铝合金门窗检验记录表 (1)
合集下载
产品检验记录表
启闭力≤50N
6
附件安装
位置正确、齐全牢固、保证使用要求
7
窗框槽口宽度
≤2000
±1
±1.5
±2
>2000
±1.5
±2
±2.5
8
窗框槽口高度
≤2000
±1
±5
±2
>3000
±1.5
±2
±2.5
9
窗框槽口对边尺寸之差
≤2000
≤1
≤1.5
≤2.5
>2000
≤2.5
≤9
≤3.5
10
窗框槽口对角线尺寸之差
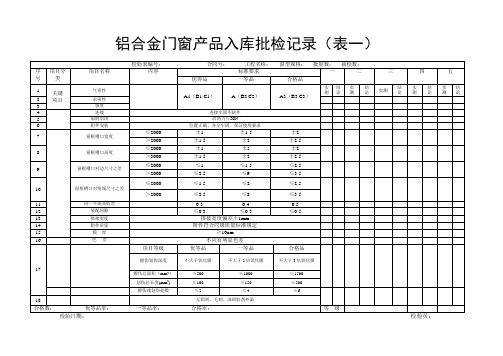
铝合金门窗产品入库批检记录(表一)
检验表编号:合同号:工程名称:窗型规格:批量数:抽检数:
序号
项目分类
项目名称
内容
标准要求
一
二
三
四
五
优等品
一等品
合格品
1
关键
项目
气密性
A1(B1 C1)
A(B2 C2)
A3(B3 C3)
实测
结论
实测
结论
实测
结论
实测
结论
实测
结论
2
水密性
3
强度
4
连接
连接牢固不缺件
5
扇的启闭
≤2000
≤1.5
≤2
≤2.5
>2000
≤2.5
≤8
≤3.5
11
同一平面高低差
0.3
0.4
0.5
12
装配间隙
≤0.3
≤0.3
≤0.5
13
搭接宽度
搭接宽度ห้องสมุดไป่ตู้差±1mm
6
附件安装
位置正确、齐全牢固、保证使用要求
7
窗框槽口宽度
≤2000
±1
±1.5
±2
>2000
±1.5
±2
±2.5
8
窗框槽口高度
≤2000
±1
±5
±2
>3000
±1.5
±2
±2.5
9
窗框槽口对边尺寸之差
≤2000
≤1
≤1.5
≤2.5
>2000
≤2.5
≤9
≤3.5
10
窗框槽口对角线尺寸之差
铝合金门窗产品入库批检记录(表一)
检验表编号:合同号:工程名称:窗型规格:批量数:抽检数:
序号
项目分类
项目名称
内容
标准要求
一
二
三
四
五
优等品
一等品
合格品
1
关键
项目
气密性
A1(B1 C1)
A(B2 C2)
A3(B3 C3)
实测
结论
实测
结论
实测
结论
实测
结论
实测
结论
2
水密性
3
强度
4
连接
连接牢固不缺件
5
扇的启闭
≤2000
≤1.5
≤2
≤2.5
>2000
≤2.5
≤8
≤3.5
11
同一平面高低差
0.3
0.4
0.5
12
装配间隙
≤0.3
≤0.3
≤0.5
13
搭接宽度
搭接宽度ห้องสมุดไป่ตู้差±1mm
铝合金门窗工程内部验收表(1页)
其 他
外观质量
□合格
□不合格
高层建筑推拉门窗扇必须有防脱落措施,以防意外脱落,造成安全事故。
开启灵活
防脱落措施
综合验收结论
施 工 单 位
监 理 单 位
建 设 单 位
负责人:
验收人:
(单位盖章)
年 月 日
负责人:
验收人:
(:
(单位盖章)
年 月 日
注:1.本验收表作为《单位(单项)工程竣工验收合格证书》的附件之一,不可缺少。
2.验收意见必须肯定、明确。
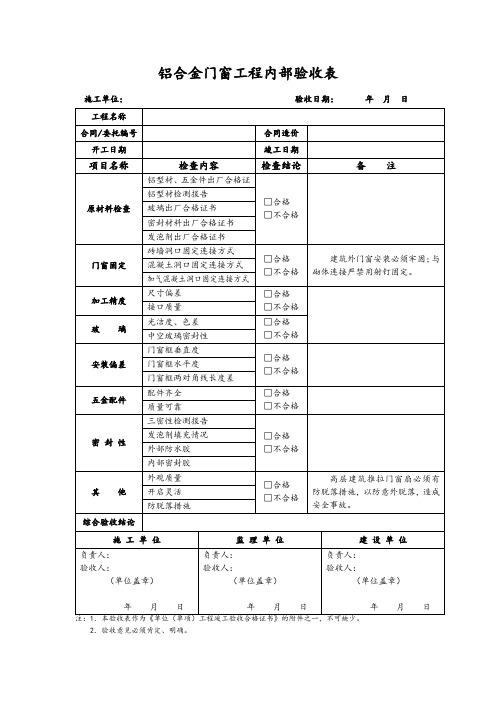
铝合金门窗工程内部验收表
施工单位: 验收日期: 年 月 日
工程名称
合同/委托编号
合同造价
开工日期
竣工日期
项目名称
检查内容
检查结论
备 注
原材料检查
铝型材、五金件出厂合格证书
□合格
□不合格
铝型材检测报告
玻璃出厂合格证书
密封材料出厂合格证书
发泡剂出厂合格证书
门窗固定
砖墙洞口固定连接方式
□合格
□不合格
建筑外门窗安装必须牢固;与砌体连接严禁用射钉固定。
混凝土洞口固定连接方式
加气混凝土洞口固定连接方式
加工精度
尺寸偏差
□合格
□不合格
接口质量
玻 璃
光洁度、色差
□合格
□不合格
中空玻璃密封性
安装偏差
门窗框垂直度
□合格
□不合格
门窗框水平度
门窗框两对角线长度差
五金配件
配件齐全
□合格
□不合格
质量可靠
密 封 性
三密性检测报告
□合格
□不合格
发泡剂填充情况
外部防水胶
内部密封胶
外观质量
□合格
□不合格
高层建筑推拉门窗扇必须有防脱落措施,以防意外脱落,造成安全事故。
开启灵活
防脱落措施
综合验收结论
施 工 单 位
监 理 单 位
建 设 单 位
负责人:
验收人:
(单位盖章)
年 月 日
负责人:
验收人:
(:
(单位盖章)
年 月 日
注:1.本验收表作为《单位(单项)工程竣工验收合格证书》的附件之一,不可缺少。
2.验收意见必须肯定、明确。
铝合金门窗工程内部验收表
施工单位: 验收日期: 年 月 日
工程名称
合同/委托编号
合同造价
开工日期
竣工日期
项目名称
检查内容
检查结论
备 注
原材料检查
铝型材、五金件出厂合格证书
□合格
□不合格
铝型材检测报告
玻璃出厂合格证书
密封材料出厂合格证书
发泡剂出厂合格证书
门窗固定
砖墙洞口固定连接方式
□合格
□不合格
建筑外门窗安装必须牢固;与砌体连接严禁用射钉固定。
混凝土洞口固定连接方式
加气混凝土洞口固定连接方式
加工精度
尺寸偏差
□合格
□不合格
接口质量
玻 璃
光洁度、色差
□合格
□不合格
中空玻璃密封性
安装偏差
门窗框垂直度
□合格
□不合格
门窗框水平度
门窗框两对角线长度差
五金配件
配件齐全
□合格
□不合格
质量可靠
密 封 性
三密性检测报告
□合格
□不合格
发泡剂填充情况
外部防水胶
内部密封胶
门窗分部(子分部)工程质量验收记录

门窗分部(子分部)工程质量验收记录统表1
工程名称
结构类型
框架
层数
四层
施工单位
技术部门负责人
质量部门负责人
分包单位
分包单位负责人
分包技术负责人
序号
分项工程名称
检验批数
施工单位检查评定
验收意见
1
一层铝合金窗安装
2
符合设计要求
2
二层铝合金窗安装
4
符合设计要求
3
三层铝合金窗安装
4
符合设计要求
4
四层铝合金窗安装
(建设单位项目专业负责人)年 月 日
金属门窗分项工程质量验收记录统表2
工程名称
结构类型
框架
检验批数
4
施工单位
项目经理
项目技术负责人
分包单位
分包单位负责人
分包项目经理
序号
检验批部位、区段
施工单位评定结果
监理(建设)单位验收结论
1
一层
符合设计要求
2
二层
符合设计要求
3
三层
符合设计要求
4
四层
符合设计要求
5
6
7
8
9
10
11
12
13责人:
年 月 日
验
收
结
论
监理工程师:
(建设单位项目专业技术负责人)
年 月 日
4
符合设计要求
5
6
7
质量控制资料
资料齐全
安全和功能检验(检测)报告
观感质量验收
符合设计要求
验
收
单
位
分包单位
符合GB50210—2001规定
工程名称
结构类型
框架
层数
四层
施工单位
技术部门负责人
质量部门负责人
分包单位
分包单位负责人
分包技术负责人
序号
分项工程名称
检验批数
施工单位检查评定
验收意见
1
一层铝合金窗安装
2
符合设计要求
2
二层铝合金窗安装
4
符合设计要求
3
三层铝合金窗安装
4
符合设计要求
4
四层铝合金窗安装
(建设单位项目专业负责人)年 月 日
金属门窗分项工程质量验收记录统表2
工程名称
结构类型
框架
检验批数
4
施工单位
项目经理
项目技术负责人
分包单位
分包单位负责人
分包项目经理
序号
检验批部位、区段
施工单位评定结果
监理(建设)单位验收结论
1
一层
符合设计要求
2
二层
符合设计要求
3
三层
符合设计要求
4
四层
符合设计要求
5
6
7
8
9
10
11
12
13责人:
年 月 日
验
收
结
论
监理工程师:
(建设单位项目专业技术负责人)
年 月 日
4
符合设计要求
5
6
7
质量控制资料
资料齐全
安全和功能检验(检测)报告
观感质量验收
符合设计要求
验
收
单
位
分包单位
符合GB50210—2001规定
铝合金门窗成品检验报告(铝门窗)

≤2000
±1.0
±1.5
±2.0
>2000
±1.5
±1.5
±2.0
门窗槽口高度(H)
≤2000
±1.0
±1.5
±2.0
>2000
±1.5
±2.0
±2.5
门窗槽口对边尺寸之差(L)
≤2000
≤1.5
≤2.0
≤2.0
>2000
≤2.5
≤3.0
≤3.0
门窗槽口对角线尺寸差(△L)
≤2000窗
≤1.5
≤2.0
成品检验报告(铝合金门窗)
编号:CX/JL-37№:
工程名称
生产日期
检验项目
内容
优等品
一等品
合格品
检验结果
结论
1
2
3
4
5
构件连接
门窗构件连接应牢固、不缺件、不松动
扇的启闭
扇的启闭力小于50N,窗扇启闭时不得有影响正常功能的碰擦
附件安装
附件齐全、位置正常、安装牢固,保证满足使用要求。
门窗槽口宽度(B)
外观
产品表面不应有铝屑、毛刺、油污或其他污迹。连接处不应有外溢的胶粘剂。表面平整,没有明显的色差、凹凸不平、划伤、擦伤、碰伤等缺陷。
检验结论:优等品( )一等品( )合格品( )不合格( )
检验员:日期:
不合格处置:返工( )返修( )报废( )改作他用( )
批准:日期:
≤2.5
>2000窗
≤2.5
≤3.0
≤3.5
相邻构件同一平面高低差
0.10
0.20
0.30
装配间隙≤
0.10
0.15
0.20
±1.0
±1.5
±2.0
>2000
±1.5
±1.5
±2.0
门窗槽口高度(H)
≤2000
±1.0
±1.5
±2.0
>2000
±1.5
±2.0
±2.5
门窗槽口对边尺寸之差(L)
≤2000
≤1.5
≤2.0
≤2.0
>2000
≤2.5
≤3.0
≤3.0
门窗槽口对角线尺寸差(△L)
≤2000窗
≤1.5
≤2.0
成品检验报告(铝合金门窗)
编号:CX/JL-37№:
工程名称
生产日期
检验项目
内容
优等品
一等品
合格品
检验结果
结论
1
2
3
4
5
构件连接
门窗构件连接应牢固、不缺件、不松动
扇的启闭
扇的启闭力小于50N,窗扇启闭时不得有影响正常功能的碰擦
附件安装
附件齐全、位置正常、安装牢固,保证满足使用要求。
门窗槽口宽度(B)
外观
产品表面不应有铝屑、毛刺、油污或其他污迹。连接处不应有外溢的胶粘剂。表面平整,没有明显的色差、凹凸不平、划伤、擦伤、碰伤等缺陷。
检验结论:优等品( )一等品( )合格品( )不合格( )
检验员:日期:
不合格处置:返工( )返修( )报废( )改作他用( )
批准:日期:
≤2.5
>2000窗
≤2.5
≤3.0
≤3.5
相邻构件同一平面高低差
0.10
0.20
0.30
装配间隙≤
0.10
0.15
0.20
门窗表格终版

有关检测资料
名称
检测数据、结论
证、单编号
备注
检查部位
图号
附
图
渝建竣-27 门窗施工图
检查结论 项目设计负责人:
施工 单位
记录人:
监理工程师(建设单位代表):
监理 (建设) 年 月 日 单位
年月日
代表:
其它 单位
重庆市城市建设档案馆 重庆市建设工程质量监督总站
监制
(铝合金门窗安装固定)工程隐蔽检查记录(通用)
工程名称
秀湖鹭岛国际社区1-1期
施工单位 山东省鸿鑫工程有限公金门窗与墙 樘 体的连接方式 门窗框与墙体 间隙的处理
80 门窗框与墙体的连接采用1.5mm厚连接片,距边缘≤
150mm,中间间距≤500mm;门窗框与混凝土墙体连接 采用射钉固定,门窗框与页岩砖墙体连接采用膨胀螺 栓固定(见右图);门窗框与墙体之间的缝隙采用聚 氨酯泡沫填缝嵌;经检查:门窗框安装牢固,符合设 计及规范要求。
门窗质量测评表(铝合金门窗)

测评主项
测评子项
2-501.框扇45度 组角加强
2-5.铝型材组框 2-502.框扇90度
加强构造
组角加强
2-603.中挺连接 加强
工厂 实测记录
整钢片(需与型 材紧密结合,无松动)
4
16
类别
原始数据—测点
套房
测点 Ⅰ
测点 Ⅱ
测点 Ⅲ
测点 Ⅳ
测点 Ⅴ
测点 Ⅵ
厂区
内腔施打了组角结构胶,且应 填充饱满
在建项目名称 测评批次、日期
门窗质量测评表(铝合金门窗)
测评标段名称 测评所属阶段 □工厂飞检
工厂加工进度
加工厂区红线项目:材料堆放、加工工序和风险扣分 1、材料堆放(总分5分):非常差扣4~5分;较差扣3~4分;一般扣2~3分;良好扣1~2分;优秀不扣分 2、加工工序(总分5分):非常差扣4~5分;较差扣3~4分;一般扣2~3分;良好扣1~2分;优秀不扣分 3、风险扣分(总分10分):与实测标准一致(累计合格率V≥85%,不扣分;82%≤V<85%,扣1分;79%≤V<82%,扣2分;76%≤V<79%,扣3分;73%≤V<76%,扣4分;70%≤V< 73%,扣5分;67%≤V<70%,扣6分;64%≤V<67%,扣7分;62%≤V<64%,扣8分;60%≤V<62%,扣9分;V<60%,扣10分。) 说明:a材料堆放和加工工序两项实施倒扣分原则,直接从最终成绩里扣分;b.材料堆放和加工设备两项在加工厂内出现一处操作不当,扣1分;c.材料堆放和加工工序两项在加工 厂区内总数量不足5个扣分点,按比例折算,按四舍五入法取整。
配套角码和配套销钉,且要求
测点 测点 ⅦⅧ
第1页 共4页
门窗质量测评表(铝合金门窗)
铝合金门窗出厂检验记录
目测、手试 块符合要求 杆件、附件安装 目测、手试 牢固 构造可靠, 使用安全 目测、手试
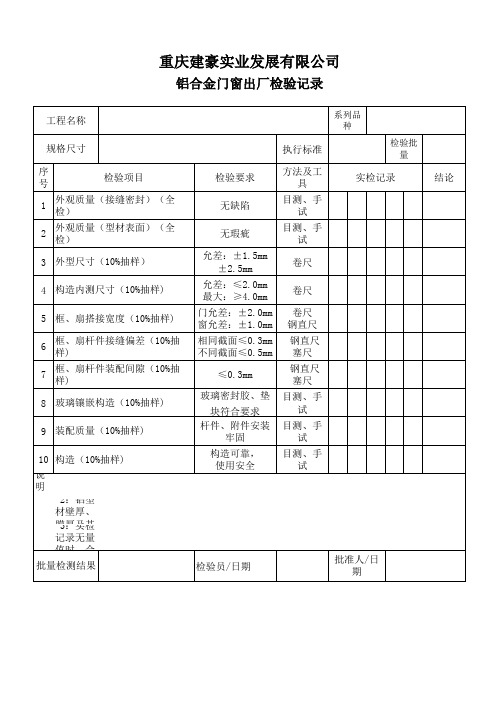
说明:1:本表所列检验要求详见GB/T8478-2008标准第5条。 2:铝型材壁厚、膜厚及其它材料的检验项检验列入《原材料检验报告单》 3:实检记录无量值时,合格打“√”,不合格打“×”,未检项目打“/”标记。 批量检测结果 检验员/日期 批准人/日期
重庆建豪实业发展有限公司
铝合金门窗出厂检验记录
工程名称 规格尺寸 序号 检验项目 检验要求 无缺陷 无瑕疵 允差:±1.5mm ±2.5mm 允差:≤2.0mm 最大:≥4.0mm 门允差:±2.0mm 窗允差:±1.0mm 相同截面≤0.3mm 不同截面≤0.5mm ≤0.3mm 玻璃密封胶、垫 执行标准 方法及工具 目测、手试 目测、手试 卷尺 卷尺 卷尺 钢直尺 钢直尺 塞尺 钢直尺 塞尺
系列品种 检验批量
Байду номын сангаас
实检记录
结论
1 外观质量(接缝密封)(全检) 2 外观质量(型材表面)(全检) 3 外型尺寸(10%抽样) 4 构造内测尺寸(10%抽样) 5 框、扇搭接宽度(10%抽样) 6 框、扇杆件接缝偏差(10%抽样) 7 框、扇杆件装配间隙(10%抽样) 8 玻璃镶嵌构造(10%抽样) 9 装配质量(10%抽样) 10 构造(10%抽样)
铝合金门窗质量验收记录

铝合金门窗质量验收记录1. 项目信息
- 工程名称:
- 施工单位:
- 监理单位:
- 产品名称:
- 生产厂家:
- 规格型号:
- 数量:
- 验收时间:
2. 验收内容
2.1 外观验收
- 门窗表面是否光滑平整
- 表面是否有明显划伤或氧化
- 形状是否符合设计要求
- 玻璃是否完好无损
- 颜色是否一致
- 行走轨迹是否正常
2.2 功能验收
- 开闭操作是否顺畅
- 窗扇或门扇是否密封良好- 是否具备防火、防盗等功能
2.3 安全验收
- 窗户安装是否稳固可靠
- 防盗装置是否完好有效
- 玻璃是否符合安全标准
- 是否具备紧急疏散功能3. 验收结果
- 验收合格:(是/否)
- 如有不合格项,请列明具体问题:
4. 备注
(可根据需要添加备注信息)
---
以上为铝合金门窗质量验收记录的内容,用于记录铝合金门窗的验收过程及结果。
根据项目的具体情况,可以对验收内容进行适当调整和补充。
验收记录的编制旨在确保铝合金门窗的质量符合设计要求和相关标准,并保证其安全性和使用功能的正常性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃装配
应符合JG/T113规定,中空玻璃厚度大于24mm,应考虑嵌入深度,前后部余隙
执手开关力
平开窗≤80N
开关力
推拉窗:推拉窗≤100N上下推拉窗≤135N
平开窗:平合页≤80N摩擦铰链30-80N
铝合金门窗检验记录表
检验: 校队: 日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀,组角成形后表面余胶要清除干净
门窗组装
核对装配方向、型材拼接方向
窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
3、门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等。
检验: 校队: 日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±
门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
≤2000mm 误差±
>2000mm 误差±
对角线之差≤±
相邻构件平面高度差≤
实测结果
结论
下料
长度≤±
端面与侧面不垂直度≤
角度±°
水槽孔
平开窗应在下方距滑撑对角的内角100mm开水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm
锁孔
五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能,以使用灵活,使用不变形为宜
端铣
各型材端部铣及端部拼装缺应根据所配型材尺寸铣缺其误差为±,其端铣面应无飞边、毛刺
拼接处平面高低误差小于,拼接处间隙小于
五金件安装
应位置正确,牢固齐全,开启灵活,便于更换
玻璃安装
推拉扇打胶前对窗扇对角线、压线进行检查;玻璃胶要求粗细均匀,外形美观;无断胶、脱胶、气泡等现象
检验: 校队: 日期:
铝合金门窗下料工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
检验: 校队: 日期:
铝合金门窗端铣工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
根据所配型材尺寸铣缺其误差为±,其端铣面应无飞边、毛刺。
2、部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±。
>2000mm 误差±
对角线尺寸
≤
门窗框、门窗扇相邻件
装配间隙
≤
相邻构件同一平面度
≤
门窗框、门窗扇搭接量
窗:b±1mm
门:b±2mm
五金件安装
五金件安装位置应正确,数量齐全,安装牢固,开关灵活,便于更换,质量符合标准要求
密封条、毛条装配
装配应均匀、牢固,接口严密,无脱槽、收缩、虚压等现象
压线装配
装配应牢固,高低差≤,长度差≤,不得在一边使用两根压线
检验: 校队: 日期:
5、检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
6、检查Z梃与边框断开拼接处是否采取加固措施并牢固。构件间连接应牢固,紧固件不应直接固定在隔热材料上。
检验: 校队: 日期:
铝合金门窗玻璃装配工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
存在问题
解决方法
按图纸要求,对水槽孔(锁孔)进行检验:
1、水槽孔加工:平开窗应在下方距滑撑对角的内角100mm开水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm。
2、五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能,以使用灵活,使用不变形为宜。
3、滑撑位置端铣面应平整,其长度应比滑撑5mm。
抽检数量
实测结果
合格数量
存在问题
解决方法
1、压座、压线的长度应合适,其长度误差小于等于,高低差小于等于。
2、在玻璃打胶前对窗扇对角线、压线进行检查,压线碰头处是否严密,是否有松动和高低差,对角线误差是否过大,发现有以上现象应立即进行处理。
3、玻璃胶要求粗细均匀,外形美观,胶体在7—8mm之间,注胶厚度不应小于3mm,在打胶中无断胶、脱胶、气泡等现象;因铝合金门窗为双面打胶,要求先打面需干透后方可对另一面打胶。
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、核对装配方向、型材拼接方向。
2、内外插件要紧固,无松动现象
3、窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理。
4、拼接处平面高低误差小于,拼接处间隙小于。
工程名称
数量
规格型号
检验项目
技术要求
实测结果
型材壁厚
窗可视面≥;门可视面
外观
可视面应平滑,无色差、裂纹、气泡、无影响外观的擦划伤,无铝屑、毛刺,连接处不应有外溢的胶粘剂
排水通畅
应有排水通道,规格应符合要求
中梃连接
处和拼接处的密封
密封胶缝应连续、平滑;各连接部位应做防水处理
门窗外形尺寸
≤2000mm 误差±
2、窗框同一平面度误差小于,两相邻组角型材无错位现象。
3、组角成形后表面余胶要清除干净,根据规格进行分类堆放整齐,并用软质材料垫衬,防止表面擦伤。组角两小时后待组角胶凝固后才能移交下工序。
4、≤2000mm 误差±;>2000m误差±;对角线之差≤±。
检验: 校队: 日期:
铝合金门窗组装工序质检记录表
实测结果
合格数量
存在问题
解决方法
按图纸要求,对下料尺寸进行检验:
1、下料尺寸误差:
长度误差:L<±;
角度误差Q<±;
截面垂直度误差:±
2、下料端面应平整,无毛刺。
检验: 校队: 日期:
铝合金门窗水槽孔(锁孔)工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
应符合JG/T113规定,中空玻璃厚度大于24mm,应考虑嵌入深度,前后部余隙
执手开关力
平开窗≤80N
开关力
推拉窗:推拉窗≤100N上下推拉窗≤135N
平开窗:平合页≤80N摩擦铰链30-80N
铝合金门窗检验记录表
检验: 校队: 日期:
铝合金门窗过程检验记录表
工程名称
数量
规格型号
检验项目
技术要求
组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀,组角成形后表面余胶要清除干净
门窗组装
核对装配方向、型材拼接方向
窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理
检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
3、门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等。
检验: 校队: 日期:
铝合金门窗组角工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、组角时组角胶涂抹于角码切割断面两边,型材断面要涂抹同色硅酮密封胶在拼接端面,要全涂并涂抹均匀。
部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±
门窗在加装中梃前,在中梃加装位置先划基准线,划线时应充分考虑型材壁厚、角铝位置、角铝方向等
门窗组角
≤2000mm 误差±
>2000mm 误差±
对角线之差≤±
相邻构件平面高度差≤
实测结果
结论
下料
长度≤±
端面与侧面不垂直度≤
角度±°
水槽孔
平开窗应在下方距滑撑对角的内角100mm开水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm
锁孔
五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能,以使用灵活,使用不变形为宜
端铣
各型材端部铣及端部拼装缺应根据所配型材尺寸铣缺其误差为±,其端铣面应无飞边、毛刺
拼接处平面高低误差小于,拼接处间隙小于
五金件安装
应位置正确,牢固齐全,开启灵活,便于更换
玻璃安装
推拉扇打胶前对窗扇对角线、压线进行检查;玻璃胶要求粗细均匀,外形美观;无断胶、脱胶、气泡等现象
检验: 校队: 日期:
铝合金门窗下料工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
检验: 校队: 日期:
铝合金门窗端铣工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
根据所配型材尺寸铣缺其误差为±,其端铣面应无飞边、毛刺。
2、部分门窗在组装时需对与之配合型材做铣缺处理,铣缺位置按标注位置允许误差为±,其铣缺尺寸大小应根据与之配合型材断面尺寸允许误差为±。
>2000mm 误差±
对角线尺寸
≤
门窗框、门窗扇相邻件
装配间隙
≤
相邻构件同一平面度
≤
门窗框、门窗扇搭接量
窗:b±1mm
门:b±2mm
五金件安装
五金件安装位置应正确,数量齐全,安装牢固,开关灵活,便于更换,质量符合标准要求
密封条、毛条装配
装配应均匀、牢固,接口严密,无脱槽、收缩、虚压等现象
压线装配
装配应牢固,高低差≤,长度差≤,不得在一边使用两根压线
检验: 校队: 日期:
5、检查组角内角、中梃拼接接角处是否勾胶,并密实。装配滑撑前,必须先对滑撑位置的内角先勾胶再上滑撑。
6、检查Z梃与边框断开拼接处是否采取加固措施并牢固。构件间连接应牢固,紧固件不应直接固定在隔热材料上。
检验: 校队: 日期:
铝合金门窗玻璃装配工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
存在问题
解决方法
按图纸要求,对水槽孔(锁孔)进行检验:
1、水槽孔加工:平开窗应在下方距滑撑对角的内角100mm开水槽缺,长度为8mm—10mm;推拉窗水槽孔加工距端部230±3mm。
2、五金配件安装处开孔以五金配件尺寸规格为准,考虑实际使用功能,以使用灵活,使用不变形为宜。
3、滑撑位置端铣面应平整,其长度应比滑撑5mm。
抽检数量
实测结果
合格数量
存在问题
解决方法
1、压座、压线的长度应合适,其长度误差小于等于,高低差小于等于。
2、在玻璃打胶前对窗扇对角线、压线进行检查,压线碰头处是否严密,是否有松动和高低差,对角线误差是否过大,发现有以上现象应立即进行处理。
3、玻璃胶要求粗细均匀,外形美观,胶体在7—8mm之间,注胶厚度不应小于3mm,在打胶中无断胶、脱胶、气泡等现象;因铝合金门窗为双面打胶,要求先打面需干透后方可对另一面打胶。
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量
存在问题
解决方法
1、核对装配方向、型材拼接方向。
2、内外插件要紧固,无松动现象
3、窗框拼装时端面需做防水处理,如平开窗拼接时端面需抹胶(榫头位胶不透光为宜);推拉窗在拼装前预加防水垫片,紧固后对多余可见防水片做切割处理。
4、拼接处平面高低误差小于,拼接处间隙小于。
工程名称
数量
规格型号
检验项目
技术要求
实测结果
型材壁厚
窗可视面≥;门可视面
外观
可视面应平滑,无色差、裂纹、气泡、无影响外观的擦划伤,无铝屑、毛刺,连接处不应有外溢的胶粘剂
排水通畅
应有排水通道,规格应符合要求
中梃连接
处和拼接处的密封
密封胶缝应连续、平滑;各连接部位应做防水处理
门窗外形尺寸
≤2000mm 误差±
2、窗框同一平面度误差小于,两相邻组角型材无错位现象。
3、组角成形后表面余胶要清除干净,根据规格进行分类堆放整齐,并用软质材料垫衬,防止表面擦伤。组角两小时后待组角胶凝固后才能移交下工序。
4、≤2000mm 误差±;>2000m误差±;对角线之差≤±。
检验: 校队: 日期:
铝合金门窗组装工序质检记录表
实测结果
合格数量
存在问题
解决方法
按图纸要求,对下料尺寸进行检验:
1、下料尺寸误差:
长度误差:L<±;
角度误差Q<±;
截面垂直度误差:±
2、下料端面应平整,无毛刺。
检验: 校队: 日期:
铝合金门窗水槽孔(锁孔)工序质检记录表
抽检时间
抽检材料名称、规格
首检
工序检验
检验标准(项目)
抽检数量
实测结果
合格数量