高品质GCr15轴承钢冶炼与连铸工艺研究
转炉生产GCr15轴承钢的纯净度分析
本钢采用转炉、精炼(LF+RH)、矩形坯连铸的工艺生产GCr15轴承钢。
在各炼钢工序阶段取样检测非金属夹杂物在数量、形态、成分上的变化,分析GCr15轴承钢的纯净度。
现在日本住友、德国TYSSEN和日本川崎制铁公司先后开发了应用铁水经转炉冶炼GCr15轴承钢的生产工艺,并配合LF钢包精练和RH真空处理工艺提高钢水的纯净度生产GCr15轴承钢。
本钢拥有优良的矿产资源,各种有害杂质都很低,为生产精品钢材提供了保证。
本钢在2005年在炼钢厂新建一台四流矩形坯连铸机,现已经成功试生产了GCr15轴承钢。
为了解GCr15轴承钢在冶炼的各个阶段的纯净度,分别在转炉、LF精炼后、RH真空处理后、中包、连铸坯取样,分析非金属夹杂物的状态。
1.GCr15轴承钢的冶炼工艺工艺路线:铁水预处理→转炉冶炼→LF钢包精练→RH真空循环脱气→矩形坯连铸。
2.GCr15轴承钢冶炼过程钢材纯净度分析2.1转炉冶炼后非金属夹杂物状态转炉冶炼后,在钢水中取样分析非金属夹杂物的状态:分布比较集中,存在较多的大尺寸簇群状非金属夹杂物,少数大尺寸块状非金属夹杂物。
簇群状成分是Al2O3-SiO2,块状夹杂物成分是CaO-Al2O3。
转炉冶炼采用全铁装入及单渣冶炼法,出钢过程中加入石灰、精炼渣对钢包顶渣进行改质处理。
通过夹杂物的检测,非金属夹杂物的尺寸都比较大,处理得不是十分完善。
2.2LF钢包精炼后非金属夹杂物状态LF钢包精炼后,在钢水中取样分析非金属夹杂物的状态:分散分布,少量簇群状非金属夹杂物,个别大尺寸球状非金属夹杂物。
簇群状成分是CaO-Al2O3,球状夹杂物成分是CaO-Al2O3-MgO,其中的Zr元素是从取样器中带来的。
根据定氧值应用造“白渣”工艺调节,精炼后夹杂物有变化,簇群状非金属夹杂物尺寸明显减小,但是由于脱氧产物和炉渣作用生成的复合非金属夹杂物尺寸较大。
精炼过程的夹杂物控制需要提高。
2.3RH真空循环脱气后非金属夹杂物状态RH真空循环脱气后,在钢水中取样分析非金属夹杂物的状态:分散分布,主要以小尺寸非金属夹杂物为主,极个别较大尺寸块状非金属夹杂物。
GCr15钢管生产工艺要点与理论分析
GCr15钢管生产工艺要点与理论分析滚动轴承应用于国民经济的各个领域,是工农业不可缺少的零部件。
轴承厂用无缝钢管生产滚动轴承的轴承套圈,我国是在20世纪50年后期开始,逐步的掌握了轴承套圈的生产工艺并投入生产。
本文概要分析生产要点、关键参数及热处理工艺制度。
标签:GCr15 滚动轴承工艺要点关键参数热处理1 概述无缝钢管为原料生产轴承套圈是上世纪50年代后期,1953年鞍钢三大工程之一,鞍钢无缝厂-Φ140自动轧管机组(苏联援建)投产,当时在我国是先进、唯一的无缝钢管厂家。
由于建国后大规模经济建设,钢管需求量极大,远远满足不了市场需求。
作为当时急需的航空机构管、石油用管、枪炮军用及一般结构管都是这套Φ140机组来生产。
由于轴承钢工艺要求特殊,热处理复杂,受设备所限,在1955年后,轴承钢管生产量较少,主要用于军工等要害部门。
鉴于轴承钢管产量低、周期长、工艺复杂、热处理设备要求高等特点,至今鞍钢已经不再生产轴承钢管。
1956年后,成都钢管厂建成Φ216、Φ318周期轧管机,包钢Φ400,到1958年全国建成40余套Φ76小型无缝机组,80年衡阳建成Φ108三辊穿轧机组,随后大冶(黄石)、天津Φ250等大型国有企业相继建成投产,为我国无缝钢管蓬勃发展打下基础。
2 GCr15钢的特点及冶炼要求滚铬15钢(GCr15)至今为国内外公认的标准牌号轴承钢,为什么常用不衰呢?我们可从它的牌号和化学成份中得到答案,见下表1从表1看出:它含碳量在1%左右,含Cr量在1.5%左右,含P.S量≤0.025(属于优质钢),所以GCr15钢准确说叫高碳低合金优质铬钢。
其特点:①用高碳(1%)增加硬度和耐磨性;②用铬(1.5%)增加强度和耐腐蚀性;③加热时要防止脱碳:钢管内、外表面每边总脱碳层深度应符合高碳铬轴承钢标准(GB/18254-2002)见表2。
④非金属夹杂物和碳化物不均性等要求应符合GB/T18254-2002的规定。
GCr15轴承钢工艺改进及性能研究
ProcessImprovementandPerformanceStudyofGCr15BearingSteel
WangZhi-feng1,2,RenHui-ping1,FangQi1
(1.SchoolofMaterialandMetallurgy,InnerMongoliaUniversityofScienceandTechnology, Baotou014010,InnerMongoliaAutonomousRegion,China;
些问题[2]。为了完善 GCr15生产工艺,提升与稳定 产品质量,对化学成分、钢液洁净度及碳偏析、坯料 的质量及轧制温度、斯太尔摩冷却等主要质量控制 因素进行优化;完善工艺流程、工艺参数、各工序质 量控制点和关键指标控制措施等工艺技术指导文 件,并对技术操作进行规范,最终提高了线材的表面 质量并改善了热轧组织。
钢坯运入→成批称重→入库存放→炉前上料→ 钢坯质量检查→单支称重→加热→粗轧→切头尾→ 中轧→预精轧(轧间水冷)→切头尾→精轧(轧间水 冷)→穿水冷却→吐丝成圈→散卷冷却→集卷→切 头尾→压紧打捆→称重挂牌→卸卷→入库。线材在 轧制过程中要严格控制轧制温度和时间。
2 结果分析与讨论
2.1 冶炼 炼钢 共 组 织 试 生 产 多 个 批 次,118m 定 尺
GCr15是一种高硬度、高耐磨且合金含量较少 的高碳铬轴承钢,经热处理后具有较高的硬度、均匀 的组织、良好的耐磨性、高接触疲劳性,可用作承受 大负荷,要求高耐磨性、高弹性极限、高接触疲劳强 度的机械 零 件 及 各 种 精 密 量 具 冷 冲 模 等[1]。 该 钢 冷加工塑性中等,切削性能一般,焊接性能差,对形 成白点敏感性大,有回火脆性,在应用推广中存在一
收稿日期:2017-12-11 作者简介:王智峰(1987-),男,内蒙古包头市人,在读硕士,工程师,现从事生产管理工作。
GCr15轴承钢冶炼工艺分析和讨论
表 3 钡合金和铝处理轴承钢接触疲劳试验结果比较
Table 3 Comparison of fatigue life test results of bearing steel treated by barium alloy and aluminium
工艺流程 EAF2LF 钡合金处理 EAF2LFV 铝脱氧
第 24 卷第 1 期 2003 年 1 月
特殊钢
SPECIAL STEEL
Vol. 24. No. 1 January 2003 · 33 ·
GCr15 轴承钢冶炼工艺分析和讨论
王忠英 韩建淮
(钢铁研究总院 ,北京 100081) (江苏淮钢集团有限公司)
王重海
(青海博世冶金技术研究所)
摘 要 采用非真空钢包精炼及钡合金处理轴承钢工艺 ,可使轴承钢氧含量降到 10 ×10 - 6以下 ,在钢的 氧含量为 8 ×10 - 6时 ,钡合金处理钢的疲劳寿命比铝处理钢高 63155 %。
关键词 高碳铬轴承钢 钡合金 脱氧 转炉 电弧炉
An Analysis and Discussion on Steelmaking Process for GCr15 Bearing Steel
西宁三炼
60t EAF260t VD2IC/ CC
LF2
235 ×265
抚顺特钢50t EAF260t LF2 VD2IC/ CC
280 ×320
北满特钢40t EAF240t LF2IC -
本钢特钢30t EAF240t LF2IC -
大连钢厂40t EAF240t LF2 VD2IC
郑州永通10t EAF220t LF2 CC
Material Index High Carbon Chromium Bearing Steel , Barium Alloy , Deoxidation , Converter , EAF
GCr15轴承钢235mm×265mm方坯连铸工艺的优化

GCr15轴承钢235mm×265mm方坯连铸工艺的优化
王超;袁守谦;陈列;王德炯;张兵
【期刊名称】《特殊钢》
【年(卷),期】2009(030)002
【摘要】西宁特钢的GCr15轴承钢连铸坯由90 t UHP Consteel EAF-LF(VD)-CC流程生产.通过全程保护浇铸,钢中平均氧含量减少3.15×10-6;控制钢水过热度≤20℃,拉速0.7~0.8 m/min,二次冷却比水量0.40 L/kg,铸坯平均等轴晶率≥60%,且铸坯质量明显提高;在上述优化工艺参数下,采用3.25 Hz/250 A结晶器电磁搅拌和20 Hz/300 A凝固末端电磁搅拌,铸坯中心碳偏析指数为0.99~1.20.
【总页数】2页(P48-49)
【作者】王超;袁守谦;陈列;王德炯;张兵
【作者单位】西安建筑科技大学冶金工程学院,西安,710055;西安建筑科技大学冶金工程学院,西安,710055;西宁特钢股份有限公司,西宁,810000;西宁特钢股份有限公司,西宁,810000;西安建筑科技大学冶金工程学院,西安,710055
【正文语种】中文
【中图分类】TF7
【相关文献】
1.优化GCr15轴承钢连铸工艺参数实践 [J], 张建设;赵瑞华;邢梅峦;刘宪民;张家泉
2.莱钢大方坯合金钢连铸工艺优化 [J], 刘金玲
3.西宁特殊钢厂235mm×265mm大方坯合金钢连铸机 [J], 王小玲;吴耀中
4.简析高锰钢小方坯冶炼连铸工艺优化 [J], 汪敏
5.45#钢方坯连铸工艺优化实践 [J], 程建军;韦耀环;周律敏;袁友多;刘前;韦宝祖因版权原因,仅展示原文概要,查看原文内容请购买。
优化GCr15轴承钢连铸工艺参数实践
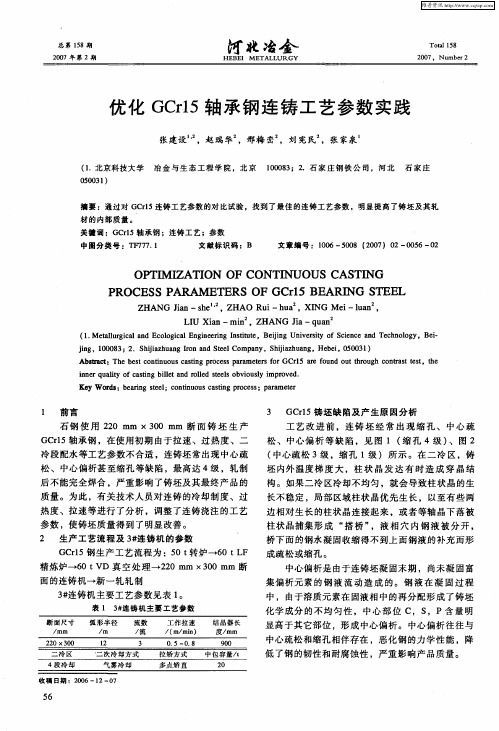
( . 京 科 技 大 学 冶 金 与 生 态 工 程 学 院 ,北 京 10 8 ;2 1北 00 3 .石 家 庄 钢 铁 公 司 ,河 北 石 家 庄
00 3 ) 5 0 1
摘 要 :通 过 对 GC I 铸 工 艺 参数 的对 比试 验 , 找 到 了 最 佳 的 连 铸 工 艺 参 数 ,明 显 l ta d r l d se l v o l m pr ve n r q lt as g bil n ol te sob i usy i i e e o d.
Ke o d :b ai g se l o t u u a t g p o e s a a ee y W r s e rn te ;c n n o s c s n r c s ;p r i i m tr
表 1 3 连铸 机主 要 工 艺 参 数 #
中心偏 析 是 由于连铸 坯凝 固末 期 ,尚未凝 固富 集 偏 析元 素 的 钢 液 流 动造 成 的 。 钢 液 在 凝 固过 程 中 , 由于溶 质元 素在 固液相 中的再 分配 形成 了铸 坯 化 学成 分 的 不 均 匀 性 ,中 心 部 位 C,S ,P含 量 明 显 高于 其它 部位 ,形成 中心 偏 析 。中心 偏析 往往 与
工 艺 改 进 前 ,连铸 坯 经 常 出 现 缩 孔 、 中心 疏 松 、 中心偏 析 等 缺 陷 ,见 图 1 ( 孔 4级 ) 图 2 缩 、 ( 中心疏 松 3级 ,缩孔 1级 )所 示 。在 二 冷 区 ,铸
坯 内外 温度梯 度 大 ,柱 状 晶 发 达 有 时造 成 穿 晶结
构 。如果 二冷 区冷却 不均 匀 ,就会 导致 柱状 晶的生
参数 ,使 铸坯 质量 得到 了 明显 改 善 。
高品质轴承钢的冶炼工艺和理论研究.
1.7课题研究的目的及内容(39
1.7.1课题来源及研究的目的和意义(39
独创性说明
本人郑重声明:所呈交的论文是我个人在导师指导下进行的研究工作及取得研究成果。尽我所知,除了文中特别加以标注和致谢的地方外,论文中不包含其他人已经发表或撰写的研究成果,也不包含为获得北京科技大学或其他教育机构的学位或证书所使用过的材料。与我一同工作的同志对本研究所做的任何贡献均已在论文中做了明确的说明并表示了谢意。
转炉冶炼轴承钢生产工艺研究

转炉冶炼轴承钢生产工艺研究孙丽娜;吴国玺;宋满堂;周学军【摘要】分析了转炉冶炼轴承钢的技术优势,以GCr15轴承钢为例,采用全铁水脱硫-复吹转炉吹炼-LF+RH精炼-大截面连铸流程生产轴承钢工艺可行.采用优质铁水并预处理脱硫,有效地控制原料中[P]≤0.01% 、[S]≤0.003%;通过复吹转炉吹炼,使钢中碳-氧反应趋于平衡,弥补了因低拉碳造成的钢中氧含量高的不足;利用LF及RH精炼,使钢材中的有害元素[Ti]≤30×10-6、[O] ≤8×10-6 、[N]≤38×10-6 、[H]≤0.8×10-6 ;通过大截面连铸改善了大规格轴承钢低倍缺陷.【期刊名称】《辽宁科技学院学报》【年(卷),期】2010(012)001【总页数】3页(P4-5,8)【关键词】复吹转炉;LF;RH;大截面连铸;轴承钢【作者】孙丽娜;吴国玺;宋满堂;周学军【作者单位】辽宁科技学院,冶金工程系,辽宁,本溪,117004;辽宁科技学院,冶金工程系,辽宁,本溪,117004;本钢板材公司炼钢厂,辽宁,本溪,117021;抚顺新钢铁有限责任公司设计管理处,辽宁,抚顺,113001【正文语种】中文【中图分类】TF71轴承钢是重要的冶金产品,在合金钢领域内,轴承钢是检验项目最多、质量要求最严、生产难度最大的钢种之一,长期以来,我国轴承钢的生产以电炉流程为主〔1〕。
近年来,由于市场上废钢资源紧张、质量差,而且电费较为昂贵。
所以,使用纯净铁水作为原料,转炉配加炉外精炼及连铸工艺生产轴承钢成为轴承钢新的生产工艺路线。
转炉作为初炼炉与电炉相比,在降低有害元素,提高钢液洁净度方面具有较大的技术优势。
但是,在实际生产中,对钢中氧含量、气体含量及有害元素的控制等方面还需要进行深入的研究,要根据冶炼自身的条件如原料成分、转炉吹炼方法等采取不同的控制方式,才能充分发挥转炉的优势。
以下将对转炉冶炼 GGr15轴承钢生产工艺进行分析。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高品质GCr15轴承钢冶炼与连铸工艺研究
高品质GCr15轴承钢冶炼与连铸工艺研究
概要:
GCr15轴承钢是一种高合金钢,广泛应用于机械设备中,具有
良好的耐磨性和高强度。
本文主要针对高品质GCr15轴承钢的冶炼与连铸工艺进行研究,通过优化工艺参数,提高轴承钢的质量和性能。
一、引言
GCr15轴承钢是一种常用的高合金钢,其主要成分为Cr、Si、Mn和少量的克、Mo等元素。
该钢具有优异的耐磨性、高强度
和良好的耐蚀性,广泛应用于机械设备领域。
然而,传统的冶炼与连铸工艺在生产高品质GCr15轴承钢时存在一些问题,如成分不稳定、组织不均匀等,影响了轴承钢的质量和性能。
二、工艺优化
1. 成分控制
通过控制炉料的成分,可以提高GCr15轴承钢的成分稳定性。
炉料中的原料成分应符合设计要求,合理控制合金元素的含量。
同时,应注重炉渣的选择和调整,避免炉渣中杂质的混入。
2. 熔化工艺
熔炼是制备GCr15轴承钢的关键环节。
优化的熔炼工艺可以提高合金均匀度和纯度,从而改善钢材性能。
采用电炉和真空炉联合熔炼的方法,可以有效减少杂质的含量。
3. 连铸工艺
连铸工艺是冶炼后的重要工序,直接影响轴承钢的结晶组织和内部质量。
通过改进结晶器的结构和连铸参数的调整,可以提高轴承钢的均匀性和致密性。
此外,控制冷却速度和温度梯度,
可以有效改善轴承钢的显微组织。
三、质量评估
1. 成分分析
对冶炼出的GCr15轴承钢进行成分分析,检测合金元素和杂质的含量。
同时,结合化学成分和硬度测试结果,评估钢材的成分稳定性和硬度均匀度。
2. 组织观察
采用金相显微镜对轴承钢样品进行组织观察。
观察组织均匀性、晶粒大小和相分布情况,评估钢材的显微组织质量。
3. 性能测试
通过机械性能测试,如强度、韧性和硬度测试等,评估GCr15
轴承钢的整体性能。
与传统工艺制备的钢材进行对比,验证优化工艺的效果。
四、结果与讨论
通过优化工艺参数,冶炼出的GCr15轴承钢具有更稳定的成分、更均匀的显微组织和更优异的性能。
相比传统工艺,优化工艺制备的轴承钢具有更高的强度和硬度,从而提高了轴承的使用寿命和工作效率。
五、结论
通过对高品质GCr15轴承钢的冶炼与连铸工艺的研究,优化工艺参数可以改善轴承钢的质量和性能。
成分控制、熔化工艺和连铸工艺的优化是实现高品质GCr15轴承钢的关键。
对于机械设备制造商和钢铁企业,可以参考本研究的结果,优化生产工艺,提高GCr15轴承钢的质量和竞争力。
在未来的研究中,可以进一步研究轴承钢的热处理工艺,进一步提高钢材的性能和寿命
通过优化冶炼与连铸工艺参数,成功炼出一种高品质的GCr15轴承钢。
经过成分分析和化学成分测试,优化工艺制备
的轴承钢具有更稳定的成分和更均匀的硬度分布。
通过金相显微镜观察,优化工艺制备的轴承钢具有更优异的显微组织质量。
机械性能测试结果表明,优化工艺制备的轴承钢具有更高的强度和硬度,相比传统工艺制备的轴承钢,具有更长的使用寿命和更高的工作效率。
因此,优化工艺参数可以显著改善轴承钢的质量和性能。
本研究结果对于机械设备制造商和钢铁企业具有指导意义,可以通过优化生产工艺,提高GCr15轴承钢的质量和竞争力。
在未来的研究中,可以进一步研究轴承钢的热处理工艺,以进一步提高钢材的性能和寿命。