拔叉制造工艺课程设计全套
拨叉机械设计制造课程设计
拨叉机械设计制造课程设计一、课程目标知识目标:1. 让学生掌握拨叉机械的基本结构及其工作原理,理解并描述拨叉在机械系统中的应用和重要性。
2. 能够运用所学的机械设计知识,分析拨叉机械的力学性能和材料选择。
3. 掌握拨叉机械设计的基本流程,包括设计需求分析、初步设计、详细设计和图纸绘制。
技能目标:1. 培养学生运用CAD软件进行拨叉机械部件的二维和三维设计的能力。
2. 能够使用适当的工程计算方法,对拨叉机械的强度、刚度等关键参数进行计算和校核。
3. 通过课程设计和实践,提升学生解决实际工程问题的能力和团队协作能力。
情感态度价值观目标:1. 激发学生对机械设计的兴趣,培养创新意识和工程意识。
2. 培养学生严谨的科学态度和良好的工程职业道德,加强质量意识。
3. 通过小组合作,培养学生的团队协作精神,增强沟通与交流能力。
本课程针对高中年级学生设计,旨在通过拨叉机械设计制造的实际案例,将理论知识与实践相结合,提高学生运用所学知识解决实际问题的能力。
课程要求学生具备一定的物理、数学和工程制图基础,通过课程学习,使学生在掌握专业知识的同时,培养实践操作技能和工程素养。
课程目标的设定遵循具体、可衡量原则,便于教学过程中的实施和成果的评估。
二、教学内容本课程教学内容主要包括以下几部分:1. 拨叉机械概述:介绍拨叉机械的基本结构、工作原理和应用领域,关联教材中第二章“机械传动装置”相关内容。
2. 拨叉机械设计原理:讲解拨叉机械设计的基本原则和方法,包括力学分析、材料选择等,对应教材第三章“机械设计基础”。
3. 拨叉机械设计流程:详细阐述拨叉机械设计的一般流程,包括需求分析、初步设计、详细设计和图纸绘制,依据教材第四章“机械设计流程”。
4. CAD软件应用:教授学生运用CAD软件进行拨叉机械部件的二维和三维设计,结合教材第五章“计算机辅助设计”。
5. 力学性能计算与校核:介绍拨叉机械关键参数的计算和校核方法,如强度、刚度等,参照教材第六章“机械零件的强度计算”。
课程设计拨叉工艺规程

课程设计拨叉工艺规程一、课程目标知识目标:1. 学生能够理解拨叉工艺的基本概念,掌握其工艺流程和关键参数;2. 学生能够描述拨叉工艺中涉及的材料特性及其对产品质量的影响;3. 学生能够解释拨叉工艺中的质量控制标准和检测方法。
技能目标:1. 学生能够运用拨叉工艺的基本原理,独立完成拨叉的制作;2. 学生能够运用相关工具和设备,进行拨叉工艺的各个步骤操作;3. 学生能够运用质量检测方法,对拨叉产品进行自检和互检。
情感态度价值观目标:1. 学生培养对制造业的兴趣,激发学习热情,形成积极的学习态度;2. 学生通过拨叉工艺的学习,增强动手实践能力,培养创新意识和团队协作精神;3. 学生树立质量意识,认识到拨叉工艺在制造业中的重要性,培养责任感。
课程性质:本课程为实践性较强的专业课,旨在让学生在实际操作中掌握拨叉工艺的知识和技能。
学生特点:学生为初中年级,具有一定的物理、数学基础,好奇心强,喜欢动手实践。
教学要求:结合学生特点,采用理论讲解与实践操作相结合的方式进行教学,注重培养学生的动手能力和质量意识。
通过课程学习,使学生能够达到上述具体的学习成果。
二、教学内容1. 拨叉工艺基本概念:介绍拨叉的定义、分类及用途,让学生理解拨叉在机械传动系统中的作用。
教材章节:第一章第一节2. 拨叉工艺流程:详细讲解拨叉的制作过程,包括材料选择、下料、加工、热处理、装配等环节。
教材章节:第一章第二节3. 拨叉工艺关键参数:阐述拨叉工艺中的关键参数,如材料硬度、拨叉长度、拨叉角度等,分析这些参数对产品质量的影响。
教材章节:第一章第三节4. 拨叉材料特性:介绍拨叉常用材料的性能特点,如碳钢、合金钢等,让学生了解不同材料对拨叉性能的影响。
教材章节:第二章第一节5. 质量控制与检测:讲解拨叉工艺中的质量控制标准和检测方法,如尺寸检测、硬度检测等。
教材章节:第二章第二节6. 实践操作:安排学生进行拨叉制作的实际操作,让学生在动手实践中掌握工艺流程和操作技巧。
拨叉——课程设计说明书

湖南工业大学机械制造工艺学课程设计课题名称:拨叉零件制造工艺规程院系:机械工程学院专业:机械工程及自动化班级:姓名:学号:指导老师:课程设计任务书拨叉零件的机械加工工艺规程内容及任务一、设计的主要技术参数:拨叉材料HT200;铸造圆角R2~3;拨叉头高50mm,外圆φ40mm,内孔φ27mm;拨叉脚内表面R25,外表面R35;凸台高25mm;凸台半径10,凸台孔径φ8,孔深15mm中心距93.75mm。
二、设计基本内容:(一)对零件(中等复杂程度)进行工艺分析,画零件图。
(二)选择毛坯的制造方式。
(三)制订零件的机械加工工艺规程1.选择加工方案,制订工艺路线;2.选择定位基准;3.选择各工序所用的机床设备和工艺装备(刀具、夹具、量具等);4.确定加工余量及工序间尺寸和公差;5.确定切削用量(四)填写工艺文件1.填写机械加工工艺卡片;2.填写机械加工工序卡片。
(五)编写设计说明书。
三、每个学生应在教师指导下,独立完成以下任务:(1)机械加工工艺卡片一张;(2)机械加工工序卡片一套;(3)设计说明书一份。
目录第一章序论-----------------------------------------5 第二章零件的分析-----------------------------------61、零件的工艺分析-----------------------------------62、毛坯的确定--------------------------------------7①、毛坯种类的确定------------------------------7②、铸件加工余量及形状的确定---------------------7③、铸件毛坯图的绘制-----------------------------8第三章工艺规程的设计---------------------------------91、定位基准的选择---------------------------9①、精基准的选择-------------------------------9②、粗基准的选择-------------------------------92、工艺路线的制定-------------------------- --------9①、确定工序的原则-------------------------------10②、工序的特点----------------------------------10③、加工精度的划分------------------------------10④、工艺方案确定---------------------------------10⑤、工艺设备工装的确定--------------------------113、机械加工余量及工序尺寸与公差的确定------ -------12①、加工余量、工序尺寸和公差的确定---------------12②、确定切削用量--------------------------------16第四章工艺卡片的制定---------------------------------23第五章工序卡片的制定---------------------------------23第六章小结------------------------------------------23第七章附录(重要参考文献)---------------------------23第一章序论21世纪现在是我国全面建设小康社会,实现国民经济增长模式根本转变,走新型工业化道路的关键时期。
机械制造工艺学课程设计-拨叉的工艺设计

,a click to unlimited possibilities
汇报人:
目录
01 拨 叉 的 工 艺 设 计 概 述
03 拨 叉 的 机 械 加 工 工
艺
05 拨 叉 的 工 艺 设 计 优
化
02 拨 叉 的 毛 坯 制 造 工 艺
04 拨 叉 的 装 配 工 艺
电火花加工:用于加工复 杂形状的工件,如模具、 电极等
精加工工艺的选择需要考 虑工件的材料、形状、精 度要求等因素
热处理工艺
目的:提高拨叉的硬度和耐磨性
工艺流程:加热、保温、冷却
加热方式:电加热、燃气加热、感应加热等
保温时间:根据材料和工艺要求确定
冷却方式:空气冷却、油冷却、水冷却等
热处理后的效果:提高拨叉的硬度和耐磨性,改善其机械 性能
检查材料:确认材料是否合格,是否满足设计要求 准备工具:准备所需的装配工具,如扳手、螺丝刀等 清洁零件:确保零件表面清洁,无油污、锈蚀等 检查图纸:确认装配图纸是否正确,是否与实际产品相符
装配过程
准备材料:选择合适的材料和规格
切割加工:根据设计图纸进行切割和加工
装配顺序:按照设计图纸进行装配,确保各部件的配合精度 检验与调整:对装配好的拨叉进行检验和调整,确保其性能和精度达到设 计要求
粗加工设备:车 床、铣床、钻床、 攻丝机等
粗加工材料:钢 材、铝材、铜材 等
粗加工精度:根 据设计要求确定, 一般控制在 ±0.1mm以内
精加工ቤተ መጻሕፍቲ ባይዱ艺
精加工工艺包括:车削、 铣削、磨削、电火花加工 等
车削:用于加工圆柱面、 圆锥面、螺纹等
铣削:用于加工平面、沟 槽、台阶等
机械制造技术基础拨叉课程设计
目录一、零件的工艺分析及生产类型的确定11、零件的作用12、零件的工艺分析13、零件的生产类型2二、选择毛坯,确定毛坯尺寸,设计毛坯图21、选择毛坯22、确定机械加工余量、毛坯尺寸和公差2三、选择加工方法,制定工艺路线42、零件表面加工方法的选择53、制订工艺路线5四、工序设计81、选择加工设备与工艺装备82、确定工序尺寸10五、确定切削用量及基本时间111、工序10切削用量及基本时间的确定。
112、工序20切削用量及基本时间的确定。
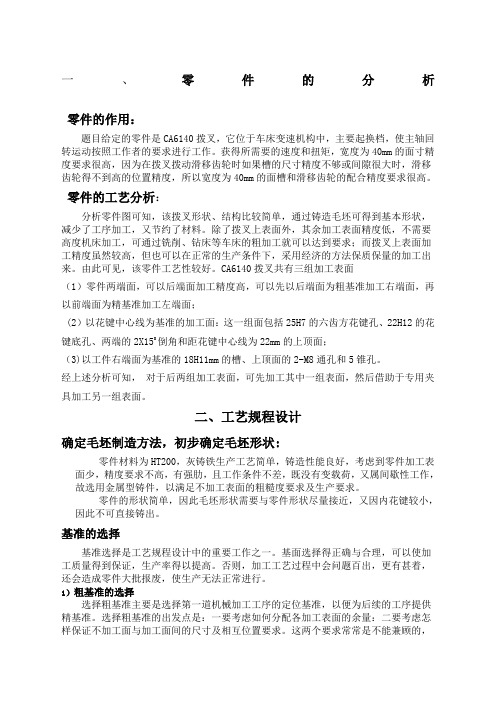
123、定位方案15六、参考文献16七、总结17入零件的工艺分析及生产类型的确定1、零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩的作用。
零件上方的①22+0.021孔与0操纵机构相连,下方的①55+0.5半孔则是用于与控制齿轮所在的轴接触。
通过上方的力拨动0下方的齿轮变速。
两件零件铸为一体,加工时分开。
图1零件图2、零件的工艺分析拨叉(CA6140车床)共有三处加工表面,其间有一定位置要求。
分述如下:1)以①22+0,021为中心的加工表面这一组加工表面包括:①22+0.021孔的内表面,以及其上端面,上端面与孔有位置要求,孔壁0上有一个装配时钻铰的锥销孔,一个M8的螺纹孔。
这两个都没有高的位置度要求。
2)、以①55产为中心的加工表面这一组加工表面包括:①55+0.5孔的内表面,以及其上下两个台阶面。
这两组表面有一定的位置度要求,即①55+0.5的孔上下两个端面与①22+0.021的孔有垂直度要00求。
由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。
3、零件的生产类型依设计题目知:Q=12000件/年N=Qn(1+a%)(1+b%)零件是CA6140车床的拨叉,质量为1kg,查表2-1(生产类型与生产纲领的关系)可知其属轻型零件,生产类型为大批生产。
拨叉完整课程设计
一、零件的分析零件的作用:题目给定的零件是CA6140拨叉,它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
获得所需要的速度和扭矩,宽度为40mm的面寸精度要求很高,因为在拨叉拨动滑移齿轮时如果槽的尺寸精度不够或间隙很大时,滑移齿轮得不到高的位置精度,所以宽度为40mm的面槽和滑移齿轮的配合精度要求很高。
零件的工艺分析:分析零件图可知,该拨叉形状、结构比较简单,通过铸造毛坯可得到基本形状,减少了工序加工,又节约了材料。
除了拨叉上表面外,其余加工表面精度低,不需要高度机床加工,可通过铣削、钻床等车床的粗加工就可以达到要求;而拨叉上表面加工精度虽然较高,但也可以在正常的生产条件下,采用经济的方法保质保量的加工出来。
由此可见,该零件工艺性较好。
CA6140拨叉共有三组加工表面(1)零件两端面,可以后端面加工精度高,可以先以后端面为粗基准加工右端面,再以前端面为精基准加工左端面;(2)以花键中心线为基准的加工面:这一组面包括25H7的六齿方花键孔、22H12的花键底孔、两端的2X150倒角和距花键中心线为22mm的上顶面;(3)以工件右端面为基准的18H11mm的槽、上顶面的2-M8通孔和5锥孔。
经上述分析可知,对于后两组加工表面,可先加工其中一组表面,然后借助于专用夹具加工另一组表面。
二、工艺规程设计确定毛坯制造方法,初步确定毛坯形状:零件材料为HT200,灰铸铁生产工艺简单,铸造性能良好,考虑到零件加工表面少,精度要求不高,有强肋,且工作条件不差,既没有变载荷,又属间歇性工作,故选用金属型铸件,以满足不加工表面的粗糙度要求及生产要求。
零件的形状简单,因此毛坯形状需要与零件形状尽量接近,又因内花键较小,因此不可直接铸出。
基准的选择基准选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚着,还会造成零件大批报废,使生产无法正常进行。
拨叉制造工艺课程设计
拨叉制造工艺课程设计一、教学目标本课程的教学目标是使学生掌握拨叉制造工艺的基本原理、方法和过程。
通过本课程的学习,学生将能够理解拨叉的构造和功能,掌握拨叉制造的基本工艺,包括模具设计、材料选择、加工方法等,并能够运用这些知识解决实际问题。
此外,学生还将培养动手实践能力和团队合作精神,提高创新意识和综合素质。
具体来说,知识目标包括:1.了解拨叉的基本构造和功能;2.掌握拨叉制造的基本工艺和关键技术;3.了解拨叉制造工艺的发展趋势和应用领域。
技能目标包括:1.能够运用所学知识分析和解决拨叉制造过程中的问题;2.具备一定的模具设计和材料选择能力;3.能够熟练操作相关设备和工具,进行拨叉的制造和调试。
情感态度价值观目标包括:1.培养对拨叉制造工艺的兴趣和热情,提高学习积极性;2.培养团队合作精神和动手实践能力;3.增强创新意识和综合素质,为将来的职业发展打下基础。
二、教学内容本课程的教学内容主要包括拨叉的基本原理、模具设计、材料选择、加工方法、质量控制等方面。
具体安排如下:1.拨叉的基本原理:介绍拨叉的定义、作用和分类,理解拨叉在机械系统中的重要性。
2.模具设计:学习模具的基本结构、设计原则和方法,掌握模具的设计流程和技巧。
3.材料选择:了解常用材料的特性和应用,学会根据实际需求选择合适的材料。
4.加工方法:学习拨叉的加工工艺,包括铸造、锻造、切削、热处理等,掌握各种加工方法的特点和适用范围。
5.质量控制:掌握产品质量的检验方法和手段,了解质量控制体系的相关知识。
6.拨叉制造工艺的发展趋势和应用领域:了解拨叉制造工艺的最新发展动态,掌握其在不同行业中的应用情况。
三、教学方法为了提高教学效果,本课程将采用多种教学方法相结合的方式进行教学。
具体包括:1.讲授法:通过教师的讲解,使学生掌握拨叉制造工艺的基本原理和知识点。
2.讨论法:学生进行小组讨论,培养学生的思考能力和团队合作精神。
3.案例分析法:通过分析实际案例,使学生学会运用所学知识解决实际问题。
拨叉(831005型号)零件的加工工艺规程及专用夹具设计(全套图纸)
机械制造工艺学课程设计说明书题目:设计CA6140拨叉(831005)零件的加工工艺规程及备工艺装(年产量为4000件)班级:姓名:指导教师:完成日期:目录一、零件工艺性分析 (1)1.1、零件的作用 (1)1.2、零件的工艺分析 (1)二、机械加工工艺规程设计 (2)2.1、确定毛坯的制造形成 (2)2.2、基准的选择 (2)2.2.1粗基准的选择 (2)2.2.2精基准的选择 (2)2.3、制定工艺路线 (2)2.3.1工艺路线方案一 (3)2.3.2工艺路线方案二 (3)三、机械加工余量、工序尺寸及毛皮尺寸的确定 (4)3.1、毛坯余量及尺寸的确定 (4)3.2、确定工序 (4)四、夹具的设计 (12)4.1、提出问题 (12)4.2、设计思想 (13)4.3、夹具设计 (13)4.3.1定位分析 (14)4.3.2切削力、夹紧力、切屑用量和切屑速度的计算 (14)4.3.3夹具操作说明 (15)五.体会 (15)六.参考文献 (16)一、零件工艺性分析1.1、零件的作用题目给定的零件是CA6140拨叉,它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求进行工作。
宽度为18+0.012mm的槽尺寸精度要求很高,因为在拨叉拔动使滑移齿轮时如果槽的尺寸精度不高或间隙很大时,滑移齿轮得不到很高的位置精度。
所以,宽度为18+0.012mm的槽和滑移齿轮的配合精度要求很高。
1.2、零件的工艺分析二、机械加工工艺规程设计2.1、确定毛坯的制造形成零件材料HT200、考虑到此零件的工作过程中并有变载荷和冲击性载荷,因此选用锻件,以使金属纤维尽量不被切断,保证零件的工作可靠。
由于生产纲领为中批生产而且零件的尺寸并不很大,故可采取模锻成型。
经查《金属机械加工工艺人员手册》表5-5取等级为2级精度底面及侧面浇注确定待加工表面的加工余量为3±0.8mm。
2.2基准的选择2.2.1 粗基准的选择因为要保证花键的中心线垂直于右端面,所以以Φ40的外圆表面的粗基准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械制造工艺学课程设计说明书题目:拨叉零件机械加工工艺规程及关键工序夹具设计注意:专业:机械工程及其自动化班级:设计者:学号:指导教师:机械制造工艺学课程设计任务书题目:拨叉零件机械加工工艺规程及关键工序夹具设计内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1张4.机械加工工序卡片7张5.夹具结构设计装配图1张6.夹具结构设计零件图1张7.课程设计说明书1份专业:班级:设计者:学号:指导教师:目录一、零件的分析1.零件的作用2.零件的工艺分析3.零件的尺寸图二、确定生产类型三、确定毛坯的制造形式四、工艺规程设计1.基面的选择2.制定工艺路线3.机械加工余量、工序尺寸及毛皮尺寸的确定4.确立切削用量及基本工时五、夹具设计1.问题的提出2.夹具设计3.绘制夹具零件图六、参考文献七、小结八、附录一、零件的分析(一)零件的作用题目所给的零件是CA6140车床的拨叉。
它位于车床变速机构中,主要起换档,使主轴回转运动按照工作者的要求工作,工作过程:拨叉零件是在传动系统中拨动滑移齿轮,以实现系统调速,转向。
其花键孔Φ25mm通过与轴的配合来传递凸轮曲线槽传来的运动,零件的两个叉头部位与滑移齿轮相配合。
(二)零件的工艺分析CA6140车床共有两处加工表面,其间有一定位置要求。
分述如下:1. 零件孔Φ22mm的上下加工表面及花键孔Φ25mm这一组加工表面包括:孔Φ22mm的上下加工表面,孔Φ22mm的内表面,有粗糙度要求为Ra小于等于6.3um,Φ25mm的六齿花键孔,有粗糙度要求Ra小于等于3.2um,扩两端面孔,有粗糙度要求Ra=6.3um;加工时以上下端面和外圆Φ40mm为基准面,有由于上下端面须加工,根据“基准先行”的原则,故应先加工上下端面(采用互为基准的原则),再加工孔Φ22mm, 六齿花键孔Φ25mm和扩孔。
2. 孔Φ22mm两侧的拨叉端面⑴这一组加工表面包括:右侧距离18mm的上下平面,Ra=3.2um,有精铣平面的要求,左侧距离为8mm的上下平面,Ra=1.6um,同样要求精铣。
⑵加工时以孔22mm,花键孔25 mm和上下平面为基准定位加工。
⑶根据各加工方法的经济精度及一般机床所能达到的位置精度,该零件没有很难加工的表面尺寸,上述表面的技术要求采用常规加工工艺均可以保证,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们的位置精度要求(三)零件的尺寸图二、确定生产类型1.结合生产实际,备品率a%和废品率b%分别抽取5%和2%。
则N=Qn(1+α%+β%)=3800×1(1+5%+2%)=4066件/年2.由于拨叉零件的年产量为4066件,现已知该产品属于轻型机械,叉的重量为1.0㎏,根据表可知生产类型为中批生产。
三、确定毛坯的制造形式1.零件材料为HT200。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,故选择铸件毛坯。
2.已知零件的生产纲领是4066件每年,故查表,可确定其为中批生产,初步确定工艺安排的基本倾向为:加工过程划分阶段,工序适当集中,加工设备主要以通用设备为主,采用专用夹具,这样投资较少,投产快生产率较高,转产较容易。
3.根据零件的材料确定毛坯为铸件,材料为HT200,毛坯的铸造方法为模锻铸造,铸件尺寸公差等级为CT9级。
4.下图为所制的毛坯尺寸图。
四、工艺规程设计(一)基面的选择基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。
(1)粗基准的选择。
对于零件而言,尽可能选择不加工表面为粗基准。
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。
根据这个基准选择原则,现选取φ22孔的不加工外轮廓底面作为粗基准,利用圆柱来定位,另外四爪握住两边来限制六个自由度,达到完全定位,然后进行铣削。
(2)精基准的选择。
主要应该考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算。
(二)制定工艺路线在生产纲领确定的情况下, 根据零件的几何形状、尺寸精度及位置精度等技术要求来制定工艺路线。
可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
1..工艺路线方案的对比方案一工序:1.粗、精车端面,钻、扩花键底孔、倒两端15°倒角。
2.粗、精铣削B面。
mm的槽。
3.铣削8+0.03mm的槽。
4.铣削18+0.0125.拉花键。
方案二工序:1.粗、精车端面,钻、扩花键底孔、倒两端15°倒角。
以Ф40mm圆柱面为粗基准。
选用C3163-1转塔式六角车床及三爪卡盘夹具。
2.拉花键。
以A面为基准,3.铣削槽B面。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用夹具4.铣削8+0.03mm的槽。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用夹具。
5.铣削18+0.012mm的槽。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用夹具。
方案分析:上述两方案中,工艺方案一把拉花键放在最后一道工序。
但此方案中2.3.4。
2. 补充选定的方案工序0铸坯。
工序1 粗、精车端面,钻、扩花键底孔、倒两端15°倒角。
以Ф40mm圆柱面为粗基准。
选用C3163-1转塔式六角车床及三爪卡盘夹具。
工序2 拉花键。
以A面为基准,工序3 铣削槽B面。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用夹具.03mm的槽。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用工序4 铣削8+0夹具。
工序5 铣削18+0.012mm的槽。
以花键的中心线及A面为基准。
选用X62W卧式铣床加专用夹具。
工序6 磨槽。
工序7 去毛刺。
工序8 检验。
3,选择机床(1)工序1为车端面和钻孔、扩孔、倒角,可用C3163-1转塔式六角车床。
(2)工序2为拉花键,采用普通拉床。
(3)工序3和4为铣端面,可采用X62W铣床。
( 4) 工序6磨削采用磨床。
4.选择夹具:每个工序都可以采用专用的夹具,夹具后面再设计。
5.选择刀具:在铣床上用高速钢立铣刀,铣上下两槽用三面刃铣刀,在车床上选普通车刀,内拉床选矩形齿花键拉刀6.选择量具:精度要求较高的可用内径千分尺量程50~125,其余用游标卡尺分度值为0.02。
(三)机械加工余量、工序尺寸及毛皮尺寸的确定CA6140的拨叉材料为HT200。
毛坯重量为1.0 kg,σb =160MPa HB170~240 生产类型为由大、中批量生产,采用模锻锻模。
据以上原始资料及加工路线,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下:1.A面的加工余量A面有3±0.8mm的加工余量,足够把铸铁的硬质表面层切除2.矩形花键底孔。
.28,见零件图,参要求以矩形花键的外径定心,故采用拉削加工内孔尺寸为Φ22+0照《金属机械加工工艺人员手册》表3-59确定孔加工余量的分配。
钻孔Φ20mm扩孔Φ21mm拉花键花键孔要求以外径定心:拉削时加工余量参照《金属机械加工工艺人员手册》取2Z=1mm3.B面的加工余量。
此工序分2个工步1、粗铣B面 2、精铣B面。
精加工余量为0.2mm粗铣加工余量为2.8mm4.上凹槽:对于上凹槽的加工,由于事先未被铸出,要满足其槽的深度先需要粗铣,.03的精现确定其加工余量取8mm。
为了保证槽两边的表面粗糙度和槽的水平尺寸8+00度要求,需要进行精铣槽的两侧面,加工余量取0.5mm。
(精5. 下凹槽:由于此平面没有加工,只加工平面的凹槽,其基本尺寸为槽宽18+0.0120度较高,IT6级),槽的深度为15,可事先铸出该凹槽,该槽的三个表面的粗糙度都Ra,在粗铣后 精铣能达到粗糙度要求。
为2.36. 孔:钻孔其尺寸为20mm,加工余量取2mm,扩孔钻,保留0.5mm的拉刀加工余量。
孔里的花键槽用组合装配式拉刀成型式的加工方式一次拉出。
7.其他尺寸直接铸造得到由于本设计规定的零件为中批量生产,采用调整加工。
因此在计算最大、最小加工余量时应按调整法加工方式予以确认。
(四)确立切削用量及基本工时工序0 毛坯工序。
铸造尺寸如毛坯图工序1:车削A面。
加工条件工件材料:灰口铸铁HT200,铸造。
加工要求:粗、半精车A面并保证28mm的工序尺寸,Ra=3.2μm机床C3163-1:转塔式六角卧式车床。
刀具:刀片材料。
r =12. ao=6-8 b= -10 o=0.5 Kr=90 n=15工序图:1. 计算切削用量(1)已知长度方向的加工余量为3±0.8mm 。
实际端面的最大加工余量为3.8mm 。
故分二次加工(粗车和半精车)。
长度加工公差IT 12级。
(2)进给量、根据《切削简明手册》(第3版)表1.4 当刀杆尺寸为16mm×25mm,ae≦3mm 时,以及工件直径为Φ60mm时(由于凸台B面的存在所以直径取Φ60mm)f=0.6-0.8mm/r.按C3163-1 车床说明书取f=0.6 mm/r。
由于存在间歇加工所以进给量乘以k=0.75—0.85 所以实际进给量f=0.6×0.8=0.48 mm/r按C3163-1 车床说明书f=0.53mm/r(3)计算切削速度。
按《切削简明手册》表1.27 ,切削速度的计算公式为(寿命选T=60min)刀具材料YG6V=Cv/(T m·apXv·f Yv) ·kv其中:Cv=158 Xv=0.15 Yv=0.4 m=0.2修正系数Ko见《切削手册》表1.28k mv =1.15 kkv=0.8 kkrv=0.8 ksv=1.04 kBV=0.81∴Vc =158/( 600.2·20.15·0.530.4) ·1.15·0.8·0.8·0.81·0.97=46.9(m/min)(4)确定机床主轴转速 ns=1000vc/πd w=229.8(r/min)按C3163-1车床说明书n=200 r/min所以实际切削速度V=40.8m/min(5)切削工时,按《工艺手册》表6.2-1由于铸造毛坯表面粗糙不平以及存在硬皮,为了切除硬皮表层以及为下一道工步做好准备Tm=(L+L1+L2+L3)/nwx f=0.33(min)L=(65-0)/2=32.5 L1=3、L2=0、L3=0。
2、精车1)已知粗加工余量为0.5mm。
2)进给量f根据《切削用量简明手册》表1.6 , f=0.15-0.25mm/r按C3163-1 车床说明书f=0.16 mm/r3)计算切削速度按《切削用量简明手册》表1.27,切削速度的计算公式为(寿命选T=60min)V=Cv/(T m·apXv·f Yv) ·kv=158/( 600.2·20.15·0.160.4) ·1.15·0.8·0.8·0.81·0.97=83.85(m/min)4)确定机床主轴转速nw=1000vc/ πdw=410.8(r/min)按C3163-1 车床说明书取nw=400(r/min)实际切削速度V=57.1m/min5)切削工时查《工艺手册》表6.2-1xf=22.5/400x0.16=0.35(min)Tm=(L+L1+L2+L3)/ nw由于下一道工序是钻孔,所以留下?20mm的台阶,所以L=(65-20)/2=22.5 mm L1=3.L2=0. L3=0。