各种工具、模具用堆焊材料
堆焊在模具修复中的应用

等 元 素 能促 使 马 氏体 形 成 , 加 了淬 硬 性 和 强 度 ; 增 加入 锰 和 硅 可改 善焊 接 性 能 。马 氏体 钢 堆 焊层 的硬 度一 般 为 3 ~ 0 C, 磨 性 能 高 , 屈 服 强 度 也 高 , 经 受 0 6 HR 耐 且 可
辽 宁 黄海 汽 车 ( 团 ) 限 责任 公 司 生 产 的 客 车 , 集 有
的选 择不 仅要 满足 工作 条 件 和经 济性 , 还要 考虑 工件 的 材质 、 量 和拟采用 的堆焊 方法 。 批 由于模具材料 多 为 、 T0 1A等 工具 钢 , 以工 作 条件 为抗 冲击 及 耐磨 损 为主 , 且
( ) 维修 方 面 , 于采取 对 模 具 磨损 处 实施 局 部 2在 由 堆焊 , 在作业 现场 即可完成修 复 。 修复后 的模 具 因为加入 了合金 , 其强度 、 度及韧性 等都较原模 具有显 著提高 。 硬 () 3 可提 高 工 件 的使 用 寿命 , 节省 制 造 及维 修 费 用 和周期 , 降低 生 产成 本 。 鉴 于堆 焊 工 艺 的特 点 , 宁 黄海 汽 车 ( 团 ) 限 辽 集 有
关 键 词 堆 焊 工 艺 堆 焊 材 料 模 具
1 前 言
它 合金 金 属含 碳 量 为 5 1 % 。焊态 时金 相 组 织 为 马 %~ 5 氏体 , 时含 有 珠 光体 、 氏体 等 。加 入钼 、 、 和铬 有 贝 钨 镍
在 工 业化 高 度 发达 的今 天 ,冲压 模 具 的使 用 越 来 越 广 泛 。 以汽车 工 业 为例 , 车市 场 的竞 争 日趋 激 烈 , 汽 产品更 新 换 代加 速 , 中小 批 量零 件 的 生产 越 来越 多 , 几 乎 占产品 数量 的 1 %以上 ,而 且 对 汽 车车 身外 观 质 量 0 的要求 更 加严 格 ,这 些均 给 传 统 的模 具 制 造与 维 修 带 来 冲击 。 如何 缩 短模 具 的 制造 和 修理 周期 , 降低成 本 已 成 为模 具 制 造者 和使 用者 亟 待解 决 的 问题 ,而 堆 焊 工 艺 由于其本 身 所 具有 的特 点 越 来越 多得 到 重视 。
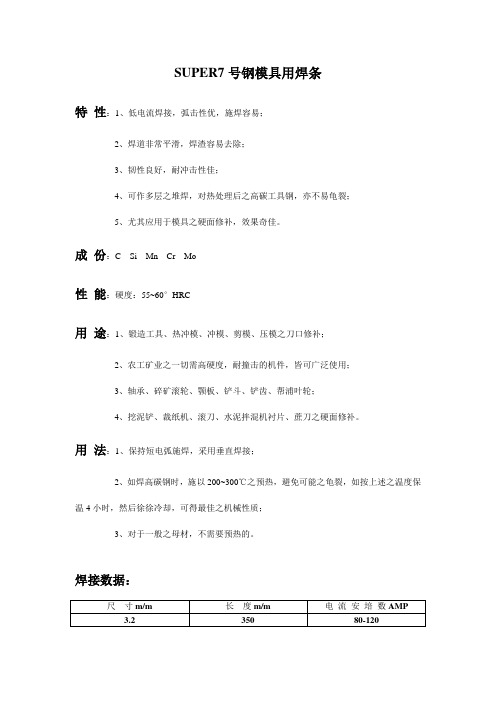
SUPER7号钢模具用焊条
SUPER7号钢模具用焊条
特性:1、低电流焊接,弧击性优,施焊容易;
2、焊道非常平滑,焊渣容易去除;
3、韧性良好,耐冲击性佳;
4、可作多层之堆焊,对热处理后之高碳工具钢,亦不易龟裂;
5、尤其应用于模具之硬面修补,效果奇佳。
成份:C Si Mn Cr Mo
性能:硬度:55~60°HRC
用途:1、锻造工具、热冲模、冲模、剪模、压模之刀口修补;
2、农工矿业之一切需高硬度,耐撞击的机件,皆可广泛使用;
3、轴承、碎矿滚轮、颚板、铲斗、铲齿、帮浦叶轮;
4、挖泥铲、裁纸机、滚刀、水泥拌混机衬片、蔗刀之硬面修补。
用法:1、保持短电弧施焊,采用垂直焊接;
2、如焊高碳钢时,施以200~300℃之预热,避免可能之龟裂,如按上述之温度保温4小时,然后徐徐冷却,可得最佳之机械性质;
3、对于一般之母材,不需要预热的。
焊接数据:。
堆焊大全( 所有堆焊焊条)-焦冷

1EDPMn2-03D102钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥222EDPMn2-16D106低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流时空载电压大于70V);用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥223EDPMn2-15D107低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。
≤0.20-≤3.50--≥224EDPCrMo-Al-03-D112钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复≤0.25-≤1.50≤0.20≤0.20≥225EDPMn3-16D126低氢钾型普通低中合金锰钢堆焊焊条,交直流两用(交流空载电压大于70V);用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等≤0.20-≤4.20--≥286EDPMn3-15D127低氢钾型普通低中合金锰钢堆焊焊条,交直流反接;用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等≤0.20-≤4.20--≥287EDPCrMo-A2-03D132钛钙型铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复≤0.50-≤1.50≤3.00Mo≤1.50≥308EDPMn4-16D146低氢钾型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定;用于堆焊各种受磨损的碳钢件及碳钢道岔≤0.20-≤4.50-≤2.00≥309-D156低氢钾型铬锰钢堆焊焊条,具有抗高冲击载荷和金属间摩擦磨损性能,交直流两用(交流时空载电压大于70V),电弧稳定,焊接工艺性好,脱渣容易,飞溅小,焊道形成美观,用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮接等≈0.10≈0.50≈0.70≈3.20-≈3110EDPMn6-15D167低氢钠型普通低中合金锰钢堆焊焊条,采用直流反接;用于农业机械、建筑机械等磨损部件的堆焊,如大型推土机、动力铲的滚轮、汽车环链等≤0.45≤6.50--≥5011EDPCrMo-A3-03D172钛钙型普通低中合金锰钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于堆焊齿轮、挖掘斗、拖拉机刮板、深耕犁铧、矿山机械等磨损件≤0.50--≤2.50Mn≤2.50≥4012-D177SL渗透刚系列堆焊焊条中的一种,专用于焊接磨损条件下使用的渗铝钢或非渗铝钢结构,低氢型药皮,采用直流正接,短弧操作;用于焊接单层或多层各种渗铝钢受磨损见,如电站渗铝钢锅炉省煤气管等≤0.50-≤2.50Mn≤2.50≥4013-D202A钛钙型铁基堆焊焊条,交直流两用,焊接工艺性能好,堆焊层硬度适中,具有良好的塑性和耐冲击性;用于碳钢和低合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等≤0.150.2-0.40.5-0.9 1.8-2.3-26-3014-D202B钛钙型铬钼钢堆焊焊条,交直流两用,焊接工艺性能能好,堆焊金属为马氏体组织,有较好的耐金属间磨损、耐冲击、耐磨料磨损和耐冷热疲劳性能,用于单层或多层堆焊各种受磨损的零部件,如齿轮挖斗、矿山机械等0.5-0.70.3-0.5-0.6-1.0 4.4-5.0-54-5815EDPCrMnSi-15D207低氢钾型铬锰硅钢堆焊焊条,采用直流反接;用于堆焊推土机刀刃板、螺旋桨等磨损零件0.5-1.00≤1.00≤2.500≤3.50≤1.00≥5016EDPCrMo-A4-03D212钛钙型铬钼钒钢堆焊焊条,交直流两用,电弧稳定,脱渣容易,用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等0.3-0.60--≤5.00Mn≤4.00≥5017EDPCrMo-A3-15D227低氢钙型铬钼钒钢堆焊焊条,交流反接,用于堆焊高强度耐磨零部件,如30CrMnSi和35CrMnSi冶金轧辊的堆焊与修复、矿石破碎机部件、矿山用4立方米电铲斗齿及其他挖掘机斗齿等≤5.00--≤2.50Mo≤2.50≥40Mo2.00-3.00V4.00-5.00Mo ≤3.0020EDPCrSi-B D246低氢钾型堆焊焊条,交直流两用;用于堆焊常温及非腐浊条件下,带有磨粒磨损和冲击载荷条件下工作的零部件,如矿山、工程、农业、制砖、水泥、水利等机械的易磨损件≤1.00 1.50-3.00≤0.80 6.50-8.50B0.50-0.90≥60 0.45-0.65-- 4.00-5.0018EDPCrMoV-A2-15D227低氢钠型铬钼钒钢堆焊焊条,采用直流反接,堆焊层为马氏体基体加一定数量的高硬度碳化物,抗磨粒磨损性能较高,堆焊金属具有良好的抗裂性能,但切削加工比较困难,必要时可以经约860℃等温度退火软化;用于承受一定冲击载荷的耐磨件表面堆焊,如掘进机盘形滚刀的受磨面≥5519EDPCrMoV-A1-15D237低氢钠型铬钼钒钢堆焊焊条,采用直流反接;用于堆焊受泥沙磨损和汽浊破坏的水利机械、挖掘斗、矿山机械零部件等0.30-0.60--8.00-10.00≈5021EDMn-A-16D256低氢钾型高锰钢堆焊焊条,交直流两用(交流焊时空载电压不低于70V ),堆焊时宜采用小电流,窄道焊,趁红热时立即锤击或水淬,以减小裂纹倾向。
堆焊

第九章堆焊随着科学技术的进步,各种产品、机械装备正向大型化、高效率、高参数的方向发展,对产品的可靠性和使用性能要求越来越高。
材料表面堆焊作为焊接技术的一个分支,是提高产品和设备性能、延长使用寿命的有效技术手段。
堆焊是用焊接方法在金属材料或零件表面上熔敷一层有特定性能的材料的工艺过程。
第一节堆焊的特点及应用一、堆焊的特点堆焊的物理本质、热过程、冶金过程以及堆焊金属的凝固结晶与相变过程,与一般的焊接方法相比是没有什么区别的。
然而,堆焊主要是以获得特定性能的表层、发挥表面层金属性能为目的,所以堆焊工艺应该注意以下特点:1.根据技术要求合理地选择堆焊合金类型被堆焊的金属种类繁多,所以,堆焊前首先应分析零件的工作状况,确定零件的材质。
根据具体的情况选择堆焊合金系统。
这样才能得到符合技术要求的表面堆焊层。
2.以降低稀释率为原则,选定堆焊方法由于零件的基体大多是低碳钢或低合金钢,而表面堆焊层含合金元素较多,因此,为了得到良好的堆焊层,就必须减小母材向焊缝金属的熔入量,也就是稀释率。
3.堆焊层与基体金属间应有相近的性能由于通常堆焊层与基体的化学成分差别很大,为防止堆焊层与基体间在堆焊、焊后热处理及使用过程中产生较大的热应力与组织应力,常要求堆焊层与基体的热膨胀系数和相变温度最好接近,否则容易造成堆焊层开裂及剥离。
4.提高生产率由于堆焊零件的数量繁多、堆焊金属量大,所以应该研发和应用生产率较高的堆焊工艺。
总之,只有全面考虑上述特点,才能在工程实践中正确选择堆焊合金系统与堆焊工艺,获得符合技术要求的经济性好的表面堆焊层。
二、堆焊的应用堆焊工艺是焊接领域中的一个重要分支,它在矿山、电站、冶金、车辆、农机等工业部门的零件修复和制造中都有广泛的使用。
其主要用途有以下两个方面:1.零件修复由于零件常因为磨损而失效,例如石油钻头、挖掘机齿等,可以选择合适的堆焊材料对其进行修复,使其恢复尺寸和进一步提高其性能。
而且用堆焊技术进行修复比制造新零件的费用低很多,使用寿命也较长,因此堆焊技术在零件修复中得到广泛。
现代表面工程技术第二部分堆焊

• 铬镍奥氏体不锈钢在核容器、化工容器、管道制造中获得广 泛应用。C、Si、B等元素 含量较高的铬镍不锈钢堆焊材料 主要用于阀门密封面的堆焊;Crl9Nil9Mn6型铬镍奥氏体堆 • 焊材料和铁素体含量高的Cr29Ni型堆焊材料耐气蚀性好, 可用于水轮机过流部件耐气蚀堆 焊,由于具有好的耐热和 耐高温冲击能力,也可用于热冲压、热挤压工具的堆焊。 • 高铬马氏体不锈钢堆焊材料耐热性好,热强度高,耐腐 蚀性也较好,主要用于中温 (300℃ ~ 600℃)耐粘着磨损 面的堆焊,如中温中压阀门密封面的堆焊,含碳和钼的Crl3 型 堆焊材料具有较高的耐磨性和一定的抗冲击能力,用于 连铸机的导辊、拉矫辊的堆焊。
• 药芯焊丝MAG堆焊时,焊丝直径一般为3.2mm, C02气保护,气流量大于20L/min,焊丝焊前在 200℃-300℃烘1h-2h。一般A-450焊丝预热温度 >200℃,A-600焊丝预热温度>250℃。堆焊工艺 参数为:I=300A-500A,U=26V~30V,直流反 接。焊后冷却速度不宜过快,必要时进行350℃焊 后热处理。 • 自保护药芯焊丝堆焊时,焊丝直径一般为 3.2mm,焊丝伸出长30mm~50mm,焊丝焊前在 200℃-300℃烘1h~2h。堆焊工艺参数为: I=300A-500A,U=26V~30V,工件焊前预热 200℃~250℃。
• 这类钢常用堆焊方法是焊条电弧焊。焊前需 根据工件大小和母材成分在200℃ ~ 600℃ 范围内预热。例如,在补焊裂损或磨损的高 速钢刀具时,局部预热200℃~240℃即可。 补焊后空冷,再刃磨加工到所需尺寸。最后 进行三次540℃回火,每次保温1h,然后即 可使用。补焊大件时,焊前工件应退火。堆 焊前工件预热400℃ ~ 600℃以上,层间温 度应不低于预热温度,焊后炉中缓冷,最后 按高速钢热处理工艺进行处理。再如,在局 部堆焊修复模具时,应视模具钢不同预热 300℃~500℃,堆焊后进行回火。对于堆 焊厚度较大的裂损部位可先用Crl9Ni8Mn7 焊条堆焊一层缓冲层,以减少裂纹倾向。
堆焊简介

二、堆焊技术的分类
二、堆焊技术的分类
稀释率高,基体金属混入堆焊层中的量多,改变了堆焊合金 的化学成分,将直接影响堆焊层的固有性能。因此,堆焊时, 常希望获得较低的稀释率,以充分发挥堆焊合金性能,达 到预期目的。
三、堆焊技术的应用
作为焊接领域中的一个分支,堆焊技术的应用范围非常广 泛,堆焊技术的应用几乎遍及所有的制造业,如矿山机械 、输送、冶金、动力机械、汽车、石油设备、化工设备,
当工艺参数不稳定时,易造成堆焊层合金的化学成分和性能发生波动
,同时不易获得薄而均匀的堆焊层。焊条电弧堆焊主要用于堆焊形状 不规则或机械化堆焊可达性差的工件。
六、常见堆焊方法
2、氧乙炔火焰堆焊
优点:可调整火焰能率,焊时熔深浅,母材熔化量少,能获得非常小的 稀释率。获得的堆焊层薄,表面平滑美观、质量良好。所用的设备简单,
一、堆焊概述
2、堆焊的特点
堆焊层与基体金属的结合是冶金结合,结合强度高,抗冲 击性能好。 堆焊层金属的成分和性能调整方便,一般常用的焊条电弧 焊堆焊焊条或药芯焊条调节配方很方便,可以设计出各种合
金体系,以适应不同的工况要求。
堆焊层厚度大,一般堆焊层厚度可在2~30mm 内调节,更
适合于严重磨损的工况。
磨气刨后的耐磨层 → 下机台 → 称重(厂方确认) → 上机台 → 磨
耗测量 → 加热基体(局部) → 焊补过渡层第一道,检测牢固度 → 焊补过渡层第一面,检测牢固度 → 停止加热并冷却 → 堆焊耐磨层
→ 进行堆焊至原尺寸 → 下机台,整修,防锈处理 → 假安装,上漆
再检验尺寸 → 秤重,包装
八、成本分析
堆焊
时 间: 2012-9-19~20
一、堆焊概述
1、什么是堆焊
模具维修焊条使用规范
HRC 52-55 HRC 57-59 HRC 57-59 HRC 57-59 HRC 54-57 HRC 45 台湾 日本
各种焊条的特点及焊接注意事项
序号 1 牌号 CHE 507 CHE 422 特 点 焊接方法及注意事项 ⒈焊前焊条须经350℃烘焙1小时,随烘随用。 ⒉焊前必须对焊件清除油、锈、水份等杂质。 ⒊采用短弧操作,窄道焊方法。 具有优良的塑性、韧性和抗裂性能,焊 接工艺性能优良、飞溅少、成型美观、脱渣 容易 具有优良的焊接工艺性能,电弧稳定, 焊道美观、飞溅少,交直流两用。可进行全 位置焊接 Z408是镍铁合金焊芯,强还原性石墨药 皮的铸铁焊条,具有强度高、塑性好、线膨 胀系数低等特点。抗裂性对灰口铸铁与Z308 差不多,但对球墨铸铁则比Z308强,对含磷 量高(0.2%P)的铸铁,也具有良好的效果, 切削加工性能比Z308和Z508稍差。
模具焊条使用规范
模具焊条的通用用途
序号 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 牌 号 类 型 用 途 硬 度 产地 CHE 507 CHE 422 Z408 G241 NH-10S NH-100S
CARBOTRODE92
结构钢焊条 普通碳钢焊条 铸铁焊条 铸铁直接堆焊焊条 铸铁直接堆焊焊条 拉延筋堆焊专用焊条 铸铁焊条 高硬度钢接合用 硬面制作打底用 钛钙型药皮的不锈钢焊 条
40~70
—
—
—
—
25~50
—
—
—
Φ2.5
70-110
60~100
—
—
—
—
50~80
—
—
—
Φ2.6
—
—
—
70~90
堆焊的应用原理方法有哪些
堆焊的应用原理方法有哪些1. 什么是堆焊堆焊(Hardfacing)是一种应用于金属和合金材料上的焊接工艺,通过在表面上添加一层耐磨、耐腐蚀或其他特殊性能的合金材料,以提高材料的使用寿命、抗磨损能力和耐蚀性。
堆焊广泛应用于工业领域,包括矿山设备、冶金设备、石油化工设备以及交通工具等领域。
2. 堆焊的原理堆焊的原理是将特殊合金材料通过焊接工艺添加到金属基体上。
通过熔化并冷却的过程,使合金材料与金属基体形成牢固的结合。
这种结合能够提供增强的耐磨、耐腐蚀和抗冲击性能。
3. 堆焊的应用方法以下是堆焊的常见应用方法:3.1 热喷涂法热喷涂法是将熔融的金属或合金,通过喷涂枪喷射到金属基体上,形成一层涂层的方法。
这种方法适用于涂层要求较薄,且要求涂层与金属基体结合较好的情况。
3.2 电弧堆焊法电弧堆焊法是将特殊合金材料作为焊丝供应,通过电弧加热使其熔化,并与金属基体结合。
这种方法适用于需要较厚的涂层,并且对涂层质量有较高要求的情况。
3.3 前热堆焊法前热堆焊法是在堆焊之前,对金属基体进行加热处理。
这种方法可以改善涂层与金属基体的结合强度,减少应力和变形。
3.4 冷堆焊法冷堆焊法是一种无热堆焊方法,它使用具有粘附性的特殊粘合剂和颗粒填料,通过机械挤压形成堆焊层。
这种方法适用于高温环境下对基体材料的保护。
3.5 自熔堆焊法自熔堆焊法是将堆焊材料填充到坑、凹槽或缺陷处,然后对其进行熔化和冷却的方法。
这种方法适用于修复已经存在的缺陷或损坏。
4. 堆焊的应用领域堆焊可应用于以下领域:•矿山设备:矿山机械设备常受到磨损和冲击,堆焊可增加其寿命和耐久性。
•冶金设备:堆焊可提高冶金设备的耐火性能和耐腐蚀性能。
•石油化工设备:堆焊可增加石油化工设备的耐腐蚀能力和耐高温性能。
•交通工具:堆焊可提高交通工具的耐磨损性能和强度。
5. 堆焊的优点堆焊具有以下优点:•可以在原材料的基础上增加特殊性能,无需改变整体材料结构。
•可以根据不同工况和需求选择不同的堆焊方法和材料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各种工具、模具用堆焊材料
牌号
供货
形式
HRC
特性及用途
各种工具、模具用堆焊材料
供货形式:1=焊条; 2=气保护焊丝(2.1=盘状焊丝、2.2=直条焊丝); 3=埋弧焊材; 4=气焊用焊丝; 5=药芯焊丝73G2
A 73G2 UP 73G2 1
2
3
55-58
53-58
48-52
堆焊金属具有高强高韧耐热性能,通过热处理可调整硬度,非常适合堆焊承受强烈摩擦、压力、中等冲击载荷以及高温下(550℃)运行的工件。
如夹持钳、滑动和引导面、热冲冷冲工具、阀门、
挤压柱塞、铸造工具、修整工具、热剪切工具等。
也可用于制造新的冷作热作工具。
73G2为碱性药皮耐磨堆焊焊条。
A 73G2为镀铜焊丝。
埋弧焊丝配UP Flux70-01焊剂,用于堆焊初轧机座、校直辊等。
73G3 A 73G3 UP 73G3 1
2
3
45-50
42-46
38-42
堆焊金属具有高硬高韧耐热性能,通过热处理可调整硬度,非常适合堆焊承受摩擦、压力、冲击载荷以及高温下(550℃)运行的工件。
如锻模锻锤、冲模、铸模、热剪刃等。
也可在碳钢和低合
金钢上堆焊来制作新的冷作热作工具。
73G3为碱性药皮耐磨堆焊焊条。
A 73G3为镀铜焊丝。
埋弧焊丝配UP Flux70-01焊剂。
用于堆焊初轧机座、校直辊、热剪刃等。
73G4 A 73G4 UP 73G4 1
2
3
38-42
38-42
32-35
堆焊金属具有高韧耐热性能,非常适合堆焊承受磨损、压力、冲击载荷以及高温下(550℃)运行的热作工具及结构件,如热剪刃、锻座锻锤、锻模、压铸模、滚轮、摆轮等。
也可用于制作新的
工具。
73G4为碱性药皮耐磨堆焊焊条。
A 73G4为镀铜焊丝。
埋弧焊丝配UP Flux70-01焊剂。
用于堆焊各种初轧辊、成形辊等。
UP 73G6 3 32-35 埋弧堆焊焊丝,配焊剂UP Flux70-01。
用于堆焊初轧辊、型材辊、连铸辊、起重机支撑轮等。
690 A 696
1
2.2
60-64
堆焊金属具有较高的抗摩擦、压力、冲击及高温(550℃)性能。
通过热处理可调整硬度。
用于高速钢切割工具的修复与制造,尤其是剪切刃口和工作面的堆焊。
如车削工具、成形刀具、绞刀等。
也可在碳钢和低合金钢母材上堆焊制作新工具。
673 A 673 1
2
~58
通过热处理可调整堆焊金属的硬度,耐热到550℃。
用于堆焊冷作热作工具、模具,如压铸模、锻造工具、热剪刃、热修整工具和冷切刀。
也可在碳钢和低合金钢母材上堆焊剪切刃口制作新工具。
694 A 694
1
2.1
~45
通过热处理可调整硬度。
用于堆焊主要承受摩擦和压力载荷的高合金钢制热作工具、模具。
如热切割刀具、锻造工具刃口、锻模、压铸模具、注塑模、修整模、轴向辊等。
因其良好的金属间滑动性能,也适合堆焊导
向和滑动面,以及在碳钢和低合金钢母材上堆焊高质量的工作面。
702 A 702 1
2
34-37
焊态时易于加工,经480℃/3h时效处理后硬度可达50-54HRC。
用于冷作热作工具钢的修复和制造。
如冲压工具、冷热切割刃具、拉拔工具、铸铝和注塑模具等。
665 1 35-40 通过热处理可调整硬度55-57HRC。
用于工具钢和Cr12切割工具的修复。
661 A 661
1
2.2
~40 特别适合于在碳钢和低合金钢上的耐蚀耐热堆焊,如流体装置紧固面等。
工作温度可到500℃。
6805Kb 1 35480℃/4h时效硬化后可达45HRC。
适合于阀门及密封面堆焊以及GX4CrNiCuNb16-4(No. 1.4540)钢的焊接。
A 6824MoLC 2 ~220 用于过渡层及修复热作工具。
653 1 ~240 适合于制造模具。
700/7000
A 776 1
2
~200
加工硬化可到450HB。
适合于堆焊承受冲击、压力、磨损及高温载荷的热作工具,如锻模、冲模、修整模、热冲压工具。
700为低氢焊条;7000为酸性焊条,熔敷率180%。
7008 1 ~260 加工硬化可到500HB。
用于碳钢合金钢热作工模具的堆焊修复,如压力喷嘴、心轴、修边工具、剪切刀等。
A 5519Co 2 ~250 时效硬化可到40HRC。
用于堆焊受最高热载荷的热作工具,如锻压模。
7010 1 ~230
耐热到700℃。
加工硬化可到450HB。
用于承受高热、热冲击、压力、冲击和磨损综合载荷热作工具的修复和制造。
如铸锭的热切割刀刃,板坯剪切刃,冲边刀刃,锻模等。
614Kb A 15/ A 18 1
2
Akv≥80J
焊接工艺性能及焊缝金属机械性能良好。
主要用作工模具耐磨堆焊时的隔离层堆焊。
6025 A 6025 1
2
Akv≥
100J
焊接工艺性能及焊缝金属机械性能良好。
用于含镍低合金塑料模具钢的焊接和堆焊。
641Kb A 641 1
2
Akv≥90J
焊接工艺性能及焊缝金属机械性能良好。
用于低合金塑料模具钢的焊接和堆焊。
34N A 34N 1
2
~220
堆敷金属具有良好的抗摩擦性能。
非常适合在钢和铸铁上堆焊,制作耐摩擦表面,如轴杆、滑动面、轴承、冲模、锻模及各种拉伸模等。
343 1 ~300 用于高耐磨堆焊,尤其是在成形件上不得有拉挤痕迹的高应力拉拔和挤压工具,如摩托车模具。
A 3436 AF 3436 2.1
5
~230
~230
用于在钢和铝青铜上堆焊,易加工。
AF 3436为气保护药芯焊丝。