钢结构制作(安装)焊接工程检验批质量验收记录表(模板)
工程验收套表钢结构验收表格
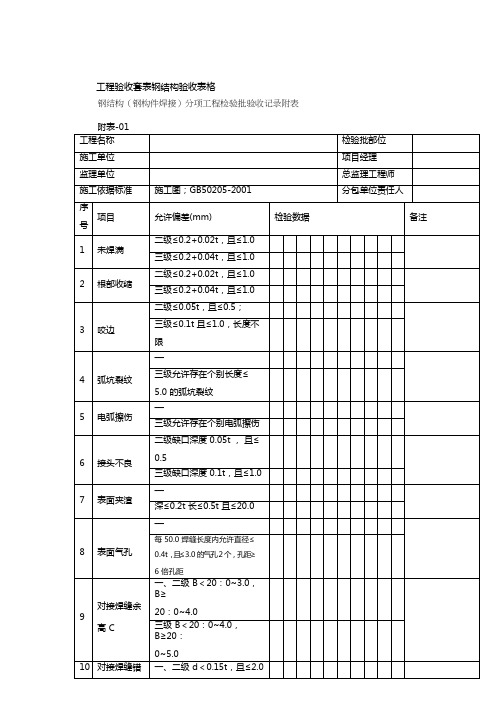
工程验收套表钢结构验收表格钢结构(钢构件焊接)分项工程检验批验收记录附表(一)(二)钢结构(零件及部件加工)分项工程检验批验收记录附表(二)附表-06附表-09钢结构(构件组装)分项工程检验批验收记录附表(五)附表-11附表-12(一)钢结构(单层结构安装)分项工程检验批质量验收记录附表(二)钢结构(单层构件安装)分项工程检验批质量验收记录附表(三)(四)(五)钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(一)表(二)附表-20钢结构(多层及高层结构安装)分项工程检验批质量验收记录附表(三)附表-21钢结构(多层及高层构件安装)分项工程检验批质量验收记录附表(四)附表-22附表-23附表-24钢结构(单层结构安装)分项工程检验批质量验收记录钢结构(零件及部件加工)分项工程检验批质量验收记录钢结构(构件组装)分项工程检验批质量验收记录钢结构(防腐涂料涂装)分项工程检验批质量验收记录开工日期:分部工程验收记录分项工程质量验收记录表说明:1.高强度螺栓扭矩系数取 K=0.13;2.初拧和复拧应在当天内完成;3.对于大型节点应分初拧、复拧和终拧,复拧扭矩等于初拧扭矩;4.扭矩的检查应在终拧 1h 以后、24 小时以内完成。
扭矩检查时,应将螺母退回30°~50°,再拧至原位置测定扭矩,该扭矩与检查扭矩的偏差应在检查扭矩的±10%以内。
设计:校对:审核:施工技术交底单年月日工程材料/构配件/设备报审表致:(监理单位)我方于年月日进场的工程材料/构配件/设备数量如下(见附件)。
现将质量证明文件及自检结果报上,拟用于下述部位:高强度螺栓网架检测记录记录施工记录-02。
钢结构(零件及部件加工)分项工程检验批质量验收记录
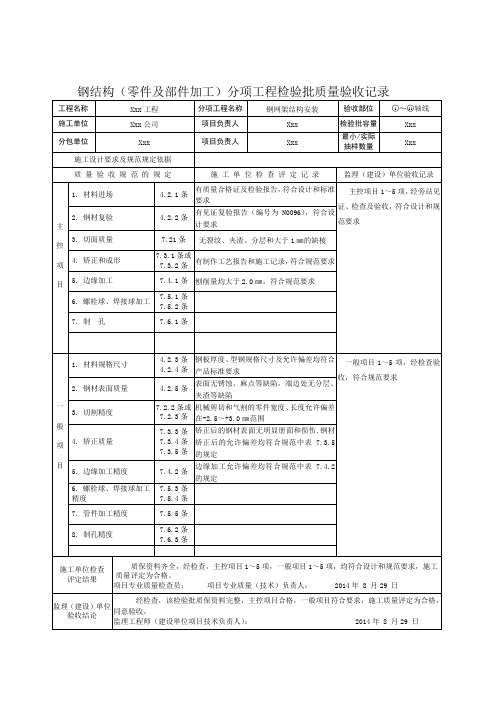
SG—T066填写说明一、本表适用于钢结构(零件及部件加工)分项工程检验批质量的检查验收记录.钢零件及部件加工工程,可按相应的钢结构制作工程或钢结构安装工程检验批的划分原则划分为一个或若干个检验批。
二、主控项目中:1.钢材、钢铸件的品种、规格、性能等应符合产品标准和设计要求;进口钢材产品的质量应符合设计要求和合同规定标准的要求。
2.国外进口钢材;钢材混批;板厚≥40mm,且设计有Z向性能要求的厚板;建筑结构安全为一级,大跨度钢结构中主要受力构件所采用的钢材;设计有复验要求的钢材;对质量有疑义的钢材等均应进行抽样复验,其复验结果应符合产品标准和设计要求。
3.钢材切割面或剪切面应无裂纹、夹渣、分层和大于1mm的缺棱。
4.碳素结构钢在环境温度低于±16℃,低合金结构钢在环境温度低于-12℃时,不应进行冷矫正和冷弯曲。
碳素结构钢和低合金结构钢在加热矫正时,加热温度不应>900℃。
低合金结构钢在加热矫正后应自然冷却。
零件采用热加工成形时,加热温度应控制在900℃~1000℃;碳素结构钢和低合金结构钢在温度分别下降至700℃和80O℃之前,应结束加工;低含金结构钢应自然冷却。
5.气割或机械剪切的零件,需要进行边缘加工时,其刨削量不应小于2.0mm。
6.螺栓球成形后,不应有裂纹、褶皱、过烧。
钢板压成半球后,表面不应有裂纹褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
7.A、B级螺栓孔应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。
其孔径的允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25 μm,其允许偏差应符合表7.6.1-1的规定。
C级螺栓孔,孔壁表面粗糙度Ra不应大于25μm,其允许偏差应符合表7.6.1-1的规定。
三、一般项目中:1.钢材厚度和型钢的规格尺寸以及允许偏差应符合其产品设计标准的要求。
2.钢材的表面外观质量应符合国家有关标准的规定,且应符合下列规定:①当钢材的表面有锈蚀、庥点或划痕等缺陷,其深度不得大于该钢材厚度负允许偏差值的1/2;②钢材表面的锈蚀等级应符合GB8923《涂装前钢材表面锈蚀等级和除锈等级》规定的C级及C级以上;③钢材端边或断口处不应有分层、夹渣等缺陷。
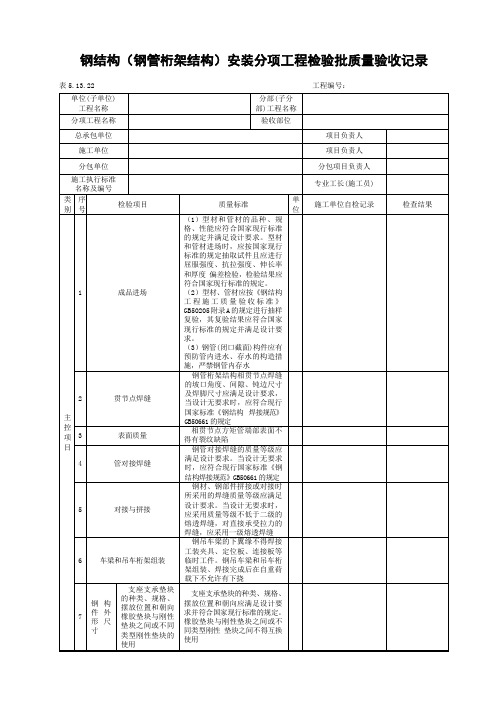
钢结构(钢管桁架结构)安装分项工程检验批质量验收记录
验收部位
类别
序号
检验项目
质量标准
单位
施工单位自检记录
检查结果
一般项目
4
矫正和成型
钢板、型钢冷矫正的最小曲率半径和最大弯曲矢高
钢板扁钢
x-x
最小曲率半径r
0t
mm
最大弯曲矢高f
32/400t
y-y(仅对扁钢轴线)
最小曲率半径r
00b
最大弯曲矢高f
32/800b
角钢
x-x
最小曲率半径r
0b
最大弯曲矢高f
32/720b
槽钢
x-x
最小曲率半径r
50h2
最大弯曲矢高f
l32/400h2
y-y
最小曲率半径r
90b
最大弯曲矢高f
l32/720b
工字钢、H型钢
x-x
最小曲率半径r
50h2
最大弯曲矢高f
32/400h2
y-y
最小曲率半径r
0b
最大弯曲矢高f
32/400b
板材和型材的冷弯成型最小曲率半径
热轧钢板
钢板卷压成钢管
型材、管材的表面外观质量除应符合国家现行标准的规定外,尚应符合下列规定:
(1)当钢板的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度允许负偏差值的1/2,且不应大于0.5mm。
(2)钢板表面的锈蚀等级应符合现行国家标准《涂覆涂料前钢材表面处理表面清洁度的目视评定第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级》GB/T8923.1规定的C级及C级以上等级。
验收部位
类别
序号
检验项目
质量标准
单位
钢结构焊钉(栓钉)焊接工程检验批质量验收记录(Ⅱ)
无气孔、夹渣、裂纹等缺陷
咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ≤5℃
施工 单位 检查 结果
施工班组长: 专业施工员: 项目专业质检员:
年月日
监理 (建设)
单位 验收 专业监理工程师: 结论 (建设单位项目专业技术负责
人)
年月日
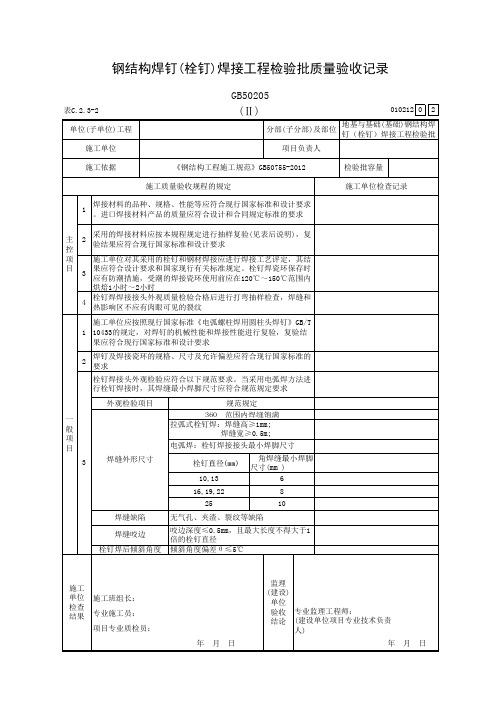
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
表C.2.3-2 单位(子单位)工程 施工单位
GB50205
(Ⅱ)
010212 0 2
分部(子分部)及部位
地基与基础(基础)钢结构焊 钉(栓钉)焊接工程检验批
项目负责人
施工依据
《钢结构工程施工规范》GB50755-2012
施工质量验收规程的规定
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
烘焙1小时~2小时
4
栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 热影响区不应有肉眼可见的裂纹
施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结
果应符合现行国家标准和设计要求
2
焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求
栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求
外观检验项目
规范规定
一 般 项 目
3
拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m;
电弧焊:栓钉焊接接头最小焊脚尺寸
焊缝外形尺寸
10,13 16,19,22
尺寸(mm ) 6 8
钢结构检验批验收记录表(全)
2
钢材表面质量
第7.2.5条
10/12
抽查12处,合格12处
100%
3
切割精度
第7.2.2条
第7.2.3条
全/10
抽查10处,合格10处
100%
4
矫正质量
第7.3.3条
第7.3.4条
第7.3.5条
10/10
抽查10处,合格10处
100%
5
边缘加工精度
第7.2.4条
10/10
抽查10处,合格10处
/
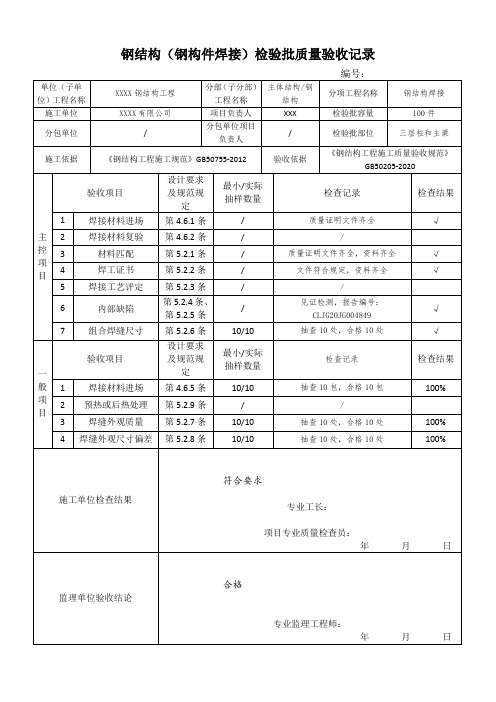
检验批部位
1轴~10轴
施工依据
《钢结构工程施工规范》GB50755-2012
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
基础验收
第10.2.1条、
第10.2.2条、
第10.2.3条、
第10.2.4条
10/10
抽查10处,合格10处
验收依据
《钢结构工程施工质量验收规范》GB50205-2020
主控项目
验收项目
设计要求及规范规定
最小/实际
抽样数量
检查记录
检查结果
1
焊接材料进场
第4.6.1条
/
质量证明文件齐全
√
2
焊接材料复验
第4.6.2条
/
/
3
材料匹配
第5.2.1条
/
质量证明文件齐全,资料齐全
√
4
焊工证书
第5.2.2条
/
文件符合规定,资料齐全
新表_钢结构检验批(完整资料).doc

表G4-27
墙架、檩条、支撑系统钢构件外形尺寸检验批质量验收记录
392
表G4-28
钢平台、钢梯和防护栏杆外形尺寸检验批质量验收记录
393
表G4-29
钢构件预拼装检验批质量验收记录
394
表G4-30
单层钢结构基础和支承面安装检验批质量验收记录
395
表G4-31
单层钢结构钢屋架、桁架、梁、钢柱等安装和校正检验批质量验收记录
315
表G1-8
振冲地基质量验收记录
316
表G1-9
高压喷射注浆地基质量验收记录
317
表G1-10
水泥土搅拌桩地基质量验收记录
318
表G1-11
土和灰土挤密桩复合地基质量验收记录
319
表G1-12
水泥粉煤灰碎石桩复合地基质量验收记录
320
表G1-13
夯实水泥土桩复合地基质量验收记录
321
表G1-14
356
表G3-11
预应力灌浆及封锚检验批质量验收记录
357
表G3-12
混凝土原材料检配合比设计检验批质量验收记录
359
表G3-14
混凝土施工检验批质量验收记录
360
表G3-15
现浇结构外观质量与尺寸允许偏差检验批质量验收记录
361
表G3-16
混凝土设备基础尺寸允许偏差检验批质量验收记录
配筋砌体工程检验批质量验收记录
345
表G2-5
填充墙砌体工程检验批质量验收记录
346
3.混凝土结构工程
施工质量验收规范(GB50204—2002,
2011年版)
表G3-1
现浇结构模板安装检验批质量验收记录
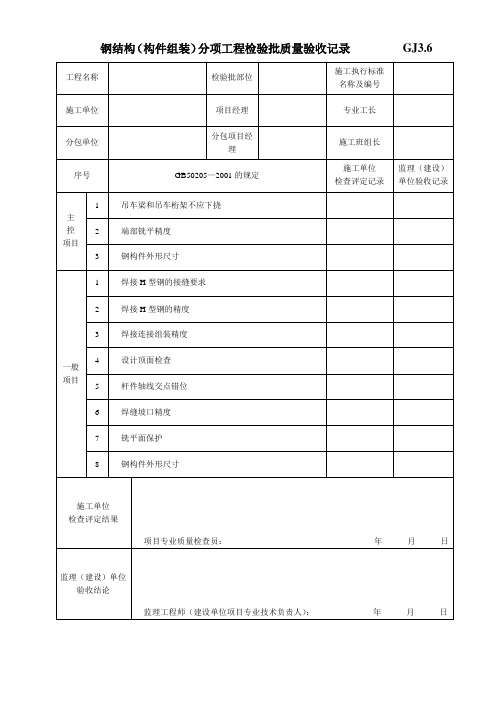
钢结构(构件组装)分项工程检验批质量验收记录
非连接处
±4.0
7
翼缘对腹板的
垂直度
连接处
1.5
其他处
B/100,且不
应大于5.0
8
柱腿底板平面度
5.0
9
柱脚螺栓孔中心对柱轴线的距离
3.0
项次
项目
允许偏差(mm)
1
一节柱高度H
±3.0
2
两端最外侧安装孔距离L3
±2.0
3
铣平面到第一个安装孔距离a
±1.0
4
柱身弯曲矢高f
H/1500,且不
应大于5.0
h>1000
±4.0
2
截面宽度b
±3.0
3
腹板中心偏移
2.0
4
翼缘板垂直度△
B/100,
且不应大于3.0
5
弯曲矢高(受牙构件除外)
L/1000,
且不应大于10.0
6
扭曲
H/250,
且不应大于5.0
7
腹板局部
平面度f
t<14
3.0
t≥14
2.0
焊接连接制作组装
项次
项目
允许偏差(mm)
1
对口错边△
T/10,
工程名称:检验批部位:
主
控
项
目
内容
施工单位记录
监理验收
端部铣平
项次
项目
允许偏差(mm)
1
两端铣平时构件长度
±2.0
2
两端铣平时零件长度
±0.5
3
铣平面的平面度
0.3
4
铣平面对轴县的垂直度
L/1500
钢结构外形尺寸
项次
最新版 钢结构(零件及部件加工)分项工程检验批质量验收记录(范例)
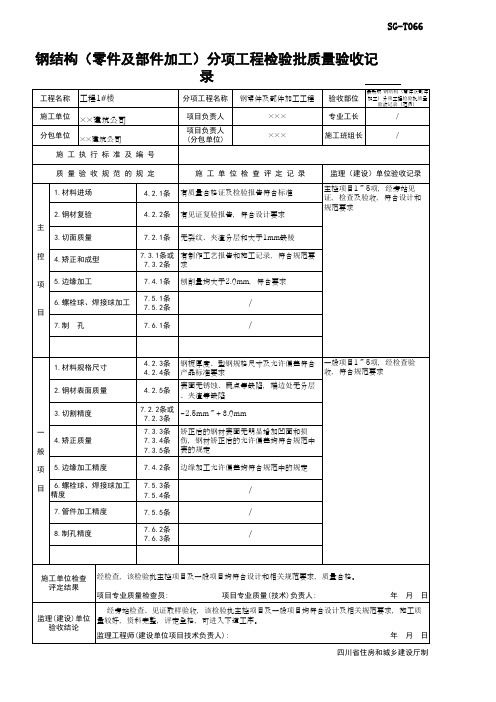
4.2.4条 产品标准要求
收,符合规范要求
4.2.5条
表面无锈蚀、麻点等缺陷,端边处无分层 、夹渣等缺陷
7.2.2条或 7.2.3条
-2.5mm~+3.0mm
7.3.3条 矫正后的钢材表面无明显增加凹面和损 7.3.4条 伤,钢材矫正后的允许偏差均符合规范中 7.3.5条 表的规定
项 5.边缘加工精度 目 6.螺栓球、焊接球加工
精度
7.4.2条 边缘加工允许偏差均符合规范中的规定
7.5.3条 7.5.4条
/ห้องสมุดไป่ตู้
7.管件加工精度
7.5.5条
/
8.制孔精度
7.6.2条 7.6.3条
/
施工单位检查 评定结果
经检查,该检验批主控项目及一般项目均符合设计和相关规范要求,质量合格。
项目专业质量检查员:
项目专业质量(技术)负责人:
年月日
经旁站检查、见证取样验收,该检验批主控项目及一般项目均符合设计及相关规范要求,施工质
SG-T066
钢结构(零件及部件加工)分项工程检验批质量验收记 录
工程名称 工程1#楼 施工单位 ××建筑公司 分包单位 ××建筑公司
施工执行标准及编号
分项工程名称
项目负责人 项目负责人 (分包单位)
钢零件及部件加工工程 ××× ×××
验收部位 专业工长
最新版 钢结构(零件及部件 加工)分项工程检验批质量
控 4.矫正和成型
7.3.1条或 有制作工艺报告和施工记录,符合规范要 7.3.2条 求
项 5.边缘加工
6.螺栓球、焊接球加工 目
7.制 孔
7.4.1条 刨削量均大于2.0mm,符合要求
7.5.1条 7.5.2条
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205—2001
010901□□□
说明
010901
(Ⅰ)(主控) 020401 主控项目:
1.检查数量:全数检查。
检验方法:检查产品的质量合格证明文件,中文标志及检验报告.
2。
全数检查。
检查复验报告。
3。
全数检查。
检查质量证明书和烘焙记录和材料用量证明。
4.全数检查。
检查焊工合格证及其认可范围,有效期。
5.全数检查。
检查焊接工艺评定报告。
6.全数检查.检查超声波或射线探伤记录。
7.资料全数检查;同类焊缝抽查10%,且不应少于3条。
观察检查,用焊缝量规抽查测量.见图5。
2.5。
8。
每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%且不应少于1条,每条检查1处,总抽查数不应少于10处.观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查.
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205—2001
010901□□
说明
010901
(Ⅰ)(一般) 020401 一般项目:
1。
按量抽查1%,且不应少于10包.观察检查。
2。
全数检查。
检查预、后热施工记录和工艺试验报告。
3。
检查数量同主控项目第8条。
观察检查或使用放大镜、焊缝量规和钢尺检查。
见附录A。
0.1表。
4。
检查数量同主控项目第8条.用焊缝量规检查。
注:B指焊缝宽度h f>8.0mm的角焊缝其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。
见附录A。
0。
1-2表.
5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。
6。
检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量各抽查5%,总抽查处不应少于5处.观察检查.
注:t为连接处较薄的板厚。