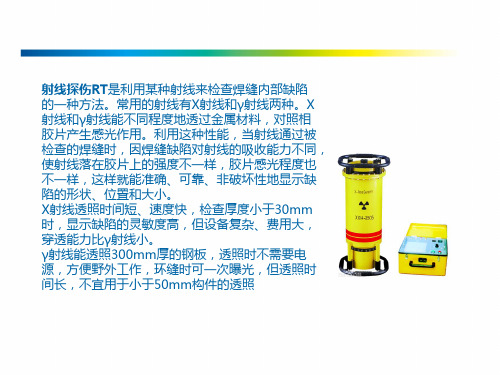
焊缝射线探伤检验规范R
钢结构焊缝X射线探伤检验指导书

作业指导书(一)Task Steering(第一版1nd edition)编制:审核:批准:执行日期:2007年10月20日1.目的Purpose1.1为使钢结构的部件和焊缝采用X射线检测时其全过程的操作规范化,以便获得合格的透照底片,正确反映产品质量。
Standardize the whole process of X-ray inspecting in order to acquire eligible negative reflecting quality of products correctly.2.适用范围Applied scope2.1本规程适用于钢结构中板厚3~40mm的对接焊缝的射线透照检测。
Thisregulations is applied to radial inspecting of butt weld of 3~40mm thickness steel structure plate.3.引用标准Quoted standards3.1ANSI/AWS D1.1(2006) “Structural welding code-steel”(钢结构焊接标准)3.2ASTM/E 747(使用金属线透度计控制射线照相检测质量的方法)3.3ASME SEC .V3.4ASME B31.34.实施步骤Procedure of performance4.1人员的要求Requirements of personnel4.1.1从事射线照相检测的人员,必须掌握射线探伤的基础技术,具有足够的部件和焊缝射线探伤经验,并掌握一定的材料,焊接基础知识。
Theperson who inspect must know basic technology of NDT, basicknowledge of welding and material but have enoughexperience.4.1.2探伤人员应由相关部门无损检测考核委员会培训和考核,并持有相关部门无损检测考核委员会认可的RTⅡ级或以上资格证书,才能从事与该等级相应的检验工作。
焊缝X射线探伤技术操作规定

焊缝X射线探伤技术操作规定一、为使国家有关标准在我公司X射线无损检测工作中的正确实施,确保产品质量,特制定了本规定,RT人员必须遵照执行。
二、探伤室根据委托单上的探伤要求,对工件进行RT检测。
作业班由2-3人组成,带班者必须有RT-Ⅱ资格证,并对本班工件质量及人身、设备安全负责。
三、根据工件的具体情况选用X光机,严格按使用X光机操作规程进行工作。
带班人要贯彻执行《X射线操作工艺》。
四、当被检工件、结构、材质、形状及焊接材料、工艺重大变化时,应作射线照相检验工艺评定,直到结果满足有关标准、技术文件的要求。
五、确保拍片质量的规定:⑴.底片上的定位标记和全部识别标记,应按规定摆放正确、齐全、一般不得用手写的方法,事后任意涂改或添补。
底片编号,铅皮尺不允许压焊缝。
底片编号见《焊接操作工艺》。
⑵.象质计必须放在射线源侧,被检区长度1/4处,钢丝应横跨焊缝并与焊缝方向垂直,细丝置外。
当射线源一侧无法放置象质计时,也可放在胶片一侧的表面上。
⑶.操作时,要注意调整机头,使射线束应指向被检部位中心,并在该点与被检区平面或曲面的切面垂直。
暗室处理严格按照操作规程进行,若黑度达不到应找原因。
⑷.所得射线底片不应有机械的、化学的或其它工艺性的雾迹、花纹、水迹、化学色素、划痕、指纹、邹折、污物等。
射线照相质量标准按JB4730-2005标准。
六、射线探伤原始记录及探伤报告规定。
射线探伤记录及拍片部位图是产品质量档案的重要资料之一,是填写产品出公司质保书、合格证的重要依据,要求会制部位图字体要工整、标记号码清晰。
部位图上应有符号说明及方位批示,缺陷返修情况。
底片及经有关人员签字的原始记录和检验报告必须妥善存七年以上,以备随时查核。
射线探伤RT缺陷及示意图
夹 纸 痕 迹
1、它们的表面现象是什么? 夹纸痕迹的表征为一块低密度区域,并几乎覆盖整张胶片。 2、它们产生的原因是什么? 如果胶片和铅箔增感屏之间存在一张纸,并产生了投影,则会出 现夹纸痕迹。 3、这些现象何时可能发生? 如果没有去掉衬纸,则会发生这种情况。 4、如何检测夹纸痕迹? 只需在有衬纸或无衬纸两种情况下进行曝光检测。 5、如何可以避免它们? 确保在曝光前去掉全部衬纸。
到静电放电现象。如果您看到冲洗的胶片有锯齿状线条或黑色斑 点,则极有可能是出现了静电曝光斑点。 5、如何可以避免? 在相对湿度大于40%的环境下保存胶片,从包装盒取出胶片时避免 快速滑动或移动胶片。
定 影 液 斑 点
1、它们的表面现象是什么? 由定影液产生的斑点表征为一些小白圆点,其密度较周围胶片区域的密度底。 2、它们产生的原因是什么? 在显影之前,溅出的定影液滴,即使极其微量,都有可能导致产生白色斑点。 3、这些现象何时可能发生? 无论何时,只要有化学污染的存在,都可能会发生这种现象。通常发生最多的 是由于暗室布局不当或冲洗不小心引起。 4、如何可以避免它们? 保证胶片装卸区域的安全干燥清洁,不能让定影液溅在胶片上。
一、常见缺陷及示意图 二、其他几种缺陷 三、常见伪缺陷
1、圆形缺陷 定义:长宽比小于等于3的非裂纹、未焊透和未熔合缺陷。 圆形缺陷包括气孔、块状夹渣、夹钨等缺陷。气孔 气孔的成像:呈暗色斑点,中心黑度较大,边缘较浅平滑过渡,轮廓 较清晰。 夹渣(非金属)的成像:呈暗色斑点,黑度分布无规律,轮廓不圆 滑,小点状夹渣轮廓较不清晰。 夹钨(金属夹渣)成像:呈亮点,轮廓清晰。
显 影 液 斑 点
1.它们的表面现象是什么? 由显现液产生的斑点同样表征为一些小圆点,但是其黑度较周围胶片区域 的黑度高。 •它们产生的原因是什么? 在冲洗胶片之前,触摸或显影液溅出都可能会导致产生这种类型的斑点。 •这些现象何时可能发生? 暗室布局不当或冲洗不当都可能导致这种斑点。 •如何可以避免它们? 勿使任何类型的化学药液溅出,确保胶片装入区域完全干燥。
钢结构焊缝射线照相检验实施细则
***公司钢构作业指导书钢结构焊缝射线照相检验文件编号:版本号:编制:批准:生效日期:主题钢结构焊缝射线照相检验实施细则生效日期钢结构焊缝射线照相检验实施细则1. 检测依据1.1 GB50205-2001钢结构工程施工质量验收规范1.2 JGJ81-2002建筑钢结构焊接技术规程1.3 TB10212-2009铁路钢桥制造规范1.4 JTG/T F50-2011公路桥涵施工技术规范1.5 GB/T3323-2005金属熔化焊焊接接头射线照相2. 适用范围:适用于2~50厚材厚度的碳钢,低合金钢、不锈钢、铝及铝合金、钛及钛合金材料对接焊接、钢管对接、焊缝的X射线探伤。
3.设备仪器X射线机(型号)具备有足够的穿透力4. 检测技术要求4.1按照GB50205-2001规范中第5.2.4条的规定,当超声波探伤不能对缺陷作出判断时,应采射线探伤,其检验等级及缺陷分级按表1执行。
表14.2按照TB10212-2009规范中第4.9.14条的规定,对于母材厚度小于或等于30mm(不等厚对接时,按薄板计)的主要杆件受拉的横向、纵向对接缝除按表2的规定进行超声探伤外,还应按接头数量的10%(不少于一个焊接接头)射线照相检验。
探伤范围为焊缝两端各250~300mm,焊缝长度大于1200mm,中部加探250~300mm。
对表面余高不需磨平的十字交叉(包括T字交叉)对接焊缝应在十字交叉中心的120~150mm范围内进行100%射线照相检验。
射线透照技术等级采用B级(优化级),焊缝内部质量达应到II级。
4.3按照JTG/T F50-2011规范中第19.6条的规定,射线探伤的质量分级、检验方法、检验部位和等级应符合表2的规定表25.检测前的准备5.1 仪器准备: X射线机按操作规程训机5.2 材料准备:适用合格中胶片、增感屏、暗袋、像质计,配制相应要求的显、定影液、准备好各类铅字、箭头、中心标记,搭接标记、贴片框及防散射的铅垫板。
焊缝实时成像探伤工艺和操作规程及标准要求

钢瓶焊缝实时成像探伤工艺和操作规程钢瓶焊缝实时成像探伤工艺和操作规程1. 基本要求1.1 焊缝表面要求:焊缝需经表面检验合格后,才能进行照相,焊缝表面不得有咬边,焊瘤及其它以影响图象评定的缺陷。
1.2 图象标志:铅字和有关标志应按标准规定有图象的正确位置上显示出来,且一定要与工件位置相符,以保证透照部位的鉴别。
另外,铅字码不得压在焊缝上。
1.3 标记:为保证工件在重拍时位置不发生偏移,故按规定的起点位置起拍第一幅图象,并划出起点的位置。
1.4 图象搭接长度:为防止漏检,每幅图象之间连接的搭接长度不少于10mm。
1.5 象质计放在射源侧,图象的灵敏度不低于JB4730-94标准AB级要求。
1.6 图象灰度:图象有郊评定区域内的灰度范围为80-230。
2. 器材技术要求及工艺标准:2.1 射线机采用恒压式小焦点连续检测X射线机,焦点为0.4*0.4mm,X射线机的能量应适应被检焊缝厚度的要求,并有一定的穿透能力储备。
2.2 图象增强器:图象增强器输入屏直径不小于150mm,分辩率不小于3.6LP/mm。
2.3 电视摄像机:采用光电耦合器件(CCD)或电子管线路摄像机, 采集分辩率不小于800*6 00象素。
2.4 计算机主要配置中央处理器:高于或等于166MMX内存:高于或等于32MB显示卡:在1024*768象素时,垂直刷新速度要高于或等于80Hz,高于或等于24位真彩色图象采集卡:采集分辩率768*576显示器:显示器屏幕尺寸不小于380mm,点距0.25mm,逐行扫描,显示分辩率1024*76 8象素2.5 系统分辩率:X射线实时成象系统分辩率应大于或等于1.4LP/mm3. 拍摄准备:3.1 准备好铅字片,按规定排齐字码,并核对所拍的工件,是否与字码一致。
3.2 字码卡应放置在被检工件的规定位置上对准钢瓶上的起始线。
3.3 应使射线中心束垂直于被摄位置的中心点。
3.4 应保持射线摄象焦距一致。
焊缝无损检测要求
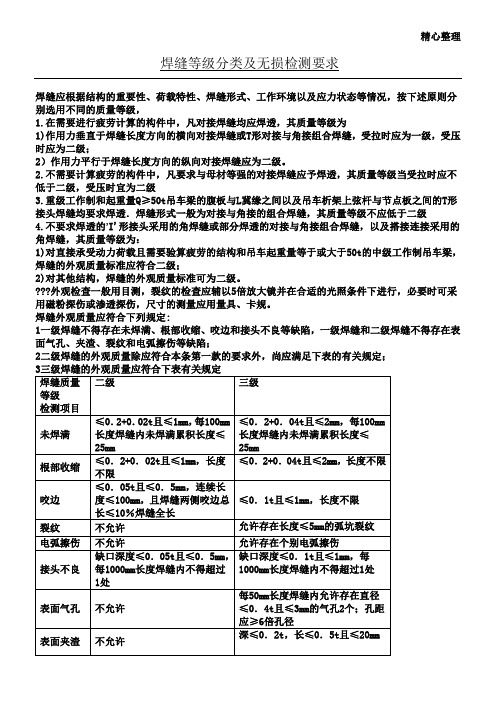
精心整理焊缝等级分类及无损检测要求焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质量等级,1.在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质量等级为1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2.不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级T形设计要求全焊透的焊缝,其内部缺陷的检验应符合下列要求:1一级焊缝应进行100%的检验,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的Ⅱ级及Ⅱ级以上;2二级焊缝应进行抽检,抽检比例应不小于20%,其合格等级应为现行国家标准《钢焊缝手工超声波探伤方法及质量分级法》(GB11345)B级检验的Ⅲ级及Ⅲ级以上;3全焊透的三级焊缝可不进行无损检测。
4焊接球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》的规定。
5螺栓球节点网架焊缝的超声波探伤方法及缺陷分级应符合国家现行标准JG/T203-2007《钢结构超声波探伤及质量分级法》的规定。
6箱形构件隔板电渣焊焊缝无损检测结果除应符合GB50205-2001标准第7.3.3条的有关规定外,还的规说明:根据结构的承载情况不同,现行国家标准《钢结构设计规范》GBJ17中将焊缝的质量为分三个质量等级。
内部缺陷的检测一般可用超声波探伤和射线探伤。
射线探伤具有直观性、一致性好的优点,过去人们觉得射线探伤可靠、客观。
但是射线探伤成本高、操作程序复杂、检测周期长,尤其是钢结构中大多为T形接头和角接头,射线检测的效果差,且射线探伤对裂纹、未熔合等危害性缺陷的检出率低。
超声波探伤则正好相反,操作程序简单、快速,对各种接头形式的适应性好,对裂纹、未熔合的检测灵敏度高,因此世界上很多国家对钢结构内部质量的控制采用超声波探伤,一般已不采用射线探伤。
探伤方面的有关规程
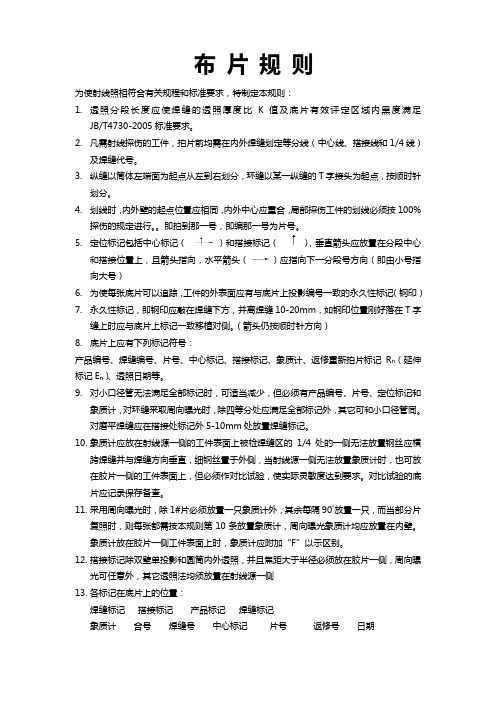
布片规则为使射线照相符合有关规程和标准要求,特制定本规则:1.透照分段长度应使焊缝的透照厚度比K值及底片有效评定区域内黑度满足JB/T4730-2005标准要求。
2.凡需射线探伤的工件,拍片前均需在内外焊缝划定等分线(中心线、搭接线和1/4线)及焊缝代号。
3.纵缝以筒体左端面为起点从左到右划分,环缝以某一纵缝的T字接头为起点,按顺时针划分。
4.划线时,内外壁的起点位臵应相同,内外中心应重合,局部探伤工件的划线必须按100%探伤的规定进行。
即拍到那一号,即编那一号为片号。
5.定位标记包括中心标记()和搭接标记(),垂直箭头应放臵在分段中心和搭接位臵上,且箭头指向,水平箭头()应指向下一分段号方向(即由小号指向大号)6.为使每张底片可以追踪,工件的外表面应有与底片上投影编号一致的永久性标记(钢印)7.永久性标记,即钢印应敲在焊缝下方,并离焊缝10-20mm,如钢印位臵刚好落在T字缝上时应与底片上标记一致移植对侧。
(箭头仍按顺时针方向)8.底片上应有下列标记符号:产品编号、焊缝编号、片号、中心标记、搭接标记、象质计、返修重新拍片标记R n(延伸标记E n)、透照日期等。
9.对小口径管无法满足全部标记时,可适当减少,但必须有产品编号、片号、定位标记和象质计,对环缝采取周向曝光时,除四等分处应满足全部标记外,其它可和小口径管同。
对磨平焊缝应在搭接处标记外5-10mm处放臵焊缝标记。
10.象质计应放在射线源一侧的工件表面上被检焊缝区的1/4处的一侧无法放臵钢丝应横跨焊缝并与焊缝方向垂直,细钢丝臵于外侧,当射线源一侧无法放臵象质计时,也可放在胶片一侧的工件表面上,但必须作对比试验,使实际灵敏度达到要求。
对比试验的底片应记录保存备查。
11.采用周向曝光时,除1#片必须放臵一只象质计外,其余每隔90°放臵一只,而当部分片复照时,则每张都需按本规则第10条放臵象质计,周向曝光象质计均应放臵在内壁。
象质计放在胶片一侧工件表面上时,象质计应附加“F”以示区别。
射线探伤通用工艺规程

射线探伤通用工艺规程1.适用范围本规程适用于本公司厚度2-250mm的碳素钢、低合金钢、不锈钢、镍及镍合金及厚度2-80mm铜及铜合金制压力容器对接焊缝及钢管对接环缝的X射线透照检测。
同时也适用于厚度2-80mm铝及铝合金及厚度2-50mm钛及钛合金材料制压力容器对接焊缝的射线透照检测。
2.编制依据2.1JB/T4730.1-2005承压设备无损检测第1部分:通用要求2.2GB/T12604.2-2005无损检测术语•射线检测2.3JB/T7903-1999工业射线照相底片观片灯2.4JB/T5075-2004射线照相检测用金属增感屏2.5JB/T7902-1999线型像质计2.6HB/7684-2000射线照相用线型像质计2.7GB16357-1996工业X射线探伤放射卫生防护标准2.8GB18465-2001工业Y射线探伤放射卫生防护要求2.9GB18871-2002电离辐射防护与辐射源安全基本标准2.10压力容器安全技术监察规程(99版)2.11GB150-1998钢制压力容器2.12GB151-1999管壳式换热器3.人员资格及职责凡从事射线检测人员,必须经过上岗培训,并取得相应资格证,在持有有效的资格证书下,从事整个检测活动,并承担相应的工作和职责。
具有n级资格以上(包括II级)人员根据检测记录及评定结果,签发检测报告。
4.射线探伤一般程序探伤委托单一>探伤准备(比例、编号、位置、打钢印、暗室)一跃占片一►调整机器一►曝光一►取片一►暗室处理一►整理评片一►发出质量通知单一产品探伤完工一►整理原始记录及签发报告一>产品探伤资料编号存档。
5.焊缝表面要求及探伤时机5.1焊缝余高、表面及热影响区的外观质量必须符合JB/T4730.1〜4730.6-2005和有关标准要求。
5.2焊缝表面及热影响区的不规则在底片上的图像应不掩盖焊缝中的缺陷或与之混淆,否则应作适当修整。
5.3焊缝(工件)必须经外观检验合格后,由指定人员填写探伤委托单,并送探伤室。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.前言
本规范规定了在焊缝透照过程中,为获得合格透照底片所遵循的程序和要求.
2.目的
采用射线的照相技术要求及通过射线摄影的底片来检验缺陷,并对缺陷进行分类定级.
3.适用范围
本规范主要用于本公司及其外协厂碳素钢、低合金钢的对接焊缝及钢管的对接环焊缝的射线透照的检测.
4.参考标准
QA-I-101 焊工培训考核程序
GB3323-82 钢焊缝射线照相及底片等级分类法
JB4730-94 压力容器无损检测
5.射线透照的一般要求
5.1 射线对人体有不良影响,应尽量避免射线的直接照射和散射线的影响.
5.2 在现场进行射线检测时应设置安全线,安全线上应有明显的警告标志.
5.3 从事射线探伤的人员必须经过培训,按照《锅炉压力容器无损检测人员资格考核规则》执行.
6.射线透照的技术要求
6.1 焊缝表面的要求: 焊缝需经表面检验合格后才能进行射线照相.焊缝表面的不规则程度应不
妨碍底片上缺陷的辨认,如咬边,焊瘤等.否则应在射线照相前修整.
6.2 工件的表面应采用永久性的标记作为对每张射线底片重新定位的依据,产品上不适合打印标
记时,应采用透视部位草图或其他标记方法.
6.3 底片上必须有工件编号、底片编号、定位记号等标志,这些标志应离焊缝边缘至少5mm,并应
与工件上的标志相符.
7.射线透照
射线透照的具体步骤和内容应参照GB3323-82 《钢焊缝射线照相及底片等级分类法》或JB4730-94《压力容器无损检测》.
8.焊缝质量评级
8.1 焊缝质量根据缺陷数量的规定分成四级:
优等焊缝----- Ⅰ级焊缝,焊缝内部不准有裂纹、未熔合、未焊透、条状夹渣.
一级焊缝---- Ⅱ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.
合格焊缝---- Ⅲ级焊缝,焊缝内部不准有裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透.
不合格焊缝--- Ⅳ级焊缝,焊缝内部的缺陷数量超过Ⅲ级者为Ⅳ级.
8.2 对于焊缝内部的不同尺寸的气孔(包括点状夹渣)按表1换算.
表1 气孔换算表
8.3 各等级的焊缝内部允许气孔的限量(包括点状夹渣)按表2规定,表中的数字系指底片上任
何10×50mm2的焊缝区域内(宽度小于10mm的焊缝仍以50mm长度计算),Ⅰ、Ⅱ、Ⅲ级焊缝中气孔点数.多者用于厚度上限,少者用于厚度下限,中间厚度的气孔点数用插入法决定.当缺陷在评定区边界线上时(包括外切),应把它划在该评定区内计算点数.
表2 气孔(包括点状夹渣)的分级
8.4 母材厚度小于等于20mm时,单个气孔(包括点状夹渣)的尺寸超过母材厚度的1/3时即判为Ⅳ级.
8.5 不计点数的气孔尺寸(包括点状夹渣):
a.母材厚度小于等于25mm时为0.5mm.
b.母材厚度大于25mm,小于等于50mm时为0.7mm.
c.母材厚度大于50mm时为母材厚度的1.4%.
母材厚度不同时,取薄的厚度值
8.6 表3是条状夹渣的分级规定.条状夹渣必须同时满足单个条状夹渣、条状夹渣群总长及条状
夹渣间距的规定.
表3 条状夹渣的规定
2.当焊缝长度不足12T(Ⅱ级)或6T(Ⅲ级)时,可按比例折算.如T或折算的条状夹渣群
总长小于单个条状夹渣长度时,以单个条状夹渣长度为允许值.
8.8 焊缝的综合评级:
在12T焊缝长度内(如焊缝长度不足12T时,以焊缝长度未限)几种缺陷同时存在时,应先按各类缺陷单独评级.如有二种缺陷,应将其级别之和减1作为缺陷的综合的焊缝质量等级.如有三种缺陷,应将其级别数之和减2作为缺陷综合的焊缝质量等级.
9.探伤检验报告级底片的保存.
9.1 探伤检验后应对探伤结果及有关事项进行详细记录并写出探伤检验报告.报告内容应包括:探伤方法、探伤规范、缺陷名称、评定等级、返修次数、标号、日期及评定人员姓名.
9.2 探伤底片、探伤报告和原始记录应妥善保存以备检查核对.
. .。