JBT 8112-1999 一般起重机用锻造卸扣 D 形卸扣和弓形卸扣
吊带技术规范

吊带技术规范1. 目的为了加强和规范公司起重作业所用吊索具的安全使用和管理,保障公司进行起重吊装特种作业的安全,特制定本规范。
本规范明确了吊索具等起重吊装作业工具的采购、验收、使用、保管/发放、报废等相关要求和方法。
2. 适用范围本规范适用于本公司3. 引用标准JB/T8521.1-2007编织吊索安全性第1部分:一般用途合成纤维扁平吊装带JB/T8521.2-2007编织吊索安全性第2部分:一般用途合成纤维圆形吊装带JB8112-1999一般用途起重用锻造卸扣-D形卸扣和弓形卸扣4. 定义本规范所称吊索具是指起重作业的吊具和索具及端部配件的总称。
吊具是起重吊运作业的刚性取物装置,它可以直接吊取物品,主要有:吊钩、吸盘、夹钳及专用吊具等。
索具是吊运物品时系结勾挂在物品上具有挠性的组合取物装置,又称吊索,它一般由高强度挠性件(钢丝绳、合成纤维吊装带、起重环链等)配以端部附件(卸扣、吊环、钩等)组合而成,端部配件常用的有吊环、卸扣、绳卡等。
5. 职责5.1 公司安全管理部门是起重吊装作业工具的归口监督管理部门,并对公司各单位所需采购和使用的吊索具进行确认、验收和监管。
其职责是:(1)负责各单位所采购吊索具等起重吊装作业工具的供应商经营资质的审查和确认,其审查和确认的内容:①企业营业执照;②生产许可证;③产品出厂合格证;④使用说明书和省级劳动、技术监督部门认可的质检机构检验出据的《检验报告》;⑤特种作业的吊索具安全标志;(2)负责公司各单位所需吊索具的采购申请计划的审查和汇总以及组织相关技术人员对入库的吊索具进行验收;(3)负责监督各单位在用吊索具的保管、报废和使用。
5.2 各单位的采购部门必须通过公司安全管理部门对所采购吊索具供应商的确认和审查程序,才能按照相关程序进行采购。
不得采购未经审查和确认的供应商生产的产品。
5.3 各使用单位负责按照公司的规定对本单位的吊索具进行保管/发放、使用和报废,并提出相应的采购申请计划。
吊索具安全技术规范(A)
吊索具安全技术规范1.目的为了加强和规范公司起重作业所用吊索具的安全使用和管理,保障公司进行起重吊装特种作业的安全,特制定本规范。
本规范明确了吊索具等起重吊装作业工具的采购、验收、使用、保管 / 发放、报废等相关要求和方法。
2.适用范围本规范适用于本公司3.引用标准JB/T8521.1-2007 编织吊索安全性第 1 部分:一般用途合成纤维扁平吊装带JB/T8521.2-2007 编织吊索安全性第 2 部分:一般用途合成纤维圆形吊装带JB8112-1999 一般用途起重用锻造卸扣-D 形卸扣和弓形卸扣4.定义本规范所称吊索具是指起重作业的吊具和索具及端部配件的总称。
吊具是起重吊运作业的刚性取物装置,它可以直接吊取物品,主要有:吊钩、吸盘、夹钳及专用吊具等。
索具是吊运物品时系结勾挂在物品上具有挠性的组合取物装置,又称吊索,它一般由高强度挠性件(钢丝绳、合成纤维吊装带、起重环链等)配以端部附件(卸扣、吊环、钩等)组合而成,端部配件常用的有吊环、卸扣、绳卡等。
5.职责5.1公司安全管理部门是起重吊装作业工具的归口监督管理部门,并对公司各单位所需采购和使用的吊索具进行确认、验收和监管。
其职责是:(1)负责各单位所采购吊索具等起重吊装作业工具的供应商经营资质的审查和确认,其审查和确认的内容:①企业营业执照;②生产许可证;③产品出厂合格证;④使用说明书和省级劳动、技术监督部门认可的质检机构检验出据的《检验报告》;⑤特种作业的吊索具安全标志;(2)负责公司各单位所需吊索具的采购申请计划的审查和汇总以及组织相关技术人员对入库的吊索具进行验收;( 3)负责监督各单位在用吊索具的保管、报废和使用。
5.2各单位的采购部门必须通过公司安全管理部门对所采购吊索具供应商的确认和审查程序,才能按照相关程序进行采购。
不得采购未经审查和确认的供应商生产的产品。
5.3各使用单位负责按照公司的规定对本单位的吊索具进行保管/ 发放、使用和报废,并提出相应的采购申请计划。
起重机行业标准

GB/T 17909.1—1999
起重机起重机操作手册第1部分:总则
44
GB/T18453—2001
起重机维护手册第1部分:总则
98
JB/T 1114—1994
手动梁式起重机
99
JB/T 1115—1994
手动桥式起重机
100
JB/T 1306—1994
电动单梁起重机
103
JB/T 2603-1994
121
JB/T 6392.1-1992
起重机车轮型式尺寸、踏面形状与轨道的匹配
122
JB/T 6392。2—1992
起重机车轮技术条件
123
JB/T 6406.1-1992
电力液压块式制动器型式、基本参数和尺寸
124
JB 6406。2-1992
电力液压块式制动器技术条件
125
JB /T 6406。3-1992
起重机械名词术语起重机械类型
13
GB/T 6974.2—1986
起重机械名词术语主要参数
14
GB/T 6974.3-1986
起重机械名词术语一般概念
15
GB/T 6974.4—1986
起重机械名词术语机构和零部件
16
GB/T 6974.5-1986
起重机械名词术语安全指示装置
17
GB/T 6974.6-1986
起重机用铸造滑轮A型
178
JB/T 9005。5—1999
起重机用铸造滑轮B型
179
JB/T 9005.6—1999
起重机用铸造滑轮C型
180
JB/T 9005。7-1999
起重机用铸造滑轮D型
起 重 机 械 标 准
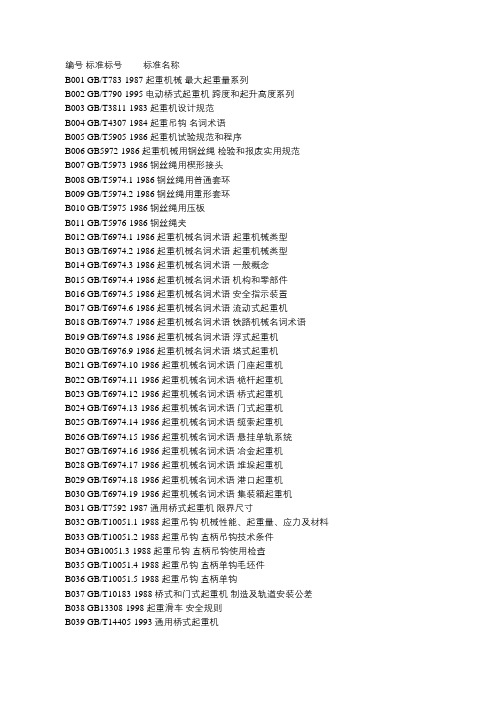
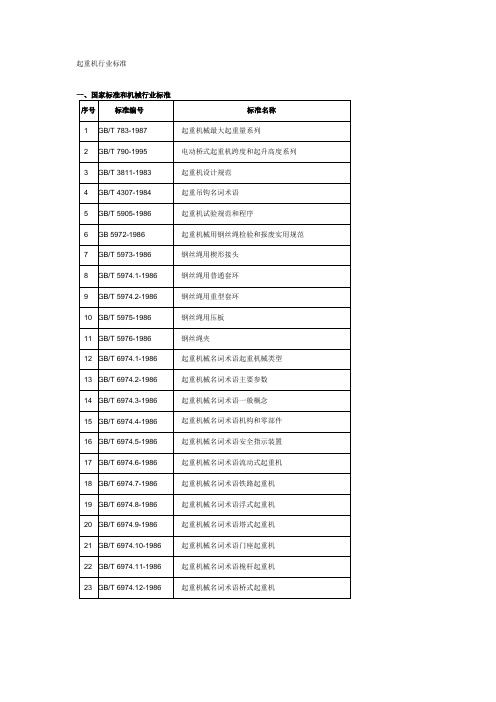
编号标准标号标准名称B001 GB/T783-1987 起重机械最大起重量系列B002 GB/T790-1995 电动桥式起重机跨度和起升高度系列B003 GB/T3811-1983 起重机设计规范B004 GB/T4307-1984 起重吊钩名词术语B005 GB/T5905-1986 起重机试验规范和程序B006 GB5972-1986 起重机械用钢丝绳检验和报废实用规范B007 GB/T5973-1986 钢丝绳用楔形接头B008 GB/T5974.1-1986 钢丝绳用普通套环B009 GB/T5974.2-1986 钢丝绳用重形套环B010 GB/T5975-1986 钢丝绳用压板B011 GB/T5976-1986 钢丝绳夹B012 GB/T6974.1-1986 起重机械名词术语起重机械类型B013 GB/T6974.2-1986 起重机械名词术语起重机械类型B014 GB/T6974.3-1986 起重机械名词术语一般概念B015 GB/T6974.4-1986 起重机械名词术语机构和零部件B016 GB/T6974.5-1986 起重机械名词术语安全指示装置B017 GB/T6974.6-1986 起重机械名词术语流动式起重机B018 GB/T6974.7-1986 起重机械名词术语铁路机械名词术语B019 GB/T6974.8-1986 起重机械名词术语浮式起重机B020 GB/T6976.9-1986 起重机械名词术语塔式起重机B021 GB/T6974.10-1986 起重机械名词术语门座起重机B022 GB/T6974.11-1986 起重机械名词术语桅杆起重机B023 GB/T6974.12-1986 起重机械名词术语桥式起重机B024 GB/T6974.13-1986 起重机械名词术语门式起重机B025 GB/T6974.14-1986 起重机械名词术语缆索起重机B026 GB/T6974.15-1986 起重机械名词术语悬挂单轨系统B027 GB/T6974.16-1986 起重机械名词术语冶金起重机B028 GB/T6974.17-1986 起重机械名词术语堆垛起重机B029 GB/T6974.18-1986 起重机械名词术语港口起重机B030 GB/T6974.19-1986 起重机械名词术语集装箱起重机B031 GB/T7592-1987 通用桥式起重机限界尺寸B032 GB/T10051.1-1988 起重吊钩机械性能、起重量、应力及材料B033 GB/T10051.2-1988 起重吊钩直柄吊钩技术条件B034 GB10051.3-1988 起重吊钩直柄吊钩使用检查B035 GB/T10051.4-1988 起重吊钩直柄单钩毛坯件B036 GB/T10051.5-1988 起重吊钩直柄单钩B037 GB/T10183-1988 桥式和门式起重机制造及轨道安装公差B038 GB13308-1998 起重滑车安全规则B039 GB/T14405-1993 通用桥式起重机B040 GB/T14406-1993 通用门式起重机B041 GB/T14407-1993 通用桥式和门式起重机司机室技术条件B042 GB/T17908-1999 起重机和起重机械技术性能和验收文件B043 GB/T17909.1-1999 起重机起重机操作手第一部分:总则B044 JB/T1114-1994 手动梁式起重机B045 JB/T1115-1994 手动桥式起重机B046 JB/T1306-1994 电动单梁起重机B047 JB/T2104-1991 油压千斤顶B048 JB/T2592-1991 QL螺旋千斤顶B049 JB/T2603-1994 电动单梁悬挂起重机B050 JB/T3682-1984 HSS钢丝绳手扳葫芦B051 JB/T3695-1994 电动葫芦桥式起重机B052 JB/T3775-1994 手动梁式悬挂起重机B053 JB/T4207.1-1999 手动起重机设备用吊钩B054 JB/T4207.2-1999 手动起重机设备用吊钩闭锁装置B055 JB/T5315-1991 车库用油压千斤顶B056 JB/T5317.1-1991 环链电动葫芦形式和基本参数B057 JB/T5317.2-1991 环链电动葫芦技术条件B058 JB/T5317.3-1991 环链电动葫芦用锥形转子电动机B059 JB/T5663.1.1991 电动葫芦门式起重机形式与基本参数B060 JB.T5663.2-1991 电动葫芦门式起重机技术条件B061 JB5897-1991 防爆桥式起重机B062 JB/T5898-1991 淬火起重机B063 JB/T5899-1991 料耙起重机B064 JB/T6128-1992 水电站门式起重机B065 JB/T6391.1-1992 起重机滑接输电装置型式与基本参数B066 JB/T6391.2-1992 起重机滑接输电装置技术条件B067 JB/T6392.1-1992 起重机车轮型式尺寸、踏面形状与轨道的匹配B068 JB/T6392.2-1992 程重机车轮技术条件B069 JB/T6406.1-1992 电力液压块式制动器型式、基本参数和尺寸B070 JB6406.2-1992 电力液压块式制动器技术条件B071 JB/T6406.3-1992 电力液压块式制动器推动器B072 JB/T7017-1993 起重机用液压缓冲器B073 JB/'F7019-1993 盘式制动器制动盘B074 JB/T7020.1-1993 制动臂盘式制动器B075 JB/T7020.2-1993 制动臂盘式制动器制动块B076 JB/T7020.3-1993 制动臂盘式制动器制动衬垫B077 JB/T7021.1-1993 块式制动器连接尺寸B078 JB/T7021.2-1993 块式制动器制动瓦块B079 JB/T7021.3-1993 块式制动器制动衬垫B080 JB/T7332-1994 手动单轨小车B081 JB/T7333-1994 起重用夹钳B082 JB/T7394-1994 手拉葫芦B083 JB/T7335-1994 环链手扳葫芦B084 JB/T7685.1-1995 电磁块式制动器型式、基本参数和尺寸B085 JB/T7685.2-1995 电磁块式制动器技术条件B086 JB/T7687.1-1995 直柄吊钩横梁毛坯件B087 JB/T7687.2-1995 直柄吊钩横梁B088 JB/T7687.3-1995 直柄吊钩螺母B089 JB/T7687.4-1995 直柄吊钩螺母定位板B090 JB/T7688.1-1995 冶金起重机技术条件通用要求B091 JB/T7688.2-1995 冶金起重机技术条件平炉加料桥式起重机B092 JB/T7688.3-1995 冶金起重机技术条件地面加料起重机B093 JB/T7688.4-1995 冶金起重机技术条件料箱起重机B094 JB/T7688.5-1995 冶金起重机技术条件夹钳起重机B095 JB/T7688.6-1995 冶金起重机技术条件整模起重机B096 JB/T7688.7-1995 冶金起重机技术条件揭盖起重机B097 JB/T7688.8-1995 冶金起重机技术条件脱锭起重机B098 JB/T7688.9-1995 冶金起重机技术条件板坯翻转起重机B099 JB/T7688.10-1995 冶金起重机技术条件锻造起重机B100 JB/T7688.11-1995 冶金起重机技术条件加热炉装取料起重机B101 JB/T7688.12-1995 冶金起重机技术条件料箱-电磁起重机B102 JB/T7688.13-1999 冶金起重机技术条件料箱-抓斗起重机B103 JB/T7688.14-1999 冶金起重机技术条件板坯搬运起重机B104 JB/T7688.15-1999 冶金起重机技术条件铸造起重机B105 JB/T8108.1-1999 起重用短环链验收总则B106 JB/T8108 .2-1999 起重用短环链用于葫芦和其他起重机的T(8)级校准链条B107 JB/T8110.1-1999 起重机弹簧缓冲器B108 JB/T8110.2-1999 起重机橡胶缓冲器B109 JB/T8112-1996 一般起重用锻造卸扣D形卸扣和弓形卸扣B110 JB/T8398-1996 双幅板压制滑轮B111 JB/T8437-1996 起重机械无线遥控装置B112 JB/T8521-1997 起重吊具合成纤维吊装带B113 JB/T8905.1-1999 起重机用三支点减速器B114 JB/T8905.2-1999 起重机用底座式减速器B115 JB/T8905.3-1999 起重机用立式减速器B116 JB/T8905.4-1999 起重机用套装式减速器B117 JB/T8906-1999 旋臂起重机B118 JB/T8907-1999 绝缘桥式起重机技术条件B119 JB/T9003-1999 起重机三合一减速器B120 JB/T9005.1-1999 起重机用铸造滑轮绳槽断面B121 JB/T9005.2-1999 起重机用铸造滑轮直径的选用系列与匹配B122 JB/T9005.3-1999 起重机用铸造滑轮型式、轮毂和轴承尺寸B123 JB/T9005.4-1999 起重机用铸造滑轮 A型B124 JB/T9005.5-1999 起重机用铸造滑轮 B型B125 JB/T9005.6-1999 起重机用铸造滑轮 C型B126 JB/T9005.7-1999 起重机用铸造滑轮 D型B127 JB/T9005.8-1999 起重机用铸造滑轮 E型B128 JB/T9005.9-1999 起重机用铸造滑轮 F型B129 JB/T9005.10-1999 起重机用铸造滑轮技术条件B130 JB/T9006.1-1999 起重机用铸造卷筒直径和槽形B131 JB/T9006.2-1999 起重机用铸造卷筒型式与尺寸B132 JB/T9006.3-1999 起重机用铸造卷筒技术条件B133 JB/T9007.1-1999 起重滑车形式、基本参数和尺寸B134 JB/T9007.2-1999 起重滑车技术条件B135 JB/T9008.1-1999 钢丝绳电动葫芦型式和基本参数B136 JB/T9008.2-1999 钢丝绳电动葫芦技术条件B137 JB/T9008.3-1999 钢蝗绳电动葫芦用锥形转子电动机B138 JB/T9008.4-1999 钢丝绳电动葫芦试验方法B139 JB/T9008.5-1999 钢丝绳电动葫芦主电路限位器B140 JB/T9008.6-1999 钢丝绳电动葫芦电器控制设备验收技术条件B141 JB9009-1999 钢丝绳电动葫芦安全规则B142 JB9010-1999 手拉葫芦安全规则B143 JB/T50103-1998 通用桥式起重机可靠性考核评定试验规范(内部使用)B144 JB/T53442-1994 通用桥式起重机产品质量分等B145 JB/T53443-1994 通用门式起重机产品质量分等B146 JB/T53444-1994 钢丝绳电动葫芦产品质量分等B147 JB/T53445-1994 手动立式油压千斤顶产品质量分等B148 JB/T53446-1994 起重滑车产品质量分等B149 JB/T53450-1994 电动单梁起重机产品质量分等B150 JB/T53458-1994 水电站用桥式起重机产品质量分等B151 JB/T53452-1994 手拉葫芦产品质量分等B152 JB/T53457-1994 板坯搬运起重机产品质量分等B153 JB/T53459-1994 电力液压块式制动器产品质量分等B154 JB/T53461-1994 钢丝绳手扳葫芦产品质量分等B155 JB/T53462-1994 起重机减速器产品质量分等B156 JB/T53467-1994 铸造起重机产品质量分等B157 JB/T53469-1994 电动葫芦桥式起重机产品质量分等B158 JB/T53470-1994 环链手扳葫芦产品质量分等B159 JB/T53473-1994 起重机制动器用电力液压推动器产品质量分等B160 JB/T53476-1994 钢丝绳电动葫芦用锥形转子电动机产品质量分等B161 JB/T53479-1994 水电站门式起重机产品质量分等。
一般起重用卸扣检验流程

1 主题及使用范围本标准适用于有限公司在M(4)、S(6)和T(8)级,极限工作载荷在0.63-100t的D形和弓形卸扣的检验。
2 引用标准JB 8112-1999 一般起重用锻造卸扣—D形卸扣和弓形卸扣3 术语3.1 卸扣Shackle由扣体和销轴装配而成的组合体。
3.2 扣体Body由一定截面的棒材经弯曲锻制而成,两端带有同轴环眼。
3.3 扣顶Crown扣体顶部。
3.4 环眼Eyes扣体端部与销轴配合的一对同轴孔。
3.5 销轴Pin与扣体配合,穿过环眼的圆截面销。
3.6 弓形卸扣Bow shackle扣顶呈大半个圆形的卸扣。
3.7 D形卸扣Dee shackle扣顶呈半个圆形的卸扣。
3.8 额定起重量(极限工作载荷)Working load limit(WLL)卸扣在正常使用条件下设计规定承受的最大质量。
3.9 极限强度Ultimate strength在拉伸试验中卸扣失去承载能力时所受到的最大作用力。
3.10 验证力Proof force(F e)对成品卸扣进行试验时所施加的作用力。
4 检验4.1 型式D形卸扣,代号为D;弓形卸扣,代号为B。
4.2表面质量成品表面应光洁,无毛刺、裂纹、折叠、过烧等降低强度的局部缺陷。
卸扣上的缺陷不允许补焊。
4.3 试验方法及检验规则4.3.1 试验方法在4.3.2-4.3.4所规定的试验中,分别用直径不大于销轴直径的附件和宽度不超过销轴直径的附件装卡与卸扣,作用力沿卸扣对称中心线,无冲击的加载。
4.3.2 变形试验抽取3个试样,每个试样必须能承受下表所列的验证力,并符合以下规定:必须能承受表1中所规定的验证力。
销轴不得由永久变形,且在拧松后可以自由松动。
扣体长度尺寸的增量或从扣顶和销轴之间的记号所量取长度的增量,不得超过0.25%或0.5mm两者之较大值。
表1 卸扣的力学性能额定起重量(T)验证力F e(KN) 极限强度(KN)0.63 12.5 250.8 16 321 20 401.25 25 501.6 32 632 40 802.5 50 1003.2 63 1254 80 1605 100 2006.3 125 2508 160 32010 200 40012.5 250 50016 320 63020 400 80025 500 100032 630 125040 800 160050 1000 200063 1250 250080 1600 3200100 2000 40004.3.3 静强度试验4.3.3.1 起重量小于或等于63t每个试样的极限载荷至少等于表1所规定的最小值,每个扣体和销轴必须能承受此作用力,不得出现断裂或使卸扣不能继续承载的变形。
起重机行业标准汇总
113
JB/T 5663.1-1991
电动葫芦门式起重机型式与基本参数
114
JB/T 5663.2-1991
电动葫芦门式起重机技术条件
115
JB 5897-1991
防爆桥式起重机
116
JB/T 5898-1991
淬火起重机
117
JB/T 5899-1991
料耙起重机
118
JB/T6128-1992
冶金起重机技术条件加热炉装取料起重机
155
JB/T 7688.12-1995
冶金起重机技术条件料箱一电磁起重机
156
JB/T 7688.13-1995
冶金起重机技术条件料箱一抓斗起重机
157
JB/T 7688.14-1995
冶金起重机技术条件板坯搬运起重机
158
JB/T 7688.15-1995
冶金起重机技术条件铸造起重机
桥式和门式起重机制造及轨道安装公差
38
GB 13308-1998
起重滑车安全规则
39
GB/T 14405-1993
通用桥式起重机
40
GB/T 14406-1993
通用门式起重机
41
GB/T14407-1993
通用桥式和门式起重机司机室技术条件
42
GB/T 17908-1999
起重机和起重机械技术性能和验收文件
134
JB/T 7332-1994
手动单轨小车
135
JB/T 7333-1994
起重用夹钳
136
JB/T 7334-1994
手拉葫芦
137
JB/T 7335-1994
钢丝绳国家标准和行业标准汇编(现行)

钢丝绳国家标准和行业标准汇编(现行)以下是本人收集的钢丝绳现行标准,可供相关企业或人员参考。
一、钢丝绳GB/T 26722-2011索道用钢丝绳GB/T 38818-2020悬索桥吊索用钢丝绳GB/T 8903-2018电梯用钢丝绳GB/T 20067-2017粗直径钢丝绳GB/T 34197-2017电铲用钢丝绳GB/T 12756-1991胶管用钢丝绳GB/T 12756-2018高压胶管用镀锌钢丝绳GB/T 34198-2017起重机用钢丝绳GB/T 33955-2017矿井提升用钢丝绳GB/T 33364-2016 海洋工程系泊用钢丝绳GB/T 9944-2015 不锈钢丝绳GB/T 20118-2006 一般用途钢丝绳GB 8918-2006重要用途钢丝绳GB/T 36131-2018机动车掣动总成用涂塑钢丝绳GB/T 14451-2008操纵用钢丝绳GB/T 20119-2006平衡用扁钢丝绳GB/T 25833-2010公路护栏用镀锌钢丝绳YB/T 4747-2019 防扭绳用钢丝绳YB/T 4430-2014 渔业用包塑热镀锌钢丝绳YB/T 5295-2010 密封钢丝绳YB/T 4398-2014 压实钢丝绳YB/T 4575-2016 高处作业吊篮用钢丝绳YB/T 4251-2011 电梯门机用钢丝绳YB/T 4506-2016 旋挖钻机用钢丝绳YB/T 4683-2018 同步带用微细镀锌钢丝绳YB/T 5359-2010 压实股钢丝绳YB/T 5196-2005飞机操纵用钢丝绳YB/T 5197-2005航空用钢丝绳SN/T 3468.8-2013 钢材残损检验鉴定规程第8部分:钢丝绳SC/T 5017-2016 聚丙系裂膜夹钢丝绳SY/T 5170-2013 石油天然气工业用钢丝绳JT/T 987-2015 钢丝绳网片-聚合物砂浆加固工法用钢丝绳JIS G3525-88 钢丝绳DL/T 1079-2016 输电线路张力放线用防扭钢丝绳T/CCMA 0086-2020 塔式起重机起升钢丝绳QC/T 228.2-1997 摩托车和轻便摩托车操纵拉索钢丝绳二、钢丝、绳具及其他GB/T 5974.1-2006钢丝绳用普通套环GB/T 5974.2-2006钢丝绳用重型套环CB/T33-1999索具套环GB/T 30587-2014 钢丝绳吊索环索GB/T 16271-2009 钢丝绳吊索插编索扣GB/T3818-2013索具螺施扣GB/T 5973-2006钢丝绳用楔形接头GB/T 6946-2008钢丝绳铝合金压制接头GB/T 5975-2006钢丝绳用压板GB/T 5976-2006钢丝绳夹GB/T 15030-2009 剑麻钢丝绳芯GB/T30589-2014钢丝绳绳端套管压制索具GB/T30588-2014钢丝绳绳端合金熔铸套接YB/T 4615-2017 钢丝绳绳端树脂套接YB/T 4470-2015 不锈钢丝绳用钢丝YB/T 4643-2018 制绳用异形钢丝YB/T 5343-2015 制绳用圆钢丝YB/T 5198-2015 电梯钢丝绳用钢丝YB/T 4452-2015 钢丝绳纤维芯YB/T 4613-2017钢丝绳用油脂NB/SH/T 0387-2014 钢丝绳用润滑脂NB/SH/T 6019-2020摩擦式提升机钢丝绳润滑脂和维护油NY/T 1523-2007 钢丝绳芯用剑麻纱NY/T 1523-2007钢丝绳芯用剑麻纱JG/T 5091-1997钢丝绳柱形压制接头JB/T 8112-1999 一般起重机用锻造卸扣 D 形卸扣和弓形卸扣SH0387-1992钢丝绳表面脂SH0388-1992钢丝绳麻芯脂三、使用、保养、报废GB/T 29086-2012 钢丝绳安全使用和维护GB/T 34529-2017 起重机和葫芦钢丝绳、卷筒和滑轮的选择GB/T 5972-2016 起重机钢丝绳保养、维护、检验和报废GB/T 24811.1-2009 起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009 起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 24811.1-2009起重机和起重机械钢丝绳选择第1部分:总则GB/T 24811.2-2009起重机和起重机械钢丝绳选择第2部分:流动式起重机利用系数GB/T 37452-2019 海洋平台起重机钢丝绳选型方法GB/T 9075-2008 索道用钢丝绳检验和报废规范SY/T 6666-2017 石油天然气工业用钢丝绳的选用和维护的推荐作法QJ 2575-1993 起吊用钢丝绳选用、试验和报废规范LY 1132-1993 林用架空索道钢丝绳的选择、检验与报废四、技术条件、检验GB/T 21965-2020 钢丝绳验收及缺陷术语GB/T 38814-2020 钢丝绳索具疲劳试验方法GB/T 20118-2017 钢丝绳通用技术条件GB/T 38803-2020 钢丝绳失效分析规范GB/T 31979-2015 钢丝绳旋转性能测定方法GB/T 8358-2014 钢丝绳实际破断拉力测定方法GB/T 24191-2009 钢丝绳实际弹性模量测定方法GB/T 12347-2008钢丝绳弯曲疲劳试验方法GB/T 21837-2008铁磁性钢丝绳电磁检测方法GB/T 16762-2009 一般用途钢丝绳吊索特性和技术条件YB/T 4288-2012 电梯用钢丝绳弯曲疲劳试验方法YB/T 4507-2017 钢丝绳索具拉力试验方法YB/T 4182-2008 钢丝绳含油率测定方法MT/T 716-2019 煤矿重要用途钢丝绳验收技术条件MT/T 717-2019 煤矿重要用途在用钢丝绳性能测定方法及判定规则MT/T 970-2005钢丝绳(缆)在线无损定量检测方法和判定规则SN/T 0611-2014 出口钢丝绳检验规程SN/T 3468.8-2013钢材残损检验鉴定规程第8部分:钢丝绳DB52/T 585-2009电梯曳引钢丝绳张力检测方法DB32/T 2887-2016 曳引电梯钢丝绳电磁检测方法DB32/T 2332-2013 重复使用的悬索桥猫道承重索钢丝绳检验和报废规程AQ2026-2010金属非金属矿山提升钢丝绳检验规范LD 87.7-1996矿山提升系统安全技术检验规程第七部分:钢丝绳和连接装置的检验五、其他GB/T 8706-2017 钢丝绳术语、标记和分类GB/T 2104-2008钢丝绳包装、标志及质量证明书的一般规定GB/T 3811-2008起重机设计规范。
吊索具安全技术规范

吊索具安全技术规范1. 目的为了加强和规范公司起重作业所用吊索具的安全使用和管理,保障公司进行起重吊装特种作业的安全,特制定本规范。
本规范明确了吊索具等起重吊装作业工具的采购、验收、使用、保管/发放、报废等相关要求和方法。
2. 适用范围本规范适用于本公司3. 引用标准JB/编织吊索安全性第1部分:一般用途合成纤维扁平吊装带JB/编织吊索安全性第2部分:一般用途合成纤维圆形吊装带JB8112-1999一般用途起重用锻造卸扣-D形卸扣和弓形卸扣4. 定义本规范所称吊索具是指起重作业的吊具和索具及端部配件的总称。
吊具是起重吊运作业的刚性取物装置,它可以直接吊取物品,主要有:吊钩、吸盘、夹钳及专用吊具等。
索具是吊运物品时系结勾挂在物品上具有挠性的组合取物装置,又称吊索,它一般由高强度挠性件(钢丝绳、合成纤维吊装带、起重环链等)配以端部附件(卸扣、吊环、钩等)组合而成,端部配件常用的有吊环、卸扣、绳卡等。
5. 职责公司安全管理部门是起重吊装作业工具的归口监督管理部门,并对公司各单位所需采购和使用的吊索具进行确认、验收和监管。
其职责是:(1)负责各单位所采购吊索具等起重吊装作业工具的供应商经营资质的审查和确认,其审查和确认的内容:①企业营业执照;②生产许可证;③产品出厂合格证;④使用说明书和省级劳动、技术监督部门认可的质检机构检验出据的《检验报告》;⑤特种作业的吊索具安全标志;(2)负责公司各单位所需吊索具的采购申请计划的审查和汇总以及组织相关技术人员对入库的吊索具进行验收;(3)负责监督各单位在用吊索具的保管、报废和使用。
各单位的采购部门必须通过公司安全管理部门对所采购吊索具供应商的确认和审查程序,才能按照相关程序进行采购。
不得采购未经审查和确认的供应商生产的产品。
各使用单位负责按照公司的规定对本单位的吊索具进行保管/发放、使用和报废,并提出相应的采购申请计划。
各使用单位由本单位的专(兼)职设备管理员或指定安全技术人员具体负责本单位吊索具的日常安全管理工作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
ICS 53.020.30J80JB81121999eqv ISO24151987一般起重用锻造卸扣—D形卸扣和弓形卸扣Forged shackles for general lifting purposesDee shackles and bow shackles1999-06-28 发布2000-01-01 实施国家机械工业局发布免费标准下载 I前 言本标准等效采用ISO 24151987一般起重用锻造卸扣D形卸扣和弓形卸扣本标准是对JB 8112—95一般起重用锻造卸扣的修订本标准仅在以下4处与ISO 2415有差异根据我国标准体系与构成引用标准作了适当调整卸扣的材质根据我国钢材品种及国内制造经验选用优质碳素结构钢和合金钢制造推荐了销轴尾部螺纹尺寸增加了包装要求本标准自实施之日起代替JB 8112—95本标准的附录A 是提示的附录本标准由全国起重机械标准化技术委员会提出并归口本标准负责起草单位天津市滑车厂 本标准主要起草人崔振元张宝林免费标准下载 II ISO 前言ISO 国际标准化组织是各国标准化团体ISO 成员团体的全球性组织各项国际标准的起草工作主要是通过ISO各个技术委员会完成的对某一项已建立技术委员会的课题感兴趣的每一个成员团体均有权派代表参加该技术委员会许多与ISO有联系的官方的和非官方的国际组织也可参与这项工作技术委员会已采纳的国际标准草案在由ISO理事会接受作为国际标准前应分发至各成员团体进行投票表决按ISO程序要求至少75%的成员团体投票赞成国际标准ISO 2415由ISO/TC 111钢制圆环链起重吊钩和附件技术委员会起草这次第二版撤销并取代了第一版ISO 2415—1973及构成技术修订本的ISO 2731—1973和ISO 2791—1973使用者应注意所有国际标准都要不断地被修订本国际标准里引用的其它国际标准都是最新版本除非另有说明免费标准下载 11 范围本标准规定了M 4S 6和T 8级极限工作载荷0.63~100t D 形和弓形卸扣的一般特性性能以及与其他零件互换配合所必需的关键尺寸D 形卸扣与锻造吊钩配合使用时可采用一中间部件作连接用2 引用标准下列标准所包含的条文通过在本标准中引用而构成为本标准的条文本标准出版时所示版本均为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性GB/T 196—1981 普通螺纹 基本尺寸直径1~600mm GB/T 197—1981 普通螺纹 公差与配合直径1~355mm GB/T 230—1991 金属洛氏硬度试验方法 GB/T 231—1984 金属布氏硬度试验方法 GB/T 699—1988 优质碳素结构钢 技术条件 GB/T 3077—1988 合金结构钢 技术条件GB/T 12362—1990 钢质模锻件 公差及机械加工余量 YB/T 5148—1993 金属平均晶粒度测定法 3 定义 本标准采用下列定义参见图1~图33. 1 卸扣 shackle 由扣体和销轴装配而成的组合体 3. 2 扣体 body由一定截面的棒材经弯曲锻制而成两端带有同轴环眼3. 3 扣顶 crown 扣体顶部3. 4 环眼 eyes 扣体端部与销轴配合的一对同轴孔 3. 5 销轴 pin与扣体配合穿过环眼的圆截面销国家机械工业局 1999-06-28 批准 中华人民共和国机械行业标准一般起重用锻造卸扣 —D 形卸扣和弓形卸扣Forged shackles for general lifting purposesDee shackles and bow shacklesJB 81121999 eqv ISO 24151987代替 JB 8112—952000-01-01 实施23. 6 D 形卸扣 dee shackle 扣顶呈半圆形的卸扣 3. 7 弓形卸扣 bow shackle 扣顶呈大半个圆形的卸扣3. 8 极限强度 ultimate strength在拉伸试验中卸扣失去承载能力时所受到的最大作用力3. 9 验证力 proof force, (F e ) 对成品卸扣进行试验时所施加的作用力见6.33. 10 额定起重量极限工作载荷working load limit, (WLL)卸扣在正常使用条件下设计规定承受的最大质量 3. 11 工作载荷 working load, (WL)卸扣在某一特定工况可以承受的最大质量图 1 D 形卸扣图 2 弓形卸扣a) W 型带环眼和台肩的螺纹销轴b) X 型六角头螺栓六角螺母c) Y 型沉头螺钉图 3 销轴的几种型式4型式与基本参数4. 1型式344. 1. 1 卸扣按其扣体形状分为下列两种型式a) D 形卸扣其形状如图1所示代号为D b) 弓形卸扣其形状如图2所示代号为B 4. 1. 2 卸扣的销轴型式分为下列几种见图3 a) W 型带环眼和台肩的螺纹销轴b) X 型六角头螺栓六角螺母和开口销c) Y 型沉头螺钉d) Z 型在不削弱卸扣强度的情况下采用的其他形式的销轴4. 2 基本参数4. 2. 1 D 形卸扣的基本参数必须符合表1的规定4. 2. 2 弓形卸扣的基本参数必须符合表2的规定4. 2. 3 卸扣的销孔直径卸扣的光孔直径不得超过以下值 a) 当D 20mm 时孔径为D +1mmb) 当D >20~45mm 时孔径为D +1.5mm c) 当D >45mm 时孔径为D +2mm注D 为螺纹销轴六角螺栓或销轴的直径见图34. 3 型号表示方法4. 4 标记示例a) 销轴为W 型起重量20t 的M4级D形卸扣标记为卸扣 M–DW 20 JB 8112—1999 或卸扣 4–DW 20 JB 8112—1999b) 销轴为X 型起重量为10t 的T8级弓形卸扣标记为卸扣 T–BX 10 JB 8112—1999 或卸扣 8–BX 10 JB 8112—1999表 1 D 形卸扣的尺寸额 定 起 重 量d max 1D max 2e maxS min 3) W min 2)推荐销轴起重量t销轴型式W X Y Z卸扣型式D D 形卸扣B 弓形卸扣[M 4S 6T 8]M4S8t mmM4146 11.2T8计算公式M416S6T8 11.2M431.5S6 25T8 22.4表 2 弓形卸扣的尺寸额定起重量d max1D max2e max2r min3)S min4)W min2)推荐5M46Tt mmM46T8计算公式M418S6 14T8 12.5M 28S6T8M4 406T85技术要求5. 1材质5. 1. 1扣体钢材必须由平炉电炉或转炉吹氧炼制而成钢材必须是镇静钢可锻性好必须含足够6的合金元素以保证经适当热处理后能获得满足本标准要求的力学性能各级别卸扣用材料必须满足表3要求表 3 卸扣材质级别材质元素要求硫磷最大含量%推荐用钢材M 4— S0.05P0.045GB/T 699中的20 至少含下列元素中的一种扣体Ni Cr Mn MoS6销轴Ni Cr Mo S0.04P0.04GB/T 3077中的20Cr或20Mn2T8至少含下列元素中的两种Ni Cr MoS0.04P 0.04GB/T 3077中的35CrMo注制造厂可以自行选择其他满足本标准规定的材质及力学性能的材料5. 1. 2各级别卸扣材质按照YB/T 5148进行测定均应达到奥氏体5号晶粒度或更细的品级5. 2热处理5. 2. 1M4级和S6级卸扣锻造之后必须根据材质和要求的力学性能对卸扣进行相应的热处理5. 2. 2T8级卸扣锻造之后必须根据材质和所要求的力学性能对卸扣进行调质处理T8级卸扣最高可在400的环境中使用当温度降至室温后其金相组织及力学性能不能有削弱和改变如有验证要求须将试样重新加热到400保持1h后降至室温然后进行试验5. 2. 3热处理硬度要求卸扣经热处理后的硬度值不得超过表4所规定的数值表 4 热处理硬度级别布氏硬度HB 洛氏硬度HRCM4217 17S6300 32T8380 41卸扣硬度试验必须按GB/T 230GB/T 231中所规定的要求进行以测得洛氏硬度或布氏硬度数值5. 3力学性能5. 3. 1卸扣的力学性能验证力和极限强度必须符合表5的规定表 5 卸扣的力学性能额定起重量验证力F e极限强度min78t kN kN0.63 12.5 250.8 16 321 20 401.25 25 501.6 32 632 40 802.5 50 1003.2 63 1254 80 1605 100 2006.3 125 2508 160 32010 200 40012.5 250 50016 320 63020 400 80025 500 100032 630 125040 800 160050 1000 200063 1250 250080 1600 3200100 2000 40005. 3. 2 卸扣进行静强度试验时必须能承受表5所规定的验证力销轴不得有永久变形且在拧松后可自由转动扣体长度尺寸S 的增量或从扣顶和销轴之间的记号所量取长度的增量不得超过0.25%或0.5mm 两者之较大值5. 3. 3 卸扣进行静强度试验时必须能承受表5所规定的极限载荷不得出现断裂或使卸扣丧失承载能力的变形5. 3. 4 对于起重量不大于10t 的S 6T8级卸扣按6.1.4试验时必须在完成104次循环后仍能承载5. 4 工艺5. 4. 1 卸扣扣体须用无焊缝的整体毛坯锻制而成锻件应符合GB/T 12362的要求扣体两销孔应同轴且与环眼两侧外径同心5. 4. 2 销轴必须从棒料截取锻后经机加工而成或者经买方与制造厂商定锻造后加以适当修整装配后销轴只限于W 型和Y 型的台肩或头部必须能贴合在扣体上当螺纹销拧到底时卸扣W尺寸间的可见剩余螺纹不得大于1个螺距销轴正确地装配后在任何情况下扣体内宽尺寸W不得有明显减少95. 4. 3 成品卸扣表面光洁不应有毛刺裂纹折叠过烧等降低强度的局部缺陷卸扣上的缺陷不允许补焊5. 4. 4 卸扣表面应进行必要的防护处理或根据买方的要求进行处理5. 5 螺纹螺纹应符合GB/T 196的规定螺纹配合精度选用GB/T 197中6H/6g 级6 试验方法与检验规则 6. 1 型式试验 6. 1. 1 试验方法在6.1.2~6.1.4所规定的试验中分别用直径不大于销轴直径的附件和宽度不超过销轴直径的附件装卡于卸扣作用力沿卸扣对称中心线无冲击地加载6. 1. 2 变形试验抽取3个试样每个试样必须能承受表5所列的验证力并应符合5.3.2的规定6. 1. 3 静强度试验6. 1. 3. 1 起重量小于或等于63t每个试样的极限载荷至少应等于表5规定的最小值每个扣体和销轴必须能承受此作用力不得出现断裂或使卸扣不能继续承载的变形6. 1. 3. 2 起重量大于63t对于起重量大于63t 的卸扣只要其他方面满足本标准的要求其极限强度也可通过计算验证附录A 提示的附录给出设计方法的示例6. 1. 4 疲劳试验[S6T8级起重量小于或等于10t]抽取3个试样每次循环作用力的最大值为表5中验证力的0.75倍最小值大于0小于3kN 作用力频率在5~25Hz 之间卸扣必须在这样的条件下承受104次循环后仍能承载6. 2 检验规则 按 6.1.26.1.36.1.4进行试验若3个试样均符合本标准要求则确定该尺寸的卸扣合格以上检验若有1个试样不符合要求应重新抽取2个试样这2个试样全部符合本标准要求之后才可确定该尺寸的卸扣合格如果这3个试样中有2个不符合要求则确定该尺寸的卸扣不合格6. 3 验证试验如果买方提出要求每只成品卸扣必须经受表5中所规定的相应的验证力试验要求同 6.1.1 5.3.2的规定7 产品合格证书7. 1 当卸扣试验结果满足 6.1 6.2规定时制造厂可签发合格证试验数据应记录归档至少应保存到签证后的10年7. 2 如买方有要求制造厂必须在交货时提交1份证书每批交货时要给出以下说明a) 表示强度级别的代号10 b) 材料种类c) 识别符号便于交付时辨认出任何1只或1批卸扣d) 验证力见表5e) 额定起重量该证书必须说明每只卸扣都符合本标准还需说明每只卸扣都已按6.3做过验证试验并经专职检验人员验收8 标志与包装 8. 1 标志在扣体不影响强度的部位应锻出永久清晰的标志标志应包括以下内容a) 制造厂标记 b) 强度级别代号即M4S 6或T8c) 额定起重量t8. 2 包装8. 2. 1产品包装应符合下列规定a) 小吨位卸扣应用包装箱包装b) 包装应牢固箱体内部应衬防潮衬里c)产品及附件在包装箱内应固定牢固d) 随同产品交付的各种技术文件须用防潮袋包装8. 2. 2 包装箱外壁文字标志应整齐美观其内容如下a)产品型号及名称b) 箱体外形尺寸及毛重 c) 制造厂名称及出厂日期8. 2. 3 随同产品交付的技术文件有产品合格证产品使用维护说明书8. 2. 4 产品应放在通风良好防潮防腐蚀的仓库内11附 录 A A1 额定起重量大于63t 的卸扣只要与按照5.3.4试验过的卸扣具有相同的几何形状其极限强度可由计算获得本附录给出适用于这种设计方法的示例A2 扣体的计算公式见式A1SWr f r d 9)WLL (3631−×=A1式中d 扣体直径mmWLL 额定起重量极限工作载荷tr 弓形内侧曲率半径mmf 额定工作载荷状态下的名义极限拉应力见表A1MPaW 扣体的内宽mmS卸扣的内长mm表 A1 名义极限拉应力值f 值M 4S 6T8卸 扣型 式MPaD 形 卸 扣315 500 630 弓 形 卸 扣400 630 800对于D 形卸扣应注意到2r =W式A1在下列尺寸范围有效2.5rD S )2/(+6.5D 销轴直径0.5Wr 10.4W d 0.75A3 销轴计算公式见式A231)WLL(4.29+=f d W D A2式A2中的符号及单位与扣体计算公式相同f 值另做如下规定M 4 400MPa S 6630MPaT8 800MPaA4 第A2章和第A3章中所给出的公式由英国的国家物理实验室导出它基于这样的条件载荷加在提示的附录 设计注意事项12 销轴的中部反作用力作用到销孔间长度中心公式给出d 和D 的最小值设计d <25的卸扣时为实用起见从公式中所得出的销轴直径D 乘以一相应的修正系数该系数可在图A1中按2r /d 的比值从相应曲线中查得这些公式给出适合正常使用工况的卸扣尺寸对于危险工况在设计时应考虑减少f 值图 A1 销轴直径的修正系数适用于d <25mm 的卸扣J B 81121999中 华 人 民 共 和 国机 械 行 业 标 准 一般起重用锻造卸扣 —D 形卸扣和弓形卸扣JB 81121999*机械科学研究院出版发行 机械科学研究院印刷北京首体南路2号 邮编 100044*开本8801230 1/16 印张1 字数26,000 1999年10月第一版 1999年10月第一次印刷印数1500 定价 10.00元编号 99972机械工业标准服务网。