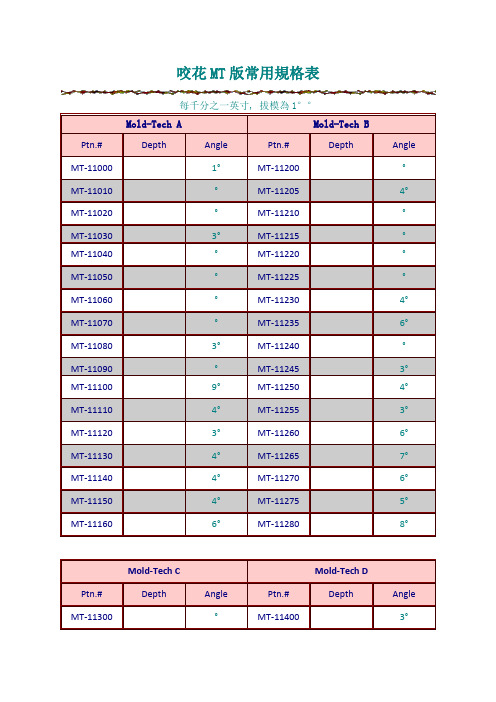
模德晒纹与脱模角对应表
第2章 模具晒纹注意事项

模具表面晒纹/EDM纹/喷砂知识第二节模具晒纹注意事项塑料模具表面咬花的需求,最近几年一直不断的提高,因此,模具加工的最后一道工作是咬花而不是抛光。
这个作业,使得产品表面更吸引人,更容易握持,对于镜面状况容易受到刮伤及损坏的情形,有补偿的作用。
咬花面的效果,不仅与咬花的型号选择与咬花技术有关,也与钢材选用、模具加工的过程控制及各加工工序的次序合理安排、注塑工艺、模具维护等有关。
一、晒纹模具设计注意事项:1.模具在设计前期确认是否需要蚀纹如需要蚀纹,在模具设计时,就需要将脱模角度计算在内。
皮纹处理产品的外观面脱模角度设计原则,参考下表:◆带皮纹、喷砂、火花纹、镜面等外观处理的产品,脱模斜度应尽量加大,具体角度视皮纹深度而定。
◆对于皮纹深度小于10um的,脱模角度可以选择≥2°;皮纹深度每增加8~10um,脱模角度增加1°。
◆对于梨地皮纹(包括喷砂纹)深度每增加5~7um,脱模角度增加1°。
◆有些产品侧壁要求较小的脱模角度,但皮纹深度又深,为保证产品外观质量,应通过特殊模具结构实现,如滑块结构。
皮纹深度um10 15 25 35 40 45 50 55 65 80 100 110≥脱模角度° 2 2.5 3.5 4.5 5 5.5 6 6 7 9 11 122.确保所有碰穿位有准确的画线;有条件的情况下在模具加工初期将PL界线用CNC机加工在模具上。
如前期无法做到,后续在模具发往蚀纹前也要将PL界线用CNC机加工在模具上划出,若蚀纹厂无法精确划线,后续出现问题不易修理。
3.如果模具有许多不同组件,必须使用相同花样、相同材料、相同滚轧方向、最好是同一块钢材。
4.对特殊区域的特殊要求(分模线、边距、渐变等);留0.3~1mm的边距,毛边出现的机会大大降低。
5.蚀纹空间问题:◆模具结构较窄,可视面积较小,蚀纹手工操作无法下手,在蚀纹选择上面要做特别讨论,如汽车格栅筋条类,面窄、深度高,在模具上反映出来无法手工将纹路铺印到整个筋位面,只能建议做喷砂细纹路或做火花纹;此类产品也是容易出现拉花,蚀纹的深度尽可能地控制浅些。
晒纹斜度对照表

纹号蚀纹深度出模斜度抛光要求标准研磨 NO.13-6 um1°以上镜面妮红研磨 NO.23-5 um1°以上镜面妮红研磨 NO.32-5 um1°以上镜面妮红研磨 NO.43-6 um1°以上800-1000#妮红研磨 NO.54-6 um1°以上800-1000#妮红研磨 NO.66-8 um 1.5°以上800-1000#妮红研磨 NO.78-11 um 1.5°以上600-800#妮红研磨 NO.89-12 um2°以上600-800#妮红研磨 NO.913-15 um 2.5°以上600-800#妮红研磨 NO.1015-18 um 2.5°以上400-600#妮红研磨 NO.1124-29 um3-4°400-600#妮红研磨 NO.1231-36 um4-5°400-600#妮红犁地 NO.113-18 um2°以上600#妮红犁地 NO.215-20 um 2.5°以上400#妮红犁地 NO.317-21 um3°以上400#妮红犁地 NO.419-23 um 3.5°以上320-400#妮红犁地 NO.525-30 um4°以上320-400#妮红犁地 NO.630-35 um5°以上320-400#妮红犁地 NO.745-50 um6°以上320#妮红犁地 NO.864-69 um 6.5°以上320#妮红犁地 NO.968-73 um7°以上320#妮红HN 2013-15um 2.5°以上600#妮红HN 2115-18um 2.5°以上400-600#妮红HN 2224-29um3°-4°以上320-400#妮红HN 2331-36um4°-5°以上320#妮红HN 2418-23um3°以上320#妮红HN 2522-27um 3.5°以上320#妮红HN 2627-32um4°以上320#妮红HN 2738-43um 4.5°以上320#妮红HN 2842-47um5°-6°320#妮红HN 2947-52um5°-6°320#妮红HN 3070-75um8°以上320#妮红HN 3175-80um9°以上320#妮红HN 10003-5um1°以上600-800#妮红HN 10014-6um1°以上600-800#妮红HN 10028-11um 1.5°以上600-800#妮红HN 10033-6um1°以上600-800#妮红HN 10044-6um 1.5°以上600-800#妮红HN 10055-8um 1.5°以上600-800#妮红HN 10069-12um2°以上400-600#妮红HN 100713-15um 2.5°以上400-600#妮红HN 100815-18um 2.5°以上400-600#妮红HN 10096-9um 1.5°以上400-600#妮红HN 101114-19um3°以上400-600#妮红HN 101224-29um3°-4°320-400#妮红HN 101335-40um4°-5°320-400#妮红HN 101447-52um5°-6°320-400#妮红HN 101521-26um3°-4°320-400#妮红HN 101636-41um4°-5°320#妮红HN 101745-50um5°-6°320#妮红HN 20008-12um2°以上600#妮红HN 200114-19um3°以上600#妮红HN 200223-28um 3.5°以上400#妮红HN 200336-41um4°以上400#妮红HN 200450-55um 5.5°以上400#妮红HN 200566-71um7°以上400#妮红HN 200671-76um8°以上400#妮红HN 200760-65um7°以上400#妮红HN 200865-70um7.5°以上400#妮红HN 200934-39um4°以上400#妮红HN 201025-45um3°以上400#妮红HN 201120-25um3°以上400#妮红HN 201226-31um 3.5°以上400#妮红HN 201331-36um 3.5°以上400#妮红HN 201419-24um3°以上400#妮红HN 201525-30um4°以上400#妮红HN 201637-42um 4.5°以上400#妮红HN 201742-47um 4.5°以上400#妮红HN 201856-61um6°以上400#妮红HN 201986-90um9°以上400#妮红HN 202015-20um3°以上400#妮红HN 202121-26um 3.5°以上400#妮红HN 202227-32um 3.5°以上400#妮红HN 202336-41um4°以上400#妮红HN 202454-59um 6.5°以上400#妮红HN 202566-71um7.5°以上400#妮红HN 202684-89um9°以上400#妮红HN 30006-8um 1.5°以上800-1000#妮红HN 30018-11um 1.5°以上600-800#妮红HN 30029-12um2°以上600-800#妮红HN 300313-15um 2.5°600-800#妮红HN 300415-18um 2.5°400-600#妮红HN 300517-22um3°400-600#妮红HN 300624-29um3°-4°400-600#妮红HN 30076-10um 1.5°600-800#妮红HN 30089-14um2°400-600#妮红HN 300913-18um 2.5°400-600#妮红HN 301120-25um3°400-600#妮红HN 301224-29um 3.5°400-600#妮红HN 301331-36um 3.5°400-600#妮红蚀纹型号蚀纹深度 in/mm最小出模斜度机器抛光标准MT-110000.0004″ 0.011°模德MT-110100.001″ 0.0251.5°模德MT-110200.0015″ 0.04 2.5°模德MT-110300.002″ 0.053°模德MT-110400.003″ 0.0754.5°模德MT-110500.0045″ 0.116.5°模德MT-110600.003″ 0.0754.5°模德MT-110700.003″ 0.0754.5°模德MT-110800.002″ 0.053°模德MT-110900.0035″ 0.095.5°模德MT-111000.006″ 0.159°模德MT-111100.0025″ 0.064°模德MT-111200.002″ 0.053°模德MT-111300.0025″ 0.064°模德MT-111400.0025″ 0.064°模德MT-111500.00275″0.074°模德MT-111600.004″ 0.106°模德蚀纹型号蚀纹深度出模斜度抛光要求标准MT-1100010um1°800#模德MT-1101025um 2.5°800#模德MT-1102040um 3.5°600#模德MT-1103050um4°600#模德MT-1104075um6°400#模德MT-11050110um8.5°400#模德。
塑料模具各部位配合参考表

塑料模具各部位配合参考表
塑料模具各部位配合
模具粗糙度比塑件粗糙度高出1~2个等级,脱模斜度一般1°左右
P81嵌件固定用H9/f9
P94(图4-13)整体嵌入式组合凸、凹模固定面配合H7/m6或H7/n6
凹模材料T8A
P99(图4-23)型芯的固定(方式)配合:(d)图推件板与型芯的配合H7/h6
(i)图底部固定,上部配合H7/m6 P99 螺纹型芯:1、直接成型塑料制品上的螺孔Ra为0.1微米
2、固定螺母嵌件Ra为0.8微米
P100(图4-26)螺纹型芯固定:(a)H8/ h8
P125 导柱与导套的导向部分表面粗糙度要小
P126 导柱、导套与安装孔的配合H7/k6:导柱T8A、20,静Ra0.8,动Ra0.4
导套T8A、20,静、动均为Ra0.8 导柱与导套的配合H7/f7
P128斜导柱与滑块的配合[H8/ f8动],[斜导柱固定端H7/n6或H7/m6过盈]
P162 定位圈与注射机固定模板的配合H9/f9;直浇道衬套与模具配合H7/m6
直浇注系统主流道内壁粗糙度Ra小于0.4微米
P190滑块与导滑槽的配合H7/f7[首选H8/ f7]
P207 推杆与推杆孔的配合用H9/f9;配合长度L=(1.5~2)d,通常不小于12㎜
P210 推件板与型心
P212 无导向机构的复位杆与动模板配合H7/f9。
晒纹斜度对照表教学文案

纹号蚀纹深度出模斜度抛光要求标准研磨 NO.13-6 um1°以上镜面妮红研磨 NO.23-5 um1°以上镜面妮红研磨 NO.32-5 um1°以上镜面妮红研磨 NO.43-6 um1°以上800-1000#妮红研磨 NO.54-6 um1°以上800-1000#妮红研磨 NO.66-8 um 1.5°以上800-1000#妮红研磨 NO.78-11 um 1.5°以上600-800#妮红研磨 NO.89-12 um2°以上600-800#妮红研磨 NO.913-15 um 2.5°以上600-800#妮红研磨 NO.1015-18 um 2.5°以上400-600#妮红研磨 NO.1124-29 um3-4°400-600#妮红研磨 NO.1231-36 um4-5°400-600#妮红犁地 NO.113-18 um2°以上600#妮红犁地 NO.215-20 um 2.5°以上400#妮红犁地 NO.317-21 um3°以上400#妮红犁地 NO.419-23 um 3.5°以上320-400#妮红犁地 NO.525-30 um4°以上320-400#妮红犁地 NO.630-35 um5°以上320-400#妮红犁地 NO.745-50 um6°以上320#妮红犁地 NO.864-69 um 6.5°以上320#妮红犁地 NO.968-73 um7°以上320#妮红HN 2013-15um 2.5°以上600#妮红HN 2115-18um 2.5°以上400-600#妮红HN 2224-29um3°-4°以上320-400#妮红HN 2331-36um4°-5°以上320#妮红HN 2418-23um3°以上320#妮红HN 2522-27um 3.5°以上320#妮红HN 2627-32um4°以上320#妮红HN 2738-43um 4.5°以上320#妮红HN 2842-47um5°-6°320#妮红HN 2947-52um5°-6°320#妮红HN 3070-75um8°以上320#妮红HN 3175-80um9°以上320#妮红HN 10003-5um1°以上600-800#妮红HN 10014-6um1°以上600-800#妮红HN 10028-11um 1.5°以上600-800#妮红HN 10033-6um1°以上600-800#妮红HN 10044-6um 1.5°以上600-800#妮红HN 10055-8um 1.5°以上600-800#妮红HN 10069-12um2°以上400-600#妮红HN 100713-15um 2.5°以上400-600#妮红HN 100815-18um 2.5°以上400-600#妮红HN 10096-9um 1.5°以上400-600#妮红HN 101114-19um3°以上400-600#妮红HN 101224-29um3°-4°320-400#妮红HN 101335-40um4°-5°320-400#妮红HN 101447-52um5°-6°320-400#妮红HN 101521-26um3°-4°320-400#妮红HN 101636-41um4°-5°320#妮红HN 101745-50um5°-6°320#妮红HN 20008-12um2°以上600#妮红HN 200114-19um3°以上600#妮红HN 200223-28um 3.5°以上400#妮红HN 200336-41um4°以上400#妮红HN 200450-55um 5.5°以上400#妮红HN 200566-71um7°以上400#妮红HN 200671-76um8°以上400#妮红HN 200760-65um7°以上400#妮红HN 200865-70um7.5°以上400#妮红HN 200934-39um4°以上400#妮红HN 201025-45um3°以上400#妮红HN 201120-25um3°以上400#妮红HN 201226-31um 3.5°以上400#妮红HN 201331-36um 3.5°以上400#妮红HN 201419-24um3°以上400#妮红HN 201525-30um4°以上400#妮红HN 201637-42um 4.5°以上400#妮红HN 201742-47um 4.5°以上400#妮红HN 201856-61um6°以上400#妮红HN 201986-90um9°以上400#妮红HN 202015-20um3°以上400#妮红HN 202121-26um 3.5°以上400#妮红HN 202227-32um 3.5°以上400#妮红HN 202336-41um4°以上400#妮红HN 202454-59um 6.5°以上400#妮红HN 202566-71um7.5°以上400#妮红HN 202684-89um9°以上400#妮红HN 30006-8um 1.5°以上800-1000#妮红HN 30018-11um 1.5°以上600-800#妮红HN 30029-12um2°以上600-800#妮红HN 300313-15um 2.5°600-800#妮红HN 300415-18um 2.5°400-600#妮红HN 300517-22um3°400-600#妮红HN 300624-29um3°-4°400-600#妮红HN 30076-10um 1.5°600-800#妮红HN 30089-14um2°400-600#妮红HN 300913-18um 2.5°400-600#妮红HN 301120-25um3°400-600#妮红HN 301224-29um 3.5°400-600#妮红HN 301331-36um 3.5°400-600#妮红蚀纹型号蚀纹深度 in/mm最小出模斜度机器抛光标准MT-110000.0004″ 0.011°模德MT-110100.001″ 0.0251.5°模德MT-110200.0015″ 0.04 2.5°模德MT-110300.002″ 0.053°模德MT-110400.003″ 0.0754.5°模德MT-110500.0045″ 0.116.5°模德MT-110600.003″ 0.0754.5°模德MT-110700.003″ 0.0754.5°模德MT-110800.002″ 0.053°模德MT-110900.0035″ 0.095.5°模德MT-111000.006″ 0.159°模德MT-111100.0025″ 0.064°模德MT-111200.002″ 0.053°模德MT-111300.0025″ 0.064°模德MT-111400.0025″ 0.064°模德MT-111500.00275″0.074°模德MT-111600.004″ 0.106°模德蚀纹型号蚀纹深度出模斜度抛光要求标准MT-1100010um1°800#模德MT-1101025um 2.5°800#模德MT-1102040um 3.5°600#模德MT-1103050um4°600#模德MT-1104075um6°400#模德MT-11050110um8.5°400#模德。
蚀纹前注意事项及常见纹路拔模角度

蚀纹前注意事项及常见纹路拔模角度温馨提示:您的前期工作是否到位,直接影响蚀纹工作的顺利进展。
一、模具蚀纹报价注意事项:1、请将模具或产品3D图蚀纹区域染色后截图做成PPT。
2、提供纹理编号、模具材质、模具穴数、产品尺寸。
3、蚀纹面是否有镶件、行位、斜顶等辅助成型部件?如果有,请提供图片并注明数量。
4、如果是汽车项目,请提供项目编号或车型。
5、模德根据贵司提供的信息,进行估价。
正式报价单需等模具到达模德并药检后提供给贵司。
药检后,发现蚀纹区域有严重火花、烧焊等大问题,正式报价价格可能会比前期估价偏高;如果实际模具大小、结构与前期报价资料一致,且药检后未发现大问题,正式报价与前期估价基本一致。
二、欲蚀纹模具递送模德前须注意:1.模具试模样件是否已经OK?如果NG,请修模改善至OK。
2.蚀纹面是否有残留火花纹、省模线、刀割线尚未省干净?如果未省干净,请继续省模到位。
3.蚀纹面是否有碰穿位?如果有,请务必作划线处理。
4.蚀纹面是否有烧焊?如果有,请将烧焊部件进行整体回火处理,如果部件太大,须局部回火。
(注意:焊条材质请选用与模芯同样的材质)5.请再次确认纹理编号、蚀纹区域是否已经确定无误。
6.请确认关键部位出模角度是否足够?如出模角度偏小,请事先知会我司,以便我司将纹理浅化处理,以免出模拉伤。
7.请在试模样件上画好蚀纹区域并标明蚀纹编号,连同模芯一起递送至我司,部件递送地址如下。
感谢您的耐心配合,我们将在最短的时间内,做好蚀纹工作,并及时通知贵司提货。
模德模具(东莞)有限公司东莞市清溪镇厦坭村江背路8号2012/6/15常见纹路深度及拔模角度。
模具设计时拔模角度的设置

模具设计时拔模角度的设置討論拔模角度讨论一下拔摸斜度.请发表鬲见.多大的产品需要多大的拔摸斜度。
请大家举例说明。
拔模斜度和产品的深度有关系•看你要达到什么目的r.而且对于产品外观的拔換斜度和产品的表而处理有关系•相同的深度,表面咬花需婆的拔換斜度比光面要大.而BOSS柱和加强肋就不是要求很严,以容易脱模和不缩水为原则.我们外形一般用「2度左右以下是我的经验值:电视产品缺省的斜度是1M0,前壳为1・5度(我刚做了一个2度的)。
后盖伙I为牵扯到皮纹.如果深度不大(小于30电米).一般不等小于3度。
深度较大,一般不小于6、8度°至干有什么理论公式,还请版主赐教這個話題剛好我在別的論壇上發表過先轉貼過來了:「拔模角」這個問題對機構人貝來說.是個非常重要的課題•什麼悄況要畫拔模斜度?什麼情況不需要斜度?外覩斜度要多少?補強肋,螺绦駐斜度要多少?真的都需要經釀.及和模具設計人貝討論對機構人貝來說•不要畫拔模角是最好的因為在畫所有的結構時,榇尺寸的金考只有「一條線」加了斜度後.正式岡看起來就有『二條線」萬一選錯條•以後就麻煩「(有經驗的人應該聽的懂吧!)供一下個人的經驗:拔模斜度可以在所有的結構都完成後,再來一次畫出來一方面可以避免出錯一方面可以加快軟舶運算的速度.其竇一個負責任的機構人貝.應該是要把「該有」的「所有拔模斜度」都蛋出來.如果你把這項丄作交給模具設計人貝來畫的時候•他怎麼知道你哪些地方是做「緊配合」,哪些有「間隙」?而且拔模基華面應該是以「底部」,還是「頂部」為華呢?一旦「猜錯」r,有可能成品就會有干涉了・還有有些比較商•比較深的結構是做「入子」的以及有些摞絲孔是做「套筒」的那時需不需要做斜度,那裡不需要做斜度就要跟模具人貝好好討論了「拔模斜度」這個話题還有很多可以討論的常常為了這個問題會讓模具設計人貝對機構護計人貝有很大的抱怨這個可以多聽聽版上那些模具設計人貝的心聲一般我的经验是:能不作斜度的尽址不作!原则是:1、作模具的时候容易加的!2、作大作小关系不大的!外观的如果是出模方向的,斜度一定要作!如果是行位上出的.可以作直的!一些柱子、筋等.如果不是很深也不作!需耍配合的.斜应淀耍作!斜度的大小一般根据蚀纹的型号,有具休的数值,可以査的!基木全是经验值,要考世模具的制作方法!。
产品外观面皮纹表面脱模斜度的设计要求

通知
C3P中心标准通字[2006]第106 号
为了规范表面皮纹处理的制品的脱模斜度的选择,使在设计表面皮纹处理的制品选择脱模斜度时有据可寻,避免模具脱伤。
现制定制品皮纹处理的外观面脱模斜度设计要求,产品处即日起试行。
特此通知。
附:制品皮纹处理的外观面脱模斜度设计要求
发:产品处
C3P中心
2006.05.19制品皮纹处理的外观面脱模斜度设计要求
1、皮纹处理的外观面脱模斜度设计原则
带皮纹、喷砂等外观处理的塑料件与表面镜面处理的塑料件相比脱模斜度应尽量加大,具体的视皮纹深度而定。
皮纹深度越深,脱模斜度应越大。
对于不同的皮纹图案,在选择脱模斜度时也有不同。
皮纹图案的选择由客户确定,可推荐使用公司内部的皮纹样板类型。
皮纹处理的制品的侧壁的脱模斜度可遵循下面的原则:
对于皮纹深度小于10µ的,脱模斜度可以选择≥2°;
对于皮革纹①,皮纹深度每增加8-10µ,脱模斜度增加1°;
②1°。
3、其它特殊情况
有些制品侧壁要求较小的脱模斜度,但皮纹深度较深,为了保证外观质量,应通过特殊模具结构实现,如:滑块机构。
①表面看起来像皮革一样的图案
②表面看起来像梨皮一样的图案。
模具中产品蚀纹与拔模角关系
MT1055-6
MT1127
23053
MT1238
MT1055-7
MT1526
23064
23031
昵宏咬花規格表
咬花番號
拔模斜度
平均值μ
打光程度
加工種類
HN-DS11
1°
5 ~ 7
800
噴砂咬花
HN-DS12
°
10 ~ 13
600 ~ 800
HN-DS13
2°
12 ~ 15
600 ~ 800
3°
MT-11380
6°
MT-11480
°
Plaque #6
Plaque #7
Plaque #8
Plaque #10
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
Ptn.#
Depth
MT229
MT325
MT588
MT980
MT392
MT964
MT888
MT901
MT585
MT1038
MT1028
#800
HN3002
°
7~9
#800
HN3003
°
8~11
#800
HN3004
3°
10~15
#600
HN3005
3°
16~18
#600
HN3006
°
17~20
#600
HN3007
°
7~9
#600
HN3008
2°
9~11
#600
HN3009
°
12~14