玻璃钢管道质量检测标准
玻璃钢检测国标

3.1试样及零件的物理性能测试方法:
3.1.1拉伸强度按GB 1447—83《玻璃纤维增强塑料拉伸性能试验方法》测试。
采用III型试样。
GB/T 1447—2005 玻璃纤维增强塑料拉伸性能试验方法
3.1.2压缩强度按GB 1448—83《玻璃纤维增强塑料压缩性能试验方法》测试。
采用II型试样。
3.1.3弯曲强度按GB 1449—83《玻璃纤维增强塑料弯曲件能试验方法》测试。
3.1.4冲击韧性按GB 1451—83《玻璃纤维增强塑料简支梁式冲击韧性试验方法》测试。
3.1.5密度按GB 1463—78 《玻璃钢比重试验方法》测试。
3.1.6固化度按GB 2576—81《玻璃钢中树脂不可溶分含量试验方法》测试。
3.1.7树脂含量按GB 2577—81 《玻璃钢树脂含量试验方法》测试。
3.1.8巴氏硬度按GB 3854—83《纤维增强塑料巴氏硬度试验方法》测试。
3.1.9马丁耐热按GB 1035—70《塑料耐热性(马丁)试验方法》测试。
3.1.10吸水率按GB 1462—78《玻璃钢吸水性试验方法》测试。
试样采用模压件试样。
3.12模塑料的树脂含量按GB 7192—87 《预浸料树脂含量试验方法》测定,挥发分按GB 6056—85《预浸料挥发分含
量试验方法》测定,不可溶分含量按附录2 (补充件)测定。
玻璃钢管执行标准

玻璃钢管执行标准一、外观尺寸1. 玻璃钢管应光滑、平整,表面无气泡、裂纹、变形等缺陷。
2. 管材的尺寸应符合设计要求,允许偏差范围应符合相关标准。
二、树脂含量1. 玻璃钢管的树脂含量应符合设计要求。
2. 树脂含量测定方法可采用燃烧法或化学分析法。
三、巴氏硬度1. 玻璃钢管的巴氏硬度应符合设计要求。
2. 硬度测试应按照相关标准进行,测试位置应不少于三个不同部位。
四、树脂不可溶分含量1. 玻璃钢管中树脂不可溶分含量应符合设计要求。
2. 不可溶分含量测定可采用燃烧法或化学分析法。
五、环向拉伸强度1. 玻璃钢管的环向拉伸强度应符合设计要求。
2. 强度测试应按照相关标准进行,测试样本应不少于三根。
六、环向拉伸弹性模量1. 玻璃钢管的环向拉伸弹性模量应符合设计要求。
2. 弹性模量测试应按照相关标准进行,测试样本应不少于三根。
七、轴向拉伸强度1. 玻璃钢管的轴向拉伸强度应符合设计要求。
2. 强度测试应按照相关标准进行,测试样本应不少于三根。
八、轴向拉伸弹性模量1. 玻璃钢管的轴向拉伸弹性模量应符合设计要求。
2. 弹性模量测试应按照相关标准进行,测试样本应不少于三根。
九、抗压强度1. 玻璃钢管的抗压强度应符合设计要求。
2. 强度测试应按照相关标准进行,测试样本应不少于三根。
十、短时水压失效1. 玻璃钢管应能承受设计压力的短时水压试验,试验过程中不应出现渗漏、变形等异常现象。
2. 短时水压试验应按照相关标准进行,试验时间、压力等参数应符合设计要求。
十一、水压试验1. 玻璃钢管应进行水压试验,以检验其承受设计压力的能力。
试验过程中不应出现渗漏、变形等异常现象。
2. 水压试验应按照相关标准进行,试验压力、时间等参数应符合设计要求。
玻璃钢管道质量检测标准
玻璃钢管道质量管理考核方法为了提高玻璃钢管道的产品质量管理,标准产品的质量标准,维护公司的产品形象,进一步提升技质部门的质量管理水平,做到奖罚清楚,权责明确,充分调开工人的积极性与主动性,增强全体员工的质量意识与效劳意识,现制定如下的质量考核标准:(一)内衬层1.彻底清理模具,确保模具的平滑、光洁。
脱模环上不得有树脂胶块,且脱模环的安装位置必须合理到位。
模具上涂抹的石蜡要均匀,不得出现白色积蜡现象。
树脂、促进剂、固化剂的质量比严格按照设计比例进展配比。
2.缠绕聚酯薄膜时,钟型头缠窄薄膜,且其搭接为50%,管体缠宽的薄膜,搭接为10%,缠外表毡、针织毡、网格布时要求张力大小适中,搭接均匀,搭接为其宽度的10%,严禁出现起皱、漏搭、高搭、及松弛现象。
3.在薄膜、外表毡、针织毡、网格布的外表淋涂树脂时,要求树脂均匀分布,不得有未淋到的现象,同时还要求淋涂的树脂要完全浸透,不得出现干斑的现象,发现干斑,应及时补充树脂。
4.在分别缠绕完短切毡、网格布后要及时用压辊赶走管体内部的气泡,防止因过多的气泡产生的应力集中,以及管体的不平整,不光滑现象。
确保内衬的缠绕长度,严禁超出规定的长度。
允许其尺寸误差不超过40mm。
5.待内衬层完全固化后才能进入下一步的缠绕工序,其固化标准为,用手指按时6.以上制作内衬的过程中,针对每根管道的制作,如有违反上述操作规程,每违反一项扣除0.1分。
依次累加,每根管子的质量达标要求由质检员在整个生产过程中做详细记录〔具体见表1〕并做好统计上报工作。
〔二〕构造层1.对固化好的内衬层进展加砂与玻璃钢缠绕处理,用纯的玻璃钢钢对管道的承口、插口缠绕时,需用刮板将多余的树脂轻轻刮下,同时确保玻璃钢缠绕纱在承插口部位的平滑、光整性,要对承口、插口的宽度、厚度进展准确的控制。
严禁因承插口尺寸过大而造成的缠绕纱、树脂的浪费。
〔具体尺寸见表2〕质检员应及时对加砂后的管体周长进展准确的测量,确保其控制在允许的误差范围内〔具体尺寸见表3〕。
玻璃钢管道原材料质量标准

≥65
≥65
≥80
≥75
≥80
≥80
10
弯曲强度
GB/T2570-1995
MPa
≥100
≥100
≥120
≥120
≥120
≥120
11
延伸率
GB/T2568-1995
%
>2
>3
>2
>3
>2
>2
12
2、 胶衣树脂质量指标
序号
检验项目
试验方法
单位
控制指标
1
外观
目测
指定颜色的胶状液体,很好的触变性和流动性,颜料糊分散均匀,无杂质、无分层现象。固化后的胶衣层表面光滑、色泽均匀、鲜艳、富弹性
序号
检验项目
试验方法
单位
控制指标
1
外观
目测
应符合GB/T17470-1998(5.2)的规定
2
碱金属氧化物含量
GB/T1549-
%
无碱≤0.8
中碱 11.6~12.4
3
可燃物含量
GB/T9914.2-2001
%
平均值2.0~8.0,极差≤6.0
4
含水率
GB/T11966
%
一等品≤0.20,合格品≤0.50
6
单位面积质量
GB/T9914.3-2001
g/m2
不得超过公称值的±5
7
抗拉强度
GB/T6006.2-2001
N/50 mm
SH-30: ≧15 CH-30: ≧10
8
浸透时间
(二层)
GB/T17470-1998附录A
MPa
玻璃钢管道外观质量规范
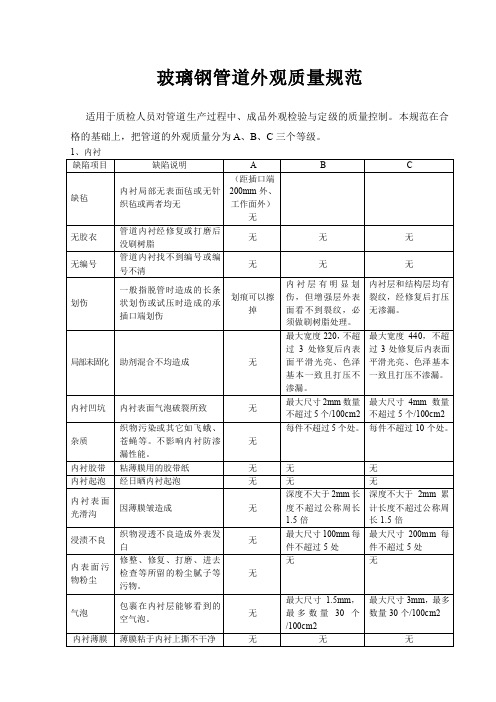
过 3 处修复后内表 过 3 处修复后内表面
局部未固化 助剂混合不均造成
无
面平滑光亮、色泽 平滑光亮、色泽基本
基本一致且打压不 一致且打压不渗漏。
渗漏。
内衬凹坑 内衬表面气泡破裂所致
无
最大尺寸 2mm 数量 最大尺寸 4mm 数量 不超过 5 个/100cm2 不超过 5 个/100cm2
织 物 污 染或 其 它如 飞 蛾 、
位于承口密封面
承口薄膜
无
上的薄膜
位于承口密封面
气泡
内衬层以内的空
无
气泡
脱管挤压所造成
承口边缘碎裂 的 碎 裂 但 不 影 响
无
胶圈导入
薄膜起皱造成的
内衬凹沟
平滑凹沟,不影响
无
密封
修复后的承口内
密封面不光滑 表面未抛光
无
石英砂夹到承口
承口夹砂
无
部位
承口外发粘 刷树脂未刷好
无
承口外表发黄 助剂过量
无
导入段长度
每件不超过 5 个处。 每件不超过 10 个处。
杂质
苍 蝇 等 。不 影 响内 衬 防 渗
无
漏性能。
内衬胶带 粘薄膜用的胶带纸
无
无
无
内衬起泡 经日晒内衬起泡
无
无
无
内衬表面
光滑沟
因薄膜皱造成
深度不大于 2mm 长 深度不大于 2mm 累
无
度不超过公称周长 计长度不超过公称周
1.5 倍
长 1.5 倍
浸渍不良 织物浸透不良造成外表发
漏刷树脂
插口切磨面 树脂未
无
刷严或未刷均
插口环裂
插口切割断 面后固
玻璃钢产品检验标准
玻璃钢产品检验标准
玻璃钢产品是一种具有优良性能的复合材料,被广泛应用于建筑、船舶、化工等领域。
为了确保玻璃钢产品的质量和安全性能,制定了一系列的检验标准。
本文将对玻璃钢产品的检验标准进行详细介绍,以便相关行业人员了解和遵守。
一、外观质量检验。
1. 表面平整度,使用平板检验,观察表面是否平整,不得有凹凸不平、气泡、裂纹等缺陷。
2. 颜色一致性,对于有颜色要求的玻璃钢产品,应进行颜色比对,确保颜色一致。
3. 表面光洁度,通过目视检验或使用光泽度仪进行检测,表面应具有一定的光洁度。
二、物理性能检验。
1. 弯曲强度,采用标准试样进行弯曲强度测试,确保产品符合设计要求。
2. 拉伸强度,使用拉伸试样进行拉伸强度测试,以验证产品的拉伸性能。
3. 冲击性能,通过冲击试验,检测产品的耐冲击性能,确保产品在使用过程中不易受到外力损坏。
三、化学性能检验。
1. 耐酸碱性,将产品放置于酸碱溶液中,观察其变化情况,以验证产品的耐腐蚀性能。
2. 耐老化性,通过老化试验,检测产品在高温、紫外线等环境下的性能变化情况。
3. 燃烧性能,进行燃烧性能测试,确保产品具有一定的阻燃性能,降低火灾风险。
四、尺寸精度检验。
1. 尺寸测量,使用相关测量工具对产品的尺寸进行精确测量,确保产品符合设计要求。
2. 安装配合性,对于需要配合安装的产品,进行安装配合性测试,确保产品能够顺利安装。
以上即是对玻璃钢产品检验标准的详细介绍,希望相关行业人员能够严格按照标准进行产品检验,确保产品质量和安全性能,为各行业的发展提供可靠的保障。
玻璃钢管道质量检测标准

玻璃钢管道质量管理考核办法为了提高玻璃钢管道的产品质量管理,规范产品的质量标准,维护公司的产品形象,进一步提升技质部门的质量管理水平,做到奖罚分明,权责明确,充分调动工人的积极性和主动性,增强全体员工的质量意识和服务意识,现制定如下的质量考核标准:(一)内衬层1. 彻底清理模具,确保模具的平滑、光洁。
脱模环上不得有树脂胶块,且脱模环的安装位置必须合理到位。
模具上涂抹的石蜡要均匀,不得出现白色积蜡现象。
树脂、促进剂、固化剂的质量比严格按照设计比例进行配比。
2. 缠绕聚酯薄膜时,钟型头缠窄薄膜,且其搭接为50%,管体缠宽的薄膜,搭接为10%,缠表面毡、针织毡、网格布时要求张力大小适中,搭接均匀,搭接为其宽度的10%,严禁出现起皱、漏搭、高搭、及松弛现象。
3. 在薄膜、表面毡、针织毡、网格布的表面淋涂树脂时,要求树脂均匀分布,不得有未淋到的现象,同时还要求淋涂的树脂要完全浸透,不得出现干斑的现象,发现干斑,应及时补充树脂。
4. 在分别缠绕完短切毡、网格布后要及时用压辊赶走管体内部的气泡,避免因过多的气泡产生的应力集中,以及管体的不平整,不光滑现象。
确保内衬的缠绕长度,严禁超出规定的长度。
允许其尺寸误差不超过40mm。
5. 待内衬层完全固化后才能进入下一步的缠绕工序,其固化标准为,用手指按时6. 以上制作内衬的过程中,针对每根管道的制作,如有违反上述操作规程,每违反一项扣除0.1 分。
依次累加,每根管子的质量达标要求由质检员在整个生产过程中做详细记录(具体见表1)并做好统计上报工作。
(二)结构层1. 对固化好的内衬层进行加砂和玻璃钢缠绕处理,用纯的玻璃钢钢对管道的承口、插口缠绕时,需用刮板将多余的树脂轻轻刮下,同时确保玻璃钢缠绕纱在承插口部位的平滑、光整性,要对承口、插口的宽度、厚度进行准确的控制。
严禁因承插口尺寸过大而造成的缠绕纱、树脂的浪费。
(具体尺寸见表2)质检员应及时对加砂后的管体周长进行准确的测量,确保其控制在允许的误差范围内(具体尺寸见表3)。
玻璃钢管标准
玻璃钢管标准玻璃钢管是一种具有优异性能的复合材料管,广泛应用于化工、石油、电力、船舶等领域。
为了确保玻璃钢管的质量和安全性能,制定了一系列的标准来规范其生产和使用。
本文将就玻璃钢管的相关标准进行介绍。
首先,玻璃钢管的材料标准是制约其质量的重要因素。
根据国家标准GB/T 20840-2007《玻璃钢复合材料管道》的规定,玻璃钢管的基本材料应符合相关标准,如树脂、增强材料等。
此外,还应满足一定的物理性能指标,如拉伸强度、弯曲强度、冲击强度等,以确保其在使用过程中的安全可靠性。
其次,玻璃钢管的生产标准也是至关重要的。
根据GB/T20841-2007《玻璃钢复合材料管道制造规范》,对于玻璃钢管的生产工艺、工艺要求、外观质量、尺寸偏差等方面均做出了明确的规定。
生产厂家必须严格按照标准要求进行生产,确保产品质量符合国家标准。
此外,玻璃钢管的安装和使用标准也是不可忽视的。
根据GB 50074-2002《建筑给水排水设计规范》,对于玻璃钢管的安装、连接、支架、防腐、防火等方面提出了具体的要求。
只有严格按照标准规范进行安装和使用,才能确保玻璃钢管在工程项目中发挥应有的作用。
最后,对于玻璃钢管的质量检验标准也是非常重要的。
根据GB/T 1433-2008《塑料增强玻璃钢管道术语和定义》,对于玻璃钢管的外观质量、尺寸偏差、物理性能、化学性能等方面进行了详细的检验方法和标准要求。
只有严格按照标准进行检验,才能确保产品质量合格。
综上所述,玻璃钢管的标准涉及材料、生产、安装、使用和质量检验等多个方面,只有严格按照标准要求进行生产和使用,才能确保玻璃钢管的质量和安全性能。
希望生产企业和使用单位能够重视玻璃钢管的标准化工作,共同维护工程项目的安全和可靠运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玻璃钢管道质量管理考核办法
为了提高玻璃钢管道的产品质量管理,规范产品的质量标准,维护公司的产品形象,进一步提升技质部门的质量管理水平,做到奖罚分明,权责明确,充分调动工人的积极性和主动性,增强全体员工的质量意识和服务意识,现制定如下的质量考核标准:
(一)内衬层
1.彻底清理模具,确保模具的平滑、光洁。
脱模环上不得有树脂胶块,
且脱模环的安装位置必须合理到位。
模具上涂抹的石蜡要均匀,不得出现白色积蜡现象。
树脂、促进剂、固化剂的质量比严格按照设计比例进行配比。
2.缠绕聚酯薄膜时,钟型头缠窄薄膜,且其搭接为50%,管体缠宽的
薄膜,搭接为10%,缠表面毡、针织毡、网格布时要求张力大小适中,搭接均匀,搭接为其宽度的10%,严禁出现起皱、漏搭、高搭、及松弛现象。
3.在薄膜、表面毡、针织毡、网格布的表面淋涂树脂时,要求树脂均
匀分布,不得有未淋到的现象,同时还要求淋涂的树脂要完全浸透,不得出现干斑的现象,发现干斑,应及时补充树脂。
4.在分别缠绕完短切毡、网格布后要及时用压辊赶走管体内部的气泡,
避免因过多的气泡产生的应力集中,以及管体的不平整,不光滑现象。
确保内衬的缠绕长度,严禁超出规定的长度。
允许其尺寸误差不超过40mm。
5.待内衬层完全固化后才能进入下一步的缠绕工序,其固化标准为,
用手指按时
6.以上制作内衬的过程中,针对每根管道的制作,如有违反上述操作
规程,每违反一项扣除0.1分。
依次累加,每根管子的质量达标要求由质检员在整个生产过程中做详细记录(具体见表1)并做好统计上报工作。
(二)结构层
1.对固化好的内衬层进行加砂和玻璃钢缠绕处理,用纯的玻璃钢钢对管道的承口、插口缠绕时,需用刮板将多余的树脂轻轻刮下,同时确保玻璃钢缠绕纱在承插口部位的平滑、光整性,要对承口、插口的宽度、厚度进行准确的控制。
严禁因承插口尺寸过大而造成的缠绕纱、树脂的浪费。
(具体尺寸见表2)质检员应及时对加砂后的管体周长进行准确的测量,确保其控制在允许的误差范围内(具体尺寸见表3)。
(所有型号玻璃钢管加砂后的管径周长偏差不超过3mm)
2.无论是环向缠绕或交叉缠绕的过程中,尽量避免断纱的情况发生,缠绕过程中出现的加纱、断纱情况比较严重(出现两次或两次以上者),使结构层的整体结构不均匀,外观不美观匀称,严重影响到其结构和外观的平整性和光滑性,直接影响到玻璃钢管道的结构性能的情况。
3.严格控制加砂时的准确位置,超出或达不到加砂的位置都视为不合格,加砂时厚度要均匀、连续。
树脂一定要淋透,同时严格控制石英砂中淋涂树脂的质量,加砂时加砂布张力适中,不得出现破损、折皱,严禁在加砂过程中出现断砂或加砂布断裂的情况。
整个管子不的出现大砂包,承插口部位严禁加砂。
4.玻璃钢管道外表面缠聚酯薄膜时,不得有漏缠、起皱现象,压头要平整、光滑,尽量避免出现气泡或密集性麻点、网眼、皱纹现象。
缠绕薄膜时拉力要适中,禁止出现缠绕过程中薄膜拉断或拉不紧的情况。
缠绕过程中薄膜要压紧压实,严格控制管道外表面的气泡,网眼数量,不可出现3个以上0.09m2的气泡或密集麻点。
禁止出现严重影响管道外观的气泡。
5.缠绕完成后的玻璃钢管道进行固化处理,确保固化达到足够的固化度以利脱模,固化的具体时间要求为:环境温度大于30℃时,采用红外线烤板加热,固化时间不低于1小时。
当环境温度小于10℃时,采用红外线烤板加热,固化时间不低于2小时。
其余固化时间不得低于1.5小时。
待固化完全后,进行脱模处理,避免在脱模过程中出现碰伤、划伤、挤压、淋胶等情况,严禁出现管体严重损伤的情况,(具体见表4)管体损伤要及时修复,未修复或不能修复的管道属于不合格管道。
以上制作结构层的过程中,针对每根管道的制作,如有违反上述操作规程,每违反一项扣除0.2分。
依次累加,每根管子的质量达标要求由质检员在整个生
产过程中做详细记录,(具体参考表1)并做好统计、上报工作。
(三)管道的修整
1. 修整组在修整前必需检查管道是否受损,若修整后出现管道受损,责任由修整组负责。
管道表面的纱包、胶瘤凹凸不平物及毛刺等必须打磨光滑、平整,管道内表面的薄膜要清理干净,承口密封口处打磨必须光滑,不允许有台阶,承口边缘必须按照相应的尺寸切割,并打磨倒钝。
2. 试压孔的位置应严格控制在离承口75mm处,孔的大小有设计提供,允许误差不超过0.5mm,严禁出现漏打或打错的情况,同时确保试压孔表面的打磨处理光滑、平整、无毛刺。
3. 严格控制插口、承口部位的修整尺寸,(具体见表5)因为人为原因修小的,应及时做修补处理。
修整尺寸偏大,应及时要求修整组重修,直到满足规定的尺寸要求为止,严禁出现由于尺寸偏大或偏小,造成现场不能安装的情况,否则扣0.2分。
4. 修整后的管道要求在叉车的装卸过程中轻吊轻放,摆放管道要求规范整齐、规格区分、合理有序,木方垫底、不浪费现场空间,如有管道的损伤要及时反映并进行修整,同时对质量损伤较轻的扣0.1分,损伤较重的扣0.2分,具体由修整组的质检员负责追究叉车工的责任。
以上管道的修整过程中,针对每根管道的修整及搬运,如有违反上述操作规程,除特别规定的除外,每违反一项扣除0.1分。
依次累加,每根管子的质量达标要求由修整组质检员对修正后的管道质量情况做详细记录,(具体参考表6)并做好统计、上报工作。
质检员:班组长:
技质部:
玻璃钢管道生产质量跟踪表由各车间质检员负责跟踪记录,对每个班组生产管道的质量做详细记录,并做好统计和上报工作,最后根据月统计表进行工资结算,质检员应做到每天上报,每周总结工作,积极避免已经出现的产品质量问题。
玻璃钢加砂管道具体的加砂位置为承插口部位的中间部分,严禁在承插口部位加砂。
严格控制插口尺寸的允许误差范围在+1.0mm以内。
表(3)玻璃钢加砂管道加砂后管子的周长
表(4)管体严重损伤情况对照表
表(5)管道插口修整尺寸对照表
修整组需严格按照此规定尺寸进行修整,管道修整后的质检工作由质检员庄雷负责,质检员需对每根修整后的管道做详细的质量控制检查,并做好统计、上报工作。
最后根据月统计表进行工资结算,质检员应做到每天上报,每周总结,积极避免已经出现的产品质量问题。
表(6)玻璃钢管道修整质量跟踪表
质检员:修整组长:
技质部:
玻璃钢管道修整质量跟踪表由质检员庄雷负责,对每根管道的修整质量做详细记录,并做好统计和上报工作,最后根据月统计表进行工资结算,质检员应做到每天上报,每周总结工作,积极避免已经出现的产品质量问题。
(四)考核标准与执行
1.每根管子从车间生产到修整组修整应严格控制其质量环节,
按照每根管子每扣0.1分,则相应扣去该管子的工资5块钱,依次叠加,直到扣完为止。
如果该班组生产的管子作废,根
据实际情况,除扣除该管子的工资外,还要对该班组做相应
的处罚(上限为不超过该管子的工资)。
2.内衬层扣分不超过0.1分,结构层扣分不超过0.2分的玻璃钢
管道视为优等管。
单管工资上浮20%。
3.内衬层和结构层都不扣分的玻璃钢管道,视为特优管,单管
工资上浮25%。
4.质检人员对于生产中严重违反操作规程的行为,有权要求其
立即停止生产,对于不服从安排或知错不改的,通知生产部
主管厂长处理。
5.严格控制出厂管道的质量问题,必须在车间的生产过程、修
整过程、搬运过程、装货发运过程中严把质量关,必须确保
出厂产品为合格品。
6.对于施工现场安装管道出现的严重质量问题,严重影响到公
司的形象和声誉的,应仔细、全面、客观的分析原因,严肃
追究具体部门或责任人的责任。
7.车间质检人员、修整组质检人员。
必须认真例行自己的职责,
如果检查发现对管道的质量控制不到位、不认真的情况要做
相应的处罚。
8.质检人员需要对负责班组的质量生产情况做详细记录,(具体
见表1和表6)并做好每天的上报工作,每周的汇总工作,每月的总结改进工作。
9.由技质部将每个月各车间生产的管道数量及管道质量做统计
汇总,然后根据此统计情况由财务进行员工的工资结算。
(包括奖励也一起清算,以月为单位)
南京众泰玻璃钢管道有限公司
2009年2月18日星期三。