国际焊接工程师标准及资料
国际焊接(IWE)工程师、技术员(IWT)培训教程11

ISO 3834-4/EN 729-4 质量要求的证明。
(见表 1) 从事焊接生产的证书;
满足 5.2.1~5.6 的要求和
ISO 3834-3/EN 729-3 质 量要求的证明。
焊接管理人 员资质按照 表3
-焊接管理责任 人 SAP: ·至少一名 ·资质:1 级
-同等代理人: ·至少一名 ·资质:1 级a
考试并合格。考试的适用范围要完全覆盖焊工/焊接操作工的
符合本标准的所有材料都可应用
工作范围。从事支管焊缝焊接的焊工要附加 DIN 18808 中规定
的考试项目
材料厚度根据行业标准中的具体规定
企业中至少具有一名属于本企业的焊接管理人员,并且具有
焊接工艺:手工、半自动、全机械和自动焊接方法(也 DVS-EWF 1173 所规定的专项技术知识
至少一名资质 1 级的
SAPc
-对 C2 类:
网至少一名资质 2 级的 SAPc -对 C3 类: 至少一名资质 2 级或 3 级的 SAP。
焊工及操作 工、安装工的 资质和数量 检验人员
维 ·资质:
·至少一名
3或4级
·资质:
3或4级
焊工考核按 ISO 9606-1/EN 287-1 和 ISO 9606-2/EN 287-2 及 ISO 9606-3,焊接操作 取消
维其它材料
规格
备注
焊接管理责任人: 同等代理人: 其他代理人: 证明编号: 有效期: 签发日期:
三
__________________________________ 签字
3)保留可能项。 4)对C5 级部件不要求。
哈尔滨焊接技术培训中心 WTI Harbin 版权归哈尔滨焊接技术培训中心所有
国际焊接工程师iwe培训课程中焊接标准体系

进入21世纪,随着新材料、新工艺、 新技术的不断涌现,国际焊接组织不 断更新和完善焊接标准体系,以适应 时代发展的需要。
确立阶段
20世纪中期,随着世界各国对焊接技 术的重视,焊接标准体系逐渐完善, 国际焊接组织开始制定一系列国际焊 接标准。
国际焊接标准体系的构成
01
国际焊接标准是由国际焊接组织 制定的一系列标准,包括焊接方 法、焊接材料、焊接工艺、焊接 检验等方面的标准。
1 2
异种金属材料的焊接标准
如钢与不锈钢、铝与铜等不同金属之间的焊接工 艺、焊接材料、焊接检验等方面的标准。
金属与非金属材料的焊接标准
如钢与塑料、铝与玻璃等金属与非金属之间的焊 接工艺、焊接材料、焊接检验等方面的标准。
3
复合材料的焊接标准
如碳纤维复合材料、玻璃纤维复合材料等材料的 焊接工艺、焊接材料、焊接检验等方面的标准。
焊接操作规程标准
焊接操作规程标准包括对焊接操作人员的技能要求、 安全防护措施、工作环境等方面的规定,以及焊接操 作规程的审批和修改程序。
单击此处添加正文,文字是您思想的提一一二三四五 六七八九一二三四五六七八九一二三四五六七八九文 ,单击此处添加正文,文字是您思想的提炼,为了最 终呈现发布的良好效果单击此4*25}
04
国际焊接标准体系中
的工艺焊接标准
焊接工艺评定标准
焊接工艺评定标准是国际焊接工程师培 训课程中的重要内容之一,它涉及到焊 接工艺的评估和确认,以确保焊接工艺
的可靠性和一致性。
焊接工艺评定标准包括对焊接材料、焊 接设备、焊接操作人员技能等方面的要 求,以及焊接工艺的试验和检验方法。
焊接工艺评定标准是确保焊接质量的重 要手段,它能够有效地减少焊接缺陷、 提高焊接接头的性能,从而保证焊接结
国际焊接工程师
/aboutus/function.php 国际焊接协会官方网站培训课程国际焊接工程师(International Welding Engineer)国际焊接技术员 (International Welding Technologist)国际焊接技师(International Welding Specialist)国际焊接技士 (International Welding Practitioner)国际焊接质检人员(International Welding Inspection Personnel)国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
国际焊接工程师技术员培训教教材26

IWE-3/1.2
1/5
焊接填充材料的国际标准(ISO)包括两个系列:按照屈服强度和全焊缝金属平均冲击功 47 焦耳分类(后 缀字母“A”的系列),此系列相当于欧洲填充材料标准系列,或者按照抗拉强度和全焊缝金属平均冲击功 27 焦耳进行分类(后缀字母“B”的系列),此系列是以泛太平洋国家填充材料标准为基础。 本教程中出现的焊接填充材料的国际标准(ISO)均按此原则进行标识。 1.1 ISO636 焊接填充材料―非合金钢及细晶粒钢钨极惰性气体保护焊中的焊棒、焊丝和熔敷金属―分类 按照A系列分类方法可分为四项: 1)第一部分给出产品/工艺的标记 ; 2)第二部分给出全焊缝金属的强度和延伸率标记; 3)第三部分给出全焊缝金属冲击性能的标记; 4)第四部分给出所用焊棒或者焊丝化学成分的标记。 例 1:
维
EN1668
其中: ISO 636-A 国际标准编号,按照屈服强度和 47 焦耳冲击功分类; W 钨极惰性气保护焊 强度和延伸率(见表 1) 46 3 冲击性能(表 3) W3Si1 焊棒/焊丝的化学成分(见表 2)
ISO 636-B
按照化学成分标记的焊丝,标记方式如下:
其中 ISO 636-B 国际标准编号,按照抗拉强度和 27 焦耳冲击功分类; W 钨极惰性气保护焊 55A 在焊态条件下的强度和延伸率 3 在焊态条件下的冲击性能 W3 焊棒/焊丝的化学成分
钨极惰性气体保护焊Ⅲ
按照化学成分标记的焊丝,标记方式如下:
IWE-3/1.2
2/5
EN1668
其中: EN1668 标准编号 W 熔敷金属/钨极惰性气保护焊 46 强度和延伸率 冲击功 3 W7 焊棒/焊丝的化学成分
W7
表 1 强度和延伸率 标记 35 38 42 46 50
国际焊接工程师培训(IWE)共54页文档
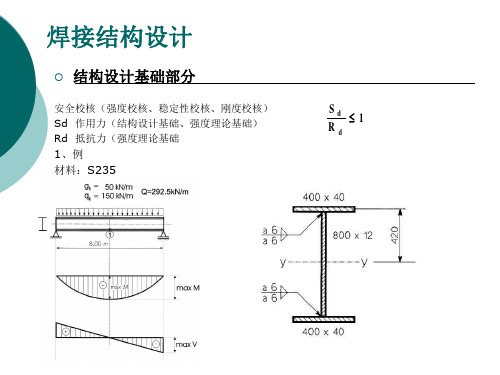
焊接结构设计
结构设计基础部分
2) 支座反力计算: 平衡条件(∑H=0, ∑V=0,∑M=0)
H 0 AH N 0 N AH
V 0 Fd Av Bv 0 Av Bv Fd
MA 0
Fd
l 2
Bv
l
0
Bv
Fd 2
Av
Bv
Fd 2
1170kN
3)内力计算:
平衡条件(∑H=0, ∑V=0,∑M=0)
焊接结构设计
结构设计基础部分
问题13:焊缝可能受哪几种应力?此焊缝受那种应力?
—— σ⊥(垂直正应力)
—— σ∥(平行正应力)
—— τ⊥(垂直剪应力)
—— τ∥(平行剪应力)——焊缝承受
问题14:确定角焊缝的焊缝厚度?有哪些限定条件(按DIN18800-1)?
DIN18800T1——钢结构 min a =2.0㎜
发生低应力脆性断裂的结构上,必有裂源或应力集中点存在;脆性断裂对缺陷 和应力集中很敏感。 —— 拉应力是裂纹产生和扩展的动力,拉应力及缺陷的大小直接影响裂纹萌生和 扩展的速度;阻止裂纹扩展的主要因素是压应力和材料的塑性变形。 —— 内因,即结构抗力是预防脆性断裂的根基;外因,即载荷性质、加载速率、 环境因素等,是发生脆性断裂的条件,须同时兼顾,方能避免脆断灾害的发生! —— 预防脆性断裂的措施(正确选择材料、正确设计合理、安排结构制造工艺、 正确使用,精心维护) 断裂力学的应用 —— 断裂力学的在于研究宏观裂纹在什么条件下,才会导致失稳扩展,引发脆性 断裂;建立裂纹尺寸与破坏应力之间的关系。这对结构安全设计、合理选材、 改进材质和施工工艺,以及制定裂纹体力学的概念标准等都有重要意义。
w.v
VZSy
Iy a
国际焊接(IWE)工程师、技术员(IWT)培训教程04
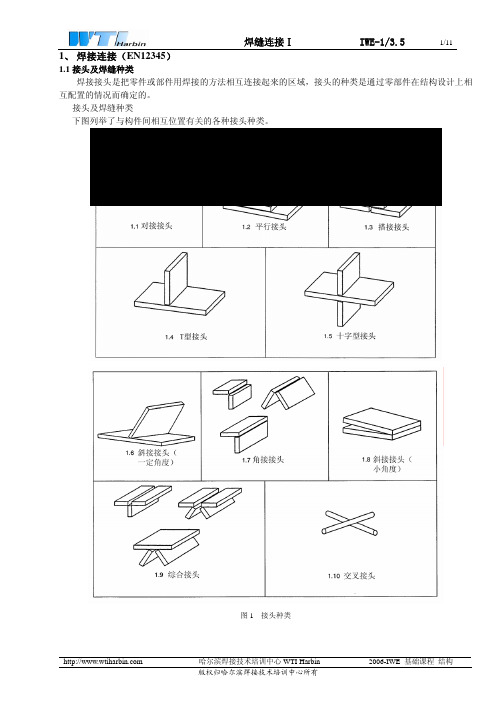
三维网1、 焊接连接(EN12345)1.1接头及焊缝种类焊接接头是把零件或部件用焊接的方法相互连接起来的区域,接头的种类是通过零部件在结构设计上相互配置的情况而确定的。
接头及焊缝种类下图列举了与构件间相互位置有关的各种接头种类。
图1 接头种类三维网表1 接头种类接头种类 说明1.1对接接头 部件处于同一平面内,彼此对接 1.2平行接头 部件上下平行放置 1.3搭接接头 部件上下平行放置,并搭接 1.4T 型接头 部件相互成直角(T 型)联接1.5十字型接头两个位于同一平面的部件同在它们之间的第三个部件(双T 型)连接1.6 1.8斜接接头一个部件相对于另一个部件倾斜地连接 两个部件以任意角度相互连接 1.7综合接头 三个或多个部件以任意角度相互连接 1.10十字接头两个部件相互交叉连接1.2焊接接头准备的基本概念1.2.1熔化焊接头图2 I 型对接接头 图3 I 型对接接头(带垫板)表2 对接接头术语(图2、3、4)A B C D E F X 1 3 4 5 6板材表面板材背面板材边缘坡口面坡口加工面钝 边背 面 熔 池 保 护板 厚工件边缘根部间隙坡口边缘熔化面边缘7 9 11121415 16 17 18192021焊缝长度焊缝厚度根部间隙钝边高度钝边棱边坡 口 面 棱 边坡 口 宽 度单 面 坡 口 角 度坡口面高度坡口面宽度宽度坡口角度三维网I 1 4 7 21熔化面板 厚间 隙接 头 宽 度角度图5 T 型接头 表3 T 型接头术语(图5)D122 23 24 25 26熔化面板厚宽 度边 缘邻 接卷 边 高 度卷边半径图6 卷边接头 表4 卷边接头术语(图6)1.2.2压力焊接头1.3 熔化焊焊缝的基本概念1.2焊接接 头及图7 凸焊接头(凸点) 图8 凸焊接头(长型凸点)三维网表5 卷边接头术语(图7、8、10)1 2 2728293033363738 H 板 厚工 件 长 度凸点距离凸点高度凸点长度凸点宽度边距金属片长度金属片宽度金 属 片 厚 度工 件1.3熔化焊焊缝的基本概念 1.3.1基本熔化焊焊缝图11 V 型坡口对接焊缝 图12 角焊缝表6 熔化焊焊缝术语(图11、12) 1 2345 79102526母 材焊缝金属热影响区焊缝区熔合区宽度焊缝根部余高焊角宽度根部熔合熔合区三维网图15全熔透对接焊缝 图16 部分熔透对接焊缝表6 熔化焊焊缝术语(图13、14、15、16) 8 9 111213141516171827焊 缝 宽 度余 高根部余高最大焊缝厚度设计焊缝厚度实际焊缝厚度有效焊缝厚度焊趾角度焊缝长度焊缝表面波纹根 部 宽 度1.3.1多道焊焊缝图17对接焊缝(多道焊) 图18对接焊缝(多道焊、带封底焊道)表7 多道焊熔化焊焊缝术语(图17、18、19)5 10111921 22 23 25熔合区焊角宽度背面余高焊趾填 充 层盖 面 层封 底 焊 道根部熔合三维网1.3压力接接头的基本概念图20 压力接接头(对焊、闪光焊)图21 电阻焊(点焊、缝焊)表7 压力接接头术语(图20) 表8 电阻焊接头术语(图21)2、连接形式2.1、对接焊缝对接接头基本上满足焊缝中的力线分布不受干扰和应力分布均匀的要求。
国际焊接工程师培训(IWE)
——水平方向力 N
A H N 0A H N 0
h
5
焊接结构设计
结构设计基础部分
——垂直方向力 V 横向内力V(Q)的确定,设A,B点之间任取一点距A点为x
V(Q)0 AvqxV(Q)0
V(Q)Av QxF2d
QxQl 2
Qx
maVx(Q)Av QxF2d
QxQl 2
Qx117kN 0
——弯 矩 M
—— 应用低硫含量和/或高ED(板材厚度方向的断面收缩率)值的材料。 —— 设计及生产技术方面:尽可能避免厚度方向上由于焊接残余应力引
起的应力或者把它降至很低。
—— 作用于收缩方向上的焊缝厚度aD尽可能低 焊缝连接基础应尽可能大
焊道数应少
焊道次数应考虑局部缓冲
尽可能选择对称焊缝形式和对称焊接顺序
尽可能使用轧制产品所有层次与焊缝连接
国际焊接工程师培训(IWE)
RAFFLES 内部
结构及生产部分
h
1
焊接结构设计
结构设计基础部分
安全校核(强度校核、稳定性校核、刚度校核) Sd 作用力(结构设计基础、强度理论基础) Rd 抵抗力(强度理论基础 1、例 材料:S235
Sd 1 Rd
h
2
焊接结构设计
结构设计基础部分
问题1:简支梁的结构构成? 由杆件(承受弯矩)、和支座(将载荷传递到地基)组成。 支座包括: 固定支座(提供两个支座反力)——应用在此结构 活动支座(提供一个支座反力)——应用在此结构 紧固支座(提供三个支座反力)——未应用
h
8
焊接结构设计
结构设计基础部分
问题13:焊缝可能受哪几种应力?此焊缝受那种应力?
—— σ⊥(垂直正应力)
国际焊接工程师详解

国际焊接协会官方网站培训课程国际焊接工程师(International Welding Engineer)国际焊接技术员 (International Welding Technologist)国际焊接技师(International Welding Specialist)国际焊接技士 (International Welding Practitioner)国际焊接质检人员(International Welding Inspection Personnel)国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1 焊接基础2 实习及演示3 主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4)焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN),美国(ASME),德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
由 CANB 根据所提交的包含以上内容的申请表进行入学资格审查。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接技术人员和质量检验人员可选途径申请表
姓名
性别
出生日期
照片
(一寸)
曾用名
民族
出生地
身份证
电话号码
工作单位
及地址
通讯地址
邮编
学历
毕业学校
学制
学习时间
证明人
现具有技术资格
何时取得
颁发部门
申请何种技术资格
□国际焊接工程师(IWE)□国际焊接技术员(IWT)国际焊接技师(IWS)
期刊杂志名称
期刊号
第几作者
学员本人声明
我所填写的内容和提供的资料都是真实的、合法的、有效的。
学员姓名
签字
年月日
ATB初审意见该学员所提供的资 Nhomakorabea符合可选途径的要求。
审核人签字:
日期:年月日
CANB秘书处审核意见
经审查,该学员满足CANB的入学条件,秘书处正式受理其申请。
审核人签字:
年月日
本表为焊接技术/检验人员可选途径学员申请表,非焊接专业或非焊接方向毕业的学员,还须填写附录2中表格,并提交焊接进修或培训相关的成绩单、培训部门证明或单位人事部门培训证明。请如实、认真、工整地使用碳素笔填写或打字,一式两份,不得复印,本页不够可另增加附页。*所起作用指起主持、主要参加、参加作用。
□国际焊接技士(IWP)□国际焊接质量检验人员(□IWI-C□IWI-S□IWI-B)
专业
从事焊接工作年限
主要工作经历
起止时间
工作单位
技术资格
行政职务
主要培训经历
时间
培训内容
举办单位
地点
最近四年主要工作经历和业绩*
时间
主要从事工作和业绩
工作完成情况
获奖情况
所起作用*
发表论文或著书情况
时间
著作或论文名称