机箱、机柜类产品通用检验标准---20150627
01.机箱、机柜检验规程模板

1适用范围适用于本企业所使用的各类屏体、机箱、机柜及其它五金结构件的检验。
2检验依据2.1 相关产品的技术文件、说明书或资料。
2.2 相关产品的技术图纸或封样样品。
2.3 合同或技术协议。
3 检验方法采用目测法进行检验检验。
4 检验项目4.1 表面处理结构件的检验4.1.1 喷塑、喷漆的涂层颜色应与标准色板一致,要求同一颜色的同台(或同批)产品颜色应一致,并且无混色、污色。
4.1.2 涂层的材料、颜色、部位应符合工艺文件的要求。
4.1.3 涂层无露底、针孔、起泡、不干、咬底、流挂、粗粒、粉化、开裂和损伤等缺陷。
4.1.4 涂层外表质量检验为全检,不合格品应退货。
4.2 工件平整度检验:可用手抚摩检查,同时结合反光法协助检查,不出现目测或手摸可及的不平整为合格,对平整度达不到要求时,作退货处理。
4.3 箱体、柜体上丝印、胶印的中英文字母、汉字,应正确、清晰、无毛刺。
4.4 机箱、机柜及相关构件,其尺寸、定位孔、材质、厚度等严格按照相关图纸和工艺文件进行检验。
未标注公差的相关构件,其公差满足使用要求或符合GB1804-79《公差与配合》标准,机械缝隙满足工艺文件要求或符合GB1804-79《公差与配合》标准;否则应退货。
4.4.1 外形尺寸在300mm×300mm以内的机箱、机柜,其对角线误差最大不超过1mm;外形尺寸在500mm ×500mm以内的对角线误差最大不超过2mm;外形尺寸大于1000mm×1000mm以上的对角线误差最大不超过3mm。
4.4.2机箱、机柜平面板翘曲度:长度在100mm以内时,翘曲度不超过0.1mm;长度大于100mm小于300mm时,翘曲度不超过0.3mm;长度大于300mm小于500mm时,翘曲度不超过0.5mm;大于500mm以上时,翘曲度最大不超过1mm。
4.5 屏体机柜高度大于2000mm时,垂直度偏差不大于2°;高度小于2000mm时,垂直度偏差不大于1°;屏体机柜面板组合件边缘整齐,直线性好,组合后水平一线。
通用外观检验标准

通用外观检验标准1产品外表等级定义结构产品的外表外观等级划分为3个级别:1级、2级和3级,各外表等级的定义如下。
1.11级外表重要外观外表,表达产品外观形象的外表,产品正常工作状态下能直接正视的外表,以及翻开前门就能看到的外表。
1.22级外表在特定角度才能看到的主要外外表,或半装饰性的经常被客户翻开后可视的外观外表。
1.33级外表不是以装饰为目的的次要外观外表和内外表、客户不会看到的外表及除1、2级外表以外的外表。
2.1检验原那么2.1.1产品外观应美观,颜色均匀一致,单独一零/部件的整体视觉效果不能受到破坏,不会给人以劣质产品的印象。
生产者应认真操作、严格控制产品质量,防止在生产过程中出现对各种外表的损伤。
2.1.2 有签样或图纸上有特殊要求的零部件,其对应的缺陷优先按其样板或技术要求的标准进行判断。
2.1.3 所有结构件外观缺陷的判定是基于不影响产品功能前提下进行的判定,如果有影响产品使用功能的缺陷〔如引起炸机、短路等〕,即使符合标准规格,也判定不合格。
2.1.4 所有外观判定都是在下述的检验条件下进行判定,看不到的外观缺陷都认可接受。
2.1.5 对外观判定操作存在争议的以结构物料SQE工程师判定为准,仍有严重分歧的,最终裁决权归技术部。
2.2目视检测条件在自然光或光照度在300-600LX的近似自然光下〔如40W日光灯、距离500mm处〕,相距为650~750mm,观测时间按不同等级面而有不同,详见下表:表2、检测条件表面等级1级2级3级检视时间5s5s 3s 检视距离光源650~750mm自然光或光照度在300-600LX检查者位于被检查外表的正面、视线与被检外表呈45-90°进行正常检验〔参见下列图〕。
要求检验者的校正视力不低于1.2 。
不能使用放大镜用于外观检验。
图1、“正视〞位置示意图2.3检测面积划分被检外表按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
机箱检验标准

---------- 有限公司页次 1/12为订定本公司机箱质量检验之判定,以提供检验时之依据,特订本规范。
2、适用范围:此规范适用于本公司供应厂商所提供之机箱原物料、 制程到成品出货检验,若客户有另外提供检 验标准,则以客户标准为准。
3、权责单位:3.1研发部研发部负责机构部件之承认及相关规格文件发行。
3.2品保部3.2.1品保部门负责此标准之维护及执行。
3.2.2品检员依据研发所发行之承认书及本检验标准进行检验 3.3采购部采购部门依据合格供货商向供货商采购合乎要求之原物料。
4、缺点定义:1 严重缺点(Critical defect)简写 CR 。
凡有危害零/组件的用户或携带者之生命或安全之缺点谓之;产品与订单规格不符 2主要缺点(Major defect)简写MA 。
零/组件的使用性能不能达到所期望之目的,或显著的减低其实用性质的缺点谓之。
3次要缺点(Minor defect)简写MI 。
实际上不影响零/组件之使用目的之缺点谓之。
5、区域定义:文件名称 机箱检验标准制订部门厂务部1、目的:编号 版次Q-W-003制订日期 2010年10月15日 修订日期6、检验条件:6.1 目视:6.1.1检验环境亮度需求:500~600LUX烛光的冷白荧白光灯6.1.2检验距离:40± 5cm。
6.1.3检验人员视力要求;0.8。
(裸视或经矫正后的视力)6.1.4内/外观检验时间:8-10秒。
6.1.5检验角度:45-60度角。
页次2/126.2量测工具:6.2.1卡尺6.2.2高度规。
6.2.3厚薄规。
6.2.4牙规。
6.2.5色差机。
6.2.6杂质判定表。
6.2.7样品。
6.2.8百格刀。
6.2.9.3 M 胶带。
7、抽样计划:依据MIL-STD-105E单次抽样计划LEVEL II检验标准进行各项检验,允收标准MIL-STD-105E LEVEL I AQL : MA=0.65 MI=2.5。
机箱可靠性测试标准
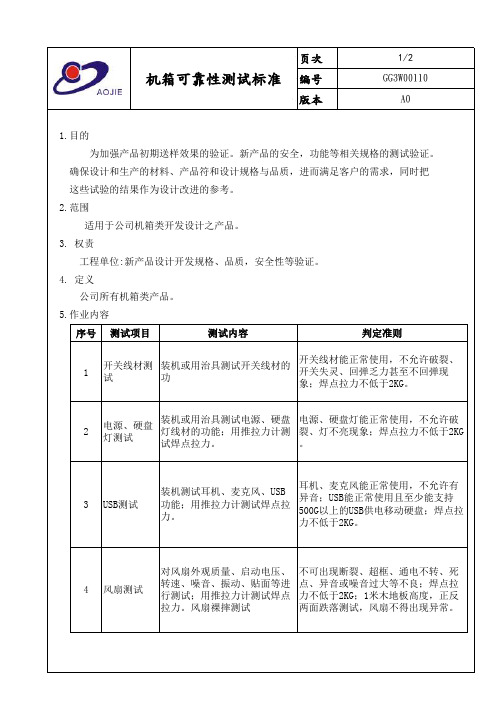
编号版本序号123 4判定准则测试内容测试项目装机或用治具测试开关线材的功开关线材能正常使用,不允许破裂、开关失灵、回弹乏力甚至不回弹现象;焊点拉力不低于2KG。
开关线材测试装机或用治具测试电源、硬盘灯线材的功能;用推拉力计测试焊点拉力。
电源、硬盘灯能正常使用,不允许破裂、灯不亮现象;焊点拉力不低于2KG。
USB测试装机测试耳机、麦克风、USB功能;用推拉力计测试焊点拉力。
耳机、麦克风能正常使用,不允许有异音;USB能正常使用且至少能支持500G以上的USB供电移动硬盘;焊点拉力不低于2KG。
电源、硬盘灯测试不可出现断裂、超框、通电不转、死点、异音或噪音过大等不良;焊点拉力不低于2KG;1米木地板高度,正反两面跌落测试,风扇不得出现异常。
3. 权责工程单位:新产品设计开发规格、品质,安全性等验证。
4. 定义公司所有机箱类产品。
5.作业内容风扇测试对风扇外观质量、启动电压、转速、噪音、振动、贴面等进行测试;用推拉力计测试焊点拉力。
风扇裸摔测试 1.目的为加强产品初期送样效果的验证。
新产品的安全,功能等相关规格的测试验证。
确保设计和生产的材料、产品符和设计规格与品质,进而满足客户的需求,同时把 这些试验的结果作为设计改进的参考。
2.范围适用于公司机箱类开发设计之产品。
机箱可靠性测试标准GG3W00110A0编号版本5678910 11用推拉力计拉面板底部扣手,直到面板从五金脱落为止(仅限于蘑菇头结构)。
推拉力在4-10KG以内为合格。
7.表单/附件 无6. 参考文件 无跌落测试跌落方式都是一角、三边、六面从76CM(低端产品从60CM)高度自由落体。
1.五金无功能性损坏(侧板能正常开启),允许轻微变形;2.面板无功能性损坏、无破损,仍能正常使用(允许轻微磨损、裂纹及少数定位柱断裂); 3.不允许纸箱破裂(允许变形起皱),允许泡沫破裂.附着力测试用锋利刀片在样本表面划10×10个1mm×1mm网格,每条划线应深及油漆底层,用毛刷将测试区域的碎片刷干净;用3M600胶带粘住网格,并用橡皮擦用力擦拭胶带(不能起皱),以加大胶带与被测区域的接触面积及力度,抓住胶带一端,在垂直方向迅速扯下胶带。
整机产品检验判定标准

不允许
MI
目视
B
H≤0.2而且不影响装配
MI
对比菲林
C
不影响装配、人身安全、产品性能即可
MI
目视
6
缩水
指塑胶件冷却时在表面形成的凹陷。
A
不接收
MI
目视
B
S≤0.4mm2,H≤0.1mm N≤2且两点距离在100mm以上
MI
对比菲林
7
夹水线
指塑胶件成形时流料分流汇合,界面未完全熔合而形成的在表面可见的线状痕迹。
A&B
不接收(具体情况可参考限度样板)
MI
目视
10
烧焦、银纹
烧焦:指局部温度过高而在表面留下的发黄或碳化痕迹。银纹:胶件表面因受气体溢出干扰而形成的在光照下呈银色的泡点痕迹。
A&B
不接收(具体情况可参考限度样板)
MI
目视
11
积油
油漆聚积在产品表面
A
不允许(点状可参照点状不良接受标准)
MI
对比菲林
B
D≤0.4, N≤2 DS≥100mm
MA
实物装配
3.10性能测试
NO
检验项目
试验方法
判断标准
抽检频次
1
附着力测试(表面处理表层)
用锋利刀片(刀锋角度为15°~30°)在测试样本表面划100个1mm×1mm小网格,每一条划线应深及油漆或电镀层的底层;再用3M胶纸牢牢粘住被测试小网络,并用橡皮擦用力擦拭胶带,以加大胶带与被测区域的接触面积及力度;用手抓住胶带一端,以90°角度迅速扯下胶纸,同一位置进行3次相同试验;
3PCS/LOT
3
耐醇性测试
用纯棉布蘸满无水酒精(浓度≥95%),包在专用的500g/cm2砝码头上,以40-60次/分钟的速度,20mm左右的行程,在样本表面来回擦试(一个来回为一次).
机箱机柜通用检验标准
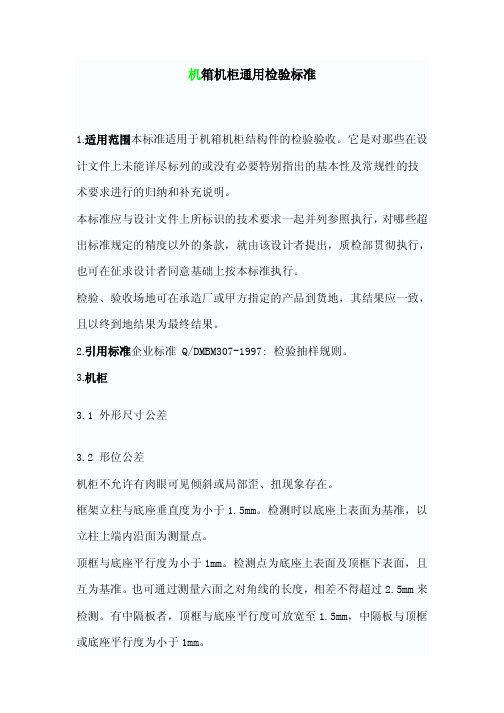
机箱机柜通用检验标准1.适用范围本标准适用于机箱机柜结构件的检验验收。
它是对那些在设计文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
本标准应与设计文件上所标识的技术要求一起并列参照执行,对哪些超出标准规定的精度以外的条款,就由该设计者提出,质检部贯彻执行,也可在征求设计者同意基础上按本标准执行。
检验、验收场地可在承造厂或甲方指定的产品到货地,其结果应一致,且以终到地结果为最终结果。
2.引用标准企业标准 Q/DMBM307-1997: 检验抽样规则。
3.机柜3.1 外形尺寸公差3.2 形位公差机柜不允许有肉眼可见倾斜或局部歪、扭现象存在。
框架立柱与底座垂直度为小于1.5mm。
检测时以底座上表面为基准,以立柱上端内沿面为测量点。
顶框与底座平行度为小于1mm。
检测点为底座上表面及顶框下表面,且互为基准。
也可通过测量六面之对角线的长度,相差不得超过2.5mm来检测。
有中隔板者,顶框与底座平行度可放宽至1.5mm,中隔板与顶框或底座平行度为小于1mm。
上、下围框的对角线之差的绝对值小于1.5mm。
立柱不能有扭曲现象,各立柱与上、下围框相连的两端交接线与围框相邻平面的平行度为小于0.5mm。
3.3 支撑插箱的滑道,同一层的左、右滑道所组成的工作面相对底座上表面的平行度为1mm,且应保证插箱装入后相邻两面板之间间隙之差的绝对值不得超过0.6mm。
3.4 前、后及左、右侧门不允许有鼓胀、扭曲等现象,其平面度为小于2mm。
局部100mmX100mm之内不得超过0.4mm。
所有门板装入机柜后,其外表面与它所在的机柜侧面平行度不得超过1.5mm,平行缝隙各处之差的绝对值小于2mm,且与框架贴合良好。
固定门板同一缝隙各处之差的绝对值≤1mm;旋转门板不能有明显下垂或上翘现象,其同一缝隙各处之差的绝对值≤1.8mm。
有开启与闭合要求的门,必须转动灵活,开启角度≥90°,闭合后与门磁吸附良好,转动过程中不得有任何能引起喷涂层损坏等的干涉现象。
机柜机箱外观检验标准
机柜机箱外观检验标准(ISO9001-2015)1、目的规范机械产品结构的表面等级划分及其外观质量要求, 确保生产自检和检验人员检验产品外观时有据可依。
2、适用范围本规范适用于公司金属表面、电镀、氧化、喷涂、丝印产品的外观检验(当客户有指定标准时,依照客户标准)。
3、4.0内容4.1外观表面等级划分为三个级别(各等级表面的具体划分参考图1~图3):4.1.1 A级或1级:重要外观表面,装配后经常看到的外表面,例如:面板、装饰框正前面,常人可视顶面。
4.1.2 B级或2级:经常被看见的表面。
例如:机柜外侧面、后外表面、电镀类散件。
4.1.3 C级或3级:一般情况下看不见的表面(除非是修理,装配,运输等过程中)。
例如:两个面接触零件的接触内面,机柜的底面。
除A、B级表面外的表面均定义为C级表面。
图1、机柜外观面等级示意图图2、钣金机箱外观面等级示意图图3、盒式结构外观面等级示意图内部:3级正面:1级正面:1级侧面和后面:2级 底面:3级顶面:1级4.2外观检验条件4.2.1目视检测条件:4.2.1.1光照度在300-600LX(40W日光灯)的强度,相距为300~1000mm,观测时间按不同等级面而有不同,详见表1:表1、检测条件表面等级A级或1级B级或2级C级或3级检视时间5s 4s 3s检视距离400mm 600mm 1000mm光源40W日光灯4.2.1.2检查者位于被检查零件的正面、视线与被检表面呈45-90°进行正常检验;要求检验者的矫正视力在 1.0以上且无色盲(不能使用放大镜用于外观检验)。
4.2.2检测面积划分:4.2.2.1被检表面按其面积或最大外形尺寸划分为不同大小类别,当有两个条件满足时、以大的一类为准。
表面大小划分标准如表2。
(注:一般情况下,被检表面上的缺陷个数超过2个时,缺陷之间的距离必须大于10cm,否则视为同一缺陷,尺寸以其总和计。
)表2、表面大小类别划分4.2.3可接受的各类外观缺陷总数限定见下表,本表规定了被检表面上出现的各类外观缺陷的总个数,其中定义为可接受的缺陷不计入总个数。
机柜机箱通用检验标准0402002_A01_20100407_SM
艾默生网络能源有限公司检验标准名称:机柜机箱通用检验标准图号:DMBM0.402.002拟制:徐建平审核:李立华张士杰标准化:詹轶群SQC会签:华夏批准:张运清目次1.适用范围.................................................................. 12.规范性引用文件............................................................ 13.机柜...................................................................... 14.机箱及插框................................................................ 25.零部件.................................................................... 36.焊接...................................................................... 37.装配...................................................................... 48.成品储放、包装、运输要求.................................................. 49.其它...................................................................... 4机箱机柜通用检验标准1.适用范围本标准规定了钣金机柜机箱结构件的质量要求。
本标准适用于钣金机箱机柜结构件的检验验收。
它是对那些在设计文件上未能详尽标列的或没有必要特别指出的基本性及常规性的技术要求进行的归纳和补充说明。
技术规范机柜通用检验标准
DKBA华为技术有限公司内部技术规范DKBA0.400.0156 REV.A室内机柜通用质量要求General Quality Requirement for Indoor Cabinet2010年10月30日发布2010年11月31日实施华为技术有限公司Huawei Technologies Co., Ltd.版权所有侵权必究All rights reserved修订声明Revision declaration本规范拟制与解释部门:整机工程部本规范的相关系列规范或文件:无相关国际规范或文件一致性:无替代或作废的其它规范或文件:无相关规范或文件的相互关系:无规范号主要起草部门专家主要评审部门专家修订情况DKBA0.400.0156_A 整机室内平台组:詹傲方62070 整机工程部:陈京115015 向子上 123303钟荣华123283 朱立军119407周伟 123276钟宏辉 121959翟玉山69373刘松 110675刘宝龙 61903陈扬全132680方志勇 136818曹晶 141802郑学忠 45341 罗勇 37474李宇雄 12140 郭天次140571TQC:黄信兵 105428SQE:肖本富36755MQE:陈亮 68994李志诚 59015 朱龙昭 59010首次发布目录Table of Contents1室内机柜简述 (6)1.1室内机柜分类 (6)2图纸标注说明 (6)3外观表面等级定义 (7)3.1一级面 (7)3.2二级表面 (7)3.3三级表面 (7)4外观检验条件 (9)5产品装配等级定义 (10)6质量检验项目、检验标准和检验方法 (10)7附表 (15)8高端市场室内机柜产品表面外观质量补充要求 (20)表目录List of Tables表1室内机柜类型表 (6)表2外观检验条件 (9)表3质量检验项目、标准和检验方法 (10)表4金属外观面可接受缺陷范围 (15)表5涂层外观面缺陷的可接受范围 (17)表6塑料表面缺陷的可接受范围 (19)表7表面大小类别划分 (20)图目录 List of Figures图1.机柜外观面等级示意图 (8)图2.“正视”位置示意图 (10)图3.二级面不可接受打磨痕示意图........................................................................... 错误!未定义书签。
机柜检验标准及检验表单
A:整机烤漆标准一、基本判断原则:1、面板与烤漆外观判断,在常态光源(即一般办公室照明)下,距离300mm目视2、表面完整、清洁3、刮伤见皮膜长度应≦15mm4、刮伤见皮膜面积应≦9m㎡5、刮伤不见皮膜面积应≦10m㎡及长度≦50 mm二、标准目标:表面完整、清洁不接受1刮伤见皮膜长度大于 15mm核准:审核:编制:主题:机柜检验标准日期:编号:版次:第一版第3页共27页严重刮伤不接受2整面刮伤刮伤不见皮膜面积大于>15m㎡不接受3线状刮伤,见底材刮伤见皮膜面积大于>9m㎡不接受4点状撞伤,见底材刮伤见皮膜面积大于>9m㎡不接受5整面刮伤,见底材刮伤见皮膜面积大于>9m㎡刮伤见皮膜长度大于>15mm不接受6生锈生锈面积大于>15m㎡核准:审核:编制:主题:机柜检验标准日期:编号:版次:第一版第4页共27页B :螺丝连接标准 一、基本判断原则:1、 螺丝连接必须带平垫,弹垫。
2、 要把弹垫压平才算紧固完成。
3、 螺杆紧固后,必须外漏2丝以上,才算合格。
4、 不能采用攻丝,自攻螺钉等连接方式。
5、 每一个零件的每一个连接面最少要有一个破漆螺钉或破漆垫片。
6、 螺丝四周平贴,无缝隙:7、 破漆效果良好,能良好接地。
8、 螺丝+字口表面光滑、无生锈、无破损、无毛刺。
9、 螺丝牙纹完整、无损伤。
目标:核准:审核:编制:主题:机柜检验标准日期: 编号:版次:第一版第5页 共27页螺丝四周平贴,无缝隙;螺丝+字口表面光滑、无生锈、无破损、无毛刺。
螺丝连接带有 弹垫平垫,弹垫 压平为拧紧,拧 紧后丝扣外漏3丝以上。
螺丝牙纹完整、;螺丝口有轻微损伤,用手触摸时手感不接受:1、 螺丝表面与被固定物表面距离>0.5mm2、 螺丝表面有毛刺,摸起来会划手。
3、 螺丝牙纹已被损伤,无法再次使用。
核准:审核:编制:主题:机柜检验标准日期: 编号:版次:第一版第7页 共27页螺丝表面有毛刺,摸起来会划手。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机箱、机柜类结构件通用
检验标准
前言
根据产品事业部机箱、机柜类结构件的检验,以图纸为依据,如本标准与图纸不符,以图纸为检验标准。
为了使检验工作走向标准化,加强中间过程质量控制,特制定本检验标准。
1.范围
本标准适用于本公司产品事业部所有机箱、机柜类产品结构件的检验、验收。
2.引用标准
本标准引用了下列标准的条款.本标准发布时,这些引用标准均为有效版本.所有标准将进行修定,因此,鼓励依据本标准达成协议的各方尽可能采用下列标准的最新版本.
JB/T 6753.1-93 电工设备的设备构体公差钣金件和结构的一般公差及其选用规则JB/T 6753.-93 电工设备的设备构体公差金属剪切件的一般公差JB/T 6753.3-93 电工设备的设备构体公差金属冷冲压件的一般公差
JB/T 6753.4-93 电工设备的设备构体公差焊接结构的一般公差
JB/T 6753.5-93 电工设备的设备构体公差组装结构的一般公差 GB4054—83 金属涂覆层外观分级
GB/T 9286—88 色漆和清漆划痕试验
GB/T 6739—96 涂膜硬度铅笔测定法
GB/T 1733—93 漆膜耐水性测定法
GB/T6742—93 漆膜弯曲试验(园柱轴)
GB/T1732-93 漆膜耐冲击测定法
GB/T1771—91 色漆和清漆耐中性盐污性能的测定
GB 5267—85 螺纹紧固件电镀层
GB 2792—81 压敏胶带180°剥离强度测定方法
GB5935—86 轻工产品金属镀层的孔隙率测试方法
GB6463—86 金属和其它无机覆盖层厚度测量方法评述
GB10125-97 《人造气氛腐蚀试验盐雾试验》
GB5270-86 金属覆盖层结合力及脆性测试
GB6892-86 工业用铝及铝合金热挤压型材
GB/T1804-92 线性尺寸的未注公差
GB/T1182-96 形状和位置公差
3.目的
3.1确保产品部机箱机柜类结构件判定的统一标准;
3.2指引QC检验,将所有检验动作标准化。