2类圆柱滚子轴承磨加工工序间技术条件
球面滚子工序间技术条件Ⅱ级

Q/LZ 六安滚动轴承有限公司标准Q/LZ 104-11-2015 ——————————————————————————————————————————————球面滚子工序间技术条件Ⅱ级2015-06-15发布 2015-06-15实施——————————————————————————————————————————————六安滚动轴承有限公司标准球面滚子工序间技术条件Q/LZ 104-11-2015 共3页第1页1. 范围本标准规定了Ⅱ级精度球面滚子各加工工序的技术条件。
本标准适用于制订球面滚子的加工工艺。
2. 引用标准CSBTS TC 98.69 滚动轴承零件球面滚子技术条件3. 符号DwV D wp△CirV D wlSDw:基准端面圆跳动4. 尺寸滚子的外形尺寸应符合图纸要求。
Q/LZ 104-11-2015 共3页第2页5. 技术要求5.1 公差5.1.1 球面滚子的车(冲压)加工公差按表1的规定。
表1 um5.1.2 球面滚子的软磨加工公差按表2的规定。
表2 um*表中数值为用60°V型铁测量时的极限值。
(下同)﹫表中数值为滚子有基准孔同一端面测量时的极限值。
(下同)5.1.3 球面滚子初、粗、细、精磨公差按表3的规定。
表3 um5.1.4 球面滚子终磨公差按表4的规定。
Q/LZ 104-11-2015 共3页第3页表4 um5.1.5 球面滚子的滚动表面的形状,用仪器检查,公差暂定为0~+5um。
5.1.6 对称球面滚子两端直径差按表6的规定。
表6 um5.2 表面粗糙度(除终磨外)球面滚子的表面粗糙度按Q/LZ 104-7 的规定。
5.3残磁成品滚子残磁不应超过表7规定5.4 外观球面滚子的外观质量按Q/LZ 102-13的规定。
编制:日期:审核:日期:批准:日期:。
滚动轴承制造工艺
滚动轴承制造工艺
①退火棒料:材料利用率低(26%以下),车削 工作量大,只适用于小型套圈;
②管料:材料利用率比较高(50%以上),车削 工作量小,生产效率高,只适用于大批量生产中 小型轴承套圈的自动线上;
③锻件:目前车削套圈的主要毛坯,材料利用率 比较高(40%以上),适用于大批量生产中大型 轴承套圈。
外圈:挤压成形压平→
加热→镦粗→分套→
辗扩→整径
内圈:料芯→镦粗→
挤压成形→冲孔压
平→辗扩→整径
滚动轴承制造工艺
滚动轴承制造工艺
④清理:毛刺、氧化皮等。 ⑤退火:降低硬度,便于车加工。 4、锻造设备: (1)燃料:①固体燃料:煤;②液体燃料:汽
油、煤油、柴油、重油;③气体燃料:天然气 、煤气、石油气等。 (2)加热炉:①燃煤加热炉;②燃气加热炉; ③燃油加热炉;④电加热炉;⑤感应加热炉( 工频50Hz、中频50~10000Hz、高频10000以上)
滚动轴承制造工艺
降低劳动强度等都有重要的影响。 2、轴承套圈车削加工的目的和任务: ①对一般锻件毛坯,去除表面坚硬的氧化变质层
(黑皮); ②对棒料、管料,去除多余的金属量; ③经济取得车加工的形状、尺寸和位置精度; ④对待加工表面均匀地留有一定深度的流量; ⑤加工好辅助表面(倒角、沟、槽等); 3、轴承套圈毛坯的类型:
滚动轴承制造工艺
(2)代表我国锻造技术水平的是高速镦锻。 其工艺采用感应加热至始锻温度,在高速镦锻 机上完成切料、镦饼、成形、切底分离等工序 。一般适应与外径φ30~105mm的大批量生产 ,生产效率高,尺寸精度高,表面质量好,其 留量为:外径1~1.5mm、内径1.2~2mm、高度 1.2~2mm,公差:内径0.4~0.6mm 外径 0.3~0.4mm高度0.4~0.6mm,材料利用率可达 60%以上。
轧辊车(磨)削加工技术要求

轧辊车(磨)削加工技术要求1普通轧辊车床加工1.1操作工本人必须自检现用测量卡尺起始尺寸,检测后将起始尺寸值用不干胶粘在卡尺上,并传达到使用卡尺的每一个人。
1.2首槽自测量基准传动端(扁头部位)起始中心距误差≤0.5mm,每对轧辊首槽起始端距应在端部注明实际加工尺寸,凡超出此其尺寸范围的,经检查员、技术人员确认后方可再次加工;加工切分轧制型槽时,应按切分槽成组加工,保证每组切分槽的相邻槽间距135±0.1mm,其余尺寸按图纸加工。
1.3轴径跳动量的控制。
两顶尖装夹,找正后两端轴径跳动量K1辊≤0.03mm, K2-K5辊≤0.05mm,粗中轧辊≤0.07mm,凡无法调整,轴径跳动值超差的,经检查员出具检测报告,由机加班长安排修复中心孔或由供应处协调解决,方可再次加工。
1.4轧辊辊身尺寸的加工。
轧辊辊身尺寸按图纸中公称尺寸加工(修复辊保证去除螺纹横肋及其裂纹),其中K1-K5辊身直径大小端尺寸偏差≤0.1mm,配对轧辊的辊身直径差≤0.1mm;初中轧辊辊身直径大小端尺寸偏差≤0.1mm,配对轧辊的辊身直径差≤0.15mm。
1.5车削型槽尺寸精度,K1辊尺寸精度≤0.05mm, K2-K5辊尺寸精度≤0.07mm,初中轧辊尺寸精度≤0.1mm;加工切分轧辊时,要保证成组孔型尺寸的一致性。
1.6在普通轧辊车床上半精车轧辊孔型时,每对轧辊辊身直径偏差≤0.15mm,每支轧辊辊身直径两端大小头尺寸偏差≤0.15mm,辊身粗糙度约≤Ra6.3μm(精加工时磨削外圆或数控车削外圆);K1辊型槽尺寸深度单边留余量1-1.5mm;为避免精车时槽口处崩角、掉肉,槽口处倒角(考虑槽型内所留加工余量)。
2磨床加工2.1磨削K1辊(高速钢、高硼钢等材质)外圆时,检测轴颈处跳动值应符合要求,否则返修中心孔至尺寸要求;辊身处加工尺寸要求每对轧辊辊身直径偏差≤0.1mm,每支轧辊两端大小头尺寸偏差≤0.03mm,粗糙度约Ra6.3μm (可以保留刀纹)。
高精度圆柱滚子倒角磨削工艺
过修 改失稳 轴 承的侧 隙及 标 高 消 除 了油 膜振 荡 故
( 接第 2 上 4页 )
、
于圆弧倒 角 中心线 与水平 线成 4 0 角 的方 向 , 5夹 滚 子在压 轮带 动 下 匀 速 旋 转 一 周 , 千分 表 上 显 示 数
值 即为 倒角 圆弧对 基准 中心 圆跳 动 。 工 艺 改 进 前 、 检 测 数 据 对 比见 表 1 由 表 后 。
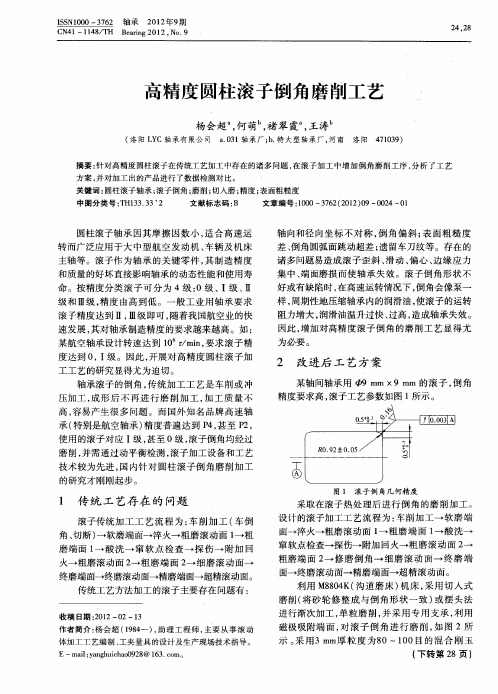
精度 要求 高 , 子工 艺参数 如 图 1所示 。 滚
轴承 滚子 的倒 角 , 统 加 工 工艺 是 车 削 或 冲 传
压加 工 , 形 后 不 再 进 行 磨 削 加 工 , 工 质 量 不 成 加
高, 容易 产生 很 多 问题 。而 国外 知 名 品牌 高 速 轴
承( 特别 是航 空轴 承 ) 度普 遍 达 到 P , 至 P 精 4甚 2,
滚 子传 统 加 工 工 艺 流 程 为 : 削 加 工 ( 倒 车 车
采 取在 滚子 热处 理 后 进 行倒 角 的磨 削 加 工 。
设 计 的滚子 加工 工艺 流 程 为 : 削 加工 一 软 磨 端 车
角 、 断 ) 软磨 端 面 淬 火一 粗磨 滚 动面 1 粗 切 一 一 磨 端 面 1 酸 洗 一 窜 软 点 检 查 一 探 伤一 附加 回 一 火 一 粗磨滚 动 面 2 粗磨 端 面 2 细磨 滚 动 面一 一 一 终 磨端面一 终磨滚动 面 精磨端面 超精 滚动面 。 传统工 艺 方法加 工 的滚子 主要存 在 问题有 :
示 。 用 3m 采 m厚 粒 度 为 8 0~1 0目的 混 合 刚 玉 0 94 ) 助理 工程 师 , 18 一 , 主要从 事 滚动 体加工 工艺编制 、 工夹量具 的设计及生产现场技术指导 。
滚动轴承套圈磨加工工序间技术条件

滚动轴承套圈磨加工工序间技术条件滚动轴承套圈磨加工工序间技术条件引言本技术条件是根据我公司滚动轴承套圈磨加工的生产实践和GB国家标准、CSBTS TC机械工业部轴承工业局统一企业标准等而拟制的。
在轴承套圈的磨加工过程中,必须根据加工工艺卡片和本技术条件规定进行加工。
对超过工艺偏差的产品可根据利用品条件和产品图纸规定处理。
对深沟球、圆柱滚子、调心滚子轴承的轴承套圈细磨滚道尺寸偏差应按订制的配套偏差进行加工,圆锥滚子、推力球、推力滚子轴承的轴承套圈细磨滚道尺寸偏差按磨加工工艺卡片规定的尺寸偏差执行。
本技术条件适用于“G”级精度的各类型轴承套圈的磨削加工,所规定的检验项目,其测量方法按GB/T307.2-95《滚动轴承测量和检验的原则及方法》执行。
引用标准:GB/T307.1-2005《滚动轴承向心轴承公差》GB/T307.2-2005《滚动轴承测量和检验的原则及方法》GB/T307.3-2005《滚动轴承通用技术规则》GB/T307.3-2005《滚动轴承推力轴承公差》GB/T4199-2003《滚动轴承公差定义》CSBTS TC98.17-1997《滚动轴承零件特大型深沟球和角接触球轴承套圈公差》CSBTS TC98.18-1997《滚动轴承零件特大型圆柱滚子轴承套圈和挡圈公差》CSBTS TC98.19-1997《滚动轴承零件特大型调心滚子轴承套圈和中挡圈公差》CSBTS TC98.20-1997《滚动轴承零件特大型圆锥滚子轴承套圈公差》CSBTS TC98.21-1997《滚动轴承零件特大型推力和推力角接触球轴承套圈垫圈公差》CSBTS TC98.22-1997《滚动轴承零件特大型推力滚子轴承套圈垫圈公差》CSBTS TC98.32-1997《滚动轴承零件推力球轴承套圈垫圈公差》CSBTS TC98.33-1997《滚动轴承零件双列角接触球轴承套圈公差》CSBTS TC98.35-1997《滚动轴承零件调心滚子轴承套圈和中挡圈公差》CSBTS TC98.56-1999《滚动轴承零件深沟球和角接触球轴承套圈公差》CSBTS TC98.57-1999《滚动轴承零件圆锥滚子轴承套圈公差》CSBTS TC98.65-1999《滚动轴承零件轧机用四列圆柱滚子轴承套圈和挡圈公差》CSBTS TC98.66-1999《滚动轴承零件双列和四列圆锥滚子轴承套圈和挡圈公差》CSBTS TC98.72-1999《滚动轴承零件圆柱滚子轴承套圈和挡圈公差》1 符号及解释△表示偏差(偏差即是与公称尺寸之差)V 表示变动量,变动量即是最大,最小值之差或最大平均值与最小平均值之差 mp 表示平均.p 表示平面s 表示单一的d 表示内圈直径D 表示外圈直径B 表示内圈宽度C 表示外圈宽度K 表示径向跳动(指成品)S 表示侧面的即轴向的跳动(指成品)i 表示内圈e 表示外圈a 表示装配好的轴承Kia 表示成套轴承的内圈径向跳动Kea 表示成套轴承的外圈径向跳动Sia 表示成套轴承的内圈端面对滚道的跳动Sea 表示成套轴承的外圈端面对滚道的跳动Ga 表示成品轴承的轴向游隙Gr 表示成品轴承的径向游隙T 表示成品轴承的公称高度ds 表示单一内径Ds 表示单一外径△ds 表示单一内径偏差△Ds 表示单一外径偏差dm 表示平均内径Dm 表示平均外径Fw 表示滚动体内切圆直径(指无内圈的圆柱滚子轴承)Ew 表示滚动体外接圆直径(指无外圈的圆柱滚子轴承)Kir 表示内圈一滚道对另一滚道的径向圆跳动Ker 表示外圈一滚道对另一滚道的径向圆跳动△D2s、△d2s 表示单一外圈内径、内圈外径偏差VD2p、Vd2p 表示单一径向平面内的外圈内径变动量、内圈外径变动量VD2mp、Vd2mp 表示平均外圈内径变动量、内圈外径变动量SD2、Sd2 表示外圈内表面母线、内圈外表面母线对基准端面倾斜度的变动量Sd′表示支点相距10毫米时,内孔表面母线对基准端面华侨度的变动量De 表示外沟直径△Des 表示单一滚道直径偏差(外圈)△Wis、△Wes 分别表示内、外圈单一滚道位置偏差VDep 表示径向平面内的滚道直径变动量VDex 表示轴向平面内的滚道直径变动量Ke 表示外滚道对外表面的厚度变动量SD′表示支点相距10毫米时外表面母线对基准端面的倾斜度的变动量Ki 表示内孔对滚道的厚度的变动量di 表示内滚道直径△dis 表示内圈单一滚道直径偏差Vdip 表示单一径向平面内的滚道直径变动量Vdimp 表示平均滚道直径变动量Sd′i、SD′e 表示支点相距10毫米时,内、外滚道表面母线对基准端面倾斜度的变动量Li(Le) 表示滚道母线直线度(只允许中间凸)(内、外圈)△B2s、△B4s、△B5s、△C2s、△C4s、△aos、△Bzs表示单一挡边宽度偏差VB2s、VB4s、VC2s、VC4s 表示挡边宽度变动量Si Se 分别表示推力球、向心推力球轴承内、外沟道对底面、端面的厚度变动量 Nf 9类大挡边内表面斜向圆跳动Nf′ 9类大挡边外表面斜向圆跳动Demp-Demp′表示外滚道两端平均直径之差dimp-dimp′表示内滚道两端平均直径之差dimp1-dimp2 表示内圈两滚道单一平面平均直径之差Demp1-Demp2 表示外圈两滚道单一平面平均直径之差Sim 表示中挡边对端面轴向距离的变动量Ni 推力轴承轴圈滚道的斜向圆跳动Kif 挡边对内.外表面的径向圆跳动Api 推力圆柱.圆锥滚子轴承轴圈底面的平面度Ape 推力圆柱.圆锥滚子轴承座圈底面的平面度△2β推力圆锥滚子轴承轴圈滚道圆锥角度的偏差Dw 滚子的公称直径Lw 滚子的公称长度ψ圆锥滚子的公称角度△Dwmp 圆柱滚子中部的平均直径偏差△DIWs 滚子的单一长度偏差△Dwcf 滚子的圆形偏差Dwmp-Dwmp′圆柱滚子两端平均直径之差△2Ф圆锥滚子的圆锥角偏差VDWL 分组批直径变动量VLWL 分组批长度变动量V2ψL 圆锥滚子分组批圆锥角角度变动量SDw 滚子基准端面圆跳动Kw 滚子孔对外表面的厚度的变动量Sif 内圈大挡边厚度的变动量Sef 外圈挡边内侧表面对基准端面轴向距离的变动量△cir 圆形偏差△d1mp-△dmp 表示锥孔大端实测平均直径偏差与锥孔小端实测平均直径偏差之差dimp 表示单一平面平均内径Dmp 表示单一平面平均外径△ds 表示单一内径偏差.即单一内径与公称内径之差△dm 表示平均内径偏差△Dm 表示平均外径偏差△Ds 表示单一外径偏差△Dmp、△dmp 表示单一平面内的平均外径、平均内径的偏差VDp、Vdp 表示单一径向平面内外径、内径的变动量,即最大与最小单一直径之差VDmp、Vdmp 表示平均外径、内径的变动量,即在整个测量区域内最大与最小平均直径之差△Bs 表示内圈宽度的偏差VBs、VCs 表示内圈、外圈宽度的变动量△Cs 表示外圈单一宽度的偏差Sd 表示内圈基准端面对内孔的跳动,即内孔表面母线对基准端面倾斜度的变动量 SD 表示外径表面母线对基准端面的倾斜度的变动量di 表示基本圆锥孔在理论大端的基本直径△d1mp 表示基本圆锥孔在理论大端的平均内孔直径偏差d2 表示推力球轴承双向轴承轴圈公称内孔直径△d2mp 表示推力球轴承双向轴承轴圈在单一平面平均内孔直径的偏差Vd2p 表示推力球轴承双向轴承轴圈在单一径向平面内的内孔直径变动量Si 表示轴圈滚道对底面厚度的变动量Se 表示座圈滚道对底面厚度的变动量△TS 表示实测轴承宽度的偏差(即装配高的偏差)KD2、Kd2 表示外圈内孔对外表面、内圈内孔对内圈外表面的厚度变动量2 端面磨削公差值2.1 各类型轴承内(轴)、外(座)圈按表1规定注:外圈端面除粗糙度按公称外径D查表,其它各项均按公称内径d查表。
磨削加工操作技术标准

④平衡块螺纹损坏。
⑤压紧螺钉联结副损坏。
3.砂轮防护罩
(1)磨削机械上所有回转件,如砂轮、电机、皮带轮和工件头架等,必须安设防护罩。防护罩应牢固地固定,其联结强度不得低于防护罩的强度。
(2)砂轮防护罩一般由圆周构件及两侧构件组成,应将砂轮、砂轮卡盘和砂轮主轴端都罩住。其主要性能为:当砂轮在工作中因故损坏时,能有效地罩住砂轮碎片,保证人员的安全。
(1)任何形式的砂轮卡盘,其左右两部分的直径和压紧面径向宽度等尺寸必须相等。
(2)砂轮卡盘必须能将驱动力可靠地传到砂轮上。
(3)砂轮卡盘应有足够的刚性,压紧面在紧固后必须保持平整和均匀地接触。
(4)砂轮卡盘面对砂轮的侧面上,非接触部分应有足够的间隙,其最小尺寸为1.5mm。
(5)砂轮卡盘各表面应保证平滑及无锐棱,并平衡良好。
③用直径为D3的砂轮卡盘安装,极限尺寸为D3+10。
文件名
磨削加工操作技术标准
电子文件编码
SBGL-15-005
页码
6-3
15.手动进给的磨削机械禁止利用杠杆等工具增加工件对砂轮的压力。
16.使用手动砂轮机和磨削工作速度超过60m/s的削机械应附加防护挡板,以保护周围人员的安全。
17.在寒冷的工作场所,砂轮开始工作时应逐渐增加负荷直到满足使用要求,保证砂轮温度逐渐升高,防止砂轮破损。
(5)安装时应注意压紧螺母或螺钉的松紧程度,压紧到足以带动砂轮并且不产生滑动的程度为宜,防止压力过大造成砂轮的破损。如有多个压紧螺钉时,应按对角顺序逐步施紧,施紧力要均匀,有条件时应采用测力扳手。
(6)安装砂瓦时,其压紧长度必须大于砂瓦的厚度,并使安装后砂瓦组合体的中心对准主轴的回转中心。
文件名
轴承加工工艺
转盘轴承加工工艺流程简介1)锻件毛坯的检查在加工前首先了解毛坯的材质、锻后状态(一般为正回火状态,查阅锻件合格证即材质书)。
其次要检查毛坯是否有叠层、裂纹等缺陷。
测量毛坯外型尺寸。
测量毛坯内外径、高度尺寸、计算加工余量,较准确地估算出车削加工的分刀次数。
2)车削加工2.1粗车:根据车削工艺图纸进行粗车加工,切削速度、切削量严格按工艺规定执行(一般切削速度为5转/分钟。
切削量为10mm~12m)m。
2.2粗车时效:轴承零件粗车完成后,采用三点支承、平放(不允许叠放),时效时间不小于48小时后才能进行精车加工。
2.3精车轴承零件精车时,切削速度每分钟6至8转,切削量0.3~0.5毫米。
2.4成型精车:轴承零件最后成型精车时,为防止零件变形,须将零件固定夹紧装置松开,使零件处于无受力状态,车削速度为每分钟8转、切削量为0.2毫米。
2.5交叉、三排滚子转盘轴承内圈特别工艺:为防止交叉、三排滚子转盘轴承内圈热处理后变形。
车削加工时必须进行成对加工,即滚道背靠背加工,热处理前不进行切断,热后切断成型。
2.6热后精车:轴承内外圈热处理后,进行精车成工序、工艺规程同2.3、2.43)热处理一3.1滚道表面淬火:轴承滚道表面中频淬火,硬度不低于55HRC,硬化层深度不小于4毫米,软带宽度小于50毫米,并在相应处作“ S'标记。
(有时客户要求可以渗碳、渗氮、碳氮共渗等)3.2热后回火处理:轴承内外圈中频淬火后需在200C度温度下48小时方可出炉。
以确保内应力的消失。
4)滚、铣加工一4.1对有内外齿的转盘轴承,磨削加工前要进行滚铣齿工序,严格按工艺要求加工,精度等级要达到8级以上。
5)钻孑L—5.1划线:在测量零件的外型尺寸后,按图纸规定尺寸进行划线、定位工序,各孔相互差不得大于3%0。
5.2钻孔:对照图纸检测划线尺寸,确保尺寸正确无误后再进行钻孔工序,分体内套转盘轴承安装孔应组合加工,并使软带相间180C度各孔距误差不得大于5%06)磨削加工一6.1粗磨:采用中刚玉、软三颗粒度为36度,大气孔树脂砂轮进行磨削,线速度控制在1500转/分钟,防止滚道烧伤。
双列短圆柱滚子轴承内圈挡边磨工艺改进
‘41.
度 。安 装 好 砂轮 后 ,用 3O。 弯形 金 刚 笔 修整 每 片
轮进给方 向
砂轮的两个侧面 ,使每片砂轮 的宽度在滚道宽度 要 求范 围 内 ,同时 必须 保证 两 片砂 轮 间 的距离 等
于 中间 梁 宽 。用 直 型 金 刚 笔 替 换 3O。 弯 形 金 刚
笔 ,以便 修 整砂 轮外 圆 ,提 高砂 轮磨 削 能力 。为保
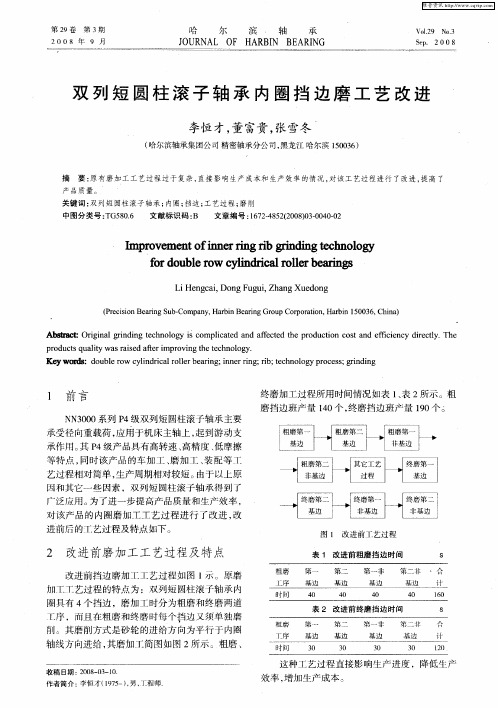
双 列 短 圆 柱 滚 子 轴 承 内 圈 挡 边 磨 工 艺 改 进
李恒才 ,董 富贵 ,张雪冬
(哈尔滨轴承集 团公 司 精密轴承分公 司,黑龙 江 哈尔滨 150036)
摘 要 :原 有 磨 加 工 工 艺过 程过 于 复杂 ,直 接 影 响 生 产成 本 和 生产 效 率 的情 况 ,对该 工 艺 过程 进 行 了改进 ,提 高 了 产 品质 量 。 关 键 词 :双 列 短 圆柱 滚 子 轴 承 ;内圈 ;挡边 ;工 艺 过 程 ;磨 削 中图 分 类 号 :TG580.6 文献 标 识 码 :B 文 章 编 号 :1672—4852(2008)03—0040—02
NN3000系列 P4级 双列 短 圆柱 滚子 轴承 主要 承受径 向重 载荷 ,应用 于机 床 主轴上 ,起 到游 动支 承作用 。其 P4级 产 品具有 高转速 、高精 度 、低 摩擦 等特 点 ,同时该 产 品 的 车加 工 、磨 加工 、装 配 等 _ T 艺过程 相对 简单 ,生产周 期相 对较 短 。由于 以上原 因和其 它一 些 因素 ,双列 短 圆柱滚 子轴 承得 到 了 广泛应 用 。为 了进一 步提高 产 品质量 和生产效 率 , 对该 产 品 的 内圈磨 加 工 工艺 过 程 进行 了改 进 ,改 进前后 的T艺 过程 及特 点如 下 。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
单一平面内 内圈外径的变动量
Vd2mp:
平均内圈外径的变动量
VD2p:
单一平面内 外圈内径的变动量
VD2mp:
平均外圈内径的变动量
Δd2mp:
单一平面平均内圈外径的偏差
ΔD2mp:
单一平面平均外圈内径的偏差
ΔCir
圆度误差
4工序间技术条件
4.1 套圈的尺寸公差、形位公差和表面粗糙度应符合表1~表11的规定。其形位公差的标注方法见图3~图6。
5.3表面粗糙度参数Ra采用轮廓仪进行测量,也允许用与粗糙度标准件比较的方法进行检查。当二者检查结果有争议时,应以轮廓仪测值为准。
5.4套圈其余几何精度的检查方法可参照GB/T307.2《滚动轴承测量和检验的原则及方法》。
5.5套圈的理论圆锥孔和有平均直径及其偏差的圆锥孔见图1、图2。
图1理论圆锥孔
-20 -70
-30 -80
-30 -80
VCs
VBs
P5
4.5
4.5
4.5
5
5.5
6
6.5
7
9
P6
5
6
6
7
8
9
9.5
10
11
Cuc
CuB
P5
4
4
5
6
7
8
9
10
11
P6
6
6
7
9
10
11
13
14
16
Ra
P5、P6
0.50
0.63
精
研
ΔCs
ΔBs
P5、P6
-10 -60
-10 -60
-10 -60
-10 -60
4.2 本标准未列入的套圈各工序间的几何形状及位置的尺寸公差均按操作工艺图执行。
4.3 套圈工作表面经酸洗后不应有烧伤,配合表面上不应有未经酸洗即可看到的烧伤。工作表面上的酸洗腐蚀层应清除掉。
4.4 套圈不允许有裂纹,经粗磨后不允许有车削纹、锐角、毛刺。
4.5 精密品套圈在各部分粗磨后进行稳定处理,温度为120±10ºC、保温时间4-6小时。
h——套圈内孔固定支点与测头接触点之间的距离,mm;(两支点相距10mm)
dp——内圈端面的中心圆直径,mm;
dp=1/2{(内圈小挡边公称直径-2×小挡边公称径向倒角尺寸)
+(公称内径+2×内径公称径向倒角尺寸)}。
5.2圆度误差的测量
5.2.1 圆度误差——从理想圆之中心到被测轮廓的最大和最小径向距离之差。
1范围
本标准规定了圆柱滚子轴承P0、P6级公差套圈磨加工工序间技术条件。
本标准适用于外径不大于400mm、内径不大于315mm的圆柱滚子轴承套圈的磨加工。
2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款,其最新版适用于本标准。
GB/T274
滚动轴承 倒角尺寸 最大值
GB/T 307.1
400
粗
磨
ΔCs
ΔBs
P5、P6
0
-30
0
-30
0
-30
0
-30
0
-30
0
-40
0
-50
0
-50
0
-50
VCs
VBs
P5、P6
10
12
12141416源自182022
Ra
P5、P6
1.0
1.25
精
磨
ΔCs
ΔBs
P5、P6
-10 -40
-10 -40
-10 -40
-10 -40
-20 -50
-20 -60
5.2.2 检查圆度误差,可使用圆度仪或二点、三点联合测量法,具体测量方法参见JB/T6642《滚动轴承零件 圆度和波纹度误差测量及评定方法》和补充技术条件。当二种测量方法有矛盾时,以圆度仪测值为准。
5.2.3 圆度误差总检的可接收质量水平AQL为2.5,检查水平使用特殊水平S-3级,按JB/T8921《滚动轴承及其商品零件检验规则》进行判定。
VD2p
P5、P6
15
15
15
20
25
25
25
30
30
VD2mp
P5、P6
15
15
15
20
25
25
25
30
30
KD2
P5、P6
15
15
15
20
20
20
20
22
24
Ra
P5、P6
1.0
1.25
精
磨
ΔD2mp
P5、P6
按产品图
VD2p
P5、P6
10
13
15
18
22
25
滚动轴承向心轴承公差
GB/T307.2
滚动轴承 测量和检验的原则及方法
GB/T4199
滚动轴承 公差 定义
GB/T 6930
滚动轴承词汇
GB/T7811
滚动轴承 参数符号
JB/T6642
滚动轴承零件 圆度和波纹度误差测量及评定方法
JB/T8921
滚动轴承及其商品零件检验规则
CSBTS TC98.72
-20 -70
-20 -80
-20 -90
- 30 -100
- 30 -100
VCs
VBs
P5
3.5
3.5
3.5
4
4.5
5
5.5
6
8
P6
4
5
5
6
7
8
8.5
9
10
Cuc
CuB
P5
3
3
4
5
6
7
8
9
10
P6
5
5
6
8
9
10
12
13
15
注1:同一轴承外圈的ΔCs与内圈的ΔBs相同。
注2:Ra外圈按外径D查、内圈按内径d查。
4.6 引导实体保持架或中挡圈的内圈外表面(d2)对内孔(d)的厚度变动量不应超过操作工艺图的内圈外径(d2)的公差。
5检验规则与测量方法
5.1内圈基准面对内孔的圆跳动Sd的测量,允许用测量内孔表面母线对基准端面倾斜度的变动量Sd’来代替。Sd与Sd’之间具有如下关系:
Sd’=Sd﹒2h/dp
式中: Sd——基准端面对内孔的跳动,μm;
Sd’:
内圈内径母线对基准端面的倾斜度变动量
SD2:
外圈内径母线对基准端面的倾斜度变动量
Sd2:
内圈外径母线对基准端面的倾斜度变动量
VB2mp:
圆柱滚子轴承内圈挡边端面直线度
VB4mp:
圆柱滚子轴承内圈中挡边端面直线度
VC2mp:
圆柱滚子轴承外圈挡边端面直线度
VC4mp:
圆柱滚子轴承外圈中挡边端面直线度
图2有平均直径及其偏差的圆锥孔
图3单列外圈形位公差标注示意图
图4双列外圈形位公差标注示意图
图5单列内圈形位公差标注示意图
图6双列内圈形位公差标注示意图
表1圆柱滚子轴承套圈宽度磨加工技术条件单位为微米
D或d
(mm)
超过
10
18
30
50
80
120
180
250
315
到
18
30
50
80
120
180
250
315
滚动轴承零件 圆柱滚子轴承 套圈和挡圈公差
3符号
初下列符号外,本标准所引用的符号及其定义符合GB/T 4199和GB/T7811中之规定。
CuB:
轴承内圈端面的弯曲度
Cuc:
轴承外圈端面的弯曲度
Kd:
单一平面内圈内径对滚道厚度变动量
Kd’:
单一平面内圈内径对外径厚度变动量
KD2:
单一平面外圈内径对外径厚度变动量
注3:当精磨后可以达到精研要求时可不进行精研加工。
表2圆柱滚子轴承外圈内径磨加工技术条件单位为微米
D
mm
超过
18
30
50
80
120
150
180
250
315
到
30
50
80
120
150
180
250
315
400
粗
磨
ΔD2mp
P5、P6
0
-30
0
-30
0
-30
0
-30
0
-30
0
-30
0
-30
0
-30
0
-30