螺旋桨_基础知识
动力学教程--螺旋桨

一、工作原理可以把螺旋桨看成是一个一面旋转一面前进的机翼进行讨论。
流经桨叶各剖面的气流由沿旋转轴方向的前进速度和旋转产生的切线速度合成。
在螺旋桨半径r1和r2(r1<r2)两处各取极小一段,讨论桨叶上的气流情况。
V—轴向速度;n—螺旋桨转速;φ—气流角,即气流与螺旋桨旋转平面夹角;α—桨叶剖面迎角;β—桨叶角,即桨叶剖面弦线与旋转平面夹角。
显而易见β=α+φ。
空气流过桨叶各小段时产生气动力,阻力ΔD和升力ΔL,合成后总空气动力为ΔR。
ΔR沿飞行方向的分力为拉力ΔT,与旋螺桨旋转方向相反的力ΔP 阻止螺旋桨转动。
将整个桨叶上各小段的拉力和阻止旋转的力相加,形成该螺旋桨的拉力和阻止螺旋桨转动的力矩。
从以上两图还可以看到。
必须使螺旋桨各剖面在升阻比较大的迎角工作,才能获得较大的拉力,较小的阻力矩,也就是效率较高。
螺旋桨工作时。
轴向速度不随半径变化,而切线速度随半径变化。
因此在接近桨尖,半径较大处气流角较小,对应桨叶角也应较小。
而在接近桨根,半径较小处气流角较大,对应桨叶角也应较大。
螺旋桨的桨叶角从桨尖到桨根应按一定规律逐渐加大。
所以说螺旋桨是一个扭转了的机翼更为确切。
从图中还可以看到,气流角实际上反映前进速度和切线速度的比值。
对某个螺旋桨的某个剖面,剖面迎角随该比值变化而变化。
迎角变化,拉力和阻力矩也随之变化。
用进矩比“J”反映桨尖处气流角,J=V/nD。
式中D—螺旋桨直径。
理论和试验证明:螺旋桨的拉力(T),克服螺旋桨阻力矩所需的功率(P)和效率(η)可用下列公式计算:T=Ctρn2D4P=Cpρn3D5η=J·Ct/Cp式中:Ct—拉力系数;Cp—功率系数;ρ—空气密度;n—螺旋桨转速;D—螺旋桨直径。
其中Ct和Cp 取决于螺旋桨的几何参数,对每个螺旋桨其值随J变化。
图1—1—21称为螺旋桨的特性曲线,它可通过理论计算或试验获得。
特性曲线给出该螺旋桨拉力系数、功率系数和效率随前进比变化关系。
飞机螺旋桨的工作原理

飞机螺旋桨的工作原理飞机螺旋桨的工作原理是航空学领域中重要的基础知识之一。
螺旋桨作为气动力装置,通过旋转产生升力和推力,从而推动飞机前进。
在此范文中,我将详细介绍飞机螺旋桨的工作原理,并分点列出其相关知识。
一、螺旋桨的基本结构和构造- 螺旋桨由一系列叶片和旋转轴组成。
- 叶片通常采用空心状,具有空气动力学特性。
- 旋转轴连接螺旋桨与飞机的动力系统,如发动机或引擎。
二、螺旋桨的工作原理- 螺旋桨的旋转产生气流,使空气在叶片上面和下面形成压差。
- 在前进飞行状态下,螺旋桨向前推动飞机。
- 在垂直飞行状态下,螺旋桨产生升力,使飞机上升或下降。
- 螺旋桨通过改变叶片的角度和旋转速度,控制飞机的速度和高度。
三、螺旋桨叶片的工作原理- 叶片的形状和角度决定了其气动力学特性。
- 叶片一般分为前缘、背缘、后缘和旁缘。
- 前缘负责切割空气,背缘则形成气流分离,产生压差。
- 叶片的旁缘控制流体动力学特性,以提高螺旋桨的性能。
四、螺旋桨的调整机构- 螺旋桨的调整机构可以改变叶片的角度和旋转速度。
- 可调连杆机和液压机构是常见的调整机构。
- 螺旋桨的调整机构可以通过飞行员或自动化系统进行控制。
五、螺旋桨的性能和应用- 螺旋桨的性能直接影响飞机的速度、升力和稳定性。
- 高效的螺旋桨可以提高飞机的燃油效率。
- 螺旋桨广泛应用于民用和军用飞机,以及无人机和直升机等飞行器中。
六、螺旋桨的发展与未来挑战- 随着科技的发展,螺旋桨逐渐从传统的机械调整向电子调整过渡。
- 研究人员致力于提高螺旋桨的效率和降低噪音。
- 未来的挑战包括更高速度的飞行、更高效的能源利用和更环保的设计。
综上所述,飞机螺旋桨是飞机运行的核心部件之一,其工作原理涉及到气动力学、结构设计和控制系统等方面的知识。
掌握螺旋桨的工作原理对于机械工程师、航空工作者以及飞行员来说是非常重要的。
随着技术的不断发展,螺旋桨的性能将进一步优化,为航空事业作出更大贡献。
螺旋桨基础知识
螺旋桨基础知识船舶在海上航行,靠的是螺旋桨在水下旋转产生推力实现的,如果我们把主机称为船舶的心脏,则我们可把螺旋桨称为船舶的腿,别以为螺旋桨很简单,其实它也相当的复杂,造一条船,要保证船舶的性能,就要靠机桨和船体的匹配,所以通常螺旋桨和船体需要做实验才能知道其性能,而船舶的其它设备则无需做船模实验,只要做出厂实验满足规范要求即可。
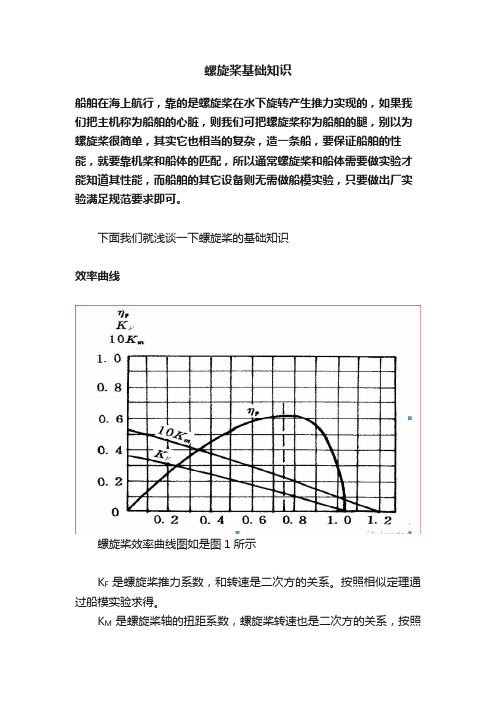
下面我们就浅谈一下螺旋桨的基础知识效率曲线螺旋桨效率曲线图如是图1所示K F是螺旋桨推力系数,和转速是二次方的关系。
按照相似定理通过船模实验求得。
K M是螺旋桨轴的扭距系数,螺旋桨转速也是二次方的关系,按照相似定理通过船模实验求得。
纵坐标是螺旋桨的效率,横坐标是进速系数值,用J表示J=v/nDV螺旋桨相对于水的速度n表示螺旋桨转速D表示螺旋桨直径公式的含义是螺旋桨每转一圈相对于水的进程与直径的比值。
通常是根据这个曲线来设计螺旋桨的最佳工作点的,以此达到最好的效率。
螺旋桨操作工况定距桨操作工况定距桨只有一个最佳工作点,就是在设计转速下达到设计的转距,此时螺旋桨才能达到设计的功率 .如图2的1号线所示通常这个设计点是船舶处于设计的负载状态下,船体清洁,水面无风浪,自由航行状态。
当由于船体有污,或风浪很大时,或水很浅,此时航速变慢,船的进速系数J值变小,轴的扭距增加,由公式M=9550*P/n 可知,必然引起原动机的功率增加,,M表示扭距,P表示功率,n表示转速。
如图2的3号线所示,原动机的转速达不到设计转速,原动机要降速运行,否则会引起超负荷。
当船舶货没装满,半载前行时,此时船舶的阻力变小,航速就会变快,J值增加,如是图2 的2号线所示,轴的扭距变小,原动机的转速达到设计转速时,扭距达不到设计的扭距,此时原动机的功率达不到设计的功率,不能充分发挥作用。
调距桨操作工况由于调距桨的螺距可以改变,所以在任何情况下都可以使原动机在设计的转速下获得最佳的的扭距,使得原动机可以充分利用其功率。
关于螺旋桨的一些知识

关于螺旋桨的一些知识.txt为什么我们在讲故事的时候总要加上从前?开了一夏的花,终落得粉身碎骨,却还笑着说意义。
关于螺旋桨的一些知识(转)螺旋桨 3d3v$\,f5W$h F3o一、工作原理:@,H"X3D,J7h"P!E;C可以把螺旋桨看成是一个一面旋转一面前进的机翼进行讨论。
流经桨叶各剖面的气流由沿旋转轴方向的前进速度和旋转产生的切线速度合成。
在螺旋桨半径r1和r2(r1<r2)两处各取极小一段,讨论桨叶上的气流情况。
V—轴向速度;n—螺旋桨转速;φ—气流角,即气流与螺旋桨旋转平面夹角;α—桨叶剖面迎角;β—桨叶角,即桨叶剖面弦线与旋转平面夹角。
显而易见β=α+φ。
+h)q4g'a {1Q9|8D空气流过桨叶各小段时产生气动力,阻力ΔD和升力ΔL,见图1—1—19,合成后总空气动力为ΔR。
ΔR沿飞行方向的分力为拉力ΔT,与旋螺桨旋转方向相反的力ΔP 阻止螺旋桨转动。
将整个桨叶上各小段的拉力和阻止旋转的力相加,形成该螺旋桨的拉力和阻止螺旋桨转动的力矩。
4A2_9?6^9A8P:| k从以上两图还可以看到。
必须使螺旋桨各剖面在升阻比较大的迎角工作,才能获得较大的拉力,较小的阻力矩,也就是效率较高。
螺旋桨工作时。
轴向速度不随半径变化,而切线速度随半径变化。
因此在接近桨尖,半径较大处气流角较小,对应桨叶角也应较小。
而在接近桨根,半径较小处气流角较大,对应桨叶角也应较大。
螺旋桨的桨叶角从桨尖到桨根应按一定规律逐渐加大。
所以说螺旋桨是一个扭转了的机翼更为确切。
&A4V7P8l;j3^7G/U9^2`/Y从图中还可以看到,气流角实际上反映前进速度和切线速度的比值。
对某个螺旋桨的某个剖面,剖面迎角随该比值变化而变化。
迎角变化,拉力和阻力矩也随之变化。
用进矩比“J”反映桨尖处气流角,J=V/nD。
式中D—螺旋桨直径。
理论和试验证明:螺旋桨的拉力(T),克服螺旋桨阻力矩所需的功率(P)和效率(η)可用下列公式计算:/L4p&M0[9l+X#p:w2P8]-dT=Ctρn2D4.J0].a%t)h;S(D,j0G*]P=Cpρn3D5 #I(l"z4},R1g0fη=J·Ct/Cp #w9A7D'j2L式中:Ct—拉力系数;Cp—功率系数;ρ—空气密度;n—螺旋桨转速;D—螺旋桨直径。
螺旋桨基础理论ppt课件
2 - 16
病 原 体 侵 入 机体, 消弱机 体防御 机能, 破坏机 体内环 境的相 对稳定 性,且 在一定 部位生 长繁殖 ,引起 不同程 度的病 理生理 过程
螺旋桨水动力性能
由式(3-36)及式(3-37),可得进速系数J与滑脱比s之间的 关系为
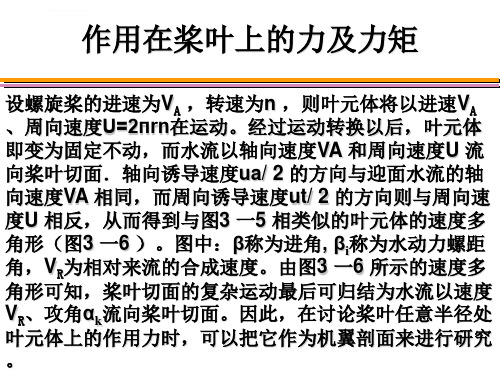
作用在桨叶上的力及力矩
式中:rh为桨毅半径. R 为螺旋桨半径。
式(3 一34 )把螺旋桨的推力、转矩与流场及螺旋桨的 几何特征联系起来。因而比动量理论的结果要精密完整得 多。 当螺旋桨以进速vA和转速n 进行工作时,必须吸收主机所 供给的转矩Q 才能发出推力T ,其所作的有用功率为TVA ,而吸收的功率为2ПnQ ,故螺旋桨的效率为
2 -9
病 原 体 侵 入 机体, 消弱机 体防御 机能, 破坏机 体内环 境的相 对稳定 性,且 在一定 部位生 长繁殖 ,引起 不同程 度的病 理生理 过程
作用在桨叶上的力及力矩
根据茹柯夫斯基升力公式,升元体上dr 段产生的升力 将式(3-28)代入式(3-27),并考虑到dD=єdL (є为
此种情况下螺旋桨产生负推力。螺旋桨不遭受旋转阻力时
旋转一周所前进的距离称为无转矩进程或无转矩螺距,并
以P2表示, 对于一定的螺旋桨而言,显然P2> P1> P ,船舶在航行时 ,螺旋桨必须产生向前的推力以克服船之阻力,才能使船
以一定的速度前进,故螺旋桨在实际操作时,其每转一周
前进的距离hp小于实效螺距P1 。实效螺距P1与进程hp之 差(P1-hp)称为实效滑脱,其与实效螺距P1的比值称为 实效2滑- 2脱0 比,以s1来表示,即
叶元体的阻升比),叶元体转矩dQ=rdF , 可得
桨叶基本理论

•螺旋桨的桨叶(blade)
–叶根 • 又名桨叶轴,安装于桨觳内,桨叶的终端 –叶背(blade back) • 桨叶型面向上凸起的曲面部分,类似翼型上表面。 –叶面(blade face) • 又叫叶盆,桨叶平直的一面,类似于翼型下表面。
• 桨叶站位
• 是为帮助沿螺旋桨桨叶长度方向识别特定的点,有几个特定的桨叶站 位,作为离桨毂中心距离的参考。 • 从桨叶轮毂中心起,将桨叶分段,以英寸为单位定出站号。
wuv
• 入流角γ
• 相对气流方向和旋转面之 间的夹角。
• 桨叶迎角的影响因素
–桨叶迎角α
• 空气流过桨叶的相对速度方向与桨叶弦线之间的夹角。
• 影响因素有: 桨叶角φ, 飞机的飞行速度v和螺旋桨转速u。
• 桨叶角φ的影响
–桨叶迎角α
• 当v和n保持不变时, 保持不变,随着φ的增大, α也增 大。
v
u
• 飞行速度v的影响
– 在桨叶角和转速不变的情况下,桨叶迎角随飞行速度增大而减小, 当飞行速度增大到一定程度,桨叶迎角可能减小到零,甚至为负值。
• 螺旋桨转速u的影响
– 在桨叶角和飞行速度不变的情 况下,桨叶迎角随转速增大而 增大,随转速减小而减小。现方式做保护处理对用户上传分享的文档内容本身不做任何修改或编辑并不能对任何下载内容负责
螺旋桨基本理论
• 螺旋桨
– 螺旋桨是一种旋转的翼型(aerofoil), 它由两至四 片桨叶固定在中心桨毂(hub)上, 桨毂直接或通 过减速器安装在发动机轴上。 – 桨叶→中心桨毂→(减速器)→发动机轴
• 桨叶角
– 弦线(chord line)
• 螺旋桨前缘点和后缘点的连线;
动力学教程--螺旋桨
一、工作原理可以把螺旋桨看成是一个一面旋转一面前进的机翼进行讨论。
流经桨叶各剖面的气流由沿旋转轴方向的前进速度和旋转产生的切线速度合成。
在螺旋桨半径r1和r2(r1<r2)两处各取极小一段,讨论桨叶上的气流情况。
V—轴向速度;n—螺旋桨转速;φ—气流角,即气流与螺旋桨旋转平面夹角;α—桨叶剖面迎角;β—桨叶角,即桨叶剖面弦线与旋转平面夹角。
显而易见β=α+φ。
空气流过桨叶各小段时产生气动力,阻力ΔD和升力ΔL,合成后总空气动力为ΔR。
ΔR沿飞行方向的分力为拉力ΔT,与旋螺桨旋转方向相反的力ΔP 阻止螺旋桨转动。
将整个桨叶上各小段的拉力和阻止旋转的力相加,形成该螺旋桨的拉力和阻止螺旋桨转动的力矩。
从以上两图还可以看到。
必须使螺旋桨各剖面在升阻比较大的迎角工作,才能获得较大的拉力,较小的阻力矩,也就是效率较高。
螺旋桨工作时。
轴向速度不随半径变化,而切线速度随半径变化。
因此在接近桨尖,半径较大处气流角较小,对应桨叶角也应较小。
而在接近桨根,半径较小处气流角较大,对应桨叶角也应较大。
螺旋桨的桨叶角从桨尖到桨根应按一定规律逐渐加大。
所以说螺旋桨是一个扭转了的机翼更为确切。
从图中还可以看到,气流角实际上反映前进速度和切线速度的比值。
对某个螺旋桨的某个剖面,剖面迎角随该比值变化而变化。
迎角变化,拉力和阻力矩也随之变化。
用进矩比“J”反映桨尖处气流角,J=V/nD。
式中D—螺旋桨直径。
理论和试验证明:螺旋桨的拉力(T),克服螺旋桨阻力矩所需的功率(P)和效率(η)可用下列公式计算:T=Ctρn2D4P=Cpρn3D5η=J·Ct/Cp式中:Ct—拉力系数;Cp—功率系数;ρ—空气密度;n—螺旋桨转速;D—螺旋桨直径。
其中Ct和Cp 取决于螺旋桨的几何参数,对每个螺旋桨其值随J变化。
图1—1—21称为螺旋桨的特性曲线,它可通过理论计算或试验获得。
特性曲线给出该螺旋桨拉力系数、功率系数和效率随前进比变化关系。
螺旋桨原理
螺旋桨原理
1、螺旋桨原理#1
螺旋桨是一种把动能转换成动力的空气动力机械装置,最早是用于航空航天间螺旋翼或螺旋轮驱动飞行器的旋翼上。
它通过在桨叶周围游动的升力使飞机飞上天空,从而成为飞行的重要动力来源。
根据物理原理,螺旋桨的工作过程可分为三个阶段:抽升阶段、滑移阶段和分离阶段。
2 抽升阶段
螺旋桨把空气驱赶到螺旋桨后座,创造升力。
出发点是,驱动螺旋桨的驱动器从外部利用机械力(如发动机或汽车的发动机),将螺旋桨转动起来,把空气向后压缩,产生一个低压区,把空气经螺旋桨压缩,然后形成一个高压区,形成一个低压区,形成一个高压差,对螺旋桨产生一个抬升的 false。
3 滑移阶段
当螺旋桨的桨叶在风力作用下带动空气流通时,形成一个滑动阶段,即桨叶与空气之间形成了一种特殊的滑动关系,桨叶带动空气向后流动,大量空气经螺旋桨从下向上移动,此时,由于桨叶带动空气从下向上移动,对桨叶产生一个竖直向上的升力。
4 分离阶段
为了满足螺旋桨升力的要求,必须让螺旋桨上游的空气尽量与下游的略有分离,这样也就是螺旋桨分离阶段,该阶段是空气通过螺旋桨后,螺旋桨上游的空气循环下来,独立于下游,不受其影响。
这样也就保证了对机翼产生抬升力的持续性。
总之,螺旋桨把机械力转化为抽升力的原理:抽升力由螺旋桨从前向后驱赶空气滑移,空气被压缩,形成低压区,后部空气被压缩,形成高压区,空气流动从低压向高压;分离阶段空气从下向上流动,被桨叶分离,使螺旋桨上流的空气收到升力,实现抬升的效果。
船用螺旋桨小知识集锦
船用螺旋桨小知识集锦螺旋桨简介由桨毂和若干径向地固定于毂上的桨叶所组成的推进器,俗称车叶。
螺旋桨安装于船尾水线以下,由主机获得动力而旋转,将水推向船后,利用水的反作用力推船前进。
螺旋桨构造简单、重量轻、效率高,在水线以下而受到保护。
普通运输船舶有1~2个螺旋桨。
推进功率大的船,可增加螺旋桨数目。
大型快速客船有双桨至四桨。
螺旋桨一般有3~4片桨叶,直径根据船的马力和吃水而定,以下端不触及水底,上端不超过满载水线为准。
螺旋桨转速不宜太高,海洋货船为每分钟100转左右,小型快艇转速高达每分钟400~500转,但效率将受到影响。
螺旋桨材料一般用锰青铜或耐腐蚀合金,也可用不锈钢、镍铝青铜或铸铁。
驱动船前进的一种盘形螺旋面的推进装置。
由桨叶及与其相连结的桨毂构成。
常用的是三叶、四叶和五叶。
包括单体螺旋桨、龙叶导管螺旋桨、对转螺旋桨、串列螺旋桨、可调螺距螺旋桨、超空泡螺旋桨、大侧斜螺旋桨等。
螺旋桨一般安装在船尾(水下)。
船用螺旋桨多由铜合金制成,也有铸钢,铸铁,钛合金或非金属材料制成。
对船用螺旋桨的研究分理论和试验两个方面。
理论方面现已有动量定理、叶元体理论、升力线理论、升力面理论、边界元方法等理论和分析方法,能较准确地预报螺旋桨的水动力性能并进行理论设计。
试验方面的研究主要是通过模型试验研究螺旋桨性能,绘制螺旋桨设计图谱。
船用螺旋桨的设计方法分两大类,即理论设计方法和图谱设计方法。
60年代以来,船舶趋于大型化,使用大功率的主机后,螺旋桨激振造成的船尾振动、结构损坏、噪声、剥蚀等问题引起各国的重视。
螺旋桨激振的根本原因在于螺旋桨叶负荷加重,在船后不均匀尾流中工作时容易产生局部的不稳定空泡,从而导致螺旋桨作用于船体的压力、振幅和相位都不断变化。
螺旋桨的分类在普通螺旋桨的基础上,为了改善性能,更好地适应各种航行条件和充分利用主机功率,发展了以下几种特种螺旋桨。
可调螺距螺旋桨简称调距桨,可按需要调节螺距,充分发挥主机功率;提高推进效率,船倒退时可不改变主机旋转方向。
螺旋桨工作原理
螺旋桨工作原理螺旋桨是船舶和飞机等交通工具中常见的推进装置,其工作原理是通过螺旋桨的旋转来产生推力,从而推动交通工具前进。
本文将详细介绍螺旋桨的工作原理及其相关知识。
一、螺旋桨的结构和组成螺旋桨一般由螺旋叶片、轴、轴套等部分组成。
螺旋叶片是螺旋桨的核心部分,其形状呈螺旋状,负责将水或空气推向后方。
轴是螺旋桨的支撑部分,负责将螺旋叶片与动力源相连接。
轴套则是螺旋桨的固定部分,负责固定螺旋叶片和轴。
二、螺旋桨的工作原理螺旋桨的工作原理可以分为两个方面:流体动力学和牛顿第三定律。
1.流体动力学当螺旋桨旋转时,螺旋叶片将水或空气推向后方。
根据流体动力学的原理,当螺旋叶片推动水或空气后退时,水或空气会产生相等大小的反作用力向前推动螺旋桨。
这种反作用力就是推力,它推动交通工具向前移动。
2.牛顿第三定律牛顿第三定律指出,任何作用力都会有一个同大小、反向的反作用力。
当螺旋桨旋转时,螺旋叶片向后推动水或空气的同时,水或空气也会向前推动螺旋叶片,产生一个相等大小的反作用力。
这个反作用力正是推力,用于推动交通工具前进。
三、螺旋桨的调整和优化为了使螺旋桨能够更有效地工作,需要对其进行调整和优化。
1.螺旋叶片角度的调整螺旋叶片角度的调整可以改变螺旋桨的推力大小和方向。
通过调整螺旋叶片的角度,可以使螺旋桨产生更大的推力,从而提高交通工具的速度和效率。
2.螺旋叶片数量的优化螺旋叶片数量的优化可以提高螺旋桨的效率。
一般情况下,螺旋桨叶片数量越多,推力越大,效率越高。
但是过多的叶片数量也会增加螺旋桨的阻力,影响交通工具的速度和效率。
3.螺旋桨材料的选择螺旋桨材料的选择可以影响螺旋桨的耐用性和性能。
常见的螺旋桨材料有铝合金、不锈钢等。
根据实际需求选择合适的材料,可以提高螺旋桨的使用寿命和性能。
四、螺旋桨的应用领域螺旋桨广泛应用于船舶、飞机、潜水艇等交通工具中,推动这些交通工具前进。
在船舶中,螺旋桨通过推动水的力量使船舶前进;在飞机中,螺旋桨通过推动空气的力量使飞机前进;在潜水艇中,螺旋桨通过推动水的力量使潜水艇下潜或浮起。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
项目:螺旋桨基础知识
教学目标: • 能力目标:掌握用螺距仪测量螺距的方法;掌握 螺旋桨加工的方法。 • 知识目标:掌握掌握螺旋桨测量的参数及方法; 掌握螺旋桨加工的方法。
⒈基本结构
• 螺旋桨通常由桨叶和桨毂两部分组成,常用的有三叶和四 叶,个别也有五叶甚至六叶的。桨叶是产生推力的,从船 后向首看到的一面称为叶面,另一面称为叶背。桨叶与浆 毂相连的地方称为叶根,远离桨毂的一端称为叶梢。 • 桨毅是固定桨叶和连接桨轴的锥形体。 • 从船尾向船首看,螺旋桨在顺车时沿顺时针方向转动的称 为右旋,沿逆时针方向转动的称为左旋。对于双桨船,往 舷外方向转动的称为外旋,反之称内旋。通常采用外旋, 以防止水上浮物卷入而卡住桨叶。
• 金属材料制造的工艺过程如下:铸模造型、浇铸 金属、毛坯加工、成品检查、安装使用。下面分 别叙述螺旋桨材料和工艺过程的主要环节。
⒈铸模造型
• ⑴螺距板是制作下砂模时刮制螺旋面用的,它的准确性直接影响桨的制 造质量。确定螺距板的尺度不单要考虑桨叶的螺距,而且要考虑铸造材 料在浇注后的收缩变形、砖台厚度以及螺旋桨本身的几何特点。 • ①等螺距螺旋桨螺距板的计算 – 螺距板位臵应这样确定:在径向上除考虑桨叶半径R外,尚应考虑叶 梢边缘的加工余量a以及为了支承上砂模的砖台厚度b,见图8-47, 同时还应考虑金属的径向收缩。这样,螺距板所在处的半径应是 (1+K)R+a+b;其周向位臵应使螺距板与桨中心所成的扇形面积(图847中的ABO)能遮蔽桨叶的正投影面积并留有一定边框。 (图8-47中 的f、g)。设螺距板的弧长为 ,于是求螺距板的实质就是求弧长和 母线在轴向上的位移(螺距的一部分)问题。 • ②变螺距螺旋桨螺距板计算 – 目前变螺距有两种形式,一种是线性变螺距,另一种是非线性变螺 距。前者只需两块螺距板。位于梢部的螺距称外螺距板,里面的叫 内螺距板。后者,除了外螺距板外,尚需若干内螺距板,视螺旋桨 的尺度和要求精度而定。
⒉毛坯的浇铸
金属螺旋桨的浇注方法有顶铸法和底铸法两种. ⑴顶铸法:顶铸法是将熔溶金属直接从冒口上方注 入模腔。这种方法的优点是铸模简单,操作方便, 金属浇注完毕时温度分布比较合理,冷凝有一定方 向性,冒口温度较高,铸件能得到良好的补缩。但 浇注时金属表面的氧化物同金属一起进入铸件,特 别是金属流落时产生飞溅,卷入空气泡和杂质,使 铸件表面以至一定深度处形成疏松和痂皮,影响桨 叶的机械强度。因此,仅用于浇铸小型(直径小于1 米者)螺旋桨。
• 铸铁螺旋桨成本低,铸造容易,但其机械强度低,质脆而 易断,使用寿命短。由于强度低,切面厚度较大,桨效率 较低,故铸铁螺旋桨仅用于小型低速船上。 • 铸钢螺旋桨的优点是机械强度高。抗冲击性能好,但铸造 过程中变形、难控制,常使螺旋桨的几何尺寸产生很大偏 差,加工困难,成本高,比铸铁更容易被海水腐是,寿命 短,目前多用作备件。 • 为了提高螺旋桨的抗腐蚀和空泡剥蚀性能,有些特殊用途 的船舶用镍合金、钛合金等来制造螺旋桨。
⒊螺旋桨加工
• 工序:切掉浇口、冒口,桨毂两端面和轴孔的加 工,插轴孔内的键槽,刮削轴孔,加工桨叶的叶 面和叶背等,作平衡试验。 • 加工时先切除桨毂两端的冒口,浇口等多余部分, 造成桨毂前后的两个基准面,然后沿桨毂中心镗 孔并在轴孔内插出键槽。 • 镗孔可以在车床或镗床上进行,某些大型桨也可 以用自制的立式或卧式镗排加工,加工时一般都 会准备样板或者样轴以检查加工质量。
⑵铸模的制造
• 螺旋桨铸模一般为分箱式砂型,分型面为桨叶的 叶面。叶面在下砂箱,而叶背在上砂箱。 • 在下砂箱造塑时,先将三角形之螺距板弯成适宜 的圆柱面,然后用刮板沿轴线及螺距板斜边刮出 叶面的螺旋面。对等螺距桨叶,只需一块刮板, 对径向线性变螺距浆叶按螺距变化的部位需另加 一副刮板。
• 若要求螺旋桨铸件毛坯具有较高的准确度,则可用木料或 金属做成桨叶模型,叶面臵于刮好的螺旋面上,然后安装 上砂箱并将沙土桩实,将桨模取出后。上下砂箱之间形成 叶形空腔。同时制作挠注系统。抄箱烘干后扣合固定即可 进行浇铸。桨叶模型常用下面方法制作:将切面样板 ( 用 弹性较好的金属或木质薄板制成 ) 垂直安装于下砂箱相应 的切面弧线上,然后在样板间填入泥芯,桩实后修刮表面, 使其成为光顾的叶形。 • 此外,桨叶模型也可这样制作:用薄木板作成若干半径处 的切面样板,并在相应的位臵上垂直钉于平模板上 ( 俗称 琵琶板 ) 。琵琶板各切面样板间空隙部分的总面积应与桨 叶的仲长面积相同。将样板间空隙填紧砂土,使砂面与各 切面样板上边缘成一光顺曲面。然后将琵琶板上砂土切成 小块并移臵于下砂箱上的相应位臵,最后把各小块砂土间 缝隙修填平整,即可制作上砂箱。
• 玻璃钢是以合成树脂为粘结剂,以玻璃纤维或其 织物为增强材料粘合而成的一种新型结构材料。 玻璃钢螺旋桨具有重量轻 ( 约为铜螺旋桨重量的 1//4 ~1/3) 、装卸方便、冲击韧性好,不为海水 所腐蚀,制造简单等优点。其缺点是机械强度较 低,在长期负荷下有蠕化现象,多用于内河小船 上。
㈡螺旋桨修造工艺
• ⑵底铸法:它是在模腔最低点即桨毂下端引入金 属液,为了防止铸造时候出现如桨叶叶背出现氧 化物和缩松现象等常见缺点。 • ⑶低压铸造:低压铸造是利用压缩空气在密封容 器,坩锅)中,在金属液面上造成一定压力 (35kgf/cm2),使液体通过升液管上升,平稳缓慢地 进入并充满铸型,并在压力下凝固结晶。由于低 压铸造金属液的上升速度能够很好的加以控制, 因此产生氧化皮的可能性大大减少。由于金属是 在压力下结晶的,故铸件质量高,同时尺寸比较 精确。 •