生产部人员配置规划
公司生产部机器设备及机台人员配置明细表
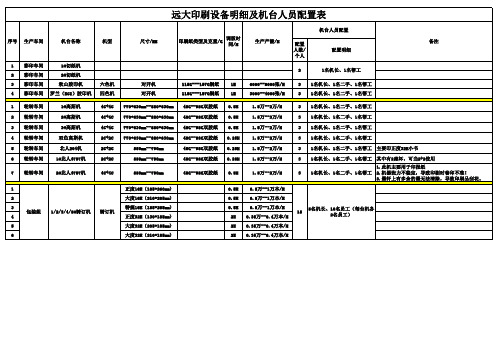
远大印刷设备明细及机台人员配置表
机台人员配置 序号 生产车间 机台各称 机型 尺寸/MM 印刷纸类型及克重/G 调版时 间/H 生产产能/H 配置 人数/ 个人 2 六色机 四色机 4C+4C 4C+4C 4C+4C 2C+2C 2C+2C 2C+2C 4C+4C 对开机 对开机 770*630mm--880*630mm 770*630mm--880*630mm 770*630mm--880*630mm 770*630mm--880*630mm 550mm--790mm 550mm--790mm 550mm--790mm 正度16K(185*260mm) 大度16K(210*285mm) 包装组 1/2/3/4/5#骑订机 骑订机 特规16K(185*285mm) 正度32K(130*185mm) 大度32K(205*185mm) 大度32K(210*185mm) 115G---157G铜纸 115G---157G铜纸 48G--98G双胶纸 48G--98G双胶纸 48G--98G双胶纸 48G--98G双胶纸 48G--98G双胶纸 48G--98G双胶纸 48G--98G双胶纸 1H 1H 0.5H 0.5H 0.5H 0.25H 0.25H 0.25H 0.5H 0.5H 0.5H 0.5H 2H 2H 2H 6000--8000张/H 3000--4000张/H 1.5万--2万/H 1.5万--2万/H 1.5万--2万/H 1.5万--2万/H 1.5万--2万/H 1.5万--2万/H 1.5万--2万/H 0.8万--1万本/H 0.8万--1万本/H 0.8万--1万本/H 0.35万--0.4万本/H 0.35万--0.4万本/H 0.35万--0.4万本/H 15 5名机长、10名员工(每台机 各2名员工) 3 3 3 3 3 3 3 3 3
生产部门人员结构调整和休假方式建议

生产部门人员结构调整和休假方式建议一、生产部门人员结构调整建议(一)现状:目前,生产部门为安全生产部、运行中心、维护中心三个部门,三个部门共同负责电站安全生产工作的组织和全面实施。
但三个部门做好人力资源,企业无忧之间存在职责不清,关系不顺的情况,主要表现在安全生产部与两个中心的关系上。
人员结构上安全生产部设主任1人,主管2人,业务员3人,共6人;维护中心设副主任1人,主管1人,专责3人,技术员2人,共7人;运行中心目前共有39人,设部门主任、副主任各1名,主管1人,值长5人,主值3人,值班员20人,另有8人在见习期学习。
(二)建议1、建议三个部门为平行部门,安全生产部为职能管理部门,主要负责安全生产监督以及电力生产技术管理和监督工作,协调公司内部生产管理关系。
运行中心和维护中心为执行部门,具体负责安全生产各个环节的工作实施,在安全及生产技术层面接受安全生产部的管理。
2、建议安全生产部岗位设置如下:3、建议维护中心岗位设置如下:4、运行中心人员配置建议运行中心按34人配置(或30人),其中部门领导2人、闸首负责人2人,运行人员30人(或26人),将运行人员分为2大组轮换值班,每组又分为3值1班共4个小组,3值轮流进行倒班,其余人员列入On-call班在电站24小时待命。
人员设置共需6名值长,2名On-call班长(具备值长资格),其余人员为值班员A、B。
具体人员设置如下表:二、员工休假方式建议:(一)思路:建议实行集中轮休假管理模式,即执行国家每周五天工作制后,将每月周六和周日两天双休日累计进行集中休息,员工每月休假一次,每次9天,在生产现场期间,星期六和星期日正常上班。
实行集中轮休假制度可以保障电站安全生产和员工合法权益,解决职工生活后顾之忧,在做好工作的同时,能够抽出时间照顾家庭,目前国内多数水电站均采用集中轮休假模式。
(二)运行值班人员休假方式运行值班模式为大倒班模式,具体方式是将运行人员分为两个大组,1个大组的各值长带1至2名值班员进行值班,On-call班在班长的带领下进行工作,On-call班长接受部门领导和当值值长的工作安排,每轮值班18天。
人员配置情况优化方案
人员配置情况优化方案背景人员配置是企业日常运营中至关重要的一项工作,其合理与否直接影响企业的生产效率和经济效益。
因此,每个企业都要根据自身具体情况,进行员工数量和工种的科学规划,并及时进行调整和优化。
分析人员配置的优化方案需要从企业生产运作的角度考虑,从以下几个方面进行分析:1. 细化工作流程尽可能地将每一个工作环节细分,合理分配人员,确保每个岗位都有专人擅长并且具有对应的职业技能,避免浪费资源。
此外,在新旧工艺技术普及的同时,企业需要摆脱传统作业模式,采用一些先进的生产手段来提高生产效率。
2. 建立有效的评估机制当企业出现一些问题时,员工应该及时进行交流并提出解决方案,如果无法在内部达成共识,可以在外部请教专家或顾问意见。
建立有效的评估机制可以帮助企业采纳更好的决策,提高运营效率。
3. 重视培训不断增加员工的技能和知识背景,可以提高员工的工作效率,满足生产需求,使员工更加熟练地操作机器,提高生产效率。
4. 根据具体需求灵活调整针对不同的生产需求,适当调整员工的数量和布局,确保生产计划中每个生产环节的合理配备。
针对不同的生产需求,可以调配机器设备、调整工作安排,协调人员与机器之间的配合,以达到最优质生产效果。
实施方案实施人员配置优化方案需要遵循以下原则:1. 确定方向和目标企业需要先明确自身的发展方向和目标,然后在这一目标的基础上,制定与目标相适应的人力资源配置方案。
2. 制定具体计划并实施制定具体人力资源配置计划,安排时间表和目标,并督促实施。
人员配置计划应该全面考虑生产需求,员工能力等因素,实现人力资源的最优化配置。
3. 监控实施效果企业应该对实施过程进行标准化监控和管理,及时调整方案,确保最终实施效果达到预期目标。
4. 持续优化企业需要根据生产需求的不断变化,始终保持人员配置方案的动态调整,确保它与实际生产状况相适应。
总结人员配置是企业运营中的一件大事,必须根据实际需求进行合理的规划和调整。
生产部部门工作职能与人员设置标准范本
编号:QC/RE-KA9872生产部部门工作职能与人员设置标准范本In the collective, in order to make all behaviors have rules and regulations, all people abide by the unified norms, so that each group can play the highest role and create the maximum value.(管理规范示范文本)编订:________________________审批:________________________工作单位:________________________生产部部门工作职能与人员设置标准范本使用指南:本管理规范文件适合在集体中为使所有行为都有章可偱,所有人都共同遵守统一的规范,最终创造高效公平公开的的环境,使每个小组发挥的作用最高值与创造的价值最大化。
文件可用word 任意修改,可根据自己的情况编辑。
生产部部门工作职能与人员设置一、部门工作职能及架构图(略)生产部的职能按公司计划,生产符合图纸要求的合格优良产品,以受控的一系列计划生产管理经营活动,来保证公司的产品经营目标。
加强工艺管理的技术改造,在提高生产效率和产品品质的同时改善现场工作环境。
加强落实生产流程中的节能、降耗管理,对生产成本进行全程控制。
加强生产班组建设和职能培训的管理工作,塑造一支有较强技能和纪律的员工队伍。
加强与公司各部门的沟通联系工作,做好新产品的试制配合、产品的性能试验、产品的结构改造可行性试验等工作,提供优质服务。
架构图(略)二、岗位设置说明及岗位职责生产部岗位设置和人员配置一.生产部职能管理岗位设置:1.经理:1名。
2.副经理:1名。
3.计划统计室:计划主管1名,计划员1名,统计员2名。
4.技术工艺室:工艺主管1名,工艺工程技术人员2名。
5.调度室:调度主管1名,调度员1名。
车间生产组织及管理制度

一、引言车间作为企业生产的核心部门,其组织及管理制度的健全与否直接影响到生产效率、产品质量和企业效益。
为了确保生产任务的顺利完成,提高产品质量,降低生产成本,本文将针对车间生产组织及管理制度进行详细阐述。
二、车间生产组织1. 人员配置根据生产需求,合理配置车间生产人员,包括生产工人、技术人员、管理人员等。
人员配置应遵循以下原则:(1)按需分配:根据生产任务量和员工技能水平,合理分配人员,确保生产线的正常运行。
(2)优化组合:根据员工特长和岗位需求,进行人员优化组合,提高生产效率。
(3)培训提升:定期对员工进行技能培训,提高员工素质,为企业发展储备人才。
2. 组织结构车间组织结构应简洁明了,便于管理和协调。
一般包括以下层级:(1)车间主任:负责整个车间的生产管理工作,协调各部门关系。
(2)班组长:负责本班组的日常生产工作,确保生产任务的完成。
(3)操作工:负责具体的生产操作,保证产品质量。
三、车间生产管理制度1. 生产计划管理(1)制定生产计划:根据市场需求和销售情况,制定科学合理的生产计划。
(2)生产调度:根据生产计划,合理安排生产任务,确保生产进度。
(3)生产进度监控:实时监控生产进度,确保生产任务按时完成。
2. 质量管理(1)制定质量标准:根据产品特性,制定严格的质量标准。
(2)过程控制:在生产过程中,严格执行质量标准,确保产品质量。
(3)质量检验:对生产出的产品进行质量检验,不合格品及时返工或报废。
3. 设备管理(1)设备维护:定期对生产设备进行维护保养,确保设备正常运行。
(2)设备更新:根据生产需求,及时更新设备,提高生产效率。
(3)设备安全:加强设备安全操作培训,确保员工人身安全。
4. 物料管理(1)物料采购:根据生产需求,合理采购原材料和辅料。
(2)物料储存:合理规划物料储存区域,确保物料质量。
(3)物料发放:严格按照生产计划,发放物料,避免浪费。
5. 安全生产管理(1)安全生产培训:定期对员工进行安全生产培训,提高安全意识。
生产经营单位安全管理人员配备
(2)组织定期的应急演练,评估演练效果,及时调整应急预案。
十二、安全管理人员配备的评估与反馈
1.定期评估:
(1)建立安全管理人员配备的定期评估机制,评估安全管理人员的数量、结构和效能;
(2)评估结果作为调整安全管理人员配备、优化培训内容和改进管理措施的依据。
(3)组织本车间、部门的安全生产培训和演练。
3.执行层安全管理人员:
(1)负责现场安全生产监督、检查,及时纠正违章行为;
(2)发现事故隐患,及时报告并督促整改;
(3)参与事故调查和处理。
四、安全管理人员培训与考核
1.培训:
(1)定期组织安全管理人员参加安全生产知识、技能培训;
(2)培训内容应包括安全生产法律法规、安全生产管理、事故案例分析等。
2.协作机制:
(1)鼓励安全管理人员之间的协作,共同解决安全生产中的难题;
(2)与政府、行业组织、专业机构等建立协作关系,共享安全生产资源,提升安全管理水平。
十四、安全管理人员配备的宣传教育
1.宣传教育计划:
(1)制定年度安全生产宣传教育计划,针对安全管理人员开展专项宣传教育活动;
(2)宣传教育内容包括安全生产法律法规、安全生产知识、典型事故案例等。
(2)引入先进的安全生产管理理念和方法,提升安全管理水平。
九、安全管理人员配备的保障措施
1.资源保障:
(1)为安全管理人员提供必要的工作条件,包括办公设施、防护设备等;
(2)保障安全管理人员的工作时间,确保其能充分履行职责。
2.法律保障:
(1)加强对安全管理人员合法权益的保护,确保其在履行职责时不受不当干预;
(2)通过数据分析,发现安全管理工作中存在的问题,及时采取措施加以改进。
生产部人员配置表

招聘
号
岗位
1
经理
配置 人数
1
2
副经理
0
3
AM 专家
1
4
统计员
1
污水、纯水设
5
2
备管 理人员
6
机修主管
1
7
设备主管
1
机电车间管 理
8
人员(机电、
3
维修、仪表)
9
聚合车间主 任 1
10 AM 车间主 任 1
聚合车间调
11
度、控制室
6
12 AM 调度、控制 6
在职 人数
1
0 1 0 2 0 1 3
操作工
645 周岁以下,高中或中专以上学历,有较强
工人
的体力,有一定的化学实验经验 ,吃苦耐劳
内部调配、外聘
2013.5
15
叉车工
相关工作经验,熟练驾驶技术,懂机械维修
3
0
3
不限 机修相关专 业 方面知识,持有驾驶证、《特种作业操 作证》
技工
内部调配、外聘
2013.5
备注
已有
暂不设
2013.6 2013.5 2013.6 2013.5
已有
已有 已有 已有
已有
已有
2013.6 2013.6
已有 3 人 已有 3 人
室
关专业
识,能熟练使用计算机办公 软件
机修、电焊相 相关工作经验,具有维修和电焊方面的 知识,
13 机修钳、焊工
7
1
6
男
关专 业 持电焊工、特种作业操 作证等
技工
外聘
化工生产车间人员配置方案_2
部门
岗位
增补人数
薪资标准
每人
增补合计
1
工程设备部
机修员
8
3500元/月
28000元/月
2
电工
4
3500元/月
14000元/月
3
安全环保部
安全专员
2
4000元/月
8000元/月
4
物流部
库管
4
3500元/月
14000元/月
5
质量部
QA主管
1
6000元/月
6000元/月
6
QA专员
6
4000元/月
24000元/月
7
QC主管
1
6000元/月
6000元/月
8
QC专员
6
4000元/月
24000元/月
9
行政部
食堂
4
2500元/月
10000元/月
共计:
36人
37000元/月
134000元/月
四、人工成本费用预算(单位:支持一个标准生产车间)
序号
部门
岗位
配置人数
薪资标准
(元/月)
福利计划(保留整位)
工资总额
(元/月)
保 险
660
8658
13
QC专员
6
24000
7992
2640
34632
14
行政部
食堂
4
10000
3330
1100
14430
共计:
86人
322000
107226
35420
464696
注:保险、公积金基数同个人月薪资标准,保险公司缴纳比例(%),公积金公司缴纳比例(11%)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产部人员配置规划
一.间接人员:
主管:1人端子组长:1人
手工组长:1人品质组长:1人
机修:2人
共计:6人
二.端子组作业员:
全自动机操作员:6人半自动机操作员:4人
裁线机操作员:2人端检:1人
共计:13人
三.手工组作业员:
屏线类:按此配置每天可生产3000条左右成品
穿胶壳:8人绞线:2人
包醋酸布:2人副加工:2人(入编织、套管、收缩、打胶)机内连接线类:按此配置每天可生产2000条左右成品
穿胶壳:4人缠绕管:1人
副加工:1人
其它人员:
测试:2人全检:2人
焊锡:2人
共计:26人
总配置:45人
说明:
1.全自动端子机加工能力:2500点*20H*4台=200000条
2. 裁线机加工能力:1500条*10H*2=30000条
3. 半自动端子机加工能力:2500点*10H*3台=75000点
4. 屏线入壳能力:(每人)850点*10H=8500点
每条线按27个点可生产310条
每条线按58个点可生产150条
5. 机内线入壳能力:(每人)1000点*10H=10000点
每条线按30个点可生产330条
每条线按15个点可生产660条
6. 绞线能力:(每人)650点*10H=6500点
每条线按10组可生产650条
每条线按5组可生产1300条
7. 包醋酸布能力:(每人)200条*10H=2000条
8.缠绕管能力:(每人)250条*10=2500条
9. 测试能力:300条*10H=3000条
2台机可测试6000条
10. 屏线焊锡能力:(每人)700点*10H=7000点
每条线按27个点每天可生260条
每条线按17个点每天可生410条
11. 电源线焊锡能力:(每人)1200点*10H=12000点
每条线按3个点每天可生4000条。