第一讲装配线平衡问题及其求解
简述装配线平衡的步骤
简述装配线平衡的步骤摘要:1.装配线平衡的重要性2.装配线平衡的步骤2.1 收集数据2.2 确定工作步骤2.3 计算工作循环时间2.4 评估装配线平衡2.5 制定改进措施3.实施装配线平衡4.监测和调整正文:装配线平衡是提高生产效率、降低生产成本的关键环节。
在现代制造业中,装配线平衡的重要性不言而喻。
本文将详细介绍装配线平衡的步骤,以帮助企业更好地实现生产目标。
1.装配线平衡的重要性装配线平衡能够确保生产过程中各个环节的流畅性,减少生产等待时间,降低在制品库存,提高生产效率。
通过对装配线的平衡,企业可以充分发挥设备潜能,提高生产效益。
2.装配线平衡的步骤2.1 收集数据在进行装配线平衡之前,首先要收集相关数据。
这些数据包括生产线上的工作步骤、工作时间、工作负荷等。
通过收集数据,可以了解生产线现状,为平衡装配线提供依据。
2.2 确定工作步骤根据收集到的数据,明确生产线上的工作步骤。
对于重复性较高的工序,可以进行简化或合并,以降低生产线的复杂性。
2.3 计算工作循环时间计算每个工作步骤的循环时间,即完成一个工作循环所需的时间。
这是评估装配线平衡的关键指标。
2.4 评估装配线平衡根据计算出的工作循环时间,评估装配线的平衡状况。
如果发现某些工作步骤的循环时间明显长于其他步骤,说明装配线存在不平衡现象。
2.5 制定改进措施针对不平衡的装配线,制定相应的改进措施。
这些措施包括调整工作步骤、增加工作人员、优化生产流程等。
3.实施装配线平衡根据制定的改进措施,对生产线进行调整。
在实施过程中,要注意观察改进措施的效果,以确保装配线达到平衡。
4.监测和调整装配线平衡不是一次性的工作,而是一个持续的过程。
在生产过程中,要不断监测装配线的运行状况,根据实际情况进行调整。
通过定期评估和改进,确保装配线始终保持平衡。
总之,装配线平衡是提高企业生产效率的关键环节。
通过以上五个步骤,企业可以实现装配线的平衡,降低生产成本,提高竞争力。
装配线平衡计算
3
9
7.8
20
20
71
7
装配线效率=
完成作业所需时间总和/(实际工作站总数*时间周期)
K= t /C 式中: K—最少工作站数; t —完成作业所需时间总量。 组织工作站需满足的条件:
保证各工序之间的先后顺序。 每个工作站的作业时间不能大于节拍。 每个工作站的作业时间应尽量相等和接近节拍。 应使工作站的数目最少。
工序同期化的措施有:
提高设备的生产效率。可以通过改装设备、改变设备型号同
按萨尔凡森提出在规定的装配线速度下使总的空闲时在规定的装配线速度下使总的空闲时间最少或使做一额定工作量的操作人数最少以使平衡延迟间最少或使做一额定工作量的操作人数最少以使平衡延迟最少最少的原则进行装配线平衡调整
1.流水线生产平衡
(1)生产线平衡的定义
生产线的平衡:要根据产品设定工作站数目,再将各工作
作业
紧前工序 说明
1
-
吊运
2
25
1
3
20
2
4
30
2
放入
5
25
3.4
安装
6
25
5
安装
7
12
6
8
14
6
栓螺母
பைடு நூலகம்
9
20
7.8
安装
作业时间(s) 50
装入 放入前
拧紧螺 拧紧螺
箱体定位 齿轮 浮动膜片 后膜片 后盖
前盖 栓螺母
连接盘
表 某部件装配顺序
解
1) 画出其先后次序图和先后次序矩阵表。 依照装配程序表的要求可以画出先后次序图。图中圆圈为作业, 箭头为操作顺序。
(2)生产周期的确定
装配线的平衡具体计算题-文档资料
问题:如果市场要求每天生产100台电风扇,节 拍时间如何确定?
答案:
需要的节拍时间= 每天的生产时间 每天的生产量
= 420分钟/天 100台/每天
=4.2分钟/台
9
装配线平衡例-确定理论最少的工作站数量(2 )
问题:这个装配线,工作站的最少数目是多少?
答案:
理论最大工作站数目为Nt,则:
Nt= 工艺总时间 节拍时间
3
1
2
1.2
2
0.5
1
1
1
1
0
1.4
工作站 2
工作站 3
C (4.2-3.25)=.95
16
2
1.2
1
A
B
G
C
D
E
3.25
1
.5
工作站 1
A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1= .2)
空闲= .2
1.4 H
F 1
工艺 A C D B E F G H
后续工艺数 时间 (Mins)
7
装配线平衡例:
• 下面是一个电风扇装配工序:
工艺 A B C D E F G H
时间 (Mins) 工艺说明
2
安装座架
1.2 安装开关
3.25 装配电机罩
1
将电机罩装上座架
0.5
安装叶片
1
装配安全罩
1
装电缆
1.4
测试
总时间
11.35
前工艺
无
A
无
A, C D E B
F, G
8Hale Waihona Puke 装配线平衡例-确定节拍时间(1 )
装配生产线平衡的研究
工艺流程的复杂性是装配生产线平衡的重要影响因素。
设备布局的影响
生产计划的影响
不合理的生产计划可能导致部分工作站过载,而其他工作站空闲,造成生产线的浪费和不均衡。
制定合理的生产计划,根据市场需求和产能进行排产,可以改善装配生产线的平衡。
汽车制造企业
02
对汽车制造企业的生产线进行深入调查,了解生产流程和瓶颈问题,提出合理的平衡方案。
机械制造企业
03
通过对机械制造企业生产线的分析和优化,提高生产效率和质量,降低生产成本。
实证研究结果
通过改进生产线平衡策略,生产线上各个环节的负荷得到合理分配,整体生产效率提高了20%。
生产线平衡度提高20%
装配生产线平衡的分类
02
静态平衡是指装配线在某一时间段内,各工作站作业时间保持不变的平衡状态;动态平衡则是指装配线在多品种、小批量生产条件下,各工作站作业时间不断变化的平衡状态。
03
单品种平衡是指装配线只生产一种产品,各工作站作业时间相等;多品种平衡则是指装配线同时生产多种产品,各工作站作业时间需要根据产品种类和数量进行调整。
生产成本降低15%
产品质量提高10%
员工满意度提高5%
通过优化生产线布局和平衡生产负荷,减少了生产过程中的浪费和等待时间,生产成本降低了15%。
通过改善生产线平衡状况,减少了生产过程中的错误和误差,产品质量提高了10%。
优化生产线平衡后,员工的工作量和压力得到合理分配,员工满意度提高了5%。
06
研究结论与展望
03
装配生产线平衡的影响因素
生产节拍是装配生产线平衡的关键因素,它对生产线平衡有着直接的影响。
汽车装配线平衡方法的
汽车装配线平衡方法汇报人:日期:•装配线平衡问题概述•装配线平衡问题的基本理论•遗传算法在装配线平衡问题中的目录应用•模拟退火算法在装配线平衡问题中的应用•基于粒子群优化算法的装配线平衡问题求解方法•实例分析目录01装配线平衡问题概述装配线是一种将零部件组装到一起的生产线,通常包括多个工作站和工序。
装配线的定义装配线具有高效、连续、重复性高的特点,能够快速大量地生产产品。
装配线的特点装配线的定义与特点装配线平衡问题的定义装配线平衡问题是指如何安排工作站和工序的顺序和时间,以使整个装配线的生产效率最高。
装配线平衡问题的重要性良好的装配线平衡可以提高生产效率、降低生产成本、减少工人的疲劳程度,提高产品质量。
装配线平衡问题的定义与重要性多目标性装配线平衡问题通常需要考虑多个目标,如生产效率、生产成本、工人的疲劳程度等,需要在这些目标之间进行权衡和折衷。
复杂性装配线平衡问题是一个复杂的组合优化问题,需要考虑多种因素,如工作站的数量、工序的顺序、工人的技能水平、设备的可用性等。
动态性装配线的生产情况是动态变化的,需要根据市场需求、产品类型、生产计划等因素进行调整,因此需要动态地进行装配线平衡。
装配线平衡问题的挑战02装配线平衡问题的基本理论装配线平衡问题的数学模型定义与公式01装配线平衡问题可以定义为在满足一系列约束条件下,寻找使得生产线总运行时间最短的工站排列组合方式。
数学模型通常涉及线性规划、整数规划、动态规划等。
变量与参数02数学模型中涉及的变量和参数包括工站数量、每个工站的工作时间、生产节拍、工作站的约束条件等。
适用范围与局限性03数学模型适用于求解具有明确数学表达形式的装配线平衡问题,但对于一些复杂问题可能需要采用更先进的求解方法。
优化目标装配线平衡问题的优化目标通常是最小化生产线的总运行时间,以提高生产效率。
此外,还可以考虑其他优化目标,如最小化生产线成本、提高产品质量等。
约束条件装配线平衡问题的约束条件包括工人的操作时间、设备的加工能力、生产计划的安排等。
装配线平衡问题
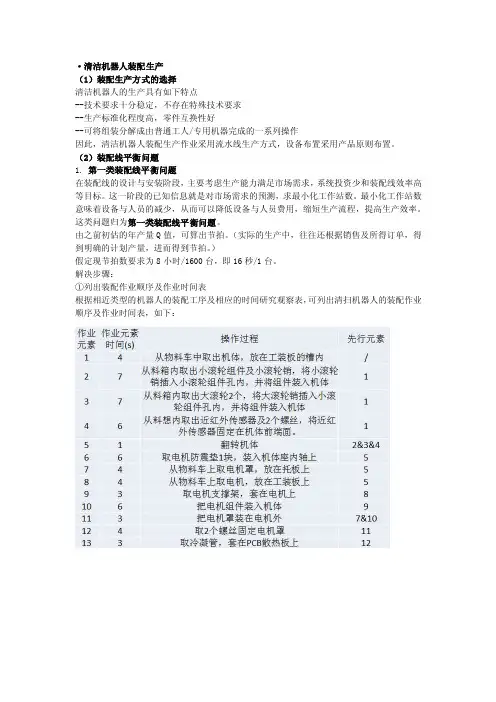
·清洁机器人装配生产(1)装配生产方式的选择清洁机器人的生产具有如下特点--技术要求十分稳定,不存在特殊技术要求--生产标准化程度高,零件互换性好--可将组装分解成由普通工人/专用机器完成的一系列操作因此,清洁机器人装配生产作业采用流水线生产方式,设备布置采用产品原则布置。
(2)装配线平衡问题1.第一类装配线平衡问题在装配线的设计与安装阶段,主要考虑生产能力满足市场需求,系统投资少和装配线效率高等目标。
这一阶段的已知信息就是对市场需求的预测,求最小化工作站数。
最小化工作站数意味着设备与人员的减少,从而可以降低设备与人员费用,缩短生产流程,提高生产效率。
这类问题归为第一类装配线平衡问题。
由之前初估的年产量Q值,可算出节拍。
(实际的生产中,往往还根据销售及所得订单,得到明确的计划产量,进而得到节拍。
)假定现节拍数要求为8小时/1600台,即16秒/1台。
解决步骤:①列出装配作业顺序及作业时间表根据相近类型的机器人的装配工序及相应的时间研究观察表,可列出清扫机器人的装配作业顺序及作业时间表,如下:②绘制装配优先顺序图③平衡搜索过程工作站分配原则——后续作业最多的优先安排;(第一规则)后续作业时间最长的优先安排;(第二规则)第一规则优于第二规则工位一:先分配作业元素1,1的作业时间4秒,节拍为16秒,剩余时间12秒。
作业元素1被分配后可安排的作业元素有2、3、4,作业时间分别为7秒、7秒、6秒。
其后续作业数相同,故先排2,在2被分配后剩余时间为12-7=5秒。
剩余时间不足,3、4无法分配到工位一。
至此工位一分配结束。
工位二:工位一分配完毕后,有资格被分配的作业元素有3、4。
剩余时间3秒,之后分配作业元素5,剩余时间2秒。
之后作业元素6、7、8有资格被分配,但剩余时间不足。
至此工位二分配结束。
工位三:作业元素6、7、8中,8的后续作业元素最多。
9的先行元素为8,因此先排8、9。
剩余时间16-4-3=9秒。
01-提升装配线平衡率解析
1
2
3
4
5
線速
工时
10.00
15.00
20.00
25.00
30.00
0.00
5.00
举例说明
#2
#1 坐 入 垫 前 和 轮 #3 坐 套 垫 坐 杆 垫 组 与 立 坐 垫 杆 #4 纸 包 套 上 下 管 纸 管 #5 剪 尾 #7 线 小 箱 # 6夹 准 备 尾 ( 夹 #8 附 小 件 箱 入 准 袋 备 ) ( 上 主 线 ) #9 绑 车 首 #1 0绑 前 轮 #1 1登 记 #1 2敲 横 条 #1 3绑 后 轮 #1 4入 箱 #1 5封 箱
重点说明:(竞争→售价=材料种类+有效动作+无效浪费)
不同
类似
类似
不同
※制造厂之竞争力决定于能否持续减少无效浪费。 而系统改善的精神是不断地挖掘浪费、消除浪费,绝非 闪避问题、屈服于现状。
生产线平衡计算
●
节拍 – 生产周期 最长工序时间(瓶颈岗位时间)决定了整个生产线的 作业时间,即等于节拍 —— T/T . C/T 平衡率 ∑(各工序的作业时间) 平衡率= 瓶颈岗位时间*人数 * 100%所需时间
●
工时
10.00
15.00
20.00
25.00
30.00
0.00
5.00
3、建立山积表
将各分解动作时间,以叠加式直方图表现的一种研究作业时间结果的手法。
工作目
T/T
#2 #1 坐 入 垫 前 和 轮 #3 坐 套 垫 坐 杆 垫 组 与 立 坐 垫 杆 #4 纸 包 套 上 下 管 纸 管 #5 剪 #7 尾 小 线 箱 #6 准 夹 备 尾 ( 夹 #8 附 小 件 箱 入 准 袋 备 ) ( 上 主 线 ) #9 绑 车 首 #1 0绑 前 轮 #1 1登 记 #1 2敲 横 条 #1 3绑 后 轮 #1 4入 箱 #1 5封 箱
装配线平衡问题分析
装配线平衡问题分析一、引言装配线平衡问题是指在生产流水线上,各个工序之间的任务分配不均衡,导致生产效率下降的情况。
这种问题在生产制造领域是非常常见的,解决装配线平衡问题对于提高生产效率和降低生产成本具有重要意义。
本文将从生产流水线的基本概念、装配线平衡的重要性和影响因素、以及常见的解决方法等方面进行分析和探讨。
二、生产流水线的基本概念生产流水线是指将生产过程按照一定的顺序划分为若干个工序,并将每个工序之间形成一个流水线的生产模式。
生产流水线的设计和优化可以大大提高生产效率和质量稳定性。
三、装配线平衡的重要性和影响因素装配线平衡是指在流水线上均衡地分配工作任务,以达到最大化生产效率的目标。
装配线平衡的重要性有以下几个方面:1. 提高生产效率:装配线平衡可以避免生产过程中的工序瓶颈和空闲,提高生产效率,减少生产周期。
2. 降低生产成本:通过合理的装配线平衡,可以避免不必要的等待和重复工作,减少能耗和人力成本。
3. 提高产品质量稳定性:均衡的装配线可以减少产品在不同工序间的拖延和等待,从而提高产品质量的稳定性和可控性。
装配线平衡受到以下几个主要因素的影响:1. 工序时间:不同工序的处理时间不同,可能会形成工序之间的瓶颈。
合理安排工序时间,可以减少瓶颈,提高生产效率。
2. 任务分配:将任务均衡地分配到各个工序中,避免某个工序任务过重或过轻,从而实现装配线的平衡。
3. 人力资源:充足的人力资源可以保证各个工序的顺利进行,缺乏人力资源会影响装配线平衡。
四、装配线平衡问题的解决方法为了解决装配线平衡问题,可以采取以下几种方法:1. 任务重分配:对不均衡的工序进行任务重分配,将任务均衡地分配到各个工序中。
这需要根据各个工序的处理能力和任务需求进行合理的评估和调整。
2. 工序优化:通过技术手段和工艺改进,缩短处理时间,提高工序的效率。
这可以通过引入自动化设备、改进工艺流程等方式来实现。
3. 人力资源管理:合理配置人力资源,确保各个工序有足够的人手,避免产生人力资源不足的问题。
生产运作管理计算题标准步骤(2)
生产运作管理共有五道计算类型题:标黄色的表示做题时,必须要阐述写清的。
一、装配线平衡的方法1.(在答题纸上划出题中要求的网络图)2.节拍计算:节拍r=计划期有效工作时间/计划期计算产量3.计算满足节拍需要的工作地的最小数量理论值。
S min=[工序时间之和/节拍](最终结果进位取整)4.组织工作地。
按节拍要求分配组织各工作地的工序(在网络图上标)。
分配时要遵循:保证各工序之间的先后顺序;各工作地的作业时间应尽量接近或等于节拍;工作地数目尽量少。
5.评价装配平衡的效率:装配线的效率=完成作业所需时间/实际工作地数*节拍二、用代表产品法或假定产品法计算设备生产能力1.代表产品法的步骤:①选定代表产品。
因*产品计划产量(或计划产量与台时定额之积)最大,故选*产品为代表产品。
②计算换算系数。
见表中第③项。
(以代表产品的台时定额为分母,其它产品的台时定额为分子,计算每种产品的换算系数。
)(将每个产品的换算系数填入表格中)③计算表中第④项。
(用每种产品的计划产量乘换算系数,得出用代表产品表示的产量。
并填入表中。
)④计算产量比重。
见表中第⑤项。
每个产品的产量/总产量⑤计算生产能力:表中第⑥项设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
⑥按产量比重计算各产品生产能力⑦=生产能力⑥*比重⑤/换算系数③,将各产品生产能力填入表中。
⑦如生产能力大于计划产量,则表示能力满足计划需求;•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)2.假定产品法的步骤:①计算假定产品台时定额。
③=(每种产品的计划产量与台时定额乘积的和/总产量)=①A*②A+①B*②B+①C*②C+①D*②D/总产量②计算产量比重。
见表中第④项。
每个产品的产量/总产量③计算设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
装配生产线平衡原理讲义
装配生产线平衡原理讲义概述装配生产线平衡是指在生产线中,合理分配各个工位的任务,使得各个工位的工作时间趋于平衡,从而提高生产效率和降低生产成本。
本讲义将介绍装配生产线平衡的原理和方法。
装配生产线平衡原理1. 生产线节拍在装配生产线中,每个工位的工作时间都有限制,这个限制时间被称为节拍(Takt Time)。
节拍时间是根据市场需求和生产能力来确定的,它表示了满足市场需求所需的最小工作时间。
生产线的整体节拍由最慢的工位决定,其他工位的节拍应该不大于最慢工位的节拍。
2. 周期时间周期时间(Cycle Time)是指完成一个产品所需的总时间,它等于所有工位的工作时间之和。
周期时间应该小于或等于节拍时间,以保证生产线能够按时完成产品。
3. 平衡率平衡率(Balance Rate)是指生产线上各个工位的工作时间与周期时间的比值。
平衡率为1表示各个工位工作时间和周期时间相同,即生产线达到了完全平衡。
平衡率越接近1,生产效率越高。
4. 效率损失在实际生产中,由于各个工位的工作条件和能力不同,生产线很难达到完全平衡。
工位之间的差异会导致效率损失。
效率损失主要包括等待时间、停机时间和调整时间等。
装配生产线平衡的方法1. 工位平衡工位平衡是指在生产线上合理安排各个工位的任务,使得它们的工作时间接近平衡。
工位平衡包括以下步骤:•收集工位工作时间数据:通过观察和记录各个工位的工作时间,了解各个工位的任务和工作量。
•分析工位的能力:评估各个工位的能力和工作速度,确定各个工位的标准工作时间。
•重新分配任务:根据工位的能力和任务量,重新分配工位的任务,使得各个工位的工作时间接近平衡。
•检查平衡度:检查调整后的生产线是否满足平衡率要求,如果不满足,需要再次调整任务分配。
2. 降低效率损失除了工位平衡外,还可以采取一些措施来降低效率损失,提高生产效率。
具体措施包括:•减少等待时间:通过优化任务分配和工作流程,减少工位之间的等待时间。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
24 1 20 4 20 5
24 2 16 6
16 3 20 7
The decision problem of optimally partitioning (balancing) the assembly operations among the workstations with respects to some objectives is known as the assembly line balancing (ALB) problems.
Precedence diagram: network showing restrictions on the sequence of each task.
Measure of efficiency
Efficiency =
Materials & parts
生产计划与控制实践课
sum of operation times for each task (t j ) actual number of workstations ( m) ×cycle time (c)
西安交通大学 管理学院
第一讲 装配线平衡问题及其求解
授课教师:高杰 西安交通大学 管理学院 工业工程系 7/29/2010
Outlines
1. Product/Process Matrix
2. Introduction to assembly line and the balancing problem 3. Heuristic approaches for sALB problems 4. Mathematical model for sLAB-2 problems
The cycle time is defined as the time between the entering of two consecutive product units in the assembly. The cycle time is equal to the assembly time of the workstation, which holds the maximum assembly time. How often a product is completed.
constraints between tasks are to be considered.
Input
S1
1
S2
2
S3
3
S4
4
S5
5
S6
6
Output
Legend:
Si
Workstation i
j Operator
j
生产计划与控制实践课
西安交通大学
管理学院
7/29/2010
10
2 Introduction to ALB Problems uALB
生产计划与控制实践课
西安交通大学
管理学院
7/29/2010
9
2 Introduction to ALB Problems sALB
The simple assembly line balancing (sALB) problem is relevant for
the straight single product assembly lines where only precedence
The U-line balancing problem (uALB) problem considers the case of U-shaped (single product) assembly lines.
Product A Front side In Product B station 2 Product C station 5
batch model line
More than one kind of products can be made through a batch model line. Yet, shifting from manufacturing one kind of products to another incurs a certain setup cost. Therefore, products of the same kinds are made in batch rather than by individual ones.
single model line
In
batch model line
1
2
3
4
N
Out
In
1
2
3
4
N
Out
mixed model line
In
生产计划与控制实践课
1
2
3
4
N
Out
7/29/2010 8
西安交通大学
管理学院
2. Introduction to Assembly Line Balancing (ALB) Problems
生产计划与控制实践课
2 Introduction to ALB Problems
Assembly lines are still typical in the industrial production of high quantity standardized commodities
Before the “moving assembly line” was introduced in 1913, each chassis was assembled by one worker and required 12.5 hours. Once Henry Ford’s auto chassis line was installed, this time was reduced to 93 minutes.
regarding the cycle time.
生产计划与控制实践课
西安交通大学
管理学院
7ion to ALB Problems
Key concepts in the ALB problems
Flow time: the sum of operation times for each task, which is involved in the production of a product Cycle time
生产计划与控制实践课 西安交通大学 管理学院 7/29/2010 2
Product/Process Matrix
Low Volume Low Standardization
Jumbled Flow (job shop) Commercial Printer High Volume Multiple Products Few Products Low Volume Higher Volume High Standardization Void
station 1
section station 3
station 4
Out Back side
生产计划与控制实践课 西安交通大学 管理学院 7/29/2010 11
2 Introduction to ALB Problems
mALB
Mixed model assembly lines produce several models of a basic product in an intermixed sequence. Besides the mixed model assembly balancing (mALB) problems, which have to assign tasks to workstations considering the different operation times for the different models, the mixed model sequencing problem (MSP) is relevant. MSP has to find a sequencing of all model units to be produced, such that inefficiencies are minimized. mixed model line
mixed model line
More than one kinds of products can be made through a mixed model line. Adjusting the mixed model line from manufacturing one kind of products to manufacturing another kind does not involve setup cost, or only negligible cost. Generally, in order to balance the workloads of different workstations, a careful scheduling (generally FSP) is necessary, by taking the advantage of the diverse operation time of different products on the same workstations.
They even gain importance in low volume production of customized products.
Fig. 1 Example of assembly line
生产计划与控制实践课 西安交通大学 管理学院 7/29/2010 4
2 Introduction to ALB Problems Assembly lines are flow-oriented production systems.