射线报告模板
(中英双文版)射线检测报告模板

Radiographic Examination InstructionforCircularWeld 环焊缝射线检测工艺卡Form No./表码: Rev. No./版本号:A Report No./报告号: Page 1of 11 Application应用Carbon Steel. Butt/Circumferential weld with = 122” Ø tank, tank thickness up to 13mm碳钢对接环焊缝直径122’’壁厚13mm2 Equipment Type:设备XXGZT-3005HQ panoramic x-ray tube or equivalent XXGZT-3005HQ轴向X射线机3 Radiation Source:辐射源5mA, 150-300kv, 1.0 x 2.5mm focal point 5mA, 150-300kv, 1.0 x 2.5mm焦点大小4 Technique:技术Single Wall Exposure Single Wall View (Panoramic)单壁单影周向曝光5 GeometricRelationship:几何关系Radiation source positioned within of center of weld circle. Radiation beam at 90° to weld and film.源在中间,射线束以90°方向投入焊缝和胶片。
6 Film Type:胶片类型In general, Agfa C7 Sheet film,Agfa C4 sheet film shall be used if the required sensitivity not achieved. 通常用agfa C7胶片,灵敏度达不到的话,可以用C4.7 Film Coverage:胶片覆盖A minimum of 10mm of parent metal on either side of the weld will be included in the radiographs. Theoverlap offilm cassettes is approximately 25mm.至少10mm母材需被覆盖, 胶片重叠25mm。
放射检查报告单模板
放射检查报告单模板篇一:X射线机性能检测报告模板检测报告编号:QCJC-xxxxx-xxxxxx检测项目:单位名称:检测类别:报告日期:放射诊疗设备性能检测xxxxxxxxxxxxx 状态检测 XX年x月x日xxxxxxxxxxxxxxxxxxxxxxxxxxxx公司放射诊疗设备性能检测报告一. 项目基本情况1. 委托单位和检测单位委托单位:地址:邮编:负责人:联系人:电话:检测单位:地址:邮编:法人:资质证书编号:电话:2. 检测时间: XX年8月7日3. 检测项目:放射诊疗设备性能检测4. 检测和评价依据:检测方式:现场检测检测类型:状态检测(1)《放射诊疗管理规定》,卫生部令第46号,XX年1月(2)《医用X射线诊断放射防护要求》GBZ130-XX (3)《医用常规X射线诊断设备影像质量控制检测规范》WS76-XX5.性能检测设备6. 主要检测仪器7. 检测质量保证措施:(1)合理选择检测项目。
(2)检测方法和检测条件严格按照国家有关标准规范实施。
(3)每年定期在有资质的单位对检测仪器进行检定或校准,在其有效期内使用。
(4)每次测量前后均检查仪器的工作状态是否正常。
检测人员均经过培训上岗。
严格按照仪器的操作规程操作。
(5)严格质量管理体系、质量管理制度和规范检测工作程序。
(6)检测数据和报告严格实行四审三校制度。
二、检测结果:(1)基本情况设备名称:生产厂家:技术参数:(2)现场照片牙片机福建梅生 65kV、规格型号: MS(来自: 小龙文档网:放射检查报告单模板)D-Ⅲ出厂日期: XX年9月设备编号: 004966 牙片机(3)检测结果表福建梅生MSD-Ⅲ型牙片机性能检测结果三. 结论依据相关法规标准,对该单位的牙片机进行了影像质量控制指标检测,所测各项技术参数符合WS76-XX《医用常规X射线诊断设备影像质量控制检测规范》的要求。
XX年月日检测人:审核人:签发人:签发日期:篇二:放射科(普放)诊断报告书写规范放射科诊断报告书写规范一、医学影像学资料反映疾病在某一阶段的病理变化和(或)功能改变。
X-射线检测报告

Radiographic Examination Report射 线 检 测 报 告Workpiece 工 件Trustier 委托单位Project # 工程编号Project name 工程名称 Workpiece # 工件编号 0~38 Material材质 Q235 Specification规格 PIP478*12,PIP457*10 Examination Conditions And Procedure Parameters检测条件及工艺参数Source T ype 源种类X-ray Instrument Type 设备型号/编号 XXQ 3505D Focal Spot Dimension焦点尺寸 2×2 mm Film Brand 胶片牌号 AGF A —C7 Intensifying Screen增感方式Pb 铅箔增感 Film Specification胶片规格 180×180 mm IQI Type 像质计型号 10/16 Film Processing 冲洗条件 Manual Developer 显影液配方 Wuxi corolla 无锡花冠Film Density 底片黑度 2.0~4.0Radiographic Quality Grade 照相质量等级 ABDeveloping Conditions 显影条件 Time/时间 3 min Temperature /温度 20 ℃Weld No. 焊缝编号 0~38Length of Welds 焊缝长度(mm) ——— Thickness 板厚 10~12Radiographic Arrangement 透照方式Double-wall single-image 双壁单影Source-to-ObjectDistance 焦距(mm)500Effective Length一次透照长度(mm) 180Energy 能量(KV) 240 Tube Current 管电流(mA)5Exposure Time 曝光时间(min)3 Should identify wire应识别丝号13Acceptance Grade合格级别ⅢExamination Proportion Required要求检测比例(%) Spot check/抽查 Actual Examination Proportion实际检测比例(%)Spot check/抽查Examination Standard检测标准GB/T3323-2005Examination Procedure No.检测工艺编号AcceptanceFilms合格片数Category AA类焊缝(张)Category BB类焊缝(张)Intersectthe weld相交焊缝(张)Total共计(张)FinalEvaluationResults最终评定结果GradeⅠ级(张)GradeⅡ级(张)GradeⅢ级(张)GradeⅣ级(张)13 17 9 39 27 12 \ \ Defects and Repairs Instruction缺陷及返修情况说明Examination Results检测结果1.This batch of workpieces are total 0 repairs. Max.Repair Times is 0 .该批工件返修共计0 次,最高返修次数0 次。
dr报告模板肩关节骨折

dr报告模板肩关节骨折
[医院名称]
[科室名称]
[日期]
患者姓名:
性别:
年龄:
主诉:
患者主诉右肩剧痛、肿胀和活动受限。
病史:
患者于[日期]右肩受伤,伴有剧烈的肩部疼痛和肿胀。
无肩关节相关疾病或手术史。
体格检查:
右肩可见局部红肿和触痛。
活动受限,主动肩关节活动呈现明显疼痛。
初步诊断:
肩关节骨折(具体类型待进一步确认)。
检查结果:
1. X射线检查:右肩肱骨头骨折可见,伴有肩胛骨相关损伤的可能性。
2. CT扫描:将进一步评估肩部骨折的类型和范围。
鉴于以上检查结果,我们将继续明确诊断并制定详细的治疗计划。
治疗计划:
1. 保守治疗:
- 维持肩关节的固定和支撑,以减少疼痛和促进骨折愈合。
- 非甾体抗炎药(NSAIDs)用于缓解疼痛和减轻炎症反应。
- 应及时进行物理治疗,包括热敷、冷敷和肩关节的活动和功能恢复。
- 定期随访以监测骨折的愈合情况。
2. 外科治疗:
- 如果骨折严重或存在关节不稳定的风险,可能需要外科手术干预。
- 外科手术的选择将根据具体骨折类型和患者的整体情况而定。
预后和随访:
预计根据治疗情况和患者的个体差异,恢复时间和预后有所不同。
患者将被安排随访以评估治疗效果和骨折愈合情况。
请注意,此为初步报告,最终的诊断和治疗方案将根据进一步检查和患者的整体情况做出调整。
医生签名:
[医生姓名] [职称/头衔]。
无损检测射线报告模板

无损检测射线报告模板1. 引言无损检测射线报告是对材料进行无损检测后所得到的数据和结果的汇总和分析。
该报告旨在提供对被检测材料的可靠性和安全性的评估,以及可能存在的缺陷和问题的诊断和解决方案。
2. 被检材料信息- 被检材料名称:- 被检材料型号:- 被检材料批次号:- 检测日期:- 检测单位:3. 检测方法及参数在本次检测中,采用了以下无损检测方法:- X射线检测- 射线能量:XXX kV- 焦点尺寸:XXX- 照射时间:XXX4. 检测结果和分析经过无损检测,我们得到了以下结果和分析:4.1 图像结果图1:被检材料的X射线检测图像4.2 缺陷分析在X射线检测中,我们发现了以下缺陷:- 缺陷1:位置、形状、尺寸、密度等信息- 缺陷2:位置、形状、尺寸、密度等信息- ...4.3 缺陷等级评定根据我们的评估,我们将缺陷分为以下等级:- 等级1:严重缺陷,对材料的可靠性和使用安全性产生重大影响- 等级2:中等缺陷,对材料的可靠性和使用安全性产生一定影响- 等级3:轻微缺陷,对材料的可靠性和使用安全性影响较小4.4 解决方案和建议针对上述缺陷,我们提出了以下解决方案和建议:- 解决方案1:详细描述解决方案和实施步骤- 解决方案2:详细描述解决方案和实施步骤- ...5. 结论通过本次无损检测,我们对被检材料的缺陷和问题进行了全面的评估和分析,并提出了相应的解决方案和建议。
我们建议采取必要的措施来修复和改进被检材料,以确保其可靠性和使用安全性。
6. 参考文献- 参考文献1:作者,题名,刊物名称,年份,页码- 参考文献2:作者,题名,刊物名称,年份,页码- ...。
病例X射线报告单

病例X射线报告单
患者信息:
姓名:XXX性别:女年龄:50岁
病例号:XXXXX送检医院:XXX
临床信息:
主诉:右胸痛持续2周,伴咳嗽和气短
检查方法:
胸部X射线检查
检查结果:
胸部正位和侧位平片显示右侧肺下叶有一个约2cm×3cm的圆形透亮影,局部密度较低。
影像边界清晰,没有明显毛刺、毛糙或钙化。
周围肺纹理清晰可见。
右侧肺门及纵隔未见明显异常。
左肺野未见明显异常。
结论:
胸片表现为右侧下肺野圆形透亮影,高度怀疑恶性肿瘤。
建议进一步行CT检查以明确诊断。
诊断意见:
1. 右侧下肺野约2cm×3cm的圆形透亮影,高度怀疑恶性肿瘤。
2.建议行CT检查以明确诊断。
注意事项:
1.患者需要提供详细的病史和体检信息。
2.患者需参考医生的建议,进一步行CT检查,以明确肿瘤性质和确
定治疗方案。
3.如果患者有任何不适,请立即就医。
附注:
X射线是一种常用的影像学检查方法,用于初步筛查肺部病变。
但是,X射线的分辨率有限,有时不能明确诊断。
所以,在临床症状和X射线结
果有疑问的情况下,通常需要行CT检查或其他影像学检查方法,以辅助
诊断。
射线检测报告
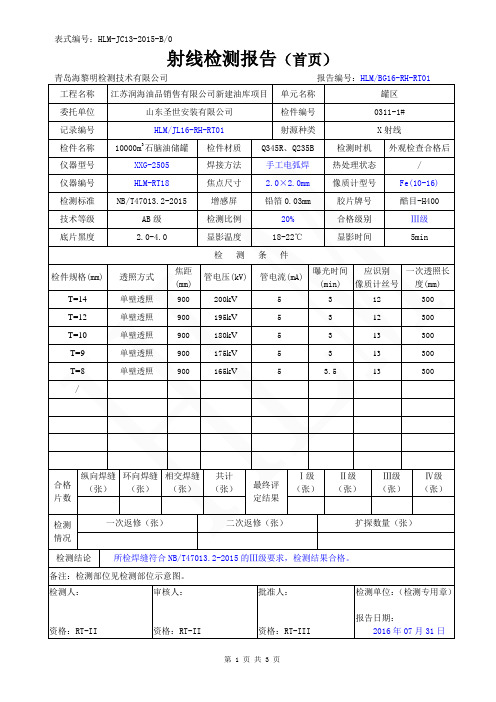
射线检测报告(首页)
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
记录编号
HLM/JL16-RH-RT01
射源种类
X射线
检件名称
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
检件名称
10000m3石脑油储罐
检测方法
RT
检测人:
资格:RT-II日期:2016年07月31日
复核人:
资格:RT-II日期:2016年07月31日
检测结论
所检焊缝符合NB/T47013.2-2015的Ⅲ级要求,检测结果合格。
备注:检测部位见检测部位示意图。
检测人:
资格:RT-II
审核人:
资格:RT-II
批准人:
资格:RT-III
检测单位:(检测专用章)
报告日期:
2016年07月31日
表式编号:HLM-JC14-2015-B/0
射线检测报告(续页)
青岛海黎明检测技术有限公司报告编号:HLM/BG16-RH-RT01
工程名称
江苏润海油品销售有限公司新建油库项目
单元名称
罐区
委托单位
山东圣世安装有限公司
检件编号
0311-1#
序号
检测部位
编号
片位号
缺陷情况
评定级别
规格(mm)
备注
缺陷性质、定量
缺陷位置
射线探伤分析报告

Work No.
焦点/射线源尺寸:
Film or Source Size
底片处理方式
Processing
人工
Manual
自动
Automatic
工件名称
Hale Waihona Puke Part Name胶片型号/规格
Film Type & Size
显影时间
Developing
min
分
min.
min
图号
.
前屏
Front
中屏
middle
后屏
Back
显影温度
Developing Temperature
C
材质
Material
象质计/指数
IOI & Designation
检验级别
Exam. grade
炉号
Heat-Ingot No
管电压/束能/活度
Volt./energy/act.
探伤比例
Exam. percentage
容器类型
Vessel kind
射线源与工件表面间距
Source/surfacedistance
mm
表面状态
Surface condition
坡口形式
Groove Type
曝光量
Exposure
焊接方法
Welding method
探伤标准
焊工代号
Welder No.
底片评定表
检验区域
Exam. Area
片号
Film No
黑度Density
级别/Level
级别/Level
日期/Date
日期/Date
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
审核人:
资格:RTⅢ级
报告人:
资格:RTⅡ级
射线检测报告(二)
委托单位:xxxxxxxxx有限公司报告编号:2017RT-
施工单位
检测日期
工程名称
原始记录编号
2017RT-
工程类别
检测标准/合格等级
GB/T12605-2008/Ⅲ
检测情况
序号
规格/壁厚
(mm)
焊工号
检测部位
编号
底片
编号
缺欠类型及数量
评定级别
检测结论
Ⅰ
Ⅱ
Ⅲ
Ⅳ
18
19
20
21
222324 Nhomakorabea2526
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
Fe 10~16
胶片规格(mm)
80×150/300/360
检测工艺编号
2018RT-
灵敏度值
12
底片黑度
2.0~4.0
检测情况
序号
规格/壁厚
(mm)
焊工号
检测部位
编号
底片
编号
缺欠类型及数量
评定级别
检测结论
Ⅰ
Ⅱ
Ⅲ
Ⅳ
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
检测单位:(公章)
机构负责人/技术负责人:
射线检测报告(一)
委托单位:xxxxxxx有限公司报告编号:2018RT-
施工单位
检测日期
工程名称
原始记录编号
2018RT-
工程类别
检测标准/合格等级
GB/T12605-2008/Ⅲ
检件名称
管道对接焊缝
设备型号
XXG2505
照像质量等级
A
检测比例
≥15%
源种类
X射线
透照方式
双壁单影/双壁双影
坡口形式
V型
设备编号
3#
增感方式
Pb 0.03×2
焊接方法
氩电联焊
管电压/电流
170kV/5mA
显影时间
4-8min
表面状态
合格
焦点尺寸(mm)
2×2
显影温度
20±2℃
检测时机
焊后24小时
焦距(mm)
600
冲洗条件
手洗
材质
20#/Q235B
曝光时间
1.5min
胶片牌号
Agfa
规格/壁厚(mm)
见下表
像质计型号