单晶收尾标准
单晶硅生产工艺[资料]
![单晶硅生产工艺[资料]](https://img.taocdn.com/s3/m/c3c917c2647d27284a73512b.png)
单晶硅生产工艺[资料]单晶硅生产工艺单晶硅生产工艺一、单晶硅的制法通常是先制得多晶硅或无定形硅,然后用直拉法或悬浮区熔法从熔体中生长出棒状单晶硅。
熔融的单质硅在凝固时硅原子以金刚石晶格排列成许多晶核,如果这些晶核长成晶面取向相同的晶粒,则这些晶粒平行结合起来便结晶成单晶硅。
单晶硅棒是生产单晶硅片的原材料,随着国内和国际市场对单晶硅片需求量的快速增加,单晶硅棒的市场需求也呈快速增长的趋势。
单晶硅圆片按其直径分为 6 英寸、8 英寸、12 英寸(300 毫米)及 18 英寸(450 毫米)等。
直径越大的圆片,所能刻制的集成电路越多,芯片的成本也就越低。
但大尺寸晶片对材料和技术的要求也越高。
单晶硅按晶体生长方法的不同,分为直拉法(CZ)、区熔法(FZ)和外延法。
直拉法、区熔法生长单晶硅棒材,外延法生长单晶硅薄膜。
直拉法生长的单晶硅主要用于半导体集成电路、二极管、外延片衬底、太阳能电池。
目前晶体直径可控制在Φ3~8 英寸。
区熔法单晶主要用于高压大功率可控整流器件领域,广泛用于大功率输变电、电力机车、整流、变频、机电一体化、节能灯、电视机等系列产品。
目前晶体直径可控制在Φ3~6 英寸。
外延片主要用于集成电路领域。
由于成本和性能的原因,直拉法(CZ)单晶硅材料应用最广。
在 IC 工业中所用的材料主要是 CZ 抛光片和外延片。
存储器电路通常使用 CZ 抛光片,因成本较低。
逻辑电路一般使用价格较高的外延片,因其在 IC 制造中有更好的适用性并具有消除 Latch,up 的能力。
单晶硅也称硅单晶,是电子信息材料中最基础性材料,属半导体材料类。
单晶硅已渗透到国民经济和国防科技中各个领域,当今全球超过 2000 亿美元的电子通信半导体市场中95%以上的半导体器件及 99%以上的集成电路用硅。
二、硅片直径越大,技术要求越高,越有市场前景,价值也就越高。
日本、美国和德国是主要的硅材料生产国。
中国硅材料工业与日本同时起步,但总体而言,生产技术水平仍然相对较低,而且大部分为 2.5、3、4、5 英寸硅锭和小直径硅片。
单晶硅生长之收尾工艺分析

直径控制
影响直径大小的因素及处理办法
单倍镜误差:1-2mm左右,个别炉子误差较大,如57#,实际要比目测小2.5-3mm左右。 相机浓淡度:90~110;XY轴补正系数:引晶0.220、放肩及转肩0.248、等径0.338 等径子参数:一般设置在210左右 转肩直径:实测肩直径过大的改为198,一般都设为199 等径埚位:高则小,低则大 大清炉后:液位高度、同心度都会有所偏移
收尾不良的原因分析
--拉速偏高、温补不足
相同的收尾参数,初速不 同,实际收尾速度相差非 常明显。而收尾过快容易 导致收尾收断。
收尾参数不变,不同收尾初速的实 际收尾速度对比
收尾过程的深入分析
结晶面热态平衡:
在等径过程中,晶棒从上到下存在不同的温度梯度,结晶面所产生的 热量能够被及时传递并散掉,因为产热与散热始终保持动态平衡,从而 保证结晶面的处于稳定状态与晶体的等直径生长。 因此,在收尾过程中也存在这一平衡,即结晶面所产生的热量与被带 走散掉的热量处于动态平衡状态。热态平衡一旦被打破,结晶面会即时 崩溃,宏观上会出现晶棒脱离液面造成尾巴收断的现象。
新开炉台直径控制参数修正:
1、相机是否安装正确:相机高度是否等于一个4号内六角的高度;左边相机较粗短,右边较细长;
2、相机各工序参数是否设置正确:引晶0.220,放/转肩0.248,等径0.338; 3、等径相机校正:浓淡度(一般90-110):白圈宽度是否偏大(2-3mm),清晰度:能看见棱线 及两层光圈 4、测量直径是否在206-208之间
速度设定参数与实际值对比
对大量的记录数据分析发现,汉虹炉收尾程序中的收尾初始切入 速度是以收尾前5mm的平均长晶速度来确定的。
以手动干预收尾的AFYH1343023晶棒为例, 对设定的温补、拉速参数与实际值进行对 比分析。晶棒尾巴如右图所示:
组件过程及最终检验标准

精品资料—、过程检验标准1.芯片检验标准2.玻璃检验标准3.铝合金检验标准4.涂锡带检验标准尺寸公差w±0.01mm,涂锡层均匀,易于焊接,抗拉强度好,不易断裂。
5.接线盒检验标准密封、防水,能与硅橡胶牢固粘合,耐老化,绝缘,具有旁路二极管,二极管具有足够的反向耐压和较低正向漏电流,二极管具有高低温的耐温性,整个线路具有较低的电阻,盒体具有足够的散热空间,插头具有好的耐疲劳性二、最终检验标准三、相应规格电气性能参数High efficic ncy solar cellsNomi nal 24V DC for sta ndard outputCells are lam in ated with EVA, TPT and tempered glassen suri ng long life and the most stri ngent safetyrequireme nts for high-voltage operati on.Ano dized alumi num frame with convenience mountingslotsWithsta nd hing wind pressure and snow loadOutsta ndi ng low-light performa neePreem inent aesthetic appeara neeEasy in stallati onOutput power tolera nee of ± 3%25 year limited warranty on power output, 2 yearlimited warra nty on materials and workma nship156*156 100WpMax. Power 100WpCell Type Mo no-Crystalli ne Silicon Sorlar Cell No.Of Cells 36 seriesMax.System Voltage 1000VDCPower Tolera nee 士3%60m/s(200kg/sq.m) Surface Maximum LoadCapacityWeight 10.0kgDimemsi ons 1476 X 670 X 35mmOpe n Circuil Voltage(V) 21.4Short Circuil Curre nl(A) 5.40Max.Power Voltage(V) 17.6Max.power Curre nt(A) 6.40Temperature Coefficie nls of+0.017% Clsc(%)Temperature Coefficie nls of-0.34% CVoc(%)Temperature Coefficie nls of-0.48% CPm(%)Operati ng Temperralure -40 to + 85 C2Con ditio ns:(STC):lrradia nce:1000W/m , spectral distribution AM1.5, Cell temperature:25 °CHigh efficic ncy solarcellsNominal 12V DC for standard outputCells are lam in ated with EVA, TPT and temperedglassen suri ng long life and the most stri ngent safetyrequireme nts for high-voltage operation.Ano dized alumi num frame with conveniencemountingslotsWithsta nd hing wind pressure and snowloadOutsta ndi ng low-light performaneePreem inent aesthetic appearaneeEasy in stallation± 3%Output power tolera neeof25 year limited warranty on power output, 2 year。
单晶棒收整尾工艺技术改进
收整尾工艺技术改进收尾是为了排除因晶体脱离液面而产生位错。
收尾的成功否影响整支晶棒的成品率。
收尾前,首先要准确判断炉内所剩硅料的多少,一般可根据埚位、或看埚边进行判断,下面对于等径硅料可如下计算:投料量-提肩掉渣(实称)-头(1kg,6吋或6.5吋;1.5kg,8吋)-尾(~3.5kg,6吋或6.5吋;5.5kg,8吋)-埚底料(-2kg)=等径硅料重量。
对于6吋单晶硅,直径155mm时每公斤硅料可拉制22.7mm;对于6.5吋单晶硅,直径170mm时每公斤硅料可拉制18.9mm;对于8吋单晶硅,直径205mm时每公斤硅料可拉制13.0mm。
在正确判断好埚底料的情况下进行收尾,为了使整尾形状要求为倒立圆锥状,不出现直径较大波动,长度在一个直径左右,所用时间周期短,可采取如下工艺进行收尾。
1、退出直径自动控制和温校自动控制,切换为手动控制状态;2、计长清零,拉速输出清零;3、适当降低埚随比(0-100mm),但不要归零,以保证收尾时的拉速;4、将拉速调至 1.0-1.1mm/min,保持2-3min;同时增大温校速率,~10-30 v/min。
5、随时观察光圈变化,待光圈开始缩小时,适当降低拉速,逐步将拉速降至0.70-0.80mm/min;之后根据光圈变化进行调整欧陆温度,尽量使拉速稳定在0.70-0.80mm/min,以保证合理控制收尾所用时间。
6、在收尾长度在40-60mm左右,可关闭埚升电源。
防止埚升太快,石英坩埚撞导流筒。
7、到最后所剩硅料较少时,可通过降低埚转和增大温校速率来加大增加温度,以防止出现结晶现象。
8、对于收尾末期,直径较小时,可根据光圈适当提拉速以使得尾收尖,缩短收尾时间。
收尾注意事项:1、在收尾过程中,要一直看着光圈进行收尾。
若光圈变大或变小,可通过调节温校速率,尽量不要调节拉速。
若光圈增大,可进行增加温校速率,若光圈缩小,可适当降低温校速率,拉速尽量维持在0.70-0.80之间。
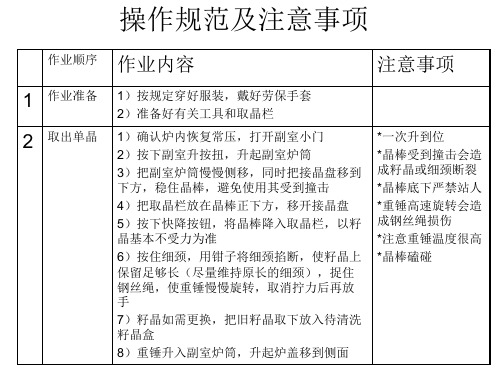
单晶操作规范及注意事项
有强力附着物时用 研磨布打磨,再吸 净
5
炉内清 扫
1确认充分自然冷却,可以清扫 2准备好吸尘罐和刷子 3炉底和加热器用刷子和吸尘管吸净 4保温材料上部吸除干净 5主炉筒与炉盖接合部位吸除干净 6检查加热器电极螺丝是否松动 7确认炉底内排气口没有堵塞
*检查石墨件有无 损坏 *清理干净波纹管 内杂物,防止螺丝 口堵塞,卸不下来 每炉清理要彻底
2
氩气、 1检查氩气是否正常 水路 2检查水压是否正常,不能低于 检查 0.25Mpa
化料作业
作业顺 序 1 加热化 料 作业内容 1打开氩气流量计球阀开关 2将氩气流量定在50L/min,并观察炉压是否正 常 3打开加热开关,根据下表逐步加热 4化料过程在要注意观察炉内情况 5快化完剩两三块料时,功率降至上炉引晶功 率 6观察是否有杂质,如有降下籽晶,准备用细 颈粘住杂质并提出,记录重量 7升高埚位引晶埚位,欧路值接近上炉引晶欧 路时切入自动,氩气流量室在50L/min 8 20分钟后,升埚位使导流筒下沿与液面距离 为15mm左右 9晶转给定8转,埚转给定8转 10校准单晶生长控制器各参数值 注意事项 *确认电压及电流 表正常 *以实际情况而定 *化料时如有沾边 现象应保持化料功 率使其熔掉 *掌握各自炉台的 化料时间 *及时降温,防止 跳硅现象发生 *做好记录 *如有硅跳现象, 可增大氩气流量控 制 *目测定位
6
籽晶安 装
1戴好一次性手套 2确认籽晶外观完好,分清型号 3把籽晶装入钼卡头,要顺利转入 4把籽晶装入副室炉筒内,防止掀翻板时被 撞坏 5把小副室内壁及小副室门内壁再擦拭一遍, 关闭副室小门,均匀上紧螺丝
开炉前作业
作业 顺序 1 真空 检验 作业内容 注意事项 1冷却水压不低于0.25Mpa,炉体 *如果挂有警 无明显震动 示牌,绝对不 能启动开关 2点击主泵钮,启动真空泵,确认 真空泵运转无异常 3打开抽气球阀 4若达不到所要求的真空度,首先 要检查泵油和真空泵,如果无异常, 再对炉体进行检漏作业,直至达到 所要求真空度
直拉单晶操作规程

直拉单晶操作规程操作规程一、拆炉1: 准备确认停炉冷却时间达5h,准备好钳子及取晶筐,向炉内充Ar 气,确认炉内为常压时,副室门打开,关闭Ar 流量计启动液压,升起副室筒,稳住晶体轻推左旋副室,晶体筐对准副室筒口,按下晶快降速按钮。
将晶体安全降入筐内,手扶籽晶夹头,用钳子将细颈处剪断,手扶夹头,待钢丝绳拧力全部消失后取籽晶,重锤升进副室内启动液压升起炉盖。
左旋至副室筒下。
2: 炉子清扫2—1戴好工作帽,口罩及专用手套,准备好酒精,吸尘器,无尘纸及放石墨件的不锈钢车。
2—2 依次取出导流筒及上保温盖,先取掉热偶升起主炉室向右旋出,取出上保温筒石英坩锅及埚底料,并放入到不锈钢桶内到指定的地方,锅底料应写清炉号及炉次。
注意:1:石墨件不能用手接触。
2:小心锋利的石英锅碎片和锅底料扎伤手指。
3:石英碎片和锅底料渣不要掉入轴波纹管及加热器缝隙内。
2—3 每炉必须在取下晶棒后及时清理过滤罐、过滤网, 3炉大清炉,每炉管道。
注意:清理过滤罐和管道,具有自燃的现象不能造成人生事故和将密封圈烧坏的现象,所以拆除的地方必须用酒精擦净密封圈并装好。
保证密封圈的完好。
2—4 戴好一次性手套,采取自上而下的原则,清扫副室筒及炉盖,用专用工具沾上酒精,一圈一圈的仔细擦拭副炉筒。
注意:长棍不要和钢丝绳绕在一起,用纸巾沾上酒精擦炉盖顶上密封圈及翻板阀,密封圈并保证密封较进槽无误。
2—5主炉清扫戴好一次性手套用吸尘器与毛刷先刷净附着在主炉室的挥发物,吸净加热器托盘,炉底。
注意:加热器电极螺丝是否松动,炉底排气孔是否畅通。
用沾有酒精的纸巾把主炉室及密封圈擦拭干净。
2—6石墨件的清扫吸净导流筒,保温罩,三瓣埚,用纸巾沾少量的酒精反复擦拭直至无污物。
2—7石墨件的装炉(1) 埚杆装好后要拧紧螺丝,埚杆要平稳无跳动。
(2) 三瓣埚装入后要平稳2—8检查真空泵油位是否在2/3处2—9检查真空泵油是否干净二、装炉1: 准备戴好口罩,帽子,打开石英埚包装,取出石英埚,对光。
单晶棒检验划线标准1(工艺技术中心制)

为了规范8寸、6.5寸单晶棒的检验工作,保证单晶棒的品质,确保检测规范,不流出不良品。
二、适用范围
适用于公司所生产8寸、6.5寸单晶棒的检验工作。
三、缺陷定义
3.1严重缺陷(CRI):能危害生命、健康,以及对性能有大的不良影响的缺陷;
3.2主要缺陷(MAJ):并非严重缺陷,对产品的功能或视觉产生明显消极影响的缺陷;
卷尺
记号笔
MAJ
直径
直径数值精确到小数点后一位;8寸单晶直径Φ≥203 mm为合格;Φ﹤203mm且长度大于等于40mm时,作为6.5寸晶棒处理;Φ﹤203mm且长度小于40mm时,作回收料或准单晶籽晶;6.5寸单晶直径Φ≥168 mm为合格;Φ﹤168mm作准单籽晶或回收料;对直径偏小区域用记号笔划线,注明长度。
3.3次要缺陷(MIN):不明显地影响了产品的合理性,对产品的用途及视觉有不明显影响的缺陷。
四、作业内容
5.1单晶棒外观图
5.2检验标准
检验项目
检验标准
方法/工具
缺陷判定
外观
无裂缝。
目视
CRI
重量
称取重量,数值精确到小数点后两位,附带“Kg”单位,标记于晶棒头部。
电子天平称
MIN
长度
长度数值精确到小数点后一位;如果是断棱则在位错位反切(8"为140mm,6.5"为100mm);如果是断尾则以断面直径长度反切;如果是有线整尾,则从收尾处用记号笔划线;三种情况都应在晶棒转肩位置到其位错反切线(即有效长度)区域用数字注明该长度,并附带“mm”的单位。
记号笔游标卡尺
MAJ
P/N型
P型为合格。
P/N型号笔
CRI
单晶炉操作注意事项

单晶炉操作注意事项一、装料准备/方法/原则1.安全及准备:1.1 小心防止锐利的多晶划伤手制或其它部位。
1.2 禁止在炉内温度很高的情况下开始装料。
1.3 认真检查上炉单晶拉制及设备运行状况以及水、电、气是否符合开炉条件。
装料前应检查:项目开炉标准、水压:不低于0.15MPa,不高于0.3 MPa氩气压力:0.1~0.2MPa 热检:<0.6Pa/5min炉子极限真空度:<6Pa/40min机械运行正常各种电器仪表显示及运行情况正常1.4 严格禁止不检查热场系统,不擦炉装料。
应检查:加热器已使用炉数加热器化料电压(是否偏高)加热器是否打火,电流电压无摆动石墨坩埚已使用炉数、石墨坩埚无裂缝、磨损,与石英坩埚缝隙是否过大石墨坩埚外壁无较厚挂有硅晶层石墨电极板无打火迹象石墨电极板与加热器、不锈钢电极连接无松动石墨电极板无裂纹、损伤石墨托杆旋转时无松动、摇摆、损伤1.5 禁止不检查石英坩埚就放入炉内.对于石英坩埚应做如下目检:石英坩埚无触痕(暗伤)/裂纹/划伤/变形/厚薄不均石英坩埚没有附着物/喷溅物/指纹/斑点石英坩埚内表面无粘污膜/变色石英坩埚内表面无失透点/大气泡>3mm/气泡群>3个/cm2石英坩埚上口是否无明显的切磨加工缺陷与指令单上的型号一致1.6核对运行号/目标电阻率/装料量/掺杂量等保持一致1.7 检查籽晶型号/完整性一致/完整2.操作人员装炉时,班长应在现场监督和指导。
并遵循一下三原则:2.1 装料时必须轻拿轻放,体现一个“轻”。
2.2 带上无尘手套后除拿料外不能接触其它物品,体现一个“洁”。
2.3 料放置要稳妥、均匀.禁止反复多次摆放,体现一个“稳”。
3.装料前.埚位应上升到较高的位置,3.1 禁止低埚位装料3.2 禁止旋转坩埚3.3 禁止不带口罩喧哗/触摸石英坩埚内壁3.4 禁止向石英坩埚内倾倒多晶硅/赤手抓取多晶4. 根据料块的形状和大小,可按一下原则放料:4.1装料前,把要装的料全部观察一遍,掏出大块料,若有回熔料,与回熔料放在一起进行破碎后方能装料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
关于拉晶车间单晶收尾标准的
通知
为规范收尾操作,减少返位错单晶对生产的影响,特制订此通知:
1、确定单晶收尾合格,按照品质科出具的初检单上没有反切长度为准。
2、单晶收尾标准:①9寸单晶长度不低于180mm,8寸、8.5寸单晶长度不低于160mm,②收尾提断面不大于30mm。
3、满足第一条则视为收尾合格;满足第二条则视为收尾完成,没有断尾。
4、不满足第一条但满足第二条则视为收坏尾,要扣除相应的收尾分值。
5、同时不满足第一条和第二条则视为收断尾,要按照相关规定给予通报处理。
希望大家严格按照标准作业,努力提高技术水平,为车间的稳产高产作出努力。
生产部拉晶车间
2014/3/23。