轴承钢的冶炼过程是怎样的
钢的冶炼工艺流程
钢的冶炼工艺流程钢的冶炼工艺是将铁矿石和其他合金元素加热至高温使其熔化,然后通过冶炼工艺加工成所需要的钢材的过程。
钢的冶炼工艺流程可以分为六个步骤。
第一步是铁矿石的炼制,铁矿石是冶炼钢材的主要原料之一。
铁矿石中主要含有氧化铁,还含有一些杂质如硅、磷、硫等,需要经过炼制过程。
炼制的目的是通过除杂、还原和脱氧等操作,使铁矿石的质量达到冶炼钢材的要求。
第二步是铁矿石的还原。
将炼制过后的铁矿石与一定量的还原剂(如焦炭等)放入高温炉中,使铁矿石中的氧化铁被还原为金属铁。
在还原过程中,由于高温的作用,氧化铁与还原剂反应生成一氧化碳和二氧化碳等气体,这些气体将带走一部分杂质并提供炉内的热能。
第三步是转炉冶炼。
将还原后的铁水(包括铁和炉渣)倒入转炉中进行冶炼。
转炉是钢铁冶炼的常用设备,它具有大容量、高效率和灵活性的优点。
在转炉中,通过加入适量的氧化剂(如纯氧)来氧化除去铁水中的杂质,形成炉渣。
炉渣的质量决定了钢材的质量。
第四步是调温。
在转炉冶炼过程中,通过控制转炉的温度,可以调控钢材的成分和质量。
一般来说,提高温度可以促进炉内的反应和杂质的溶解,但过高的温度会导致材料的过度氧化,降低钢材的质量。
第五步是钢水精炼。
将经过调温的钢水倒入精炼炉中进行精炼。
精炼炉是对钢水进行进一步处理的设备,可以除去一些硫、磷等杂质。
精炼炉的种类有很多,常见的有氩气受限炉、真空炉等。
精炼后的钢水质量更加纯净。
最后一步是铸造与热处理。
通过铸造设备将精炼后的钢水浇铸成所需形状的钢件。
铸造后的钢件还需要进行热处理,包括回火、淬火等工艺,以增强钢材的硬度和耐磨性。
总结起来,钢的冶炼工艺流程包括铁矿石的炼制、还原、转炉冶炼、调温、钢水精炼以及铸造与热处理等步骤。
这些步骤通过控制温度、化学反应和杂质的除去,最终得到理想的钢材。
钢的冶炼工艺是一个复杂的过程,需要严格的控制和操作,才能得到高质量的钢材。
轴承钢生产工艺

轴承钢生产工艺
轴承钢生产工艺是指生产轴承钢的整个过程,包括原料准备、炼钢、轧制等环节。
下面将对轴承钢生产工艺进行详细介绍。
首先是原料准备。
轴承钢的主要成分是碳、铬、硅、锰、钼等元素。
在生产工艺中,需要将这些元素的粉末按照一定的配比混合。
同时,还需要准备铁矿石和煤炭作为原料。
接下来是炼钢。
首先将原料放入高炉中进行还原反应,生成炼铁。
炼铁过程中产生的高炉渣需要进行处理。
然后将炼铁进行转炉炼钢,通过控制氧气吹入的速度和时间,调整钢中的碳含量和其他成分,最终得到所需的轴承钢。
炼钢完成后,需要对钢水进行连铸。
连铸是将炼钢后的钢水倒入连铸机中,通过结晶器冷却并形成带有残余燃料的钢坯,然后通过切割获取所需的钢坯。
接下来是轧制。
轧制是将钢坯通过轧机进行压制和拉伸,使其变形成所需的轴承钢形状。
轧制过程中主要包括热轧、酸洗、冷轧等环节,通过多道次的轧制和冷却处理,逐步获得所需的轴承钢材。
最后是热处理和表面处理。
热处理是将轧制后的轴承钢进行加热处理,使其达到一定的硬度和韧性,以提高其使用寿命和性能。
表面处理主要包括酸洗、镀铬等工艺,以提高轴承钢的耐腐蚀性和表面质量。
总结起来,轴承钢生产工艺包括原料准备、炼钢、连铸、轧制、热处理和表面处理等环节。
通过这些工艺的合理组合和精细操作,可以获得优质的轴承钢材,满足不同轴承的使用需求。
轴承钢球生产工艺
轴承钢球生产工艺对于轴承制造工艺并不是一个简单的任务,因为其中涉及到很多复杂的细节和步骤。
其中生产钢球是非常重要的一环,因为钢球是组成轴承内环和外环之间的重要部件。
本文将详细介绍轴承钢球的生产工艺。
1. 钢球生产原料轴承钢球的生产原料是硬质合金钢,即高碳钢和高铬合金钢。
这种钢材具有优异的机械性能和热处理性能,可以保证其表面硬度和内部组织的均匀性。
钢球生产设备主要包括炉子、锻造机、加工机床、磨球机,等等。
炉子和锻造机是用来生产钢球的原材料的,加工机床和磨球机则是用来加工和磨削钢球的。
(1)加工原材料钢球生产过程的第一步是将选好的原材料切割成要求的长度,然后放入炉子进行加热处理。
加热的温度和时间根据钢球的尺寸和需要的硬度来定。
(2)锻造加热后的钢条通过锻造机进行锻压成为钢球的初始形状。
这个过程需要经过多次锻压和冷却,以使钢球的组织均匀,并消除可能存在的纵向裂缝和内部缺陷。
(3)回火处理(4)磨球经过回火处理的钢球需要经过粗磨和细磨两个阶段的磨削,以使其表面光滑而且精度高。
粗磨是用来去除表面的锻造痕迹和其他表面缺陷的,而细磨则是用来精细调整精度和表面质量。
(5)检测经过磨球后的钢球需要进行检测,以确保其硬度符合要求。
这个阶段需要用到硬度测试仪和其他辅助检测设备。
只有通过检测后的钢球才能够投入到生产线上,用于轴承的制造。
4. 结论通过以上的生产过程,轴承钢球可以得到高质量和稳定的成品。
这个过程本身也需要严格的控制和管理,以确保每一批钢球的质量符合要求。
生产过程还需要依靠尖端的技术和设备的支持,以保证所生产的钢球的品质和产量。
1. 原材料选择轴承钢球的生产过程中,原材料的质量是非常重要的。
高质量和适当的原材料是保证钢球品质和性能的关键因素。
钢球生产厂家必须选择优质的原材料供应商,并对每批原材料进行严格的质量控制,以确保原材料满足生产要求。
2. 设备的质量和技术轴承钢球生产设备的性能和质量对钢球的生产质量和稳定性有着非常重要的影响。
转炉冶炼轴承钢实践
1 12 转 炉冶 炼工 艺 ..
采用 转 炉 作 为 初 炼 炉 生 产 G r5轴 承 钢 , Cl 为 适应 转 炉 的快 节 奏 , 最 大 限度 地 降低 钢 中初 始 要
1 冶 炼 工 艺 及 设 备 的 技 术 参数
北 满 特 钢 采 用 8 t 炉 作 为 初 炼 炉 生 产 0转
3 4
第 4期
臧 宇夫 , : 等 转炉冶炼轴承钢实践
出钢过 程 加 入 电石 及 铝 锰 铁 进 行 预 脱 氧 ; 铬 铁 不要加 入 到 转 炉 中 , 在 出钢 过 程 中 随 钢 水 流 应 加 到钢 包 内 , 既可 以 提高 铬 铁 的 收得 率 , 避 免 这 叉 了炉 中温降 过大 而补 吹 , 成 终点 碳 偏 低 , 期 增 造 后 碳 过多 , 钢包 中碳 难 以控 制 的 弊病 … , 因此 在 出钢 过 程 中将 铬 铁 由高位 料仓 加 到钢包 中。 转 炉 出钢下 渣控 制难 度 比较 大 ,采取 措施 : 上
轴 承钢 是洁 净钢 的代 表 ,Cl 承钢 的特性 G r5轴
1 1 转炉 冶炼 .
要求 : 超低氧 、 高纯净度 、 耐磨 、 疲劳寿命要求高 、
低倍 、 高倍 、 状 、 析 要 求 严 格 。而 传 统 的高 铬 带 液 轴承 钢冶 炼采 用 电弧 炉 炼 钢 工 艺 , 料 为废 钢 铁 原 料或兑 入 部 分铁 水 , 炉 原 材 料 常 带 入 杂 质 元 素 入 ( T、a , 的质量往 往不 能满 足 高寿命 的使 用 如 ic ) 钢
关键词 : 转炉 ; 轴承钢
Th a t e o metn a i g S e li e Pr c i fS li g Be rn te n BOF c
连铸轴承钢生产工艺流程
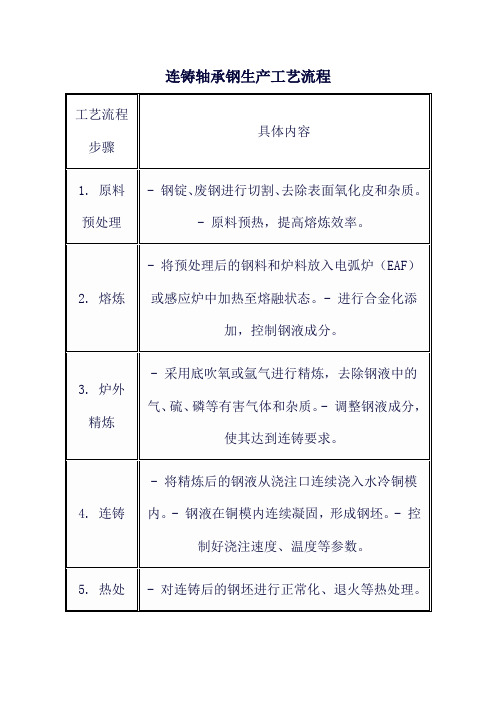
- 将精炼后的钢液从浇注口连续浇入水冷铜模内。- 钢液在铜模内连续凝固,形成钢坯。- 控制好浇注速度、温度等参数。
5. 热处理
- 对连铸后的钢坯进行正常化、退火等热处理。- 调整组织,消除内应力。
6. 切割与标记
- 将连铸的钢坯切割成定长。- 进行标记,作为后续加工的原材料。
连铸轴承钢生产工艺流程
工艺流程步骤Biblioteka 具体内容1. 原料预处理
- 钢锭、废钢进行切割、去除表面氧化皮和杂质。- 原料预热,提高熔炼效率。
2. 熔炼
- 将预处理后的钢料和炉料放入电弧炉(EAF)或感应炉中加热至熔融状态。- 进行合金化添加,控制钢液成分。
3. 炉外精炼
- 采用底吹氧或氩气进行精炼,去除钢液中的气、硫、磷等有害气体和杂质。- 调整钢液成分,使其达到连铸要求。
GCr15轴承钢冶炼工艺分析和讨论
(2) 为降低钢中残余元素 ,对钢铁料进行精 选或采用高炉铁水为原料 。
(3) 为减少氧化渣的带入 ,采用无渣出钢技
术或真空除渣技术 。 (4) 采用以 RH 为主的真空脱气 ,进一步降低
钢中氧含量和氢 、氮含量 。 国内几家主要轴承钢生产厂 2001 年轴承钢
表 2 国内几家特钢企业主要工艺流程及 2001 年高碳铬 轴承钢产量及质量
Table 2 Main processes , output and oxygen content of high
carbon chromium bearing steel at several home special steel
第1期
王忠英等 : GCr15 轴承钢冶炼工艺分析和讨论
·35 ·
流程 ,但为补偿 RH 脱气过程中的温降 ,要求高温 出钢 。而钢中碳含量较高时 ,采用 LF2RH 流程 。 在国内轴承钢生产过程中 ,一般采用 LF 或 LF2VD 精炼工艺 ,在 LF2VD 流程中 ,由于在 LF 已进行了 沉淀脱氧 ,VD 的主要任务在于脱氮和氢 。
Abstract The total oxygen content in bearing steel could be below 10 ×10 - 6 by nonium alloy treatment , and the fatigue life of bearing steel by barium alloy treatment is 63. 55 % higher than that by Al treatment , as the oxygen content in steel being 8 ×10 - 6 .
轴承钢的生产与工艺技术

轴承钢的生产与工艺技术轴承钢是用于制造各种类型轴承的特殊钢材,广泛应用于机械、汽车、航空等领域。
轴承钢具有高强度、高硬度、耐磨损、耐热等优异的性能,能够满足在高速、高温、高负荷等复杂工况下的使用要求。
下面将介绍轴承钢的生产过程和工艺技术。
轴承钢的生产主要包括原料准备、炼钢、炼铁、轧制、热处理等环节。
首先,原料准备是制造轴承钢的第一步,主要包括选择合适的钢坯和添加适量的合金元素。
钢坯可以采用废钢、生铁、矾土等材料,经过融化、除渣、除磷等处理后得到合适的钢水。
添加合金元素,如铬、锰、硅等,可以提高钢材的强度、硬度和耐磨性能。
接下来是炼钢过程,通过冶金反应将钢坯中的杂质和氧化物除去,提高钢水的纯度。
常用的炼钢方法有转炉法、氧气炼钢法和电渣重熔法。
转炉法是将钢水放入转炉中,通过加入氧化剂进行氧化还原反应,除去杂质。
氧气炼钢法是在熔炼过程中注入氧气,利用高温和氧气的作用将杂质氧化,然后进行排除。
电渣重熔法是将钢水放入电炉中,加入碳电极,通过电流加热和化学反应,使钢水精炼。
随后是轧制过程,将炼好的钢水浇铸成坯料,然后通过热轧、冷轧或热处理等工艺进行成形和加工。
热轧是将坯料加热至高温,然后通过轧机辊压制成所需形状。
冷轧是在室温下将热轧的钢材进行再加工,提高表面质量和尺寸精度。
热处理是将钢材加热至一定温度,然后通过控制冷却速率,使钢材的组织结构发生变化,提高其强度和硬度。
最后是对轴承钢进行检验和质量控制。
对轴承钢的物理性能、化学成分、显微组织等方面进行检测,以确保其质量符合标准要求。
同时进行质量控制,对生产过程中的各个环节进行监控和管理,以确保轴承钢的质量稳定可靠。
总结来说,轴承钢的生产过程包括原料准备、炼钢、轧制、热处理和质量控制等环节,需要采用适当的工艺技术和控制措施,以保证轴承钢具有优异的性能和高质量。
随着科技进步和工艺技术的不断创新,轴承钢的制造将会越来越精确和高效。
电炉-LF炉冶炼轴承钢的工艺流程是什么?
电炉-LF炉冶炼轴承钢的工艺流程是什么?电炉熔化一氧化(至P不大于O.01%、C大于0.20%、温度1650~1670℃)一无渣出钢一出钢过程包中加铝锰铁0.7kg/t钢、多功能复合渣(15kg/t钢)、粗合金化一钢包入精炼工位(吹氩、测温、取样)一白渣精炼(大于30min)一成分微调一终脱氧控制酸溶铝(o.020%-0.040%)一出钢(1510~15300C)。
精炼渣系的选择及其碱度的确定对轴承钢的冶炼操作和钢的质量影响极大。
碱度R在1.5-2。
5微信公众号:hcsteel范围内的Ca02 –Al2 03 –Si02系精炼渣易于吸收钢中夹杂物,特别是对消除钢中点状夹杂物十分有利,而且由于碱度低,炉渣的流动性能好,能促进冶金反应速度。
因此选用该渣系的低碱度渣作为轴承钢的精炼渣。
生产轴承钢,即氧化物夹杂中主要是球状夹杂物。
原因是,工艺中LF炉采用高碱度渣埋弧加热,致使钢中球状夹杂物含量高,级别大。
据介绍,精炼渣的碱度控制在1.0一2.5范围内,氧化物、夹杂物不仅数量少,其性质和形态也能得到有效的控制,同时硫化物夹杂的数量能控制在满意的范围之内。
因此,确定精炼渣的碱度在2.0一2.5范围内。
(1)合金按所炼钢种成分的中下限在出钢过程中加入,减少精炼微调合金加入量,并在出钢过程中加入合成渣,改善脱氧效果,改善精炼渣组成成分结构,提高钢液均匀度。
(2)严禁出钢冲渣造成“回磷”现象,并稳定合金回收率。
(3)对LF精炼炉进行改造,改善炉内精炼气氛。
在原有LF炉的基础上增加一个炉门及一个合金加料外套,同时对炉盖进行少量的改造,具体改造后的效果见图5-11。
(4)严格执行精炼吹氢工艺,在钢液得到充分均匀时才能取样,使所取的样具有代表性.(5)精炼过程中勤观渣,使用碳化硅、火砖块及萤石等材料,造好黄白渣甚至白渣,保证炉渣质量。
(6)精心操作,杜绝任何侥幸心理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轴承钢的冶炼过程是怎样的?电炉流程,即电炉——炉外精炼——连铸或模铸——轧制;转炉流程,即高炉——铁水预处理——转炉炉外精炼——连铸——轧制;特种冶炼方法,即真空感应炉(VIM)——电渣重熔(ESR)——轧制或锻造。
典型的轴承钢生产流程瑞典SKF:100t EF—ASEA-SKF—IC,生产12-32mm棒线材、外径90-200mm及外径55-110mm 钢管;日本山阳:废钢预热——90 t EF(偏心底出钢)——LF——RH——CC(立式3流,370mm ×470mm)或IC——热轧(材)和冷轧。
生产102-600mm棒材等,外径50-180mm热轧钢管,外径22-95mm冷轧钢管;日本大同:废钢预热——90tEAF——LF——RH——CC(370mm ×480mm);日本神户:高炉——铁水预处理——80tLD-OTB顶底复吹转炉——除渣——ASEA-SKF钢包精炼——连铸(2流立弯型,300mm×430mm),生产18-105mm棒线材;日本川崎:高炉——铁水预处理——转炉——钢包精炼——真空——连铸(4流400mm×560mm);日本住友:高炉——转炉——VAD/RH——连铸/模铸(410mm×560mm),棒线材;日本新日铁:高炉——转炉——LD转炉——LF钢包精炼——RH——连铸,生产19-120mm 棒线材;日本爱知制钢:EAF——钢包精炼——RH——连铸,生产16-100mm棒线材;德国克虏伯:110t UHP- EAF——钢包冶金——连铸(6流260mm×330mm),生产28-80mm 棒线材。
国外轴承钢的生产工艺特点炉子大型化;无渣出钢;Al脱氧;真空或非真空条件下长时间搅拌;高碱度渣精炼;连铸。
相关技术体现在:钢包耐火材料的碱性化及钢包和中间薄的高温预热。
具体精炼技术体现在:初炼钢液的低氧化和低温化;初炼炉出钢的钢渣分离;精炼渣的合成化和液相化以及在线分析化;钢液精炼的模型化(包括吹氩搅拌的流量、时间以及吹氩位置);钢包浇钢的出渣;温度和成分以及铝脱氧工艺的过程控制。
连铸技术体现在:钢包和中间包的留钢;钢流浇注气氛的惰性化和防堵;中间包钢水的大容量化;中间包钢水流动的最优化;结晶器钢液面的稳定;连铸坯的大型化;二冷喷雾的均匀;电磁搅拌的多极化;轻压下技术。
轴承钢生产的基本条件大容量初炼炉,保证钢水低磷,成份温度合格,实现无渣出钢;具备加热、真空、合金微调的精炼装置,最大限度脱除氧、氢等气体。
保护浇铸防二次氧化;采用多极组合电磁搅拌和轻压下技术,保证钢坯的中心质量,减少中心偏析;轧机均为无扭无张力高速轧机轧制,保证轧材尺寸精度和表面质量。
国产轴承钢精炼比已经达到100%,平均氧含量已达到8×10-4%,好的达到4×10-4%,但是与瑞典SKF、日本山阳等先进的厂家相比,在钢中微量杂质元素含量、表面质量及内部质量稳定性方面仍有差距。
如钛含量偏高,普遍在0.003%以上。
我国棒材比重很大,占80%以上,管材几乎为零,线材、带材比重也较低。
1 电弧炉流程冶炼轴承钢UHP EAF-LF-VD-CC或IC为例,工艺流程为:电炉出钢——LF座包工位(底吹氩开始)——测温——供电造渣——脱氧和脱硫——调整成分——测温——VD工位——真空精炼——喂线(铝脱氧或钙处理,底吹氩结束)——连铸平台测温——连铸机浇铸。
中心任务:脱氧和非金属夹杂物去除及其控制。
超高功率电弧炉初炼主要任务:熔化废钢、脱碳、脱磷和升温;炉料中配碳量可配到1.00%-1.3%,用矿石、氧气脱碳、脱磷、自动流渣,偏心地出钢,留渣留钢。
出钢时可以将碳含量控制在高碳铬轴承钢的下限,炉外精炼增碳量很小,方便操作;要求初炼炉钢液低氧化合低温化,防止氧化渣入钢包。
LF钢包精炼炉LF精炼目的:脱氧、降硫、合金化、调整成分,控制合适的浇注温度。
轴承钢的中心任务:脱氧!LF加热前,用铝对钢液沉淀脱氧,然后加热、调整钢液成分、调整精炼渣成分、吹氩搅拌;快速造碱性渣——脱氧脱硫;底吹氩控制——过大,钢渣反应过分激烈和钢液对耐火材料冲刷严重,氧化物和钛化物进入钢液;过小钢液温度、成分以及钢渣反应都不均匀,不充分,脱氧产物不能充分上浮;合适的底吹氩制度:精炼前期以较大的氩气压力搅拌;后期以较小的氩气压力搅拌——使钛含量在精炼过程中基本稳定,同时可使硫含量和氧含量活度不断下降。
一般控制在0.2-0.3MPa。
VD真空去气主要目的——真空去氢、真空下碳脱氧继续脱氧、利用氩气搅拌去夹杂,一般脱氮不明显;进入VD前,除去炉渣,降低渣碱度,控制吹氩强度,真空前加Al终脱氧,缓吹氩。
前期吹氩不大于0.2Mpa,后期在0.1Mpa以下,可使钢液和炉渣充分反应,脱氧产物充分上浮;真空时间过短——脱氧产物不能充分上浮;过长——耐火材料表层被钢液长期冲刷而剥落进入钢液,不利于钢中钛含量的控制;真空脱气后软吹氩搅拌——控制非金属夹杂含量。
结束VD处理前5min,视钢液含铝量补充喂铝线,再进行弱搅拌以清洗钢液;连铸或铸锭(IC)2 转炉炼钢原料条件好,铁水的纯净度和质量稳定性均优于废钢;采用铁水预处理,进一步提高铁水的纯净度;转炉终点碳控制水平高,钢渣反应比电炉更趋于平衡;转炉钢气体含量低;连铸和炉外精炼和工艺水平与电炉相当。
日本和德国采用不同的生产工艺,区别——炼钢终点碳的控制;日本——“三脱”预处理,少渣冶炼高碳钢技术,生产低磷低氧钢;德国——转炉低拉碳工艺,保证转炉后期脱磷效果,依靠出钢是增碳生产轴承钢。
铁水预处理:镁基脱硫剂处理,入炉铁水w[S]≤0.005%,处理后将渣100%扒除;转炉冶炼:采用高拉碳方法,终点碳w[C]≤0.40%,同时控制w[P]≤0.010%。
废钢中配入铝锰钛提温剂——补充终点高碳控制是温度不够;出钢温度1700℃,碳含量0.34%,磷含量0.007%;出钢过程在包内采用高Cr合金、Si-Mn合金、炭粉进行合金化和增碳,并进行挡渣操作,采用底吹氩搅拌去除钢液中的全氧;LF精炼采用低碱度CaO-Al2O3渣系,脱硫率达50%-70%,降低Al类夹杂;与脱氧产物有一致的组分,两者的界面张力小,易于结合成低熔点的化合物——较强的吸收Al2O3夹杂能力,消除含CaO的D类夹杂。
同时底吹氩均匀成分、温度;吹氩弱搅拌:根据参考样的成分分析,补充高铬、高锰、炭粉进行成分调整满足内控要求,在温度高于吊包温度20-30℃时进行吹氩弱搅拌——夹杂物进一步上浮;我来完善答案完善答案通过审核后,可获得3点财富值电炉流程,即电炉——炉外精炼——连铸或模铸——轧制;转炉流程,即高炉——铁水预处理——转炉炉外精炼——连铸——轧制;特种冶炼方法,即真空感应炉(VIM)——电渣重熔(ESR)——轧制或锻造。
典型的轴承钢生产流程瑞典SKF:100t EF—ASEA-SKF—IC,生产12-32mm棒线材、外径90-200mm及外径55-110mm 钢管;日本山阳:废钢预热——90 t EF(偏心底出钢)——LF——RH——CC(立式3流,370mm ×470mm)或IC——热轧(材)和冷轧。
生产102-600mm棒材等,外径50-180mm热轧钢管,外径22-95mm冷轧钢管;日本大同:废钢预热——90tEAF——LF——RH——CC(370mm ×480mm);日本神户:高炉——铁水预处理——80tLD-OTB顶底复吹转炉——除渣——ASEA-SKF钢包精炼——连铸(2流立弯型,300mm×430mm),生产18-105mm棒线材;日本川崎:高炉——铁水预处理——转炉——钢包精炼——真空——连铸(4流400mm×560mm);日本住友:高炉——转炉——VAD/RH——连铸/模铸(410mm×560mm),棒线材;日本新日铁:高炉——转炉——LD转炉——LF钢包精炼——RH——连铸,生产19-120mm 棒线材;日本爱知制钢:EAF——钢包精炼——RH——连铸,生产16-100mm棒线材;德国克虏伯:110t UHP- EAF——钢包冶金——连铸(6流260mm×330mm),生产28-80mm 棒线材。
国外轴承钢的生产工艺特点炉子大型化;无渣出钢;Al脱氧;真空或非真空条件下长时间搅拌;高碱度渣精炼;连铸。
相关技术体现在:钢包耐火材料的碱性化及钢包和中间薄的高温预热。
具体精炼技术体现在:初炼钢液的低氧化和低温化;初炼炉出钢的钢渣分离;精炼渣的合成化和液相化以及在线分析化;钢液精炼的模型化(包括吹氩搅拌的流量、时间以及吹氩位置);钢包浇钢的出渣;温度和成分以及铝脱氧工艺的过程控制。
连铸技术体现在:钢包和中间包的留钢;钢流浇注气氛的惰性化和防堵;中间包钢水的大容量化;中间包钢水流动的最优化;结晶器钢液面的稳定;连铸坯的大型化;二冷喷雾的均匀;电磁搅拌的多极化;轻压下技术。
轴承钢生产的基本条件大容量初炼炉,保证钢水低磷,成份温度合格,实现无渣出钢;具备加热、真空、合金微调的精炼装置,最大限度脱除氧、氢等气体。
保护浇铸防二次氧化;采用多极组合电磁搅拌和轻压下技术,保证钢坯的中心质量,减少中心偏析;轧机均为无扭无张力高速轧机轧制,保证轧材尺寸精度和表面质量。
国产轴承钢精炼比已经达到100%,平均氧含量已达到8×10-4%,好的达到4×10-4%,但是与瑞典SKF、日本山阳等先进的厂家相比,在钢中微量杂质元素含量、表面质量及内部质量稳定性方面仍有差距。
如钛含量偏高,普遍在0.003%以上。
我国棒材比重很大,占80%以上,管材几乎为零,线材、带材比重也较低。
1 电弧炉流程冶炼轴承钢UHP EAF-LF-VD-CC或IC为例,工艺流程为:电炉出钢——LF座包工位(底吹氩开始)——测温——供电造渣——脱氧和脱硫——调整成分——测温——VD工位——真空精炼——喂线(铝脱氧或钙处理,底吹氩结束)——连铸平台测温——连铸机浇铸。
中心任务:脱氧和非金属夹杂物去除及其控制。
超高功率电弧炉初炼主要任务:熔化废钢、脱碳、脱磷和升温;炉料中配碳量可配到1.00%-1.3%,用矿石、氧气脱碳、脱磷、自动流渣,偏心地出钢,留渣留钢。
出钢时可以将碳含量控制在高碳铬轴承钢的下限,炉外精炼增碳量很小,方便操作;要求初炼炉钢液低氧化合低温化,防止氧化渣入钢包。
LF钢包精炼炉LF精炼目的:脱氧、降硫、合金化、调整成分,控制合适的浇注温度。
轴承钢的中心任务:脱氧!LF加热前,用铝对钢液沉淀脱氧,然后加热、调整钢液成分、调整精炼渣成分、吹氩搅拌;快速造碱性渣——脱氧脱硫;底吹氩控制——过大,钢渣反应过分激烈和钢液对耐火材料冲刷严重,氧化物和钛化物进入钢液;过小钢液温度、成分以及钢渣反应都不均匀,不充分,脱氧产物不能充分上浮;合适的底吹氩制度:精炼前期以较大的氩气压力搅拌;后期以较小的氩气压力搅拌——使钛含量在精炼过程中基本稳定,同时可使硫含量和氧含量活度不断下降。