焊缝射线检测报告
焊缝射线检测报告首页
测比例
焊缝(口)
线)编号
mm
/条、口)
mm
指数
度范围
方式
mm(个)
%
比例%
检测结
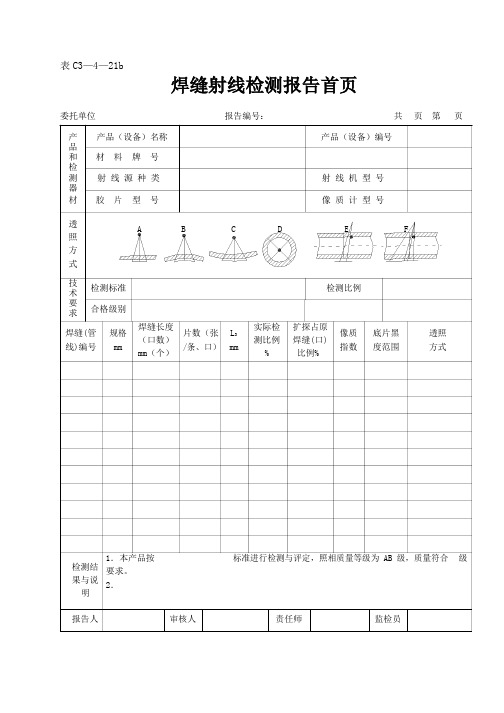
1.本产品按
标准进行检测与评定,照相质量等级为 AB 级,质量符合
级
要求。
果与说
2.
明
报告人
审核人
责任师
监检员
祝语 :我们没有义务也没有办法让所有人满意,但是我们最应该让自己满意,让自己幸福,而通往幸福的道路,也是我们终生奋斗的历程,我们必须努力做事,让成功证明自己的实力和价值。勤奋夯实做事,会让我们很少陷入心灵危机,会让我们成为现实主义者,当然了,也会让我们更快成功。
表C3—4—21b
焊缝射线检测报告首页
委托单位
报告编号:
共
页 第 页
产
产品(设备)名 号
检
测
射 线 源 种 类
射 线 机 型 号
器
材
胶
片
型 号
像 质 计 型 号
透
A
B
C
D
E
F
照
方
式
技
检测标准
检测比例
术
要
合格级别
求
焊缝(管
规格
焊缝长度
片数(张
L3
实际检
扩探占原
像质
底片黑
透照
焊缝探伤报告(2024)

引言概述焊缝探伤是现代焊接工艺中重要的质量检测方法之一。
焊缝探伤报告(二)是对焊缝探伤结果的详细分析和总结,旨在评估焊接质量并提供改进建议。
本文将从五个主要方面对此进行详细阐述。
正文内容一、焊缝探伤方法选择1.根据焊接材料和焊缝类型选择合适的探伤方法,如超声波、射线和磁粉探伤等。
2.考虑焊接构件的形状和尺寸,确定适用的探伤仪器和技术参数。
3.对焊缝探伤进行合理的分区和扫查路径规划,以确保全面覆盖和高效率。
二、焊缝探伤结果分析1.针对焊缝探伤的各类缺陷,包括气孔、裂纹和夹杂物等,对其性质、大小和位置进行评估。
2.根据缺陷分布情况和统计数据,分析焊接过程中的异常现象和潜在问题。
3.结合焊接标准和技术要求,评估焊缝探伤结果的合格性和可接受程度。
三、焊接质量评估1.参考焊接标准和规范,对焊缝探伤结果进行综合评价。
2.根据焊接质量要求,对各类缺陷进行分类和级别评定。
3.评估焊接质量与结构安全性之间的关系,提出相应的评估结论并建议改进措施。
四、焊缝探伤缺陷分析1.针对不同缺陷类型,分析其成因和发展机制,如热裂纹的焊接残余应力和成分不均匀性等。
2.探讨焊接过程中易产生缺陷的关键环节,如预热和焊接速度等,提出优化建议。
3.根据缺陷的位置和分布规律,分析焊接参数和操作技术对焊缝质量的影响。
五、焊缝探伤改进建议1.根据前述缺陷分析,提出相应的改进方案,如增加预热温度和控制焊接速度等。
2.结合最新的焊接技术和材料研究成果,推荐适用于当前焊接质量提升的新方法和工艺。
3.建议在焊接过程中加强质量控制和工艺监控,提高操作人员的技术水平和意识。
总结焊缝探伤报告(二)详细阐述了焊缝探伤的方法选择、结果分析、焊接质量评估、缺陷分析和改进建议等五个主要方面。
通过对焊缝探伤结果的评估和分析,可以及时发现焊接质量问题并提供改进措施,确保焊缝质量符合要求,提高焊接结构的安全性和可靠性。
同时,本文也提出了加强质量控制和工艺监控的建议,为焊接过程中的质量提升提供了指导和参考。
焊缝射线检查记录,评片报告
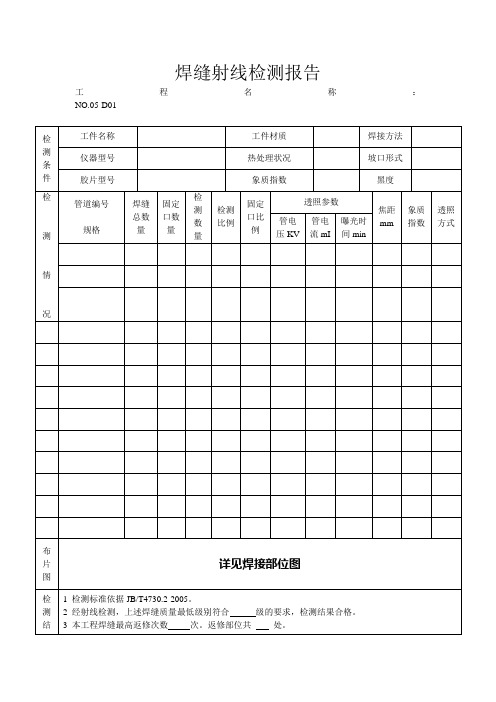
工程名称:NO.05-D01
检测条件
工件名称
工件材质
焊接方法
仪器型号
热处理状况
坡口形式
胶片型号
象质指数
黑度
检
测
情
况
管道编号
规格
焊缝
总数量
固定口数量
检测数量
检测
比例
固定口比例
透照参数
焦距
mm
象质
指数
透照
方式
管电压KV
管电流mI
曝光时间min
布片图
详见焊接部位图
检测结果
1检测标准依据JB/T4730.2-2005。
2经射线检测,上述焊缝质量最低级别符合级的要求,检测结果合格。
3本工程焊缝最高返修次数次。返修部位共处。
评片人:
年月日
复评人:
年月日
无损检测专用章:
年月日
焊缝射线检测评片记录
工程名称: NO.05-D02
委托单位
山东鲁安检测技术有限公司
工件名称
工件规格
坡口形式
有效长度
底ቤተ መጻሕፍቲ ባይዱ规格
仪器型号
透照方式
像质指数
评定标准
合格级别
拍片日期
管电压KV
曝光时间
min
黑度
序号
底片
编号
焊缝
编号
黑度
缺陷记录
评定级别
结论
返修
情况
Ⅰ
Ⅱ
Ⅲ
Ⅳ
1
√
2
√
3
√
4
√
5
√
6
√
7
√
8
√
焊接探伤检测报告

焊接探伤检测报告1. 引言在工业生产过程中,焊接是一种广泛应用的技术,但焊接过程中可能存在各种隐患和质量问题。
为了确保焊接接头的质量和安全性,焊接探伤检测成为必不可少的环节。
本报告旨在对某焊接接头进行探伤检测,并分析检测结果。
2. 检测方法2.1 超声波探伤超声波是一种常用的焊接探伤方法。
通过将超声波传导到被测件内部,利用材料的声波传播速度和衰减规律,可以检测出焊接接头内部的缺陷和异质物。
2.2 射线探伤射线探伤也是一种常见的焊接探伤方法。
通过将射线束照射到被测件上,然后通过感光底片或数字检测系统观察和分析射线经过后形成的影像,可以检测出焊接接头的内部缺陷,如气孔、夹渣等。
2.3 磁粉探伤磁粉探伤适用于对铁磁材料进行焊接缺陷的检测。
通过在焊接接头表面涂覆磁粉或通过感应磁场作用,可以观察到焊接接头表面和近表面的线性或环状缺陷。
3. 检测结果经过超声波、射线和磁粉探伤的综合检测,我们得到了如下的检测结果:3.1 超声波探伤结果在超声波探测过程中,我们发现焊接接头内部存在一处细小的裂纹,位于接头焊缝附近。
根据裂纹的深度和长度,我们判断这是一处微裂纹型缺陷,对焊接接头的强度和稳定性会造成一定的影响。
3.2 射线探伤结果射线探伤显示,焊接接头存在多处气孔和夹渣。
其中气孔主要分布在焊缝内部,而夹渣则主要集中在焊缝与母材的交界处。
这些缺陷可能导致焊接接头内部的应力集中和疲劳破坏。
3.3 磁粉探伤结果磁粉探伤显示,焊接接头表面存在一条长度为10cm的线性缺陷,位于焊缝旁边。
这条缺陷为焊接接头的热裂纹,可能由于焊接温度过高或焊接速度过快导致。
4. 缺陷分析与建议通过对焊接接头的综合检测结果分析,我们可以得出以下结论和建议:4.1 裂纹缺陷裂纹是焊接接头常见的缺陷,可能会导致焊接接头的疲劳破坏。
建议在焊接过程中加强焊接电流和焊接速度的控制,避免产生过大的焊接热输入,从而减少裂纹的生成。
4.2 气孔和夹渣气孔和夹渣是焊接接头质量低下的表现,会导致焊接接头的强度和密封性变差。
检01管道焊缝射线检测报告

管电压
KV
管电流
mA
源强
Ci
焦距
㎜
min
透照方式
□单壁单影内透法□双壁单影法 □双壁双影法
检测标准
合格级别
底片黑度范围
检测数量
道口
返修数量
道口
一次合格率
%
检测部位示意图
结论:
评定人员:
级 别:
年月日
审核人员:
级 别:
年月日
检测单位(盖章)
年月日
监理(签字):
年月日
检01
管道焊缝射线检测报告
单位工程名称:
工程编号:
报告编号共 页第 页施工承包商检测日期桩号/线位号
规格
mm
材质
焊接方法
坡口型式
设备型号
源的种类
□X射线 □Ir192□Se75
㎜
胶片牌号
铅增感屏
前屏mm后屏mm
胶片规格
㎜
显影剂型号/配方
胶片处理
□自动 □手工
min
像质计型号
显影温度
℃
像质计位置
□ 源侧 □ 胶片侧
3503-J122-1射线检测报告(一)
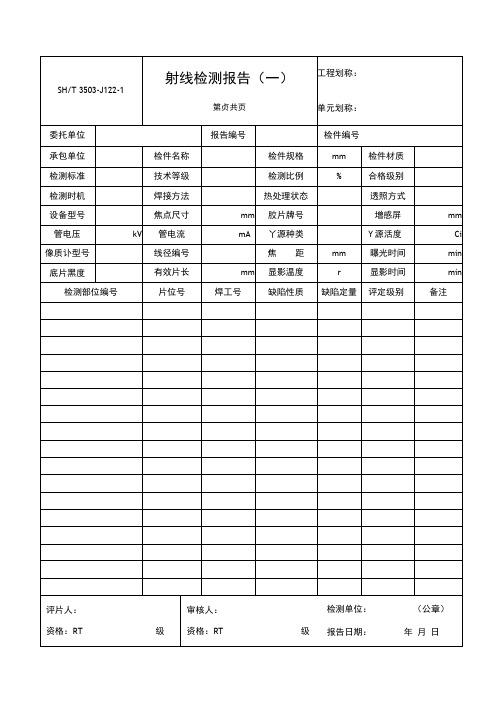
A. 30〜A. 43 SH/T3503-J122-1 “射线检测报告(一)”、SH/T3503 —〕122 — 2 “射线检测报告(二)”、SH/T3503-J123-1 “焊缝超声波检测报告(一)”、SH/T3503-J123-2 “焊缝超声波检测报告(二)”、SH/T3503 — J124 — 1"材料超声检测报告(一)”、SH/T3503-J124 一2 “材料超声检测报告(二)”、SH/T3503-J125-1 “超声测厚报告(一)”、SH/T3503- J125-2 “超声测厚报告(二)”、SH/T3503-J126-1 “磁粉检测报告(一)”、SH/T3503- J126-2 “磁粉检测报告(二)”、SH/T3503-J127-1 “渗透检测报告(一)”、SH/T3503- J127-2 “渗透检测报告(二)”、SH/T3503-J128 “金属材料化学成分分析检验报告”、SH/T3503-J129 “硕度检验报告”等表格中的通用栏H按下列说明填写:——“委托单位”是指与检测单位签订无损检测合同的单位或其授权的单位,负责办理委托事宜;——“承包单位”按委托单填写所委托检测项目的责任单位,分别填写釆购单位、施工单位等单位名称;——“检件名称”按委托单填写,其中管道填写管道编号和介质;设备填写设备位号和设备名称;——“检件编号”按委托单编写,其中管道填写管道编号或预制管段编号、设备填写设备位号、炉管填写炉位号与炉管区段号;——“报告编号”由检测单位填写自行编制的号码;——“检件规格”按委托单填写,其中设备应填写设备内径X壁厚;管道应填写管子外径X壁厚;同一管道编号中所检验的不同规格均应逐一填写;——“检件材质”按委托单填写,其中同一台设备或同一管道编号中所检验的不同材质应逐一填写;——“检测标准”、“合格级别”、“检验比例”等按委托单要求填写,“检验比例”中管道的固定焊口和活动焊口应分开填写;——“检验时机”分别填写焊后、打磨后、热处理后、坡口准备、轧制、锻造、铸造、清根后、堆焊前、压力试验前、后等;——“表面状态”系指喷砂、打磨、机加工、轧制、漆面等;——“评片人”、“检测人”应曲II级及以上检测人员签字或盖章;——“审核人”应由技术负责人(具有II级及以上资格)签字或盖章。
钢管焊缝检测报告
钢管焊缝检测报告1. 引言本报告旨在对钢管焊缝进行检测,并提供详细的检测结果和结论。
钢管焊缝的质量对于钢管的强度和耐用性至关重要,因此对焊缝进行全面的检测是非常重要的。
2. 焊缝检测方法2.1 可视检测可视检测是最常见的焊缝检测方法之一。
通过人工观察焊缝表面,可以检测到明显的缺陷,如裂纹、气孔和夹渣等。
这种方法简单易行,成本低廉,但对于微小的缺陷无法进行准确的检测。
2.2 超声波检测超声波检测是一种非破坏性检测方法,通过超声波的传播和反射来检测焊缝的质量。
超声波能够穿透钢管,当超声波遇到焊缝或缺陷时,会产生反射,通过分析反射信号的特征,可以确定焊缝的质量。
这种方法可以检测到较小的缺陷,并且可以实现全面的覆盖。
2.3 X射线检测X射线检测是一种高精度的焊缝检测方法。
通过照射X射线束,当X射线经过焊缝或缺陷时,会发生散射或吸收,通过检测X射线的强度和方向变化,可以确定焊缝的质量。
这种方法可以检测到微小的缺陷,并且具有较高的精度和准确性。
3. 检测结果与分析经过对钢管焊缝的检测,我们得到了以下结果:1.可视检测:表面无明显的裂纹、气孔和夹渣等缺陷。
2.超声波检测:未检测到焊缝内部的任何缺陷。
3.X射线检测:未检测到焊缝内部的任何缺陷。
综合以上结果可以得出结论:钢管焊缝质量良好,符合相关标准和要求。
4. 结论通过可视检测、超声波检测和X射线检测,我们对钢管焊缝进行了全面的检测。
结果显示,钢管焊缝质量良好,未发现任何明显的缺陷。
这意味着焊缝具有良好的强度和耐用性,可以满足相应工程的要求。
5. 建议虽然焊缝检测结果良好,但我们仍然建议在使用钢管之前进行定期的检测和维护。
这可以帮助及时发现潜在的问题,并采取相应的措施进行修复,以确保钢管的安全使用。
6. 参考文献1.超声波检测在焊缝质量检测中的应用,XX杂志,XX年。
2.X射线检测在焊接工艺中的应用,XX学术会议,XX年。
焊缝检测报告

焊缝检测报告一、引言焊接作为一种常见的连接工艺,在各个领域都有着广泛的应用。
而焊缝作为焊接的关键部位,其质量直接影响着焊接件的强度和性能。
因此,焊缝的检测是确保焊接质量的重要环节。
本报告旨在对焊缝的检测方法和结果进行详细的介绍和分析。
二、焊缝检测方法常用的焊缝检测方法主要包括目视检测、超声波检测、X射线检测和磁粉检测等。
每种方法都有其适用的场景和优势。
1. 目视检测目视检测是最简单、最常用的一种焊缝检测方法。
通过肉眼观察焊缝表面的形态、气孔、裂纹等缺陷,来判断焊缝的质量。
目视检测操作简便、成本低廉,适用于一些简单结构和表面质量要求不高的焊接件。
然而,目视检测的主观性较强,对于微小缺陷的检测效果有限。
2. 超声波检测超声波检测利用超声波在不同介质中传播的原理,通过对焊缝进行超声波的传播和反射,来检测焊缝内部的缺陷。
超声波检测具有无损、高灵敏度、定量化等优点,适用于对焊缝内部缺陷的检测。
然而,超声波检测的设备和操作较为复杂,对操作人员的技术要求较高。
3. X射线检测X射线检测利用射线在物体中的吸收和散射特性,通过对焊缝进行X射线的照射和接收,来获得焊缝内部的信息。
X射线检测具有穿透力强、分辨率高等优点,适用于对焊缝内部的缺陷、结构等进行检测。
然而,X射线检测对设备的要求较高,操作时需要注意辐射防护。
4. 磁粉检测磁粉检测是一种利用磁场和磁性粉末的特性,检测焊缝表面和近表面缺陷的方法。
通过对焊缝表面施加磁场,再撒布磁性粉末,通过观察磁粉在缺陷处的聚集情况,来判断焊缝的质量。
磁粉检测具有操作简便、效果直观等优点,适用于对焊缝表面缺陷的检测。
然而,磁粉检测只能检测表面和近表面缺陷,对于焊缝内部的缺陷无法进行检测。
三、焊缝检测结果根据以上的检测方法,我们对焊缝进行了全面的检测,并得到了以下的结果:1. 目视检测结果通过目视检测,我们观察到了焊缝表面的形态和缺陷情况。
经过仔细观察,我们发现焊缝表面存在少量气孔和夹渣现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝射线检测报告
Radiographic Examination Report for Welds
产品编号 (Product No.)
工件(Part) 材料牌号(Material)
检测条件及
工艺参数
Examination
Conditions
And
Procedure
Parameters
源种类 Source Type X Ir192 Co60 设备型号
Instrument Type
焦点尺寸 Focal Spot Dimension mm 胶片牌号
Film Brand
增感方式 Intensifying Screen Pb Fe 前屏 Front Screen 后屏 Back Screen 胶片规格
Film Specification
mm
像质计型号 IQI Type 冲洗条件 Film Processing 自动 手洗
Automatic Manual
显影液配方 Developer 显影条件 Developing Conditions 时间(Time) min
温度(Temperature) ℃
照相质量等级 Radiographic Quality Grade AB B 底片黑度
Film Density
焊缝编号Weld No.
板厚Thickness (mm)
透照方式Radiographic Arrangement
L1(焦距) Source-to-Object Distance (mm)
能量Energy (KV)
管电流(源活度) Tube Current(Activity) (mA) (Bq)
曝光时间Exposure Time (min)
要求像质指数Penetrameter Sensitivity Required
焊缝长度Length of Welds (mm)
一次透照长度Effective Length (mm)
合格级别: Acceptance Grade
要求检测比例: Examination Proportion Required %
实际检测比例: Actual Examination Proportion %
检测标准: Examination Standard 检测工艺编号: Examination Procedure No.
合格片数 Acceptance Films A类焊缝 (张) Category A B类焊缝 (张) Category B 相交焊缝 (张) Joint Welds 共计 (张) Total 最终评定 结果 Final Evaluation Results Ⅰ级(张) GradeⅠ Ⅱ级(张) GradeⅡ Ⅲ级(张) GradeⅢ Ⅳ级(张)
GradeⅣ
缺陷及返修情况说明 Defects and Repairs Instruction 检测结果
Examination Results
1. 本台产品返修部位共计处,最高返修次数次. There is (are) total repairs on the product. Max. Repair Times is . 2. 超标缺陷部位返修后经复验合格 The repair(s) has (have) been re-examined and can be acceptable. 3. 返修部位原缺陷情况见焊缝检测底片评定表. Please refer to the Radiographic Examination Film Interpretation Sheet for welds for more details about initial defect. 1. 本台产品焊缝质量符合级的要求,结果合格.
Welds quality of the product meets the requirements of
Grade . It can be acceptable.
2. 检测位置及底片情况详见焊缝射线底片评定表及射线检测位
置示意图(另附).
Please refer to map of Radiographic Examination (attached) and
The Radiographic Examination Film Interpretation Sheet for
Welds for examination locations and more details.
报告人(资格): Prepared (Qualification): 年 月 日 Date 审核人(资格): Reviewed (Qualification): 年 月 日 Date 无损检测专用章
Stamp of NDE
年 月 日
Date