TPM是Total-Productive-Maintenance-第一个字母的缩写-本意是说课材料
公司常用中英文对照缩写 (2)
TPM是Total Productive Maintenance第一个字母的缩写,本意是“全员参与的生产保全”,也翻译为“全员维护”,即通过员工素质与设备效率的提高,使企业的体质得到根本改善,是以提高设备综合效率为目标,以全系统的预防维修为过程,全体人员参与为基础的设备保养和维修管理体系。
TPM 起源于50年代的美国,最初称事后保全,经过预防保全、改良保全、保全预防、生产保全的变迁。
60年代传到日本,1971年基本形成现在公认的TPM。
80年代起,韩国等亚洲国家、美洲国家、欧洲国家相继开始导入TPM活动。
90年代,中国一些企业开始推进TPM活动。
PM是英文plan maintain的缩写中文意思是计划维护,在现代的工业厂常有专人负责计划维护系统,用于设备定期维护。
ERP: (Enterprise Resource Planning)企业资源规划(ERP是什么?)CRM : (Customer Relationship Management)客户关系管理KM :(Knowledge Management)知识管理MRP : (Material Requirement Planning)物料需求规划MRPII : (Manufacturing Resource Planning) 制造资源计划SCM : (Supply Chain Management)供应链管理BOM Bill of Material 资材传票BPR Business Process Reengineering 业务程序在设计CE Concurrent Engineering 同时进行工程管理CIM Computer Integrated Manufacturing 计算机加工一体化CRP Capacity Requirement Planning 能力需求计划DSS Decision Support System 协助决裁系统DW/DM Data Warehouse/Data Marketing 数据库/市场EC Electronic Commerce 电子商业EDI Electronic Data Interchange 电子资料交流EDMS Electronic Document Management System 电子文件管理体系EHS Environment Health & Safety 环境卫生安全EI Enterprise Integration 企业一体化EIS Executive Information System 信息执行体系EMS Electricity Management System 电力管理体系ERP Enterprise Resource Planning 企业资源计划FMS Flexible Manufacturing System 灵活的生产体系FP Factory Planning 工厂计划GDMS Global Data management System 全球数据管理体系IDB Integrated Data Base 集成数据IMS Intelligent Manufacturing System 可微机控制的生产体系ISP Information Strategic Planning 信息战术计划KBS Knowledge Base System 知识管理体系KMS Knowledge Management System 文化管理体系MES Manufacturing Execution System 生产加工执行体系MIS Management Information System 信息管理体系MMS Maintenance Management System 维护管理体系MP Master Planning 主要计划MPS Master Production Schedule 主要生产安排MRP Material Requirement Planning 资材需求计划PDM Product Data Management 生产数据管理PI Process Innovation 工艺改进POP Point of Production 生产管理QFD Quality Functional Deployment 质量功能开发QMS Quality Management System 质量管理体系RCCP Rough Cut Capacity Planning 粗能力计划SCADA Supervisory Computer And Data Acquisition 计算机管理及数据的获取SCM Supply Chain Management 信息渠道管理SCOR Supply Chain Operations Reference 供应渠道管理SFC Shop Floor Control 车间地面控制SOP Sales & Operations Planning 销售及运行计划SPC Statistical Process Control 统计数据控制SQM Standard Quality Management 标准质量管理UMS Utility Management System 应用程序管理VPD Virtual Product Development 实质产品开发BOM : (Bill Of Material)物料清单DPS:详细生产排程(DPS)5S : 5S管理ABC : (Activity-Based Costing) 作业制成本制度ABB : (Activity-Based Budgeting) 实施作业制预算制度ABM : (Activity-Base Management)作业制成本管理(Activity-Base Management)APS : (Advanced Planning and Scheduling)先进规画与排程系统ASP :(Application Service Provider)应用程序服务供货商ATP : (Ava il ab le T o Pro mi se)可承诺量AVL : (Approved Vendor List)认可的供货商清单BPR : (Business Process Reengineering)企业流程再造BSC : (Balanced ScoreCard)平衡记分卡BTF : (Build To Forecast)计划生产BTO : (Build To Order)订单生产CPM : (Critical Path Method)要径法CRP : (Capacity Requirements Planning)产能需求规划CTO : (Configuration To Order)客制化生产DBR : (Drum-Buffer-Rope)限制驱导式排程法DMT : (Design Maturing Testing)成熟度验证DVT : (Design Verification Testing)设计验证DRP : (Distribution Resource Planning)运销资源计划DSS : (Decision Support System)决策支持系统EC : (Engineer Change)设计变更/工程变更EC : (Electronic Commerce)电子商务ECRN : (Engineer Change Request Notice)原件规格更改通知EDI : (Electronic Data Interchange)电子数据交换EIS : (Executive Information System)主管决策系统EMC : (Electric Magnetic Capability)电磁相容EOQ : (Economic Order Quantity)基本经济订购量FAE : (Field Application Engineer)应用工程师FCST : (Forecast)预估FMS : (Flexible Manufacture System)弹性制造系统FQC : (Finish or Final Quality Control)成品质量管理IPQC: (In-Process Quality Control)制程质量管理IQC : (Incoming Quality Control)进料质量管理ISO : (International Organization for Standardization)国际标准组织ISAR: (Initial Sample Approval Request)首批样品认可JIT : (Just In Time)实时管理L4L : (Lot-for-Lot)逐批订购法LTC : (Least Total Cost)最小总成本法LUC : (Least Unit Cost)最小单位成本MES : (Manufacturing Execution System)制造执行系统MO : (Manufacture Order)制令MPS : (Master Production Schedule)主生产排程MRO : (Maintenance Repair Operation)请修(购)单NFCF : Notice for Changing Forecast更改预估量的通知OEM : (Original Equipment Manufacture)委托代工ODM : (Original Design & Manufacture)委托设计与制造OLAP :(On-Line Analytical Processing)在线分析处理OLTP :(On-Line Transaction Processing)在线交易处理OPT : (Optimized Production Technology)最佳生产技术OQC : (Out-going Quality Control)出货质量管理PDCA :(Plan-Do-Check-Action)PDCA管理循环PDM : (Product Data Management)产品数据管理系统PERT: (Program Evaluation and Review Technique)计划评核术PO : (Purchase Order)订单POH : (Product on Hand)预估在手量PR : Purchase Request采购申请QA : (Quality Assurance)品质保证QC : (Quality Control)质量管理QCC : (Quality Control Circle)品管圈QE : (Quality Engineering)品质工程RCCP : (Rough Cut Capacity Planning)粗略产能规划RMA : Returned Material Approval退货验收ROP :(Re-Order Point)再订购点SFC :(Shop Floor Control)现场控制SIS :(Strategic Information System)策略信息系统SO : (Sales Order)订单SOR :(Special Order Request) 特殊订单需求SPC :(Statistic Process Control)统计制程管制TOC : (Theory of Constraints)限制理论TPM : Total Production Management全面生产管理TQC : (Total Quality Control)全面质量管理TQM : (Total Quality Management)全面品质管理WIP :(Work In Process) 在制品客户Customer供应商Supplier仓库Stockroom库存Inventory货品Product型号Part Number销售Sell单据Bill成本Cost交货期Delivery Period采购Purchase采购申请Purchase Requisition采购报价Purchase Quote采购退货Purchase Return采购订单Purchase Order回复交期Purchase Response销售报价Sell Quote销售订单Sell Order销售退货Sell Return销售备货Sell Buffer未完成销售订单Outstanding Sell Order 出库单Stock Out入库单Stock In转仓Stock Transfer锁定Product Hold借货Product Lend收款Collection付款Payment退款Refundment发票Invoice应收帐Account Receivable应付账Account Payable应收帐冲销Account Receivable Write-off应付账冲销Account Payable Write-off冲销Write-off应收账款账龄分析表accounts receivable aging schedule 已转让应收账款accounts receivable assigned应收账款收款期accounts receivable collection period 已贴现应收账款accounts receivable discounted应收账款筹资,应收账款融资accounts receivable financing 应收账款管理accounts receivable management应收账款周转率,应收账款周转次数accountsreceivableturnover 利润Profit会计循环Accounting Procedure/Cycle会计信息系统Accounting information System账户Ledger会计科目Account会计分录Journal entry原始凭证Source Document日记账Journal总分类账General Ledger明细分类账Subsidiary Ledger试算平衡Trial Balance现金收款日记账Cash receipt journal现金付款日记账Cash disbursements journal 销售日记账Sales Journal购货日记账Purchase Journal普通日记账General Journal分批认定法Specific identification加权平均法Weighted average先进先出法First-in, first-out or FIFO后进先出法Lost-in, first-out or LIFO移动平均法Moving average上限Upper limit下限Lower limit订单Order在途On Order在库On Hand审批Approve取消审批Cancel Approved ARI 应收发票ARC 应收贷项通知单ARR 应收账款ARF 应收形式发票API 应付发票APC 应付贷项通知单APP 应付账款CMB 现金管理之银行对账单CMC 现金管理之现金日记账C M A现金管理之分配MMS 物料发货MMR 物料收货MMI 物料库存MMM 物料移库MMP 物料生产MXI 匹配发票MXP 匹配采购订单GLJ 总账日记账POO 采购订单SOO 销售订单PJI 项目投放POR 采购申购。
TPM解释

TPM(Total Productive Maintenance)的意思就是是“全员生产维修”,这是日本人在70年代提出的,是一种全员参与的生产维修方式,其主要点就在“生产维修”及“全员参与”上。
通过建立一个全系统员工参与的生产维修活动,使设备性能达到最优。
5S管理就是整理(SEIRI)、整顿(SEITON)、清扫(SEISO)、清洁(SETKETSU)、素养(SHITSUKE)五个项目,因日语的罗马拼音均以"S"开头而简称5S管理。
其次还有地方实施6S(安全)7S(节约)六西格玛(Six Sigma)又称:6σ,6Sigma,不能使用大写的∑,西格玛(∑,σ)是希腊文的字母,在统计学中称为标准差,用来表示数据的分散程度。
其含义引申后是指:一般企业的瑕疵率大约是3到4个西格玛,以4西格玛而言,相当于每一百万个机会里,有6210次误差。
如果企业不断追求品质改进,达到6西格玛的程度,绩效就几近于完美地达成顾客要求,在一百万个机会里,只找得出3.4个瑕疪。
六西格玛(6σ)概念作为品质管理概念,最早是由摩托罗拉公司的比尔·史密斯于1986年提出,其目的是设计一个目标:在生产过程中降低产品及流程的缺陷次数,防止产品变异,提升品质。
真正流行并发展起来,是在通用电气公司的实践,在杰克韦尔奇于20世纪90年代发展起来的6σ(西格玛)管理是在总结了全面质量管理的成功经验,提炼了其中流程管理技巧的精华和最行之有效的方法,成为一种提高企业业绩与竞争力的管理模式。
该管理法在摩托罗拉、通用电气、戴尔、惠普、西门子、索尼、东芝、华硕等众多跨国企业的实践证明是卓有成效的。
为此,国内一些部门和机构在国内企业大力推6σ管理工作,引导企业开展6σ管理。
随着实践的经验积累,它已经从单纯的一个流程优化概念,衍生成为一种管理哲学思想。
它不仅仅是一个衡量业务流程能力的标准,不仅仅是一套业务流程不断优化的方法Cp值是衡量过程满足产品品质标准(规定公差)的程度,Cp值越大,表示过程变异越小,过程能力越差;——公式Cp=T/6σ=(TU-TL)/6σ≈(TU-TL)/6s(TU公差上限,TL公差下限,σ群体标准差,s样本标准差);TQM(Total Quality Management)全面质量管理/全面品质经营,综合质量管理专家的思想精髓,我们认为是一种全员、全过程、全企业的品质经营。
TPM(TotalProductiveMaintenance)简介

TPM(TotalProductiveMaintenance)简介TotalProductiveMaintenance (全员参与的生产保全 ) 之缩写,TPM简称“全员生产保全”,也有称为“全员生产维护”。
T —— Total 为由经营层至第一线作业者全员参加之 T otal;设备总合效率之 T otal;生产系统全体之寿命周期之 T otal。
PM—— ProductiveMaintenance (生产保全)则为最经济的保养,亦即生产上最经济的保养方法。
按照日本工程师学会(JIPE),TPM有如下的定义:(1)以最高的设备综合效率为目标;(2)确立以设备一生为目标的全系统的预防保全;(3)设备的计划、使用、保全等所有部门都要参加;(4)从企业的最高管理层到第一线职工全体参加;(5)通过开展小组的自主活动来推进生产保全。
TPM的原理TPM的原理TPM的管理特征日本的全员生产保全与原来的生产保全相比,主要突出一个“全”字,“全”有三个含义,即全效率、全系统和全员参加。
所谓的全效率,是指设备寿命周期费用评价和设备综合效率。
全系统即指生产维修的各个侧面均包括在内,如预防维修、维修预防、必要的事后维修和改善维修。
全员参加即指这一维修体制的群众性特征,从公司经理到相关科室,直到全体操作工人都要参加,尤其是操作工人的自主小组活动。
1、目标性:人类的每一项活动都是为了取得一定的效果,达到一定的目标。
TPM管理也不例外,它的目标就是要不断追求企业生产效率的最大化,全面提升企业的综合素质。
具体来讲,TPM管理是通过对设备的六大损失(故障损失、工艺调整损失、突停和空转损失、速度损失、废次品损失、开工损失)和生产现场的一切不良因素实施持续的改善,努力实现“5Z”(零事故、零故障、零缺陷、零库存、零差错)的目标,从而达到最佳的设备综合效率和企业经营效益,提高企业的市场竞争能力和应变能力,最终达成“3S”(员工满意、顾客满意、社会满意)的可持续发展的企业,其目标是明确的。
TPM自主保养简介

TPM自主保养简介什么是TPM?TPM(Total Productive Maintenance,全面生产维护),是一种以全员参与为基础的设备管理方法。
它的目标是通过减少设备故障、提高设备效率和延长设备寿命,实现生产过程的稳定性和持续改进。
TPM起源于日本,在20世纪60年代由日本的制造企业引入并发展起来。
在过去几十年中,TPM已成为世界范围内许多制造业公司实施的重要运营策略。
它不仅仅是一种设备维护方法,更是一种企业文化的建设。
为什么需要TPM自主保养?传统的设备维护方式通常是由专门的维修人员负责,而TPM的关键之一就是将维护的责任下放到每个操作工人。
这样做的好处是:1.减少故障时间:由于设备的日常保养工作由操作工人自己负责,可以及时发现并解决潜在的故障问题,避免生产线因设备故障而停止生产。
2.提高设备效率:操作工人可以通过定期检查和维护设备来确保其正常运行。
这可以减少设备的故障次数,提高设备的使用率,从而提高生产效率和产品质量。
3.延长设备寿命:通过定期维护设备,可以避免设备因长期运行而积累的问题,延长设备的使用寿命,降低设备更换的成本。
4.培养员工技能:操作工人在负责设备保养的过程中,不仅可以学习到如何正确操作和维护设备的技能,还可以培养良好的团队合作和沟通能力。
TPM自主保养的步骤TPM自主保养包括以下几个步骤:1.确定自主保养项目:根据设备的特点和工艺流程,确定需要操作工人负责的自主保养项目。
这些项目应涵盖设备的日常清洁、润滑、紧固、定期检查等方面。
2.制定自主保养计划:将自主保养项目列入生产计划,制定自主保养的时间表和频率。
确保每个操作工人都清楚自己需要在何时进行自主保养,并合理安排生产计划。
3.培训操作工人:对每个操作工人进行必要的培训,使他们了解自主保养项目的具体内容和要求。
培训内容应包括设备维护的基本知识、操作方法和安全注意事项等。
4.设立自主保养的标准和检查表:制定相应的自主保养标准和检查表,确保操作工人在自主保养过程中按照标准进行操作,并及时记录相关数据和结果。
tpm是什么

tpm是什么
TPM是Total Productive Maintenance的缩写,意为全面生产维护。
它是一种全面参与员工的生产管理方式,旨在最大化产品生产率、品质和工作效率。
TPM追求全员参与,通过识别和消除造成设备故障、停机和质量问题的根本原因,实现其生产目标。
下面是TPM的几个重要方面:
1. 设备可靠性维护
TPM强调设备可靠性的提高,以预防定期维护之外的故障,保证设备持续运转,最大限度地减少停机时间。
2. 设备效率提高
TPM通过工程控制、生产操作技能和设备管理等方式来实现设备效率的提高,提高其产量和效益,并保证产品质量。
3. 计划性维护
TPM注重对设备的计划性和预防性维护,以减少突发性的问题和需要紧急维修的情况。
4. 全员参与
TPM通过全员参与,以实现彻底的质量管理和效率提高。
所有员工都可以参与到设备的维护、改善、生产和管理中。
5. 标准化工作
TPM强调标准化工作,并通过不断的改进与学习,提高工作效率和质量,从而减少浪费和成本。
总之,TPM是一种重视员工参与、维护设备可靠性和提高效率、通过计划性维护实现生产目标、强调标准化工作、全员参与的生产管理方式。
它可以帮助企业提高生产效率,降低成本,提高产品质量,并提高员工的工作满意度和认同感。
TPM含义
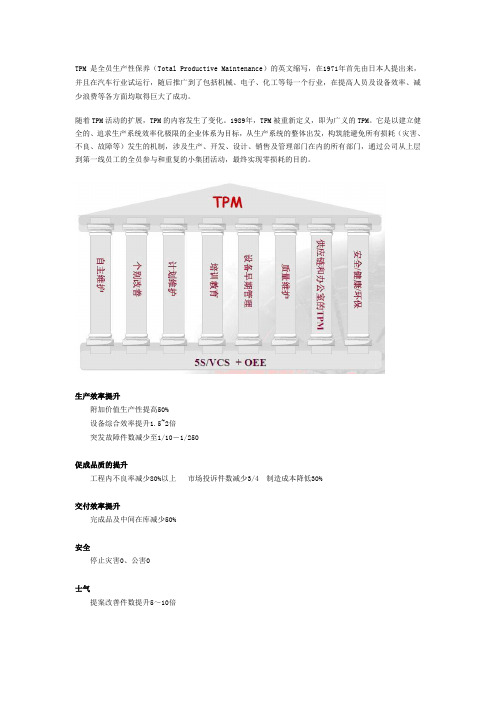
TPM是全员生产性保养(Total Productive Maintenance)的英文缩写,在1971年首先由日本人提出来,并且在汽车行业试运行,随后推广到了包括机械、电子、化工等每一个行业,在提高人员及设备效率、减少浪费等各方面均取得巨大了成功。
随着TPM活动的扩展,TPM的内容发生了变化。
1989年,TPM被重新定义,即为广义的TPM。
它是以建立健全的、追求生产系统效率化极限的企业体系为目标,从生产系统的整体出发,构筑能避免所有损耗(灾害、不良、故障等)发生的机制,涉及生产、开发、设计、销售及管理部门在内的所有部门,通过公司从上层到第一线员工的全员参与和重复的小集团活动,最终实现零损耗的目的。
生产效率提升
附加价值生产性提高50%
设备综合效率提升1.5~2倍
突发故障件数减少至1/10-1/250
促成品质的提升
工程内不良率减少80%以上市场投诉件数减少3/4 制造成本降低30%
交付效率提升
完成品及中间在库减少50%
安全
停止灾害0、公害0
士气
提案改善件数提升5~10倍。
TPM是Total-Productive-Maintenance-第一个字母的缩写-本意是
TPM是T otal Productive Maintenance 第一个字母的缩写,本意是"全员参与的生产保全",也翻译为"全员维护",即通过员工素质与设备效率的提高,使企业的体质得到根本改善。
TPM 起源于50年代的美国,最初称事后保全,经过预防保全、改良保全、保全预防、生产保全的变迁。
60年代传到日本,1971年基本形成现在公认的TPM。
80年代起,韩国等亚洲国家、美洲国家、欧洲国家相继开始导入TPM活动。
90年代,中国一些企业开始推进TPM 活动。
TPM是英文T otal Productive Maintenance的缩略语,中文译名叫全面生产维修,又译为全员生产保全。
是以提高设备综合效率为目标,以全系统的预防维修为过程,全体人员参与为基础的设备保养和维修管理体系。
TPM强调五大要素,即:——TPM致力于设备综合效率最大化的目标;——TPM在设备一生建立彻底的预防维修体制;——TPM由各个部门共同推行;——TPM涉及每个雇员,从最高管理者到现场工人;——TPM通过动机管理,即自主的小组活动来推进。
(PM)其具体含义有下面4个方面:1.以追求生产系统效率(综合效率)的极限为目标;2.从意识改变到使用各种有效的手段,构筑能防止所有灾害、不良、浪费的体系,最终构成“零”灾害、“零”不良、“零”浪费的体系;3.从生产部门开始实施,逐渐发展到开发、管理等所有部门;4.从最高领导到第一线作业者全员参与。
TPM活动由“设备保全”、“质量保全”、“个别改进”、“事务改进”、“环境保全”、“人才培养”这6个方面组成,对企业进行全方位的改进。
1.TPM概念从理论上讲,TPM是一种维修程序。
它与TQM(全员质量管理)有以下几点相似之处:(1)要求将包括高级管理层在内的公司全体人员纳入TPM;(2)要求必须授权公司员工可以自主进行校正作业;(3)要求有一个较长的作业期限,这是因为TPM自身有一个发展过程,贯彻TPM需要约一年甚至更多的时间,而且使公司员工从思想上转变也需要时间。
TPM—全员生产保养
TPM—全员生产保养1. 什么是TPM?TPM,全称为“Total Productive Maintenance”,即全员生产保养。
它是一种旨在改善设备可靠性、提高生产效率的管理方法。
TPM的核心理念是通过每个员工的全面参与,实现设备的最佳性能和最小故障时间。
2. TPM的原则TPM的实施遵循以下原则:2.1 全员参与TPM将设备的保养不再局限于维修工作人员,而是将其扩展到全员参与。
每个员工都应对设备的保养负责,保持设备的正常运行状态。
2.2 预防性保养传统的维修方式是等待设备发生故障,然后进行修复。
TPM强调预防性保养,即通过定期检查、清洁和维护设备,预防故障的发生,保持设备的良好状态。
2.3 故障消除在TPM中,故障不仅仅是维修工作人员的责任,每个员工都有义务消除故障。
通过设备巡检和快速的故障处理,可以迅速恢复生产,并防止故障再次发生。
2.4 持续改善TPM是一个持续改善的过程,它要求员工不断地寻求改进设备和工作方式的方法。
通过员工的反馈和创新,不断地提高设备的可靠性和生产效率。
3. TPM的实施步骤3.1 培训和意识提升首先,组织需要进行TPM培训,向员工介绍TPM的概念、原则和方法。
培训的目的是提升员工的意识,让他们理解TPM对于企业的重要性。
3.2 制定保养计划在实施TPM时,企业需要制定详细的保养计划。
这包括设备的保养周期、保养内容、保养人员的分工等。
保养计划可以根据设备的不同特点进行制定。
3.3 设备巡检和保养根据保养计划,员工需要定期对设备进行巡检和保养。
巡检的目的是发现潜在故障,并及时进行修复。
保养的内容包括清洁设备、更换易损件等。
3.4 故障处理和改善当设备发生故障时,员工需要迅速进行故障处理。
故障处理的目标是恢复生产,并找出故障的原因,避免类似故障再次发生。
此外,员工还应积极提出改善设备的建议。
4. TPM的好处4.1 提高设备可靠性通过TPM的实施,设备的故障率可以明显下降。
TPM是Total-Productive-Maintenance-第一个字母的缩写-本意是
TPM是T otal Productive Maintenance 第一个字母的缩写,本意是"全员参与的生产保全",也翻译为"全员维护",即通过员工素质与设备效率的提高,使企业的体质得到根本改善。
TPM 起源于50年代的美国,最初称事后保全,经过预防保全、改良保全、保全预防、生产保全的变迁。
60年代传到日本,1971年基本形成现在公认的TPM。
80年代起,韩国等亚洲国家、美洲国家、欧洲国家相继开始导入TPM活动。
90年代,中国一些企业开始推进TPM 活动。
TPM是英文T otal Productive Maintenance的缩略语,中文译名叫全面生产维修,又译为全员生产保全。
是以提高设备综合效率为目标,以全系统的预防维修为过程,全体人员参与为基础的设备保养和维修管理体系。
TPM强调五大要素,即:——TPM致力于设备综合效率最大化的目标;——TPM在设备一生建立彻底的预防维修体制;——TPM由各个部门共同推行;——TPM涉及每个雇员,从最高管理者到现场工人;——TPM通过动机管理,即自主的小组活动来推进。
(PM)其具体含义有下面4个方面:1.以追求生产系统效率(综合效率)的极限为目标;2.从意识改变到使用各种有效的手段,构筑能防止所有灾害、不良、浪费的体系,最终构成“零”灾害、“零”不良、“零”浪费的体系;3.从生产部门开始实施,逐渐发展到开发、管理等所有部门;4.从最高领导到第一线作业者全员参与。
TPM活动由“设备保全”、“质量保全”、“个别改进”、“事务改进”、“环境保全”、“人才培养”这6个方面组成,对企业进行全方位的改进。
1.TPM概念从理论上讲,TPM是一种维修程序。
它与TQM(全员质量管理)有以下几点相似之处:(1)要求将包括高级管理层在内的公司全体人员纳入TPM;(2)要求必须授权公司员工可以自主进行校正作业;(3)要求有一个较长的作业期限,这是因为TPM自身有一个发展过程,贯彻TPM需要约一年甚至更多的时间,而且使公司员工从思想上转变也需要时间。
TPM(TotalProductivemaintenance)全员生产维护
TPM(TotalProductivemaintenance)全员生产维护
TPM全员生产维护,又称为全员生产保全。
TPM是以提高设备综合效率为目标,以系统的预防维修过程,全员参与为基础的设备保养和维修管理体系。
五大要素
1 目标:设备效率最大化
2 在设备寿命周期建立预防维修系统
3 各个部门共同实施
4 涉及全员,包含最高管理者和现场员工
5 建立TPM小组进行实施落地
“三全'
1 全效率:寿命周期费用评价、设备综合效率OEE
2 全系统:包含预防维修、事后维修、改善维修(IATF的预防性维修和预见性维修)
3 全员:最高管理者到现场直接操作员都要参与,实施TPM小组活动
可动率
即机器可以正常运转的比率。
必须尽可能的提高机器的可动率,最好通过努力让其达到100%。
谈到可动率,主要靠设备保养来保障和缩短换模时间来保证机器可动率。
稼动率
就是在没有工作的时候不要让机器空转,因为没有一点效率。
因此,可以说稼动率是由工作的有无,即外界因素来决定的。
不过,由于机器过度运转,折旧就会负担过大,同样会给公司带来损失。
稼动率则与生产现场的生产量密切相关。
必须加班的情况下,稼动率有可能会达到120%。
结尾语
精益生产的目的不是为了追求高额的设备投资。
在部添购任何新
机器的情况下,将原有机器进行改造,也可能让它们达到与尖端机器同样的工作效率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
TPM是T otal Productive Maintenance 第一个字母的缩写,本意是"全员参与的生产保全",也翻译为"全员维护",即通过员工素质与设备效率的提高,使企业的体质得到根本改善。
TPM 起源于50年代的美国,最初称事后保全,经过预防保全、改良保全、保全预防、生产保全的变迁。
60年代传到日本,1971年基本形成现在公认的TPM。
80年代起,韩国等亚洲国家、美洲国家、欧洲国家相继开始导入TPM活动。
90年代,中国一些企业开始推进TPM 活动。
TPM是英文T otal Productive Maintenance的缩略语,中文译名叫全面生产维修,又译为全员生产保全。
是以提高设备综合效率为目标,以全系统的预防维修为过程,全体人员参与为基础的设备保养和维修管理体系。
TPM强调五大要素,即:
——TPM致力于设备综合效率最大化的目标;
——TPM在设备一生建立彻底的预防维修体制;
——TPM由各个部门共同推行;
——TPM涉及每个雇员,从最高管理者到现场工人;
——TPM通过动机管理,即自主的小组活动来推进。
(PM)
其具体含义有下面4个方面:
1.以追求生产系统效率(综合效率)的极限为目标;
2.从意识改变到使用各种有效的手段,构筑能防止所有灾害、不良、浪费的体系,最终构成“零”灾害、“零”不良、“零”浪费的体系;
3.从生产部门开始实施,逐渐发展到开发、管理等所有部门;
4.从最高领导到第一线作业者全员参与。
TPM活动由“设备保全”、“质量保全”、“个别改进”、“事务改进”、“环境保全”、“人才培养”这6个方面组成,对企业进行全方位的改进。
1.TPM概念
从理论上讲,TPM是一种维修程序。
它与TQM(全员质量管理)有以下几点相似之处:(1)要求将包括高级管理层在内的公司全体人员纳入TPM;(2)要求必须授权公司员工可以自主进行校正作业;(3)要求有一个较长的作业期限,这是因为TPM自身有一个发展过程,贯彻TPM需要约一年甚至更多的时间,而且使公司员工从思想上转变也需要时间。
TPM将维修变成了企业中必不可少的和极其重要的组成部分,维修停机时间也成了工作日计划表中不可缺少的一项,而维修也不再是一项没有效益的作业。
在某些情况下可将维修视为整个制造过程的组成部分,而不是简单地在流水线出现故障后进行,其目的是将应急的和计划外的维修最小化。
2.TPM的起源
TPM起源于“全员质量管理(TQM)”。
TQM是W·爱德华·德明博士对日本工业产生影响的直接结果。
德明博士在二战后不久就到日本开展他的工作。
作为一名统计学家,他最初只是负责教授日本人如何在其制造业中运用统计分析。
进而如何利用其数据结果,在制造过程中控制产品质量。
最初的统计过程及其产生的质量控制原理不久受到日本人职业道德的影响,形成了具有日本特色的工业生存之道,这种新型的制造概念最终形成了众所周知TQM。
当TQM要求将设备维修作为其中一项检验要素时,发现TQM本身似乎并不适合维修环境。
这是由于在相当一段时间内,人们重视的是预防性维修(PM)措施,多数工厂也都采用PM,而且,通过采用PM技术制定维修计划以保持设备正常运转的技术业已成熟。
然而在需要提高或改进产量时,这种技术时常导致对设备的过度保养。
它的指导思想是:“如果有一滴油能好一点,那么有较多的油应该会更好”。
这样一来,要提高设备运转速度必然会导致维修作业的增加。
而在通常的维修过程中,很少或根本就不考虑操作人员的作用,维修人员也只是就常用的并不完善的维修手册规定的内容进行培训,并不涉及额外的知识。
通过采用TPM,许多公司很快意识到要想仅仅通过对维修进行规划来满足制造需求是远远不够的。
要在遵循TQM原则前提下解决这一问题,需要对最初的TPM技术进行改进,以便将维修纳入到整个质量过程的组成部分之中。
现在,TPM的出处已经明确。
TPM最早是在40年前由一位美国制造人员提出的。
但最早将TPM技术引入维修领域的是日本的一位汽车电子元件制造商——Nippondenso在20世纪60年代后期实现的。
后来,日本工业维修协会干事Seiichi Naka jima对TPM作了界定并目睹了TPM在数百家日本公司中的应用。
3.TPM的应用
在开始应用TPM之前,应首先使全体员工确信公司高级管理层也将参与TPM作业。
实施TPM的第一步则是聘请或任命一位TPM协调员,由他负责培训公司全体员工TPM知识,并通过教育和说服工作,使公司员工们笃信TPM不是一个短期作业,不是只需几个月就能完成的事情,而是要在几年甚至更长时间内进行的作业。
一旦TPM协调员认为公司员工已经掌握有关知识并坚信TPM能够带来利益,就可以认为第一批TPM的研究和行动团队已经形成。
这些团队通常由那些能对生产中存在问题部位有直接影响的人员组成,包括操作人员、维修人员、值班主管、调度员乃至高层管理员。
团队中的每个人都是这一过程的中坚力量,应鼓励它们尽其最大努力以确保每个团队成功地完成任务。
通常这些团队的领导一开始应由TPM协调员担当,直到团队的其他成员对TPM过程完全熟悉为止。
行动团队的职责是对问题进行准确定位,细化并启动修复作业程序。
对一些团队成员来说,发现问题并启动解决方案一开始可能并不容易,这需要一个过程。
尽管在其他车间工作可能有机会了解到不同的工作方法,但团队成员并不需要这样的经验。
TPM作业进行的顺利与
否,在于团队成员能否经常到其他合作车间,以观察对比采用TPM的方法、技术以及TPM 工作。
这种对比过程也是进行整体检测技术(称为水准基点)的组成部分,是TPM过程最宝贵的成果之一。
在TPM中,鼓励这些团队从简单问题开始,并保存其工作过程的详细记录。
这是因为团队开始工作时的成功通常会加强管理层对团队的认可。
而工作程序及其结果的推广是整个TPM过程成功的要决之一。
一旦团队成员完全熟悉了TPM过程,并有了一定的解决问题的经验后,就可以尝试解决一些重要的和复杂的问题。
4.案例分析
在一家采用TPM技术的制造公司中,TPM团队在一开始选择了一个冲床作为分析对象,对它进行了深入细致的研究和评估,经过一段较长时间的生产,建立了冲床生产使用和非生产时间的对比记录。
一些团队成员发现冲床在几种十分相似状态下的工作效率却相差悬殊。
这个发现使他们开始考虑如何才能提高其工作状态。
随后不久他们就设计出一套先进的冲床操作程序,它包括为冲床上耗损的零部件清洁、涂漆、调整和更换等维护作业,从而使冲床处于具有世界级水平的制造状态。
作为其中的一部分,他们对设备使用和维修人员的培训工作也进行了重新设计,开发了一个由操作人员负责检查的按日维护作业清单,并由工厂代理人协助完成某些阶段的工作。
在对一台设备成功进行TPM后,其案例记录会表明TPM确能大幅提高产品质量,厂方会因而更加支持对下一台设备采用TPM技术,如此下去,就可以把整个生产线的状态提高到世界级水平,公司的生产率也会显著提高。
由上述案例可知:TPM要求将设备的操作人员也当作设备维修中的一项要素,这就是TPM 的一种创新。
那种“我只负责操作”的观念在这里不再适用了。
而例行的日常维修核查、少量的调整作业、润滑以及个别部件的更换工作都成了操作人员的责任。
在操作人员的协助下,专业维修人员则主要负责控制设备的过度耗损和主要停机问题。
甚至是在不得不聘请外部或工厂内部维修专家的情况下,操作人员也应在维修过程中扮演显著角色。
TPM协调员有几种培训方式。
多数与制造业相结合的大型专业组织与私人咨询部、培训组织一样均可提供有关TPM实施的信息。
制造工程协会(SME)和生产率报业就是两个例子,他们都提供介绍TPM的磁带、书籍和其它相关教学资料。
生产率报业还在美国境内各大城市长期举办有关TPM研讨会,同时也提供工业水准基点的指导和培训工作。
5.TPM效果
成功实施TPM的公司很多,其中包括许多世界驰名公司,如:福特汽车公司、柯达公司、戴纳公司和艾雷·布雷德利公司等。
这些公司有关TPM的报告都说明了公司实施TPM后,生产率有显著提高。
尤其是柯达公司,它声称自公司采用TPM技术后,获得了500万比1600万的投入产出比。
另一家制造公司则称其冲模更换时间从原来的几小时下降到了20分钟。
这相当于无需购买就能使用两台甚至更多的、价值上百万美元的设备。
德克萨斯州立大学声称通过研究发现,在某些领域采用TPM可以提高其生产率达80%左右。
而且这些公司均声称通过TPM可以减少50%甚至更多的设备停机时间,降低备件存货量,提高按时交
货率。
在许多案例中它还可以大幅减少对外部采办部件、甚至整个生产线的需求. TPM是全员劳动生产率保持,目的是在各个环节上持续不断地进行改善。