PP共混改性配方大全精编版
PP改性工艺全解析(含配方)

PP改性工艺全解析(含配方)
本文档旨在解析聚丙烯(PP)改性工艺的全过程,并提供相关配方。
以下是详细内容:
1. 聚丙烯(PP)改性概述
聚丙烯是一种常用的高分子材料,具有良好的物理和化学性能。
为了进一步改善其性能,人们开发了多种改性工艺。
2. 常见的聚丙烯改性方式
以下是常见的聚丙烯改性方式:
2.1 增韧改性
增韧改性是指通过添加韧性剂或填充剂来提高聚丙烯的韧性。
常用的增韧剂包括乙烯丙烯橡胶(EPR)、塑料增韧剂等。
填充剂可
以选择碳酸钙、碳酸镁等。
2.2 抗静电改性
抗静电改性主要是为了改善聚丙烯的导电性能,以防止静电积聚。
常用的抗静电剂包括导电纤维、导电粉末等。
2.3 耐热改性
耐热改性是指通过添加耐热剂来提高聚丙烯的耐高温性能。
耐热剂可以选择氧化镁、氧化铝等。
3. 示例配方
以下是一种常见的聚丙烯改性配方示例:
- 聚丙烯:80%
- 乙烯丙烯橡胶(EPR):15%
- 碳酸钙:5%
4. 结论
通过上述分析,我们了解了聚丙烯改性的概述、常见方式及示例配方。
这可以帮助我们在聚丙烯的改性过程中做出正确的决策。
以上是对PP改性工艺的全解析,内容简洁明了。
PP改性知识大全(含配方).doc

PP改性知识大全(含配方)(塑料技术咨询)P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性无机填料:云母、碳酸钙、滑石粉、硅灰石、炭黑、石膏、赤泥、立德粉、硫酸钡等;有机填料:木粉、稻壳粉、花生壳粉等。
填充物填量举例:云母的添加量为40% 以下,粒径在300 目以上;钛酸酯偶联剂用量为云母的30% 左右;硅烷偶联剂用量较少,若用丙烯酸表面处理剂时,用量可加大到5-10% 。
云母的长径比越大,增强效果越好。
采用静态混合器、销钉型混炼螺杆、双螺杆挤出机等有助于提高填充效果。
硅灰石的用量在30-40% ,粒径采用300-325目,填充后的复合材料拉伸强度降低、缺口冲击强度提高。
其他滑石粉、赤泥、重质碳酸钙等填充PP 时,粘度增加较大。
随切变速率增加,粘度增大现象逐渐减弱,一般可用表面处理剂如聚乙烯蜡、脂肪酸盐等及采用双螺杆挤出机。
用有机填料木粉、玉米棒芯时,应选择长径比大于15 的为好,可改善韧性和负荷畸变度。
低填充时:滑石粉含量10-20% 时, PP 复合材料可取代ABS 或高抗冲聚苯乙烯;高填充时:滑石粉含量超过30% ,只主要用于热变形温度、模量等性能要求较高的制品。
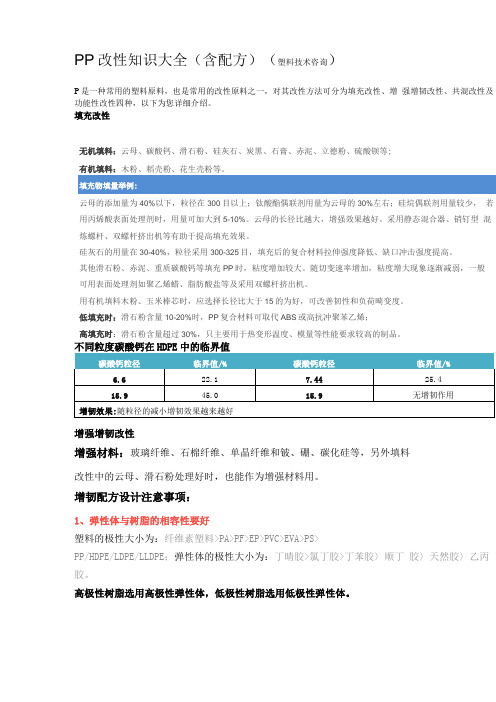
不同粒度碳酸钙在HDPE中的临界值碳酸钙粒径临界值 /% 碳酸钙粒径临界值 /%6.6 22.17.44 25.415.9 45.0 15.9 无增韧作用增韧效果 : 随粒径的减小增韧效果越来越好增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料> PA> PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶>顺丁胶>天然胶>乙丙胶。
PP改性指南(含配方)
PP改性指南(含配方)1. 简介本指南旨在介绍PP改性的基本原理和常用的改性方法,并提供一些常见的PP改性配方供参考。
2. PP改性原理PP(聚丙烯)是一种常用的塑料材料,具有优异的物理和化学性质。
然而,PP在某些方面仍存在一些不足之处,例如耐热性、抗冲击性和抗紫外线性能。
通过改性,可以有效提高PP的性能,使其适用于更广泛的应用领域。
3. 常用的PP改性方法3.1 增强剂- 玻纤增强剂:通过添加适量的玻璃纤维,可提高PP的强度和刚度。
- 碳纤维增强剂:添加适量的碳纤维可提升PP的强度和导电性能。
- 矿物填料:添加矿物填料(如滑石、氧化铝等)可改善PP的阻燃性能和导热性能。
3.2 功能性添加剂- 抗氧化剂:添加适量的抗氧化剂可提高PP的耐热性和抗老化性能。
- 紫外线吸收剂:通过添加紫外线吸收剂,可增强PP对紫外线的抵抗能力。
- 扩链剂:通过添加扩链剂,可提高PP的韧性和冲击性能。
3.3 共混改性将PP与其他改性塑料进行共混,可以改善PP的各项性能,如增强强度、改善耐热性等。
4. 常见的PP改性配方以下为一些常见的PP改性配方供参考:- PP-玻纤复合材料配方- PP-碳纤维复合材料配方- PP-矿物填料复合材料配方- PP-抗氧化剂配方- PP-紫外线吸收剂配方- PP-扩链剂配方请注意,具体配方应根据实际需求和使用条件进行微调和优化。
5. 结论通过PP改性,可以显著提高PP的性能,使其具备更广泛的应用性。
本指南介绍了PP改性的基本原理、常用的改性方法和一些常见的PP改性配方。
希望能给您的PP改性工作带来一些参考和启示。
PP与LDPE的共混改性_OK
建议:
提高注射压力和注射速度会提高其流动性,改善收缩变 形和凹陷。
可通过延长补料时间降低成型收缩率避免制品产生缩壁, 需要很长时间对制品进行保压。
浇注系统及冷却系统应缓慢散热,并注意控制成型温度。
12
小结
• LDPE的加入对PP加工流动性影响较小 • PP和LDPE在高温时均有氧化倾向,但PP比LDPE更容易发生
PP/LDPE共混样4个 要求:试样中间标记范围内无缩孔、气泡
表面完好无损,无裂纹
21
试验注意事项:
• ①在试样中间部分作标线,此标线应对测试结果没有影响。
• ②测量试样中间平行部分的宽度和厚度,每个试样测量三 点,取算术平均值。
• ③拉伸速度一般根据材料及试样类型进行选择。
• ④夹具夹持试样时,试样纵轴与上,下夹具中心线重合, 并防止试样滑脱,或断在夹具内。
• ⑤试样断裂在中间平行部分之外时,应另取试样补做。
22
实验数据统计:
PP
实验一
拉伸速度
100
(mm/min)
拉伸力值 (N) 1500
最大力值 (N) 1121.0
最大位移( 19.5 mm)
二 75
1500 1090.9 14.2
1090.5 973.4
6
原料的称量与干燥
称量:用电子秤分别称取 PP 850g 、LDPE 150g
设备:干燥机
塑料名称 吸水率
干燥温度 干燥时间
PP LDPE
0.01%~0.04 80~100℃
%
(热风循环)
<0.01% 70~80℃
2小时左右 1~2小时
注:PP,LDPE为非极性的结晶塑料,吸水率很低,一
PP改性知识大全含配方
PP改性知识大全(含配方)(塑料技术咨询)P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性无机填料:云母、碳酸钙、滑石粉、硅灰石、炭黑、石膏、赤泥、立德粉、硫酸钡等;云母的添加量为40%以下,粒径在300目以上;钛酸酯偶联剂用量为云母的30%左右;硅烷偶联剂用量较少,若用丙烯酸表面处理剂时,用量可加大到5-10%。
云母的长径比越大,增强效果越好。
采用静态混合器、销钉型混炼螺杆、双螺杆挤出机等有助于提高填充效果。
硅灰石的用量在30-40%,粒径采用300-325目,填充后的复合材料拉伸强度降低、缺口冲击强度提高。
其他滑石粉、赤泥、重质碳酸钙等填充PP时,粘度增加较大。
随切变速率增加,粘度增大现象逐渐减弱,一般可用表面处理剂如聚乙烯蜡、脂肪酸盐等及采用双螺杆挤出机。
用有机填料木粉、玉米棒芯时,应选择长径比大于15的为好,可改善韧性和负荷畸变度。
低填充时:滑石粉含量10-20%时,PP复合材料可取代ABS或高抗冲聚苯乙烯;高填充时:滑石粉含量超过30%,只主要用于热变形温度、模量等性能要求较高的制品。
不同粒度碳酸钙在HDPE中的临界值增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料>PA>PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶〉顺丁胶〉天然胶〉乙丙胶。
高极性树脂选用高极性弹性体,低极性树脂选用低极性弹性体。
2、相容剂:适当的相容剂,可提高两者的相容性。
常用的相容剂为树脂或增韧剂的马来酸酐或丙烯酸类接枝物。
3、弹性体的协同作用:不同品种的弹性体一起加入会有协同作用,如在PP增韧配方中,EPDM和ABS复合加入增韧效果好。
PP共混改性配方大全
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
PP改性知识大全含配方
PP改性知识大全含配方导言:PP改性技术是一种将聚丙烯(PP)的性能进行调整和优化的方法。
通过改性,PP的添加值得以提高,使其更适合各种应用领域。
本文将介绍PP改性的一些常见方法和配方,帮助读者了解PP改性技术的基本知识。
一、PP改性的常见方法1.添加剂改性:聚丙烯的添加剂改性是指向PP中添加一定比例的改性剂,通过控制改性剂的种类和添加量,来改善PP的性能。
常见的添加剂包括增韧剂、阻燃剂、抗静电剂、耐热剂等。
2.合金改性:合金改性是将PP与其他合适的树脂进行共混,通过使两种或多种树脂相互作用,来改善PP的性能。
常见的合金包括PP/ABS、PP/PC等。
3.交联改性:交联是指通过热、辐射、化学或物理方法将PP链条中的一些原子或基团进行重新连接,提高PP的强度、硬度和耐热性。
常见的交联方法包括化学交联、热交联和辐射交联等。
4.毛细孔改性:毛细孔改性是在PP中加入毛细孔剂,通过控制温度和压力等条件,使PP形成微细孔隙结构,从而改善PP的吸声、吸湿和保温性能。
二、PP改性配方示例1.增韧剂改性配方:-100份PP树脂-5-15份增韧剂(比如EPDM、EVA等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒2.阻燃剂改性配方:-100份PP树脂-10-20份阻燃剂(比如聚磷酸酯、阻燃剂微胶囊等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒3.抗静电剂改性配方:-100份PP树脂-10-20份氮杂环化合物类抗静电剂(比如PDCA、H2O等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒4.毛细孔改性配方:-100份PP树脂-5-15份毛细孔剂(比如碱金属耐火材料、活性炭等)-0.5-5份稳定剂-1-3份润滑剂-0.5-3份色母粒三、结论PP改性技术通过添加剂、合金、交联和毛细孔等方法对聚丙烯进行改性,从而改善了PP的性能。
不同的改性方法和配方适用于不同的应用领域。
通过了解PP改性的基本知识和配方示例,读者可以更好地了解和应用PP改性技术。
PP共混改性配方大全
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
聚烯烃改性的配方
聚烯烃改性的配方
配方一:羧酸改性聚乙烯的配方
在210℃下挤出涂覆钢板上,有良好的黏结力,剥离强度达215N/cm。
配方二:PP/HDPE共混改性物的配方
混合后挤出造粒,有良好的撕裂强度,挤出片材可用于真空吸塑成型。
配方三:交联橡胶的配方
1, 1-双过氧化叔丁基-3,3,5-三甲基己垸交联剂0.8份重
以上组分混合,熟化24h、在150℃下交联5min得到撕裂强度达205. 8N/cm的透明产品。
配方四:乙丙嵌段共聚物的改性配方
混合,挤出造粒,注射或挤出制品,冲击强度为1.03~ 1.2MPa,透明度为75%~98%。
配方五:涂覆钢管的PE材料配方
上述成分混合挤出涂覆在砂磨后的钢板上,剥离强度为186N/m,耐应力开裂性为600h
配方六:耐热耐应力开裂的HDPE材料配方
上述组分混合,捏合造粒,挤出涂布,经紫外光辐射后,成为具有良好耐应力开裂性的电线护套材料。
配方七:耐汽油抗冲的PE材料配方
上述组分混合挤出或注射成型,有良好的冲击强度。
配方八:CPE改性的LDPE管材配方
(1)
上述组分混合,在180℃下挤出管材,有良好的加工性。
(2)
上述组分混合挤出,管材有良好的拉伸强度和热稳定性。
(3)
配方九:热稳定性良好的PP配方
在210℃捏合,模塑成1mm厚的板材,有良好的热稳定性。
配方十:用于薄壁制品和电线外层材料的PP配方
混合后挤出,包覆电线,发泡度为78%
配方十一:洗衣桶用的改性PP配方
此料有良好&冲击强度和延伸性,M=15g/10min,冲击强度≥4kJ/m2。
PP改性知识大全含配方
PP改性知识大全(含配方)()塑料技术咨询P是一种常用的塑料原料,也是常用的改性原料之一,对其改性方法可分为填充改性、增强增韧改性、共混改性及功能性改性四种,以下为您详细介绍。
填充改性/%临界值/%临界值碳酸钙粒径碳酸钙粒径25.47.446.622.1无增韧作用45.015.915.9随粒径的减小增韧效果越来越好:增韧效果增强增韧改性增强材料:玻璃纤维、石棉纤维、单晶纤维和铍、硼、碳化硅等,另外填料改性中的云母、滑石粉处理好时,也能作为增强材料用。
增韧配方设计注意事项:1、弹性体与树脂的相容性要好塑料的极性大小为:纤维素塑料>PA>PF>EP>PVC>EVA>PS>PP/HDPE/LDPE/LLDPE;弹性体的极性大小为:丁晴胶>氯丁胶>丁苯胶>顺丁胶>天然胶>乙丙胶。
高极性树脂选用高极性弹性体,低极性树脂选用低极性弹性体。
.2、相容剂:适当的相容剂,可提高两者的相容性。
常用的相容剂为树脂或增韧剂的马来酸酐或丙烯酸类接枝物。
3、弹性体的协同作用:不同品种的弹性体一起加入会有协同作用,如在PP增韧配方中,EPDM和ABS复合加入增韧效果好。
4、需要考虑的其他因素:透明级——MBS;阻燃级——CPE;耐候级——CPE、ACR、EVA;低成本——CPE及EVA;不同弹性体价格高低顺序为:MBS>ACR>ABS>NBR >CPE>EVA。
5、刚性补偿:为了弥补刚性的损失,需在配方中加入碳酸钙、滑石粉及云母粉等刚性填料;还可在弹性体增韧体系中加入AS、PMMA等刚性有机树脂。
6、弹性体的加入量:一般情况下,弹性体的加入量有一个最佳值。
如在PVC中加入MBS时,加入量15%为最大值。
7、协同加入加工助剂:对于弹性体加入量大的增韧配方,除ACR弹性体外,都能增加熔体的黏度。
为此,大都需要加入润滑剂或加工助剂,以改善其加工性能。
8、弹性体的粒度:弹性体的粒度对增韧效果影响很大。
按弹性体增韧理论,对脆性树脂如PS、PP等弹性体的粒度可相对大些;而对于韧性好一些的树脂如PVC、POM、PET等,弹性体的粒度可相对小些。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PP共混改性配方大全聚丙烯是目前用量最大的通用塑料之一,但较高的结晶度也给PP造成低温韧性差、成型收缩率大和缺口敏感性大等缺点,在一定程度上限制了其更广泛的应用。
共混改性是PP增韧的最有效途径。
它是利用组份之间的相容性或反应共混的原理,将两种或两种以上的聚合物与助剂在一定温度下进行机械共混,最终形成一种宏观上均匀,微观上相分离的新材料。
通过对PP的共混故性,可以使其综合性能大大提高,从而和工程塑料及聚合物合金在众多应用领域里竞争。
PP共混改性使用的主要共混物物及改性效果如下表:PP接下来就是干货满满的具体改性配方和工艺啦!1、PP/LDPE共混改性配方树脂PP100;相容剂PE-g-MAH5;LDPE20;润滑剂HSt0.3;加工工艺将PP与PE、相容剂及助剂按配方比例混合、搅拌、挤出造粒,制成改性材料。
挤出机料筒温度为:一段210℃,二段215℃,三段210℃;螺杆长径比为25:1;螺杆转速为120~160r/min。
性能PP与PE共混,可改善PP的韧性,增大低温下落球冲击强度。
按配方比例的共混材料的屈服应力13.6MPa;屈服应变率为12.3%,断裂应力为4.78MPa;断裂应变率为114.6%。
2、PP/HDPE共混改性配方树脂PP57.35;抗氧剂10760.2;HDPE40;PEPQ0.2;交联剂叔丁基过氧基异丙苯0.15;加工助剂硬脂酸镁0.1;填充剂硅灰石2;加工工艺在常温常压下,将各组分按配方比例在高速混合机中混合10min,然后采用双螺杆挤出机进行熔融共混,挤出造粒。
挤出温度150-220℃,螺杆转速为300r/min,经切粒、干燥工序制得PP/HDPE共混改性材料。
性能拉伸强度34.8MPa,悬臂梁冲击强度49.3J/m。
该材料表面消光效果良好,可用于包装、日用品和建筑材料等领域。
3、PP/LLDPE共混改性配方树脂PP(EPF30R)60-70;钛酸酯偶联剂(ND2-311)适量;LLDPE15-20;抗氧剂增韧剂POE(8150)5~10;光稳定剂适量;填充剂滑石粉(平均粒径12μm)10~15;加工工艺等高速混合机预热至110℃,加入一定量的无机填料,低速搅拌15min后,分三次加入填料质量分数为2%的偶联剂,每次加入偶联剂后,高速搅拌5min,然后放出填料备用。
按配方比例准确称取PP、PE、POE、填料和其他助剂,混合后加入双螺杆挤出机料斗中,挤出造粒。
挤出温度190-220℃,主螺杆转速200r/min,喂料螺杆转速20r/min。
粒料干燥后注塑成所需制品,注射温度190-210℃,注塑和保压压力Mpa,预塑压力6MPa。
性能采用PP与LLDPE共混,可提高PP的韧性和耐环境应力开裂性,同时添加POE进行增韧,使共混料的韧性大幅度提高;用滑石粉进行增刚,保证材料有足够的刚性。
其拉伸强度≥26MPa,断裂伸长率≥400%,弯曲弹性模量≥1.6GPa,热变形温度≥110℃,成型收缩率1.15%。
本产品主要用作轻型汽车门内衬板材料。
4、超韧PP/POE共混改性配方树脂PP(K7726)329;PP(K8303)120;PP(2401)90;增韧剂POE(8150)256;抗氧剂10101.2;抗氧剂DLTP2.4;润滑剂ZnSt2.4;着色剂炭黑0.5;加工工艺首先将各组分按配方比例称重,放入高速混合机中低速搅拌1min,然后高速搅拌1min,出料,放入双螺杆挤出机中,混合挤出造粒。
双螺杆挤出造粒采用中等偏强剪切的螺杆组合,各段温度为:第一段180℃,第二段195℃,第三段210℃,第四段220℃,第五段235℃,机头230℃,螺杆转速350r/min性能拉伸强度17MPa;断裂伸长率500%;弯曲强度18MPa;弯曲弹性模量700MPa;悬臂梁缺口冲击强度(常温)750J/m,(-40℃)320J/m;热变形温度(1.82MPa)102℃。
5、PP/HDPE/POE共混改性配方共聚型PP(M1600)30;填充剂CaCO3(400目)20;均聚型PP(V30G)15;钛酸酯偶联剂0.2;HDPE(8920)20;20分散剂液体石蜡0.1;增韧剂POE15;加工工艺先将CaCO3在110℃下干燥4h,按配方比例加入高速混炼机中混合1min,然后加入钛酸酯偶联剂和分散剂低速混合3min,进行表面活化处理。
活化处理的目的在于增加无机填料与树脂之间的混溶性。
然后将PP、HDPE、POE及经表面活化处理的CaCO3混合搅拌均匀,混合搅拌温度为100~105℃,时间为5min。
最后用φ58双螺杆挤出机共混挤出造粒。
挤出温度210℃,螺杆转速140r/min。
性能拉伸强度为18.5MP,断裂应变率为61%,缺口冲击强度32.0kJ/m2。
PP的填充改性中滑石粉的增强效果好于CaCO3,但具有更高的塑性及韧性保持率。
与EPDM相比,POE的增韧效果更好一些。
6、PP/HDPE/EPDM共混改性配方树脂PP100;增韧剂EPDM15%;HDPE20;润滑剂HSt0.4;加工工艺按配方比例将PP、HDPE、EPDM及润滑剂一起加入高速混炼机中,混合搅拌均匀,混合搅拌温度为100~105℃,时间为5min。
然后用挤出机共混挤出造粒。
挤出机长径比为25:1;料筒温度为一段170~175℃,二段180~190℃,三段200~210℃,四段210~220℃;螺杆转速60~100r/min。
性能拉伸强度27.5MPa;弯曲强度34.2MPa;缺口冲击强度24.8KJ/m2。
三元乙丙橡胶(EPDM)与PP具有相近的溶解度参数和表面张力值,可以认为二者具有一定相容性,共混时,起到较好的相容和增韧作用。
7、PP/HDPE/EVA共混改性配方树脂PP(粉料)100;EVA(VA含量18%)15;填充剂活性CaCO3(800目)30;HDPE(5000s)10;稳定剂BaSt0.3;润滑剂HSt0.5;加工工艺按配方配比将各物料依次加入高速混合机中,高速混合搅拌10min,料温达90~100℃,使活性CaCO3粉料、HDPE、EVA与PP粉料混合均匀即可出料。
将混合好的物料用φ45挤出机挤出,口模挤出料条经水槽冷却、空气冷却,再经牵引进入切粒机切粒。
挤出机料筒为:加料段80-100℃,压缩段170~180℃,均化段180~190℃,口模温度190℃;螺杆转速60~120r/min。
性能拉伸强度25.5MPa;弯曲强度38.9MPa;断裂伸长率255%;缺口冲击强度9.1kJ/m2;热变形温度(18.6MPa)59℃。
EVA改性PP料冲击性能高、韧性好、光泽度高、成本低,在工程方面有广阔的应用前景。
8、PP/PS共混改性配方树脂PP100;PS10;相容剂SBS10;润滑剂HSt0.4;加工工艺将各组分按配方比例称重,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出温度170-230℃。
性能屈服强度29.2MPa;断裂伸长率7%;弹性模量1432MPa;冲击强度27kJ/m2。
PP与PS是不相容体系,而SBS的加入,减小了分散相的尺寸,促使体系分散均匀,从而起到增韧兼相容作用。
9、PP/HIPS共混改性配方树脂PP51.8;成核剂磷酸钠0.1;HIPS18;二环庚烷二羧酸钠0.1;填充剂滑石粉30;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在双螺杆挤出机中熔融共混挤出造粒。
挤出温度190一210℃,螺杆D/L≥32。
性能该材料制备的汽车制件线性膨胀系数低,并且具有均向性,制件的尺寸稳定,装配间隙小,满足汽车在不同温度环境下使用。
10、PP/PA66共混改性配方树脂PP100;相容剂PP-g-MAH10;PA6620;助剂0.2;加工工艺把PP、PA及助剂在高速混合机中混合搅拌,然后挤出造粒。
混合温度80-100℃,搅拌时间10min;挤出温度为200-245℃,螺杆转速60-120r/min性能PA66与PP共混,使共混材料在常温及低温下缺口冲击强度有较大提高,在掺入10%PP-g-MAH后,共混物的缺口冲击强度达到108.9J/m2;拉伸强度38.8MPa;弹性模量1710Mpa;断裂伸长率37%。
11、PP/PET共混改性配方树脂PP100;成核剂0.1;PET15;相容剂PP-g-AA5;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机L/D为25:1;料筒温度200-230℃,螺杆转速60-100r/min。
性能拉伸强度34.2MPa;弯曲强度63.1MPa。
PET与PP共混,既可以改善PET的缺点,又可以提高,又可以提高PP的冲击强度和力学性能。
但两种树脂极性相差较大,PET是极性聚合物,PP是非极性聚合物,两者相容性差。
加入PP-AA5,可明显地改善两者相间的相容性。
12、PP/PBT共混改性配方树脂PP100;PBT20;润滑剂EBS0.5;相容剂E/EA/GMA5;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机的L/D≥20:1;料筒温度190~230℃;螺杆转速100~160r/min。
性能拉伸强度37.2MP;弯曲强度76.5MPa;冲击强度10KJ/m2。
PBT是极性聚合物,而PP是非极性高分子,两者之间不相容,采用E/EA/GMA 相容剂,提高界面粘接力,起到良好的相容作用。
13、PP/SBS共混改性配方树脂PP100;增韧剂SBS20;抗氧剂1520-D0.4;润滑剂EBS0.2;加工工艺将各组分按配方比例称量,放入高速混合机中混合搅拌均匀,出料,然后在挤出机中熔融共混挤出造粒。
挤出机的长径比为25:1:挤出温度155-215℃;螺杆转速为100~160r/min。
性能随着SBS加入量的增加,共混材料的冲击强度、断裂伸长率逐步提高,拉伸强度、弯曲强度、模量和硬度则会下降。
14、PP/SBR共混改性配方树脂PP60;交联剂BP03;增韧剂粉末丁苯橡胶(SBR)14;润滑剂硬脂酸0.8;抗氧剂1680.2;填料纳米碳酸钙20;β晶成核剂2 加工工艺将PP、SBR和填料按配方比例称量,放入高速混合机中混合搅拌均匀,出料;将成核剂、交联剂、抗氧剂、润滑剂按配方比例称量,混合搅拌均匀;然后将两种混合料一同加入高速混合机中进行充分混合,混合好的物料加入到双螺杆挤出机中混炼,经双螺杆挤出机挤出冷却,通过切粒机造粒。
机筒温度:一区195℃,二区200℃,三区205℃,四区200℃,五区195℃;螺杆转速为300r/min性能拉伸强度35.8MPa;断伸长率12.3%,弯曲强度34.2MPa;缺口冲击强度15.4KJ/m2。