸,不含 福尔马林,而且泡沫少的锡铅系列镀 液,并能维持稳定的沉积速率
二. 组成及操作条件
产品 烷基磺酸 烷基磺酸锡 铅浓度 SP-28-B光泽剂 SP-28-STR起始剂 SP-28-N开缸剂
温度
单位 g/l g/l g/l ml/l ml/l ml/l ℃
最佳条件 142 48 5 30 8
18
范围 118~165 35~60
3~6 30~40 4~10 10 16~40
三. 哈氏片外观
正常操作条 件 电流:5A 时间:1min 温度: 18℃ 搅拌:无
(标准片)
SP-28-B光泽剂的影响
锡过低 30g/l HCD光泽情形不佳, 烧焦 LCD白雾
酸的影响
酸过高 180g/l HCD轻微烧焦 LCD白雾
酸过低 110g/l HCD轻微烧焦 LCD光泽情形不佳, 白雾
铅的影响
铅过高 8g/l HCD轻微烧焦
铅过低 1g/l LCD光泽情形不佳, 白雾
四. 结 论
从以上哈氏片外观结果可总结出:SP-28光泽锡铅工艺参数作用如下:
镀层光亮区窄,电流密 度上受影响
中低电流区发蒙
影响镀层质量
高电流区烧焦,低电 流区白蒙
哈氏槽调整(加 光泽剂,以2ml/l 逐量添加)直到 光亮度恢复
哈氏槽调整(加 起始剂,以1ml/l 逐量添加)